113
Изобретение относится к электри - ческим машинам, в частности к асин - хвойным двигателям, обеспечивающим простое и надежное преобразование электрической энергии переменного тока в механическую.
Целью изобретения является увеличение удельного момента при ограничении вибрации и повышение качества изготавливаемых изделий.
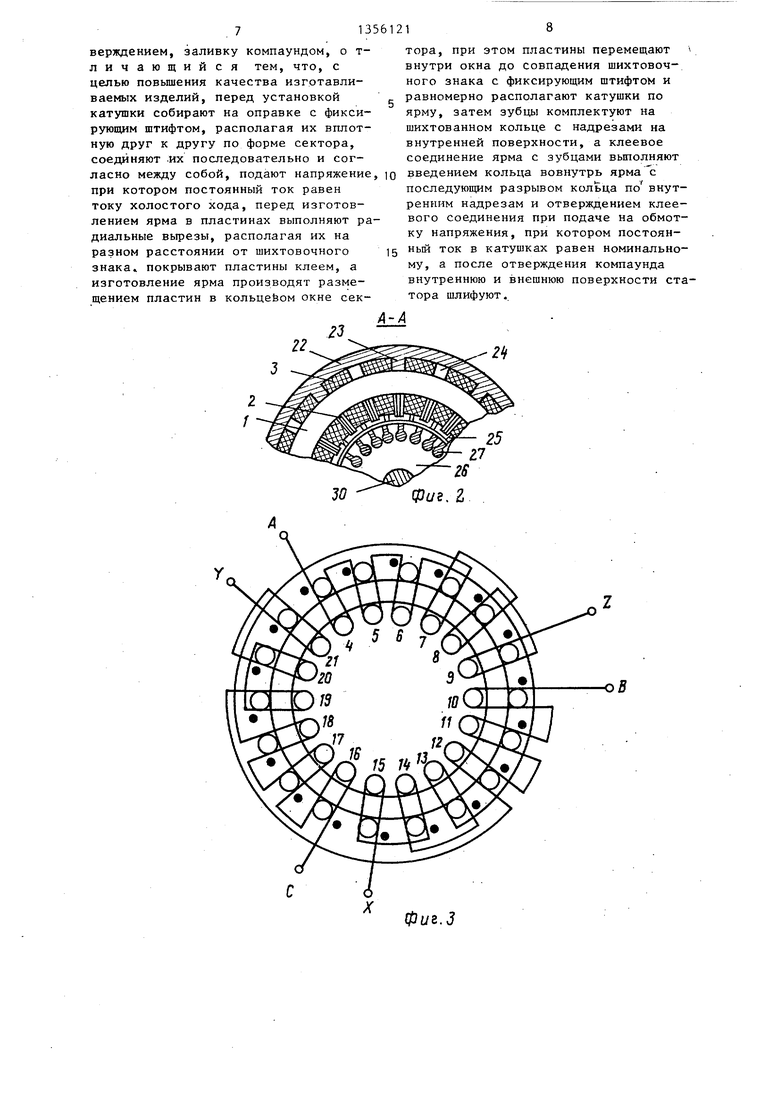
На фиг, 1 представлен асинхронный двигатель, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг 13 - схема соединения катушек в первичной обмотке; на фиг. 4 - технологическая оснастка для сборки пакета статора; на фиг. 5 и 6 - отдельные листы статора; на фиг. 7 - схема включения первичной обмотки под постоянное напряжение при сборке пакета статора; на фиг. 8 и 9 - разжимные оправки с конусными хвостовиками; на фиг. 10 - один из элементов двигателя: шихтованное кольцо, из сегментов которого при сборке образуются наконечники зубцов статора.
Асинхронньй двигатель содержит шихтованное ярмо-статора 1 с приставными зубцами 2, листы стали которых параллельны стенкам прилегающих пазо В образовавшихся пазах уложена первичная обмотка 3, состоящая из катушек 4-21,которые расположены с охватом ярма статора и равномерно распределены по его окружности. На фиг.З представлена схема соединения катуше 4-21 для образования трехфазной первичной обмотки. При этом число кату
шек, приходящихся на один полюс и фазу в данной схеМе, равно трем,укорочение щага первичной обмотки отсутствует. В случае необходимости применения укорочения первичной обмотки каждая катушка 4-21 выполняется составной их двух секций, соединение которых осуществляется по известным правилам соединения секций при двухслойных обмотках и в асинхронных двигателях. I- ,
Статор 1 двигателя запрессован в
корпус 22 с центрирующими выступами 23, высота которых определяется высотой проходящих по внешней поверхности пакета статора 1 сторон катушек 4-21. Между выступами 23, выполняющими наряду с образованием и закреплением цилиндрической поверхности пакета статора 1 концентрично оси вра
щения как роль механических ограничителей возможных перемещений катущек 4-21, так и функции теплоотвода,располагаются по две стороны катущки 4-21. При этом между соседними сторонами катушек образуются промежутки 24, которые могут быть использованы в качестве вентиляционных каналов. Последнее улучшает теплоотдачу первичной обмотки,,Зубцы 2, длина которых больше толщины пакета статора 1 на удвоенную их высоту, могут быть выполнены или с закруглениями на торцах (фиг.2) или в виде трапеции, короткое основание которой примыкает к ярму статора, а длинное - к воздушному зазору. Зубцы заканчиваются шихто-п ванными наконечниками 25, направление щихт.овки которых совпадает с направлением шихтовки листов стали статора 1. Удерживаются зубцы 2 на статоре 1 с помощью магнитного клея, например на базе эпоксидной смолы с ферромагнитным наполнителем. Одновременно
тонкая прослойка этого клея, обладаю- щего высоким электрическим сопротивлением, предотвращает электрическое замыкание листов статора 1, идущими в другом направлении листами зубцов 2/Ротор 26 асинхронного двигателя представляет собой шихтованный из листов стали пакет, толщина которого равна длине зубцов статора. В пазах 27 ротора распложена вторичная обмот
ка, образованная, например, из апю0
5
миниевых стержней 28, соединенных по торцам ротора кольцами 29. Ротор 26 напрессован на вал 30, закрепленный в подшипниках 31, 32 переднего 33 и заднего 34 щитов двигателя, которые закрывают по торцам корпус 22,
Асинхронный двигатель работает следующим образом.
При подаче многофазного напряжения на первичную обмотку создается вращающееся магнитное поле. Это поле наводит в элементах 28 короткозамкнутой вторичной обмотки ротора 26 ЭДС и
0 токи, которые при взаимодействии с вращающимся магнитным полем обуславливают вращающийся момент. Ротор 26 приходит во вращение. Путь замыкания магнитного потока следующий. Из ярма
5 статора 1 поток выходит в зубрцы 2 (фиг. 2), Далее он расходится в осевом направлении двигателя и сужается в дуговом. Затем поток каждого зубца попадает н шихтованные наконечники 25
и уже при меньшей индукции проходит воздушные зазоры, далее входит в зубцы ротора 26, Поток проходит по сердечнику ротора 26 и через зазоры и
зубцы 2 возвращается в статор 1. Пут оказывается замкнутым.
В этих условиях использование кольцевой обмотки статора позволяет сократить длину лобовых частей,обес- печивает магнитную и электрическую симметрию обмотки, увеличивает жесткость и снижает, возможность возникновения вибраций, а кроме того,не препятствует удлинению зубца статора. При удлиненном зубце можно уменьшить его ширину, сохранив неизменной площадь сечения для прохождения магнитного потока. Уменьшение ширины зубца обеспечивает увеличение ширины, и, следовательно, площади поперечног сечения паза, в котором удается разместить более мощную обмотку. Удлинение зубцов выполняется на их удвоенную высоту, поскольку для равно- мерного насыщения зубцов у торцов ярма площадь поперечного сечения выступающей части зубца должна быть равной площади сечения зубца по высоте. На такую же величину необходи- МО удлинить и пакет ротора при соответствующем расширении его пазов и уменьшении высоты ярма. Последнее в конечном счете может быть использовано для уменьшения диаметра расточки статора.
Способ изготовления асинхронного двигателя осуществляют следующим образом.
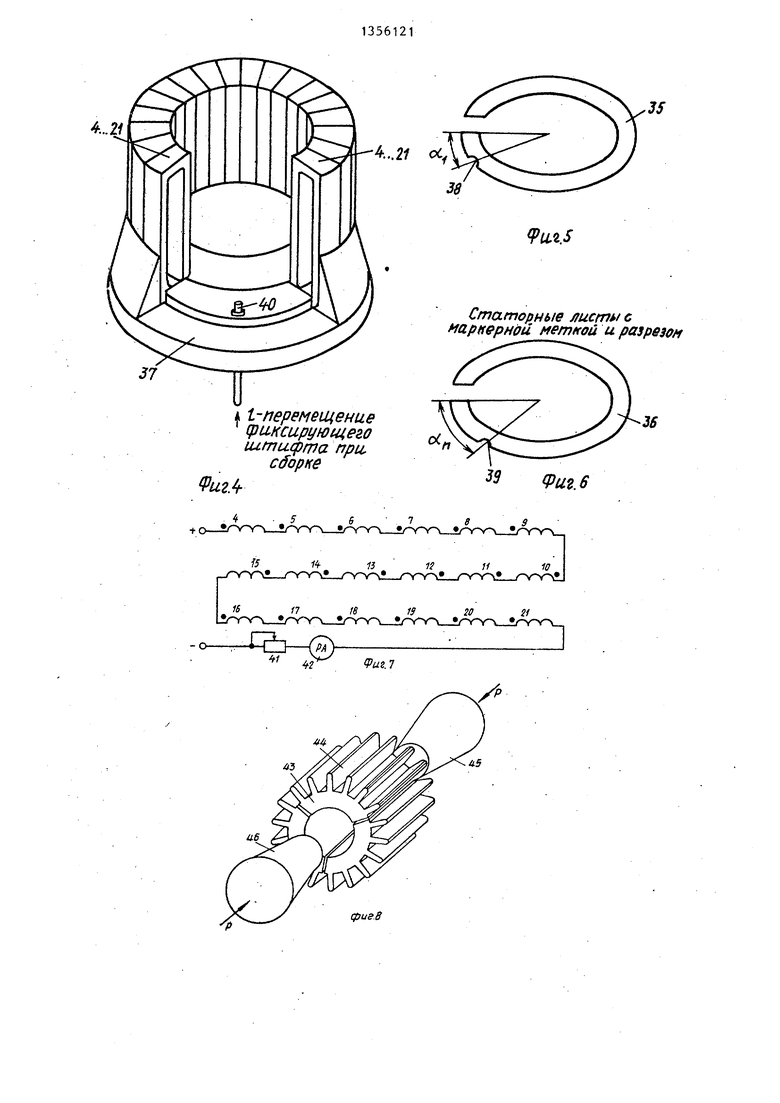
Пластины 35, 36 (фиг.5,6) статора штампуют из электротехнической стали с шихтовочным знаком и разрезают каждую из них по радиусу в направлении прокатки стали для следующей сборки. При необходимости предварительно до разрезания собирают пластины статора в пакет и производят обработку его внутренней и внешней цилиндрических поверхностей. Для сборки статорных пластин 35, 36 в пакет их разрезанны края разводят по высоте и таким образом заводят в окна катушек 4-21, расположенных вплотную друг к другу по форме сектора и закрепленных на специальной оправке 37. При этом в целях обеспечения равенства магнитных сопротивлений участков статора по периметру равномерно распределяют радиальные разрезы статорных пластин
по окружности, т.е. разрез каждой последующей пластины при сборке пакета разворачивают на строго определенный угол относительно разреза предыдущей. Для этого шихтовочных знак 38 (39) вырубается под определенным углом oi к разрезу статорной пластины 35 (36). Так,например, на фиг. 4 изображены 1-я и п-я статорные пластины 35, 36, в которых oi, .
360
360 . 360°
(п-1)
Здесь k - целое число, равное или примерно равное числу зубцов статора но на которое практически без остатк (остаток не более 5%) делится число пластин в ярме статора.
При сборке магнитопровода статорные пластины покрывают клеем, например на эпоксидной основе, первую из них 35 заводят одним концом внутрь катушек 4-21 и фиксируют шихтовочный знак 38 с помощью штифта 40, затем заводят вторую пластину и разворачивают до тех пор, пока ее шихтовочный знак не совпадает с положе.нием фиксирующего штифта 40. Последний постепенно перемещают вверх, фиксируя поочередно укладываемые пластины.Для обеспечения плотного прилегания пластин статора друг к другу сборку производят при включенной первичной обмотке под напряжение постоянного тока, т.е. под действием сжимающих электромагнитных сил. Величина тока, регулируемая реостатом 41 и контролируемая амперметром 42, должна быть равна при этом примерно току холостого хода двигателя. После сборки пакета катушки .4-21 разводят по статору с .равными промежутками между ними, после чего производят выравнивание статорных пластин и катушек друг относительно друга. Последнее выполняют с целью устранения смещения ста торных пластин между собой, вызванного сборкой их в пакет, и образования концентричных оси вращения внешней и внутренней статорных поверхностей. Для этого в статор двигателя вводят разжимную оправку 43 (фиг. 8) с выступами 44, имитирующими зубцы. Увеличивая диаметр разжимной оправки перемеще,нием конусных хвостовиков 45 и 46, прижимают выступы 44 к внутренней поверхности статора в промежутках между катушками 4-24. Одновременно со сборкой пакета статора формируют зубцовую зону, состоящую из приставных зубцов 2 и шихтованных наконечников 25. Зубцы 2 заранее шихтуют в единой полосе, склеивают, прилегающие к статору 1, и наконечниками 25 стороны шлифуют, а затем нарубают по длине. Для лучшего прохождения магнитного потока через воздушный зазор зубцы 2 заканчиваются шихтованными наконечниками 25. Указанные наконечники в сборе собирают и склеивают в пакет из пластин шихтованных колец 47 (фиг. 10), на внешней поверхности которых выполняют широкие прорези 48 под зубцы и глубокие прорези 49, напротив которых по внутренней стороне кольца 47 делают надрезы 50. Толщина шихтованного кольцевого пакета должна быть равна длине зубцов статора. Прорези 48 шихтованных колец покрывают клеем на базе эпоксидной смолы с ферромагнитным наполнителем и устанавливают в них зубцы 2. Затем в пакет шихтованных колец 47 вводят разжимную оправку 51 представленную на фиг. 9. На оправке 51 с помощью скоб 52 закреплены толкатели 53 с ножами 54, отделенные от нее деформируемой при большом усилии тонкой прокладкой 55, например из электрокартона или фибры толщиной 0,1гО,2 мм. Число толкателей 53 на разжимной оправке 51 соответствует числу формируемых зубцов в асинхронном двигателе. Поверхность зубцоц покрывают клеем и вводят разжимную оправку 51 с укрепленными на ней пакетом шихтованных колец и зубцами между равномерно распределенными по ярму статора катушками и центрируют ее. Перемещая подвижные конусные хвостовики 56, 57 с двух сторон внутрь разжимной оправки 51, распирают ее, плотно прижимая закрепленные на ней зубцы 2 к внутренней стороне статора 1, а наконечники зубцов к зубцам. При этом увеличение диаметра разжимной оправки 51 и связанное с этим перемещение ножей 54 приводит к разрыву шихтованных колец 47 по линиям глубоких прорезей 49 и надрезов 50. В результате происходит формирование наконечников 25, а за счет прокладки 55 - устранение повьш1енных зазоров между зубцами и ярмом, а также зубцами и их наконечниками.
В собранном виде при введенной оправке и при сохранении усилия Р клеевые соединения отверждают. При этом первичную обмотку 3 включают под напряжение, при котором постоянный ток в катушках 4-21 (фиг. 5) равен номинальному, что обеспечивает увеличение сжимающего усилия. После отверждения отключают постоянный ток, извлекают оправку 51 и пропитывают статор компаундом, а затем шлифуют образовавшиеся внутреннюю и внешнюю цилиндрические поверхности статора до
концентричного расположения их по отношению друг к другу и окончательного формирования шихтованных наконечников 25.
Процесс сборки асинхронного двигателя заканчивается объединением статора- и ротора в единую конструкцию с и помощью корпуса 22, щитов 33, 34, вала 30, подшипников 31, 32 и других
крепежных элементов. Последователь- ность технологических операции при
этом общеизвестна.
Предлагаемые удлинение зубцов и увеличение длины пакета ротора на удвоенную высоту зубцов статора быст
роходного асинхронного двигателя и способ его сборки обеспечивают уве-. личение момента, приходящегося на единицу массы, при ограниченных вибрациях.
Формула изобретения
1.Асинхронньй двигатель, содержащий статор, имеющий шихтованный
магнитопровод с ярмом и удлиненными по сравнению с его осевой длиной приставными зубцами, катушки обмотки, расположенные в пазах магнито- провода, и шихтованный магнитопровод
ротора, отличающийся тем, что, с целью увеличения удельного момента при ограничении вибрации, катушки обмотки охватывают ярмо статора, а длина магнитопровода ротора и
зубцов магнитопровода статора превышает длину ярма на удвоенную высоту зубцов статора.
2.Способ изготовления асинхронного двигателя,включающий изготовление ярма из штампованных пластин с шихтовочным знаком, установку и фиксацию катушек обмотки на ярме, тслее- вое соединение зубцов с ярмом на разжимной оправке с последующим его отверждением, заливку компаундом, о т- личающийся тем, что, с целью повышения качества изготавливаемых изделий, перед установкой катушки собирают на оправке с фиксирующим штифтом, располагая их вплотную друг к другу по форме сектора, соединяют .их последовательно и согласно между собой, подают напряжение при котором постоянный ток равен току холостого хода, перед изготовлением ярма в пластинах выполняют радиальные вьфезы, располагая их на разном расстоянии от шихтовочного знака, покрывают пластины клеем, а изготовление ярма производят размещением пластин в кольцеЁом окне сектора, при этом пластины перемещают внутри окна до совпадения шихтовочного знака с фиксирующим штифтом и равномерно располагают катушки по ярму, затем зубцы комплектуют на шихтованном кольце с надрезами на внутренней поверхности, а клеевое соединение ярма с зубцами выполняют
введением кольца вовнутрь ярма с
последующим разрывом кольца по внутренним надрезам и отверждением клеевого соединения при подаче на обмотку напряжения, при котором постоянньй ток в катушках равен номинальному, а после отверждения компаунда внутреннюю и внешнюю поверхности статора шлифуют.
12
А-А
2h
фиг.З
4...21
37
А -перемещение (риксирующего 1итифта при, сборке
Vuz4
...21 ос
9иг.5
Статорные /fucm i с маркерной Memifou и разрезом
Фиг. 6
йВ
фиг.8
v P
56
55
54t
52
фи.Э


| название | год | авторы | номер документа |
|---|---|---|---|
| Обращенный асинхронный двигатель | 1984 |
|
SU1339784A1 |
| Индуктор асинхронного электродвигателя | 1982 |
|
SU1083304A1 |
| СТАТОР РЕВЕРСИВНОГО АСИНХРОННОГО ДВИГАТЕЛЯ | 1994 |
|
RU2121206C1 |
| Индуктор линейного асинхронного двигателя | 1980 |
|
SU892596A1 |
| Индуктор линейного асинхронного электродвигателя | 1981 |
|
SU959228A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| УСТРОЙСТВО В ЭЛЕКТРИЧЕСКОЙ МАШИНЕ | 2007 |
|
RU2422968C2 |
| Индуктор линейного асинхронного двигателя | 1988 |
|
SU1510671A1 |
| АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1971 |
|
SU289481A1 |
| ИНДУКТОРНЫЙ ДВИГАТЕЛЬ | 1992 |
|
RU2068608C1 |

Изобретение относится к электри-. ческим машинам. Целью изобретения является увеличение удельного момента, приходящегося на единицу массы. Асинхронный двигатель содержит шихтованное ярмо статора 1 с приставными зубцами 2. В пазах уложена обмотка 3, катушки которой охватывают ярмо статора и равномерно распределены по его окружности. Длина зубцов 2 превышает длину ярма на удвоенную их высоту. Длина пакета ротора равна дли не зубцов статора. Способ сборки двигателя обеспечивает магнитную симметрию ярма статора, что исключает пульсации максимума вращающегося магнитного потока. Для этого края разрезанных по радиусу листов статора разводят при сборке веерообразно с равным шагом по окружности статора. Изобретение позволяет увеличить жесткость и снизить возможность возникновения вибраций двигателя. 2 с.п. ф-лы. 10 ил. (Л 5« uz.i силолые линии MOfHtrmHoeo лото/ о Шругле- ниезуИца Л 25
Составитель Ф, Подольская Редактор Н. Слободяник Техред А.Кравчук Корректор Л. Пилипенко
Заказ 5805/49 . Тираж 659Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб ., д. 4/5
Производственно-полигр афическое предприятие, г. Ужгород, ул. Проектная, 4
фи&.Ю
| Магнитопровод электрической машины | 1981 |
|
SU1022260A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ сборки статора электрической машины | 1979 |
|
SU1053226A1 |
| Н | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
