Изобретение относится к автоматике и вычислительной технике и может быть использовано, например, в установках дли формирования кодовых жгутов для гюстояи ной памяти.
Целью изобретения является аовьинение надежности и нроизводите;1ьности устройства.
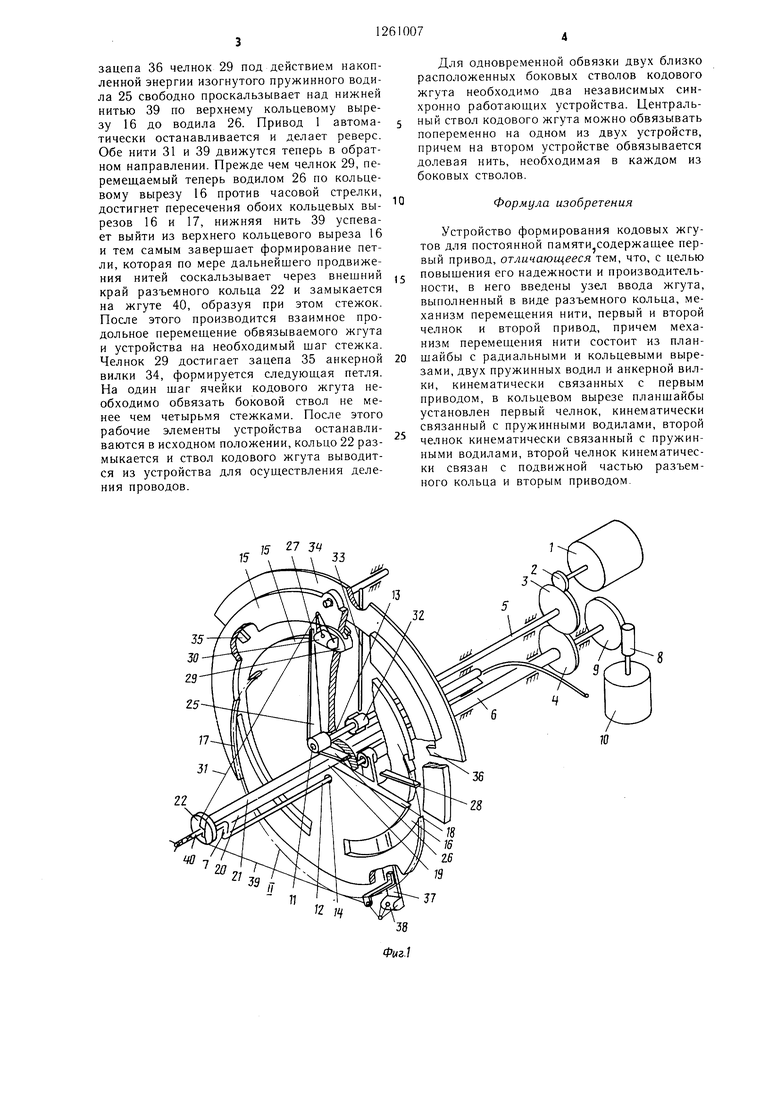
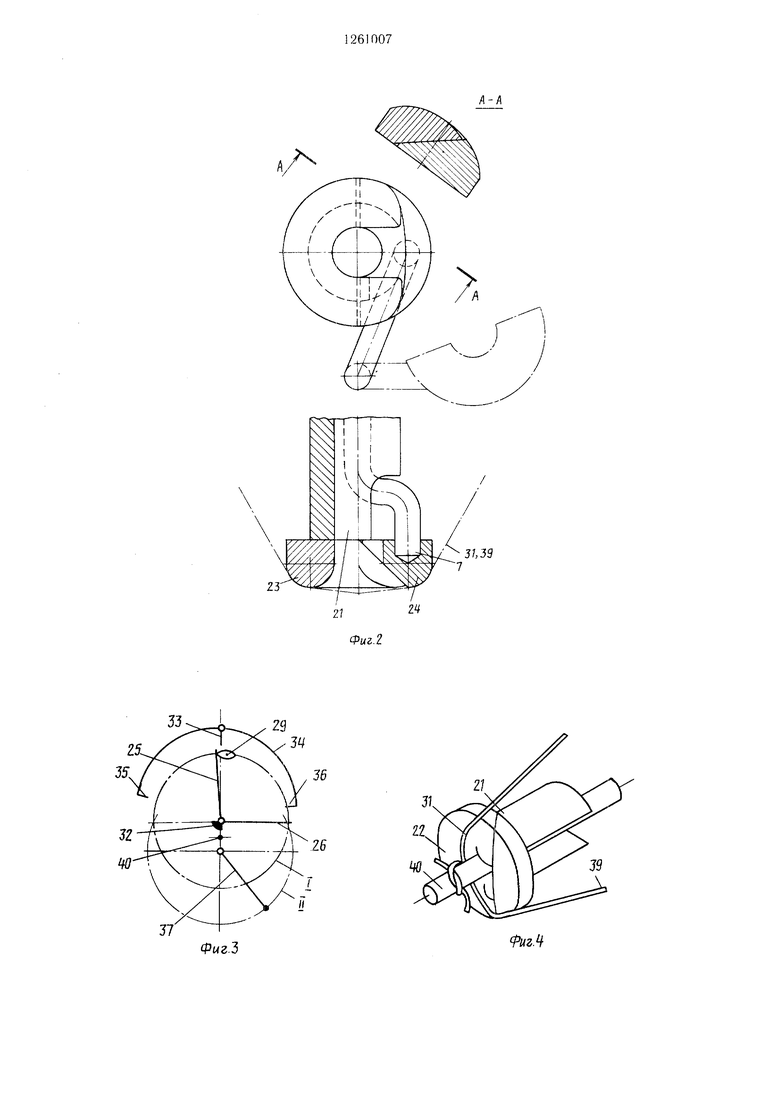
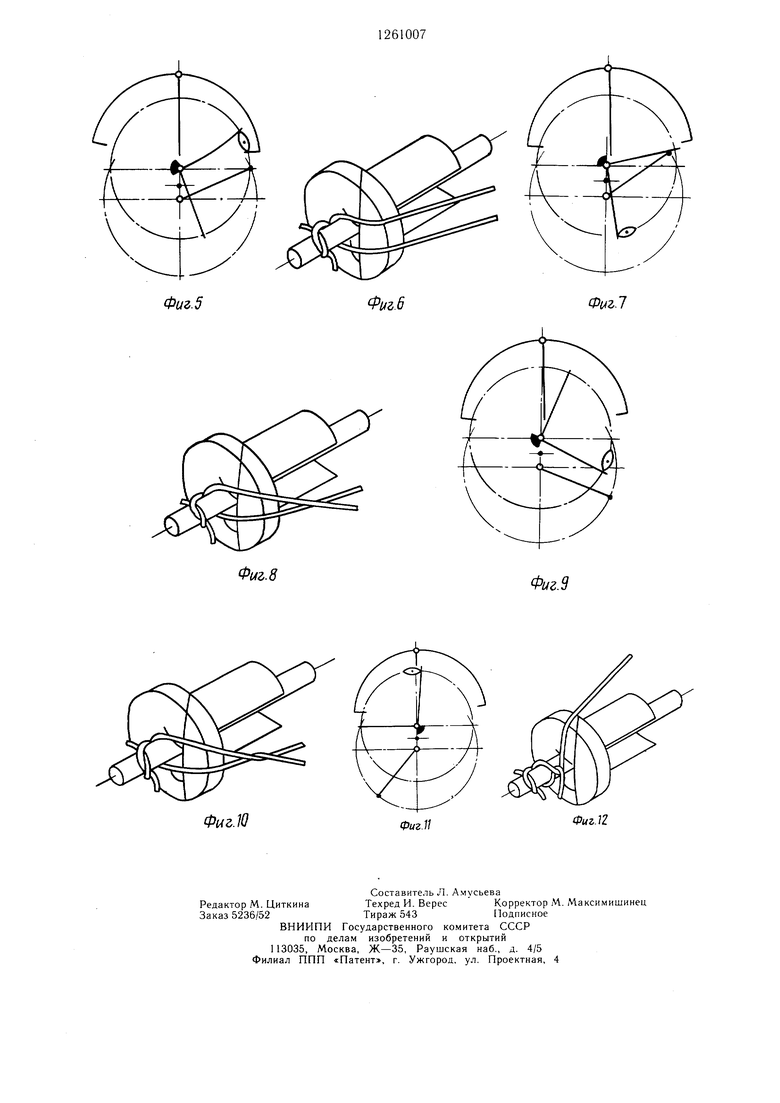
На фиг. 1 изображена кинематическая схема устройства в изометрии; на фиг. 2 элементы разъемного кольца в сборе в двух проекциях с сечением; на фиг. 3 - схема исходного расположения элементов устройства во время закрепления концов нитей обвязки на жгуте нроводов; иа фиг. 4 рабочая зона устройства в момент завершения закрепления концов нитей обвязки на жгуте нроводов; на фиг. 5 - схема расположения элементов устройства, нрихо- дящаяся на фазу сведения нитей обвязки с последующей остановкой челнока заценом анкерной вилки; на фиг. 6 - рабочая зона устройства в момент свел,е11ия нитей обвязки; на фиг. 7 -- схема расположения элементов устройства во время спуска челнока с последующим перекрещиванием нитей обвязки; на фиг. 8 -- рабочая зона устройства в момент завершении фазы перекрещивания нитей обвязки; на фиг. 9 - схема расположения элементов устройства но время разведении нитей обвязки с последующим завер1нением их взаимного обведения один вокруг другого и образованием петли обвязки; па фиг. 10 рабочая зона устройства в момент завернк ния формирования очередной нетли обвязки: на фиг. 11 ---- схема расноложения элементов устройства во время заверн1ения разведения нитей обвязки с последующейй затяжкой петли обвязки па жгуте проводов и продольной подачей жгута на необходимый щаг; на фиг. 12 - рабочая зона устройства в момент заверн1епия фазы затяжки петли обвязки на жгуте нроводов при продольном перемещении жгута на необходимый таг.
Устройство состоит из первого привода ;, связанного через зубчатые колеса 2, 3 и 4 с системой из двух параллельных горизонтальных валов. Верхний на,. 5 стержневой, а нижний 6 трубчатый, через которого свободно проходит стержень 7, свя- через червячную пару 8 и 9 с вторым приводом 10. Своими свобе)дными концами 11 и 12 верхний вал 5 и жень 7 через отверстия 13 и 14 перпендикулярно пересекают плоскость щайбы 15, имеюп1.ей сквозные 1зырезь1, верхний кольцевой вырез 16, корщентричный относительно оси вращения верхнего Ba,;ia 5, нижний кольцевой вырез 17, концентричный относительно оси вращения нижнего вала 6, радиальный горизонтально расположенный сквозной вырез 18, идуидий от центра 19.
размещенного на середине воображаемой ;1инии, соединяющей центры отверстий 13 и 14, к краю нлапщайбы 15. Радиальный вырез 18 совменхен с продольным боковым
вырезо.м 20 перпендикулярно неподвижно закрепленной в центре 19 планшайбы 15 трубчатой державки 21 с установленной на конце неподвижной частью 23 разъемного кольца 22, подвижная часть 24 которого связана со стержнем 7. На конце 11 верхнего вала 5, с лицевой стороны план- П1айбы 15, под углом друг к другу закреплены два пружинных водила 25 и 26, концы 27 и 28 которых ограничивают сектор верхнего кольцевого выреза 16, в котором помещен челнок 29, содержащий 1:1нулю 30 с верхней нитью 31. На верхнем валу 5 за планшайбой 15 закреплен кулачок 32, ки 1ематически связанный через рычаг 33 с анкерной вилкой 34, зацепы 35 и 36 которой попеременно перекрывают верхНИИ кольцевой вырез 16. За планшайбой 15 на нижнем валу 6 закреплен нитеподат- чик 37, содержащий щпулю 38 с ниж- }{ен нитью 39, связанной со жгутом 40 через нижний кольцевой вырез 17 план- щайбы 15. Планщайба 15, водила 25 и 26, анкерная вилка 34 составляют механизм переменхения нити.
Устройство работает следующим образом. Через радиальный вырез 18 планщайбы 15, через продольный боковой вырез 20 державки 21 и через предварительно разомкнутое разъемное кольцо 22 в устройство под обвязку вводят жгут из несвязанных проводов 40 и устанавливают по оси державки 21. Верхнюю 31 и нижнюю
39 нити перебрасывают через наружный край неподвижной части 23 разъемного кольца 22 и их концы закрепляют узлом на жгуте 40, Включается привод 10, который, вращая стержень 7, замыкает жгут 40 внутри раз1 емного кольца 22. Привод 10 автоматически выключается, включается привод 1. При этом верхний 5 и нижний 6 валы, вращаясь навстречу друг другу, сообщают верхней 3; и нижней 39 нитям встреч - ;ioe круговое движение по орбитам I и И
в плоскости план найбы 15. Пружинное водило 25 перемещает челнок 29 по верх- )1ему кольцевому вырезу 16 планщайбы 15 по часовой стрелке до зацепа 36 анкерной вилки 34. Челнок 29 удерживаемый зацепом 36, останавливается, а пружинное
водило 25, продолжая свое движение, начинает изгибаться. Нитеподатчик 37, двигаясь по кругу, ведет нижнюю нить 39 по нижнему кольцевому вырезу 17 планшайбы 15 против часовой стрелки. При этом нить 39 пересекает верхний кольцевой вырез 16 и углубляется в него. В этот момент кулачок 32 верхнего вала 5 через рычаг 33 наклоняет анкерную вилку 34 в противоположную сторону, и освобожденный от
зацепа 36 челнок 29 под действием накопленной энергии изогнутого пружинного водила 25 свободно проскальзывает над нижней нитью 39 по верхнему кольцевому вырезу 16 до водила 26. Привод 1 автома- тически останавливается и делает реверс. Обе нити 31 и 39 движутся теперь в обратном направлении. Прежде чем челнок 29, перемещаемый теперь водилом 26 по кольцевому вырезу 16 против часовой стрелки, достигнет пересечения обоих кольцевых вы- резов 16 и 17, нижняя нить 39 успевает выйти из верхнего кольцевого выреза 16 и тем самым завершает формирование петли, которая по мере дальнейшего продвижения нитей соскальзывает через внешний край разъемного кольца 22 и замыкается на жгуте 40, образуя при этом стежок. После этого производится взаимное продольное перемещение обвязываемого жгута и устройства на необходимый шаг стежка. Челнок 29 достигает зацепа 35 анкерной вилки 34, формируется следующая петля. На один шаг ячейки кодового жгута необходимо обвязать боковой ствол не менее чем четырьмя стежками. После этого рабочие элементы устройства останавливаются в исходном положении, кольцо 22 размыкается и ствол кодового жгута выводится из устройства для осуществления деления проводов.
5 0
5
Для одновременной обвязки двух близко расположенных боковых стволов кодового жгута необходимо два независимых синхронно работающих устройства. Центральный ствол кодового жгута можно обвязывать попеременно на одном из двух устройств, причем на втором устройстве обвязывается долевая нить, необходимая в каждом из боковых стволов.
Формула изобретения
Устройство формирования кодовых жгутов для постоянной памяти содержащее первый привод, отличающееся тем, что, с целью повышения его надежности и производительности, в него введены узел ввода жгута, выполненный в виде разъемного кольца, механизм перемещения нити, первый и второй челнок и второй привод, причем механизм перемещения нити состоит из планшайбы с радиальными и кольцевыми вырезами, двух пружинных водил и анкерной вилки, кинематически связанных с первым приводом, в кольцевом вырезе планшайбы установлен первый челнок, кинематически связанный с пружинными водилами, второй челнок кинематически связанный с пружинными водилами, второй челнок кинематически связан с подвижной частью разъемного кольца и вторым приводом.
15
J5 27 J
40
А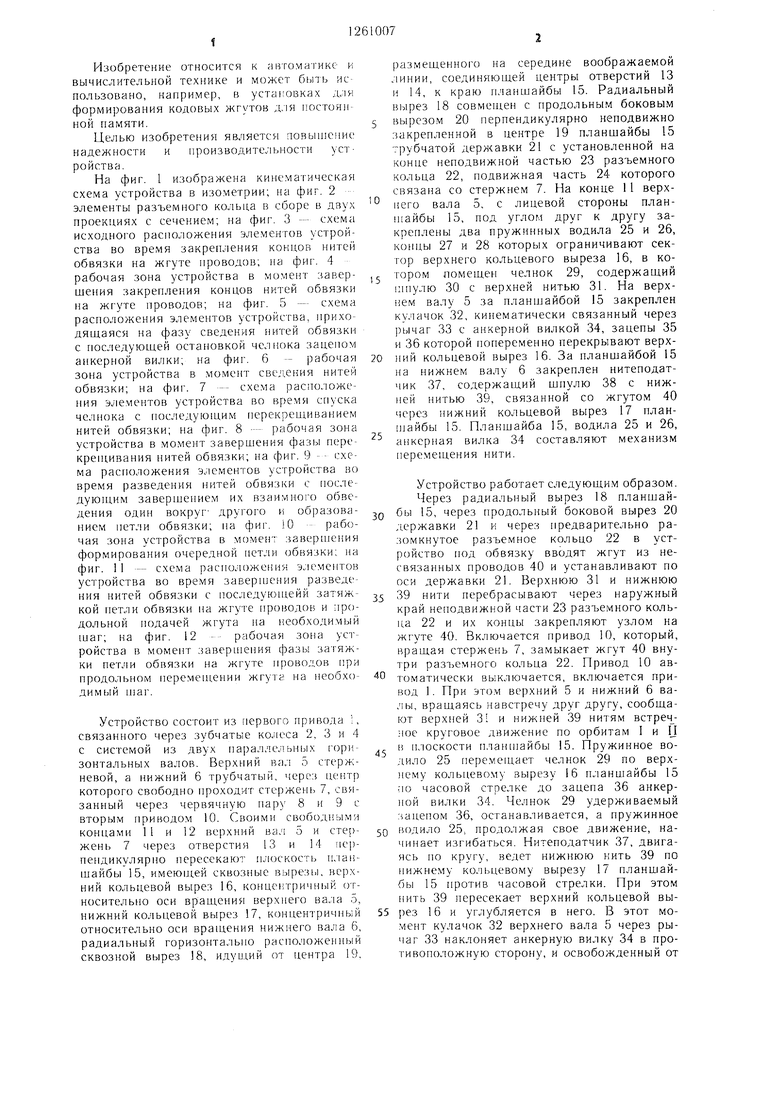
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство формирования кодовых жгутов для постоянной памяти | 1982 |
|
SU1261008A1 |
| Устройство для обвязывания пищевых продуктов перед копчением | 1985 |
|
SU1296084A1 |
| Устройство для обвязки кодовых жгутов | 1984 |
|
SU1239748A1 |
| Способ изготовления кодовых жгутов для накопителей постоянных запоминающих устройств | 1983 |
|
SU1117707A1 |
| УЗЛОВЯЗАЛЬНОЕ УСТРОЙСТВО И КАРТРИДЖНАЯ СИСТЕМА ДЛЯ ПОДАЧИ К ЭТОМУ УСТРОЙСТВУ ОБВЯЗЫВАЮЩЕЙ НИТИ | 2011 |
|
RU2588544C2 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1635295A1 |
| Станок для изготовления секцийэлЕКТРичЕСКиХ МАшиН | 1979 |
|
SU828324A1 |
| Устройство для изготовления кодовых жгутов постоянных запоминающих блоков | 1984 |
|
SU1238150A1 |
| Способ изготовления жгутов из проводов | 1987 |
|
SU1448423A1 |
| Устройство для обвязки жгутов проводов | 1990 |
|
SU1811045A1 |
Изобретение относится к области автоматики и вычислительной техники и может быть использовано в установках для формирования кодовых жгутов. Целью изобретения является повышение надежности и производительности устройства. Поставленная цель достигается тем, что в устройство введены узел ввода жгута и второй привод. Предложенное устройство позволяет обвязывать кодовые жгуты малых размеров с использованием в них провода диаметром до 0,06 мм и с исключением опасности его повреждения, обвязывать одинарный ствол кодового жгута, совместить процесс формирования кодового жгута с процессом обвязки его боковых стволов, приходящимся на цикл разведения боковых стволов при формировании жгута. 12 ил. ГС СП
29
ЗЦ
26
Фмг-3
гМ
Фиг. 5
ФигБ
Фыг
Фи&.8
Фиг.9
Фиг.Ю
Фиг.П
Фиг.12
Составитель Л. Амусьева
Редактор М. ЦиткинаТехред И. ВересКорректор М. Макснмишннец
Заказ 5236/52Тираж 543 Тодписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Устройство для обвязки кодового жгута постоянного запоминающего устройства | 1974 |
|
SU495708A1 |
| Устройство для обвязки кодовых жгутов постоянных запоминающих блоков | 1976 |
|
SU643967A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
