отдельных изолиронанных друг от друга листов с пазами 2, расположенными между зубцакш 3, а часть внешнего магннтопровода собирается из секторов 5, которые, в частности, могут иметь форму полуколец. Предварительно на вогнутую внутреннюю поверхность каждого сектора 5 наклеивают прокладку 6 из немагнитного материала. Далее на каждую часть внешнего магнитопровода укладывают катушки 8 с угловым шагом, равньм угловому шагу зубцов 3 внутреннего магнитопровода 1. Перед установкой внутреннего магнитопровода 1 соединяют части внешнего.магнитопровода торцами для образования единого внешнего магнитопровода 9 с отверстием в центре. Затем вводят внутренний Магнитопровод 1 в расточку внешнего 9 таким образом, чтобы пазовые части катушек были размещены в пазах внутреннего магнитопровода.
При этом катушки благодаря трапецеидальной форме зубцов 3 и пазов 2 скрепляют части А внешнего магнитопровода 9. Затем разворачивают секторы 5 до расположения против
каждого зубца 3 внутреннего магнитопровода 1 только одного стыка. Высокая точность изготовления трансформатора достигается за счет осреднения технологических дефектов,
возникающих при штамповке листов стали внешнего и внутреннего магнитопроврдов, при развороте секторов внешнего магнитопровода относительно внутреннего. 4 ил.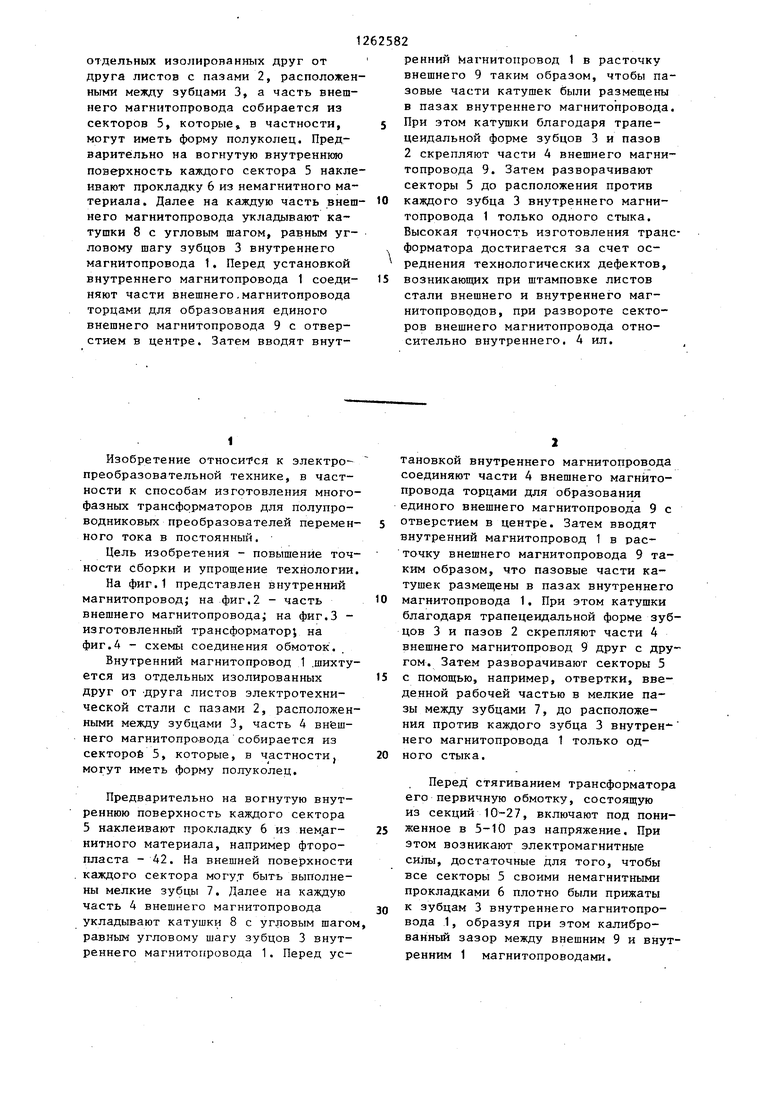
| название | год | авторы | номер документа |
|---|---|---|---|
| Многофазный трансфоматор | 1984 |
|
SU1229834A1 |
| Многофазный трансформатор и способ изготовления многофазного трансформатора | 1985 |
|
SU1292135A1 |
| Многофазный трансформатор | 1982 |
|
SU1125665A1 |
| Многофазный трансформатор | 1984 |
|
SU1224924A1 |
| Асинхронный двигатель и способ его изготовления | 1984 |
|
SU1356121A1 |
| МНОГОФАЗНЫЙ ТРАНСФОРМАТОР (ВАРИАНТЫ) И СПОСОБ ЕГО СБОРКИ | 2009 |
|
RU2401470C1 |
| МНОГОФАЗНЫЙ ТРАНСФОРМАТОР И СПОСОБ ЕГО СБОРКИ | 2011 |
|
RU2486620C1 |
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| Цилиндрический линейный индукционный насос | 2020 |
|
RU2766431C2 |
| Сердечник цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765977C2 |
Изобретение относится к электропреобразовательной технике, в частности к способам изготовления трансформаторов для полупроводниковых преобразователей переменного тока в постоянный. Цель изобретения состоит в повышении точности сборки и упрощении технологии. Способ заключается в том, что внутренний магнитопровод 1 шихтуется из W ю Од ю СП 00 кэ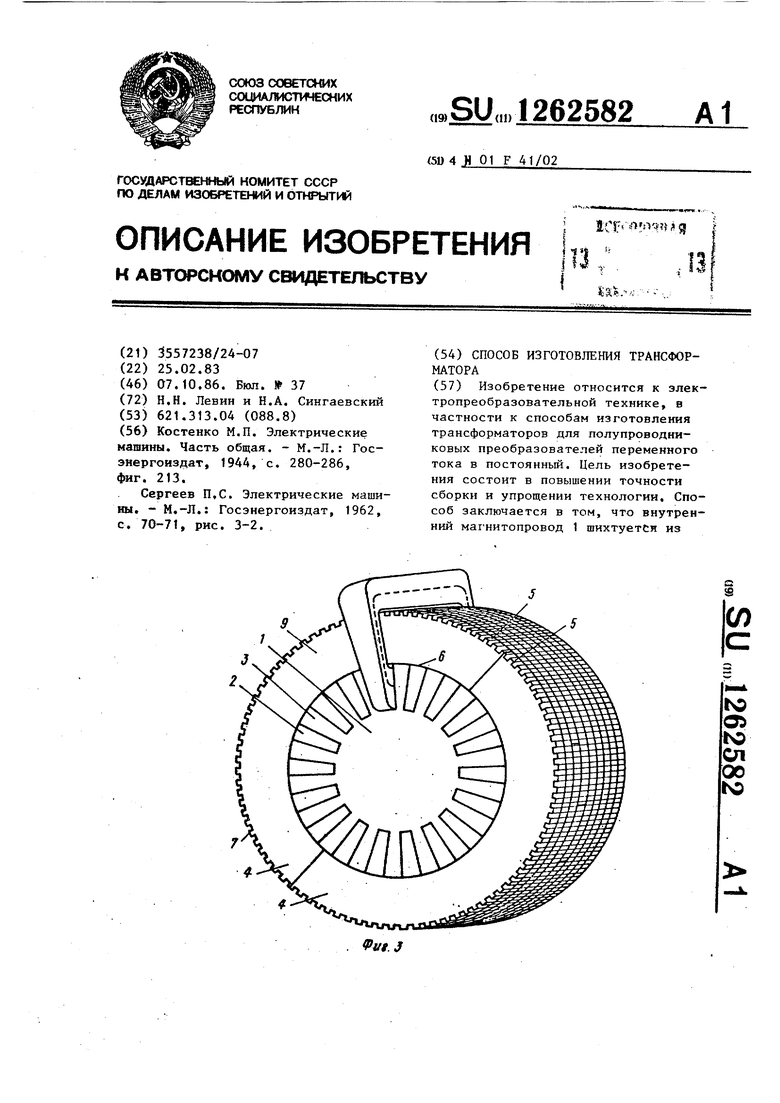
1
Изобретение относиться к электропреобразовательной технике, в частности к способам изготовления многофазных трансформаторов для полупроводниковых преобразователей переменного тока в постоянный.
Цель изобретения - повышение точности сборки и упрощение технологии
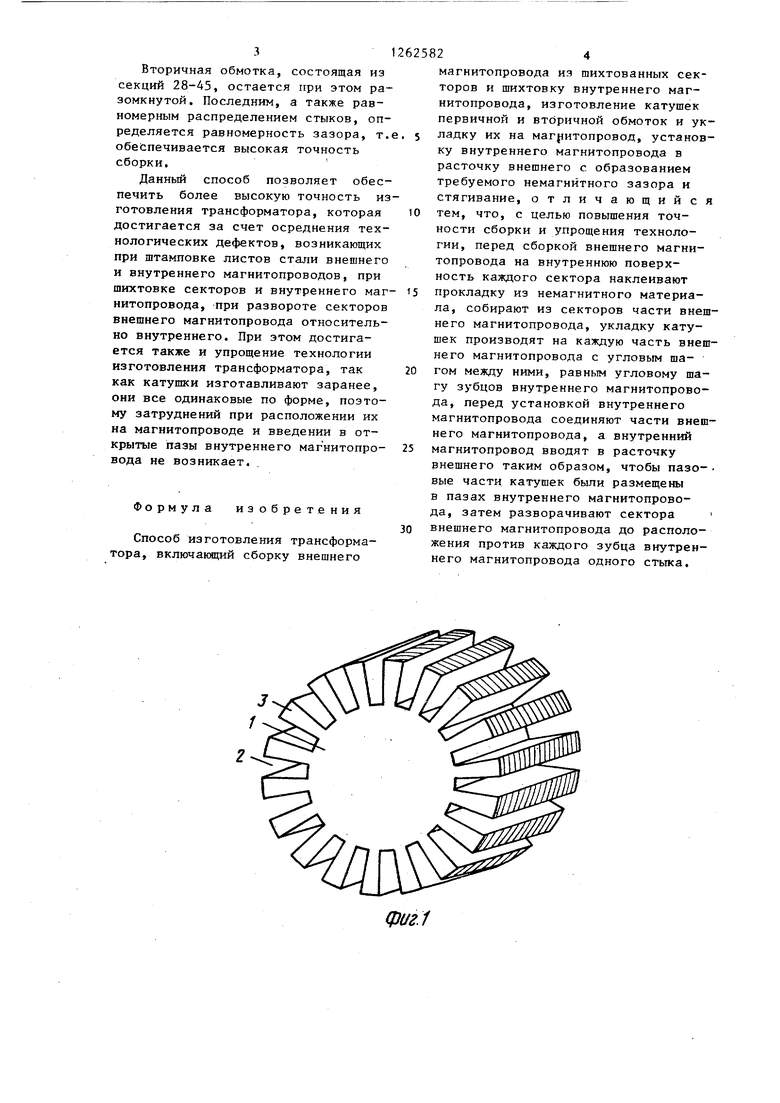
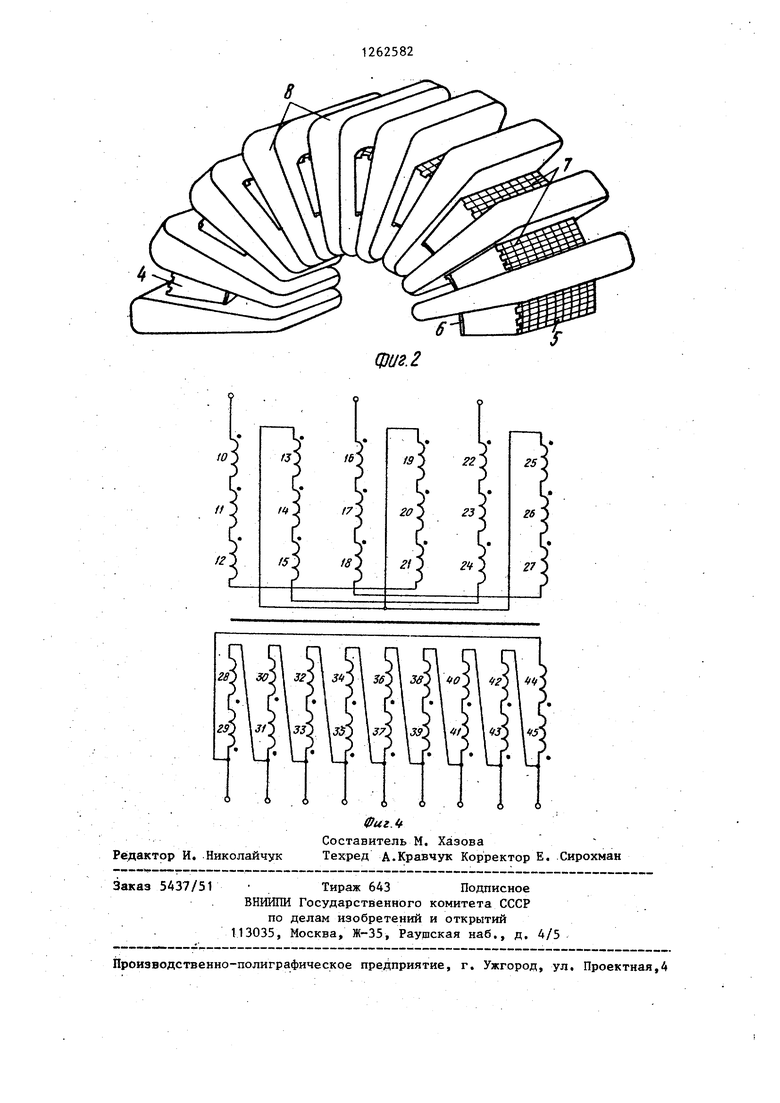
На фиг.1 представлен внутренний Магнитопровод; на фиг.2 - часть внешнего магнитопровода; на фиг.З изготовленный трансформатор на фиг.4 - схемы соединения обмоток.
Внутренний Магнитопровод 1 .шихтуется из отдельных изолированных друг от Друга листов электротехнической стали с пазами 2, расположенными между зубцами 3, часть 4 внешнего магнитопровода собирается из сектороб 5, которые, в частности, могут иметь форму полуколец.
Предварительно на вогнутую внутреннюю поверхность каждого сектора 5 наклеивают прокладку 6 из немагнитного материала, например фторопласта -42. На внешней поверхности каждого сектора могу.т быть выполнены мелкие зубцы 7. Далее на каждую часть 4 внешнего магнитопровода укладывают катушки 8 с угловым шагом равным угловому шагу зубцов 3 внутреннего магнитопровода 1. Перед установкой внутреннего магнитопровода соединяют части 4 внешнего магнитопровода торцами для образования единого внешнего магнитопровода 9 с отверстием в центре. Затем вводят внутренний Магнитопровод 1 в расточку внешнего магнитопровода 9 таким образом, что пазовые части катушек размещены в пазах внутреннего магнитопровода 1, При этом катушки благодаря трапецеидальной форме зубцов 3 и пазов 2 скрепляют части 4 внешнего Магнитопровод 9 друг с другом. Затем разворачивают секторы 5 с помощью, например, отвертки, введенной рабочей частью в мелкие пазы между зубцами 7, до расположения против каждого зубца 3 внутреннего магнитопровода 1 только одного стыка.
Перед стягиванием трансформатора его первичную обмотку, состоящую из секций 10-27, включают под пониженное в 5-10 раз напряжение. При этом возникают электромагнитные силы, достаточные для того, чтобы все секторы 5 своими немагнитными прокладками 6 плотно были прижаты к зубцам 3 внутреннего магнитопровода 1, образуя при этом калиброванный зазор между внешним 9 и внутренним 1 магнитопроводами. Вторичная обмотка, состоящая из секций 28-45, остается при этом ра зомкнутой. Последним, а также равномерным распределением стыков, определяется равномерность зазора, т обеспечивается высокая точность сборки. Данный способ позволяет обес печить более высокую точность и готовления трансформатора, которая достигается за счет осреднения технологических дефектов, возникающих при штамповке листов стали внешнего и внутреннего магнитопроводов, при шихтовке секторов и внутреннего маг нитопровода, при развороте секторов внешнего магнитопровода относительно внутреннего. При этом достигается также и упрощение технологии изготовления трансформатора, так как катушки изготавливают заранее, они все одинаковые по форме, поэтому затруднений при расположении их на магнитопроводе и введении в открытые пазы внутреннего магнитопровода не возникает. Формула изобретения Способ изготовления трансформатора, включающий сборку внешнего магнитопровода из шихтованных секторов и шихтовку внутреннего магнитопровода, изготовление катушек первичной и вторичной обмоток и укладку их на магритопровод, установку внутреннего магнитопровода в расточку внешнего с образованием требуемого немагнитного зазора и стягивание, отличающийся тем, что, с целью повышения точности сборки и упрощения технологии, перед сборкой внешнего магнитопровода на внутреннюю поверхность каждого сектора наклеивают прокладку из немагнитного материала, собирают из секторов части внешнего магнитопровода, укладку катушек производят на каждую часть внешнего магнитопровода с угловым шагом между ними, равным угловому шагу зубцов внутреннего магнитопровода, перед установкой внутреннего магнитопровода соединяют части внешнего магнитопровода, а внутренний магнитопровод вводят в расточку внешнего таким образом, чтобы пазо- вые части катушек были размещены в пазах внутреннего магнитопровода, затем разворачивают сектора внешнего магнитопровода до расположения против каждого зубца внутреннего магнитопровода одного стыка.
фиг.1
фиг. 2
| Костенко М.П | |||
| Электрические машины | |||
| Часть общая | |||
| - М.-Л.: Госэнергоиздат, 1944, с | |||
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОГО ГЛИНОЗЕМА И ЕГО СОЛЕЙ ИЗ СИЛИКАТОВ ГЛИНОЗЕМА, ПРОСТЫХ ГЛИН И. Т.П. | 1915 |
|
SU280A1 |
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
| Сергеев П,С | |||
| Электрические машины | |||
| - М.-Л.: Госэнергоиздат, 1962, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| lOr -rto } «а.. | |||
