2. Автоматическая установка для изготовления обечайки приемной гильзы протеза бедра, содержащая инжектор с литьевым соплом, установленные на неподвижной плите пуансон и подвижную матрицу, цилиндр с плунжером, электропневмосистему управления и системы отрыва литников, охлаждения и выталкивания готовых деталей, отличающаяся тем, что, с целью повышения производительности, она содержит выдвижHbie гибкие знаки, закрепленные на плунжере и проходящие через дно матрицы, дополнительный цилиндр, выполненный за одно целое с матрицей, наружная поверхность пуансона выполнена в виде усеченного конуса, на поверхности которого укреплены чередующиеся зеркально обращенные зигзагообразные элементы, ветви которых выполнены с соосно расположенными отверстиями по диаметру выдвижных гибких знаков, закрепленных на плунжере, последовательно подающим по длине знаки в отверстия петель всех зигзагообразных элементов, дно дополнительного цилиндра одновременно является плунжером подачи матрицы к пуансону и отвода ее, внутри пуансона имеется куст литников, сопряженный с соплом инжектора, и концы которого соединены с системой отрыва литников, выполненной в виде перфорированной щайбы с числом отверстий по числу зигзагообразных элементов, причем пуансон имеет центральный канал, сопряженный с электропневмосистемой, и радиальные каналы, сопряженные с центральным и системами охлаждения и выталкивания готовых деталей, выходы радиальных каналов направлены на участки ветвей зигзагообразных элементов, а дно матрицы выполнено с разнонаправленными каналами для прохождения выдвижных гибких знаков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИЕМНАЯ ГИЛЬЗА ПРОТЕЗА БЕДРА | 2006 |
|
RU2325878C1 |
| Приемная гильза протеза бедра | 1985 |
|
SU1308325A1 |
| ПРИЕМНАЯ ГИЛЬЗА ПРОТЕЗА И СИСТЕМА ИЗ ПРИЕМНОЙ ГИЛЬЗЫ ПРОТЕЗА И ПРОТЕЗНОГО УСТРОЙСТВА | 2008 |
|
RU2476190C2 |
| ПРИЕМНАЯ ГИЛЬЗА ПРОТЕЗА БЕДРА | 1991 |
|
RU2012286C1 |
| ПРОТЕЗ БЕДРА | 1994 |
|
RU2085152C1 |
| ПРОТЕЗ С ПРИЕМНОЙ ГИЛЬЗОЙ ПРОТЕЗА | 2013 |
|
RU2618920C2 |
| Протез бедра | 1985 |
|
SU1447365A1 |
| Устройство для изготовления приемных гильз протезов конечностей | 1988 |
|
SU1657177A1 |
| Протез бедра | 1985 |
|
SU1319846A1 |
| Протез бедра с внешним источником энергии | 1986 |
|
SU1389770A1 |
1. Приемная гильза протеза бедра, содержащая обечайку, седалищное кольцо и соединяющие элементы, отличающаяся тем, что, с целью сокращения типоразмерного ряда выпускаемых приемных гильз до одной, обечайка состоит из пронумерованного набора последовательно соединенных двусторонних многопетельных щарнирных элементов. SS (Л ГчО а 05 ел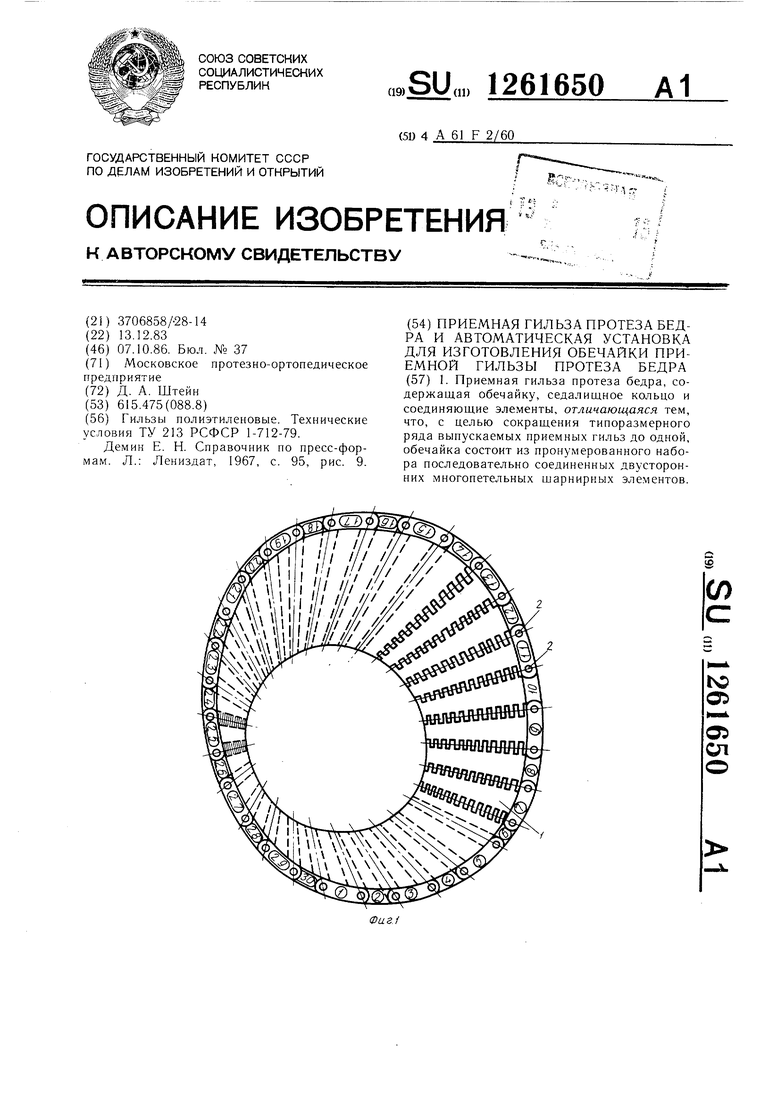
1
Изобретение относится к медицинской технике, в частности к протезированию и прогезостроению.
Целью изобретения является сокращение типоразмерного ряда выпускаемых приемных гильз до одной.
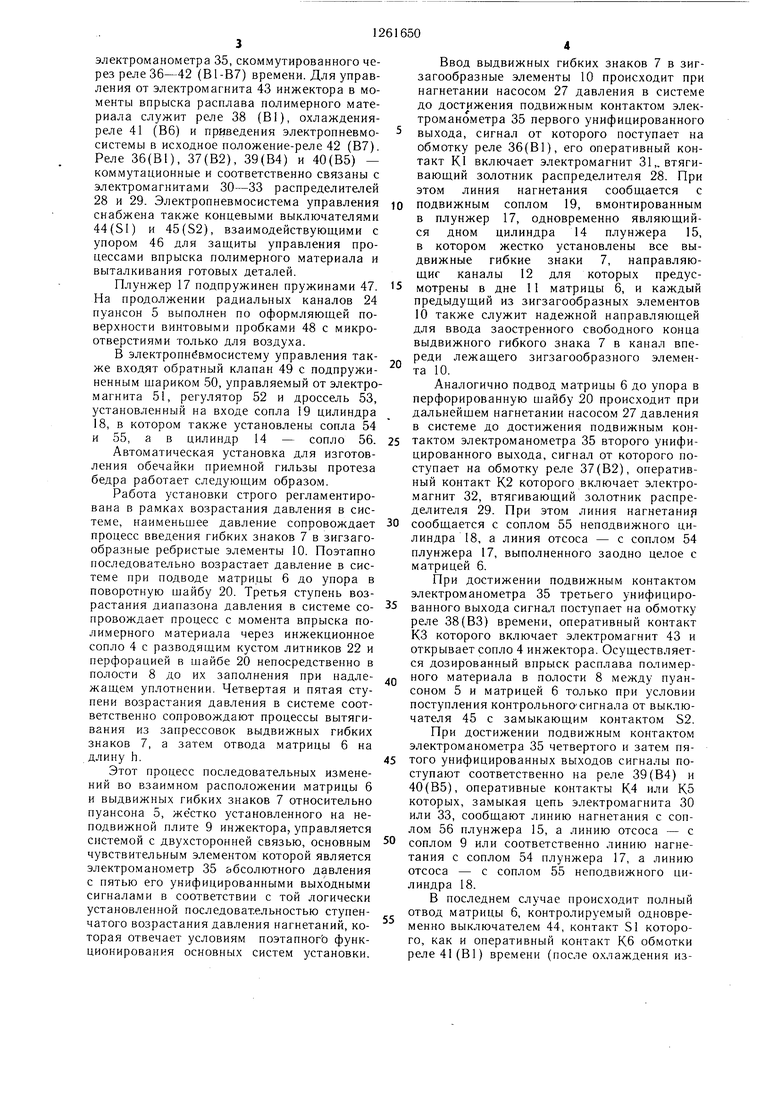
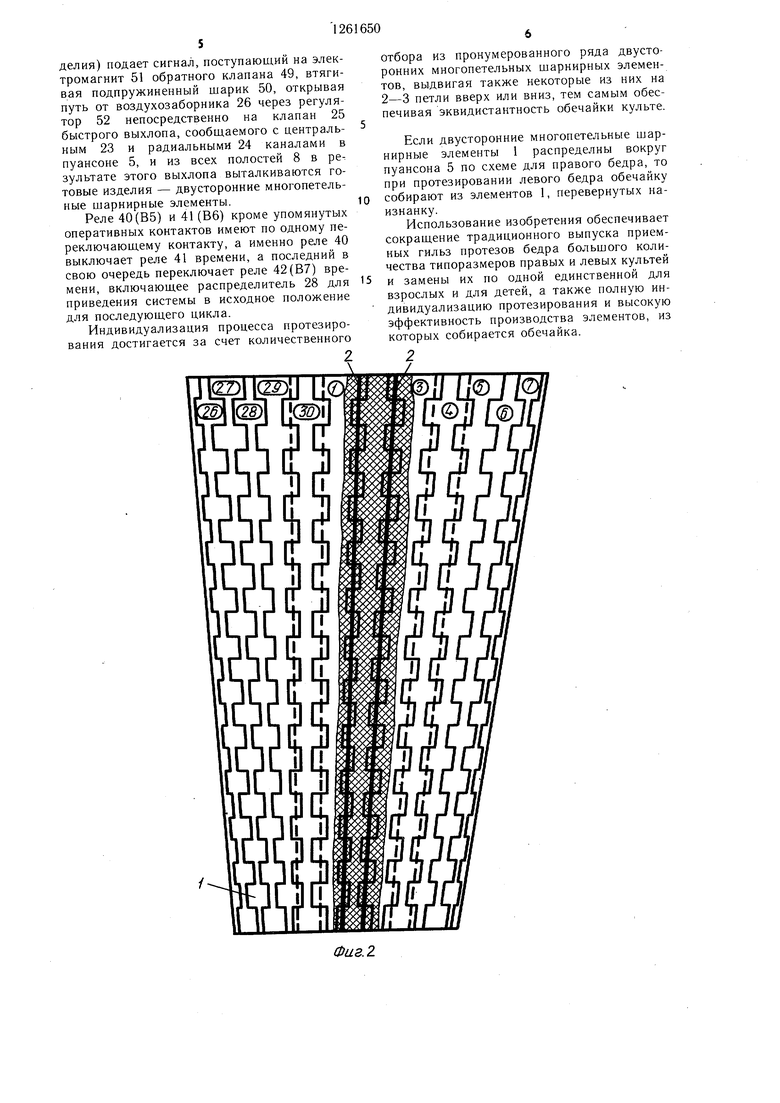
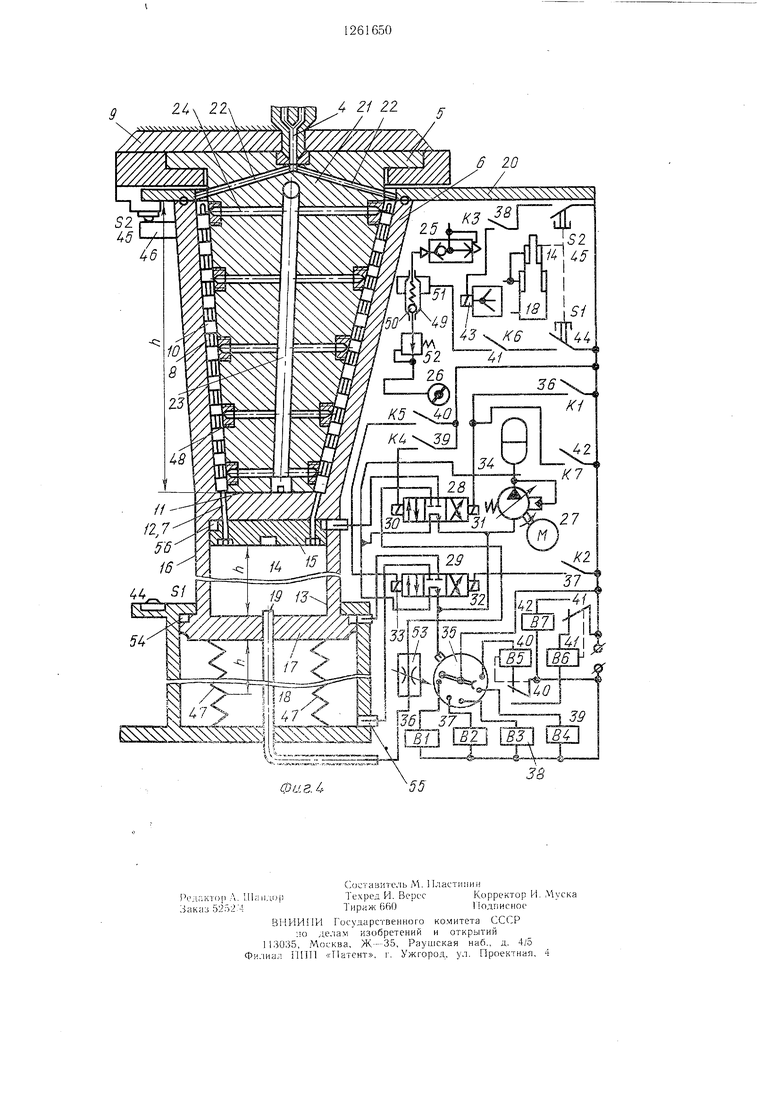
На фиг.1 изображена обечайка приемной гильзы протеза бедра, вид сверху; на фиг.2 - то же, вид спереди, с местным разрезом; на фиг.З - вариант сборки готовой приемной гильзы протеза бедра, полученной путем соединения седалищного кольца с обечайкой; на фиг.4 - фронтальный разрез автоматической установки для изготовления приемной гильзы протеза бедра и принципиальная схема электропневмосистемы управления.
Приемная гильза протеза бедра состоит из пронумерованного набора двусторонних многопетельных щарнирных элементов 1 (на фиг.1 в каждом элементе 12 петель), соединенных на стержнях 2 (по числу элементов 1) и смонтированных с заготовкой 3 под седалищное кольцо (фиг.З).
Целью создания автоматической установки для изготовления обечайки приемной гильзы протеза бедра является повыщение производительности.
Автоматическая установка для изготовления обечайки приемной гильзы протеза бедра выполнена в виде литьевой прессформы, установленной за инжектором с сопло 4 (фиг.4) и состоящей из смыкаемых неподвижного пуансона 5 и подвижной матрицы 6, совместно с выдвижными гибкими знаками 7 образующих оформляющие полости 8. Пуансон 5 установлен на неподвижной плите 9 инжектора и в рабочем зазоре между ним и матрицей 6 вдоль образующих оппозитно расположены зигзагообразные элементы 10 оформляющих полостей 8.
Дно 11 матриы 6 выполненос направляющими каналами 12 для выдвижных гибких знаков 7.
Матрица 6 на своем продолжении (за дном 11) выполнена с кольцевым цилиндрическим сечением, внутренняя поверхность 13 которого представляет собой дополнительный цилиндр 14, плунжер 15 которого жестко смонтирован с выдвижными гибкими знаками 7, наружная поверхность 16 которого выполнена за одно целое с плунжером 17 телескопического неподвижного цилиндра 18, снабженным в дне соплом 19. Система отрыва литников выпполнена в виде перфорированной шайбы 20 с возможностью вращения относительно кольцевого цилиндрического сечения верхней запредельной части 21 пуансона 5 с разводящим кустом литников 22, выходы которых совпадают с перфорацией щайбы 20 и с оформляющими полостями 8.
Система выталкивания готовых деталей
выполнена в пуансоне 5 в виде входного центрального канала 23 и кратных числу оформляющих полостей 8 радиальных каналов 24, связанных через клапан 25 быстрого выхлопа, например, воздухозаборника 26 от электродвигателя.
Электропневмосистема управления состоит из регулируемого насоса 27, четырехлинейных трехпозиционных распределителей 28 и 29 с управлением соответственно от электромагнитов 30,31 и 32,33, ресивера 34. электроманометра 35, скоммутированного через реле 36-42 (В1-В7) времени. Для управления от электромагнита 43 инжектора в моменты впрьЕска расплава полимерного материала служит реле 38 (В1), охлажденияреле 41 (В6) и приведения электропневмосистемы в исходное положение-реле 42 (В7). Реле 36(В1), 37(В2), 39(В4) и 40(В5) - коммутационные и соответственно связаны с электромагнитами 30-33 распределителей 28 и 29. Электропневмосистема управления снабжена также концевыми выключателями 44(51) и 45(52), взаимодействующими с упором 46 для защиты управления процессами впрыска полимерного материала и выталкивания готовых деталей. Плунжер 17 подпружинен пружинами 47. На продолжении радиальных каналов 24 пуансон 5 выполнен по оформляющей поверхности винтовыми пробками 48 с микроотверстиями только для воздуха. В электропнёвмосистему управления также входят обратный клапан 49 с подпружиненным щариком 50, управляемый от электромагнита 51, регулятор 52 и дроссель 53, установленный на входе сопла 19 цилиндра 18, в котором также установлены сопла 54 и 55, а в цилиндр 14 - сопло 56. Автоматическая установка для изготовления обечайки приемной гильзы протеза бедра работает следующим образом. Работа установки строго регламентирована в рамках возрастания давления в системе, наименьщее давление сопровождает процесс введения гибких знаков 7 в зигзагообразные ребристые элементы 10. Поэтапно последовательно возрастает давление в системе при подводе матрицы 6 до упора в поворотную шайбу 20. Третья ступень возрастания диапазона давления в системе сопровождает процесс с момента впрыска полимерного материала через инжекционное сопло 4 с разводящим кустом литников 22 и перфорацией в шайбе 20 непосредственно в полости 8 до их заполнения при надлежащем уплотнении. Четвертая и пятая ступени возрастания давления в системе соответственно сопровождают процессы вытягивания из запрессовок выдвижных гибких знаков 7, а затем отвода матрицы 6 на д.тину h. Этот процесс последовательных изменений во взаимном расположении матрицы 6 и выдвижных гибких знаков 7 относительно пуансона 5, жёстко установленного на неподвижной плите 9 инжектора, управляется системой с двухсторонней связью, основным чувствительным элементом которой является электроманометр 35 абсолютного давления с пятью его унифицированными выходными сигналами в соответствии с той логически установленной последовательностью ступенчатого возрастания давления нагнетаний, которая отвечает условиям поэтапного функционирования основных систем установки. Ввод выдвижных гибких знаков 7 в зигзагообразные элементы 10 происходит при нагнетании насосом 27 давления в системе до достижения подвижным контактом электроманометра 35 первого унифицированного выхода, сигнал от которого поступает на обмотку реле 36(В1), его оперативный контакт KI включает электромагнит 31,. втягивающий золотник распределителя 28. При этом линия нагнетания сообщается с подвижным соплом 19, вмонтированным в плунжер 17, одновременно являющийся дном цилиндра 14 плунжера 15, в котором жестко установлены все выдвижные гибкие знаки 7, направляющие каналы 12 для которых предусмотрены в дне 11 матрицы 6, и каждый предыдущий из зигзагообразных элементов 10 также служит надежной направляющей для ввода заостренного свободного конца выдвижного гибкого знака 7 в канал впереди лежащего зигзагообразного элемента 10. Аналогично подвод матрицы 6 до упора в перфорированную шайбу 20 происходит при дальнейщем нагнетании насосом 27 давления в системе до достижения подвижным контактом электроманометра 35 второго унифицированного выхода, сигнал от которого поступает на обмотку реле 37(В2), оперативный контакт К2 которого включает электромагнит 32, втягивающий золотник распределителя 29. При этом линия нагнетани з сообщается с соплом 55 неподвижного цилиндра 18, а линия отсоса - с соплом 54 плунжера 17, выполненного заодно целое с матрицей 6. При достижении подвижным контактом электроманометра 35 третьего унифицированного выхода сипая поступает на обмотку реле 38(83) времени, оперативный контакт КЗ которого включает электромагнит 43 и открывает сопло 4 инжектора. Осуществляется дозированный впрыск расплава полимерного материала в полости 8 между пуансоном 5 и матрицей 6 только при условии поступления контрольногосигнала от выключателя 45 с замыкающ.им контактом 52. При достижении подвижным контактом электроманометра 35 четвертого и затем пятого унифицированных выходов сигналы поступают соответственно на реле 39 (В4) и 40(В5), оперативные контакты К4 или К5 которых, замыкая цепь электромагнита 30 или 33, сообщают линию нагнетания с соплом 56 плунжера 15, а линию отсоса - с соплом 9 или соответственно линию нагнетания с соплом 54 плунжера 17, а линию отсоса - с соплом 55 неподвижного цилиндра 18. В последнем случае происходит полный отвод матрицы 6, контролируемый одновременно выключателем 44, контакт 51 которого, как и оперативный контакт Кб обмотки реле 41 (В 1) времени (после охлаждения изделия) подает сигнал, поступающий на электромагнит 51 обратного клапана 49, втягивая подпружиненный шарик 50, открывая путь от воздухозаборника 26 через регулятор 52 непосредственно на клапан 25 быстрого выхлопа, сообщаемого с центральным 23 и радиальными 24 каналами в пуансоне 5, и из всех полостей 8 в результате этого выхлопа выталкиваются готовые изделия - двусторонние многопетельные щарнирные элементы.
Реле 40(В5) и 41 (В6) кроме упомянутых оперативных контактов имеют но одному переключающему контакту, а именно реле 40 выключает реле 41 времени, а последний в свою очередь переключает реле 42 (В7) времени, включающее распределитель 28 для приведения системы в исходное положение для последующего цикла.
Индивидуализация процесса протезирования достигается за счет количественного
отбора из пронумерованного ряда двусторонних многопетельных щарнирных элементов, выдвигая также некоторые из них на 2-3 петли вверх или вниз, тем самым обеспечивая эквидистантность обечайки культе.
Если двусторонние многопетельные шарнирные элементы 1 распределны вокруг пуансона 5 по схеме для правого бедра, то при протезировании левого бедра обечайку собирают из элементов 1, перевернутых наизнанку.
Использование изобретения обеспечивает сокращение традиционного выпуска приемных гильз протезов бедра большого количества типоразмеров правых и левых культей и замены их по одной единственной для взрослых и для детей, а также полную индивидуализацию протезирования и высокую эффективность производства элементов, из которых собирается обечайка. 4 Z1 22. Фи.г.1 fl rflPU
| Гильзы полиэтиленовые | |||
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
| Демин Е | |||
| Н | |||
| Справочник по пресс-формам | |||
| Л.: Лениздат, 1967, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
