to
О5
00
4 Х) 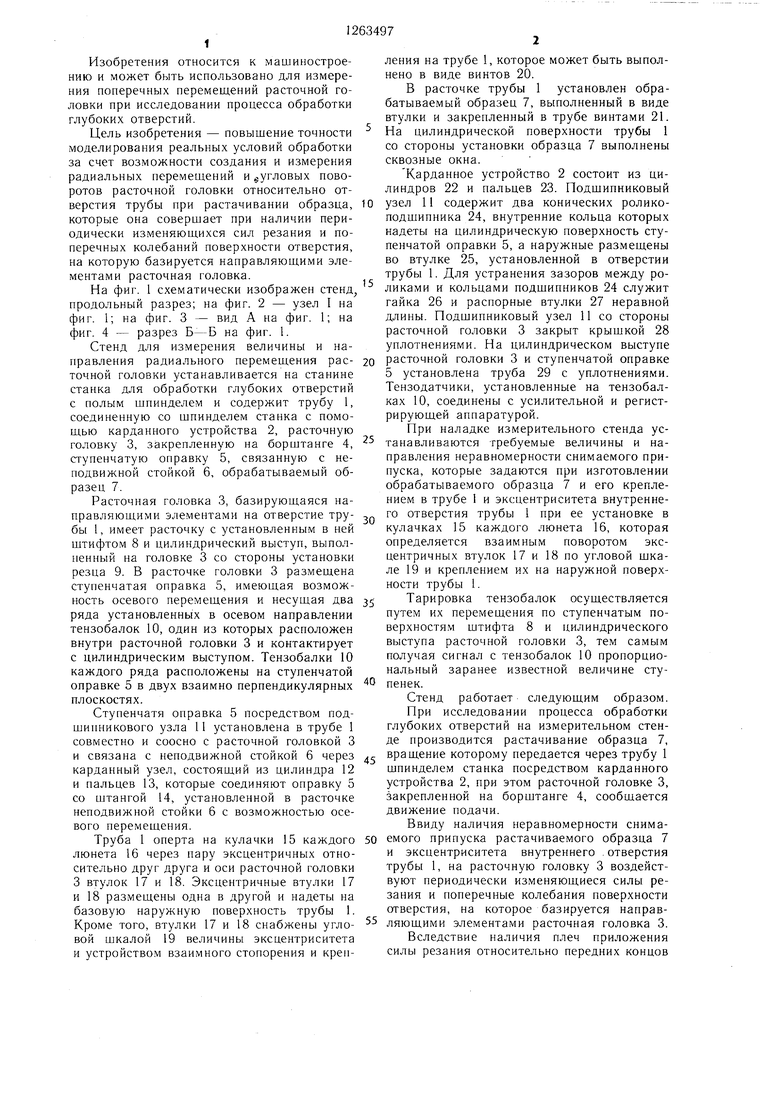
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ ИЗМЕРЕНИЯ | 1971 |
|
SU420434A1 |
| Стенд для измерения радиального перемещения инструмента | 1978 |
|
SU781026A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| Стенд для измерения | 1975 |
|
SU525528A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Глубокорасточный станок | 1990 |
|
SU1745428A1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
СТЕНД ДЛЯ ИЗМЕРЕНИЯ по авт. св. № 420434, отличающийся тем, что, с целью повышения точности .моделирования реальных условий обработки, в него дополнительно введены карданный и подшипниковый узлы и две пары эксцентричных втулок, причем ступенчатая оправка с тензобалками посредством подшипникового узла установлена в трубе совместно и соосно с расточной головкой и связана с неподвижной стойкой через карданный узел, а между трубой и кулачками каждого люнета установлены две пары эксцентричных относительно друг друга и оси расточной головки втулок, размещенных одна в другой и надетых на базовую наружную поверхность трубы с возможностью взаимного поворота и стопорения.
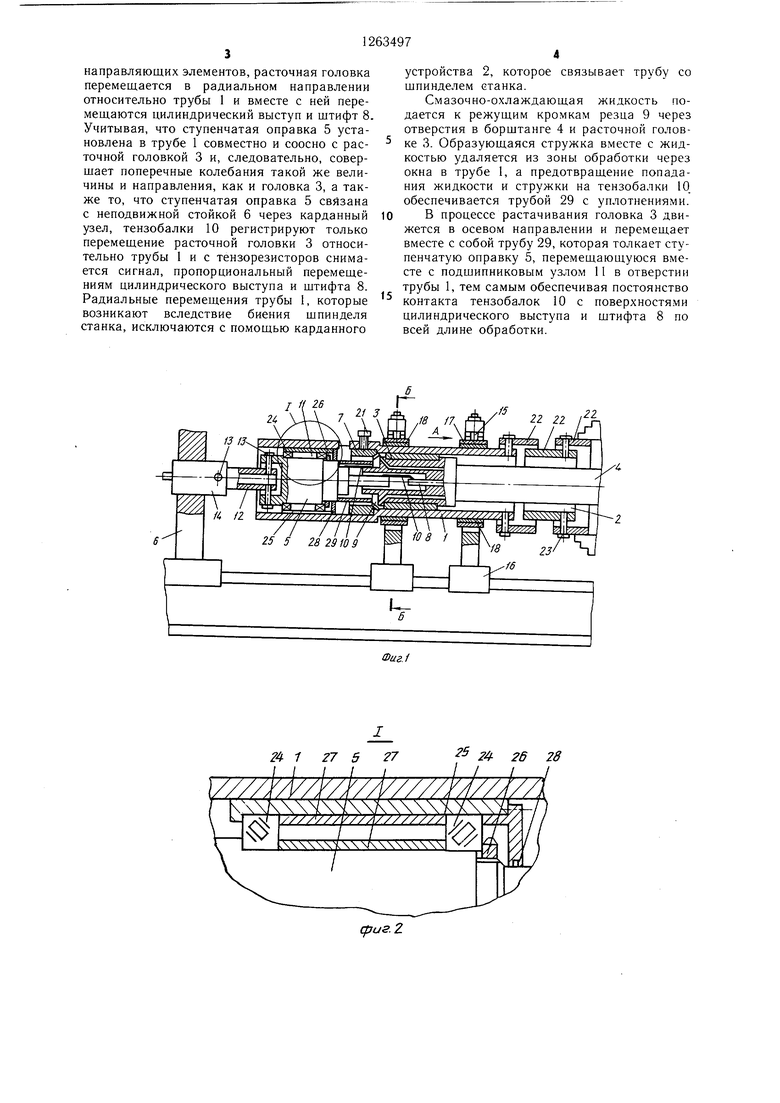
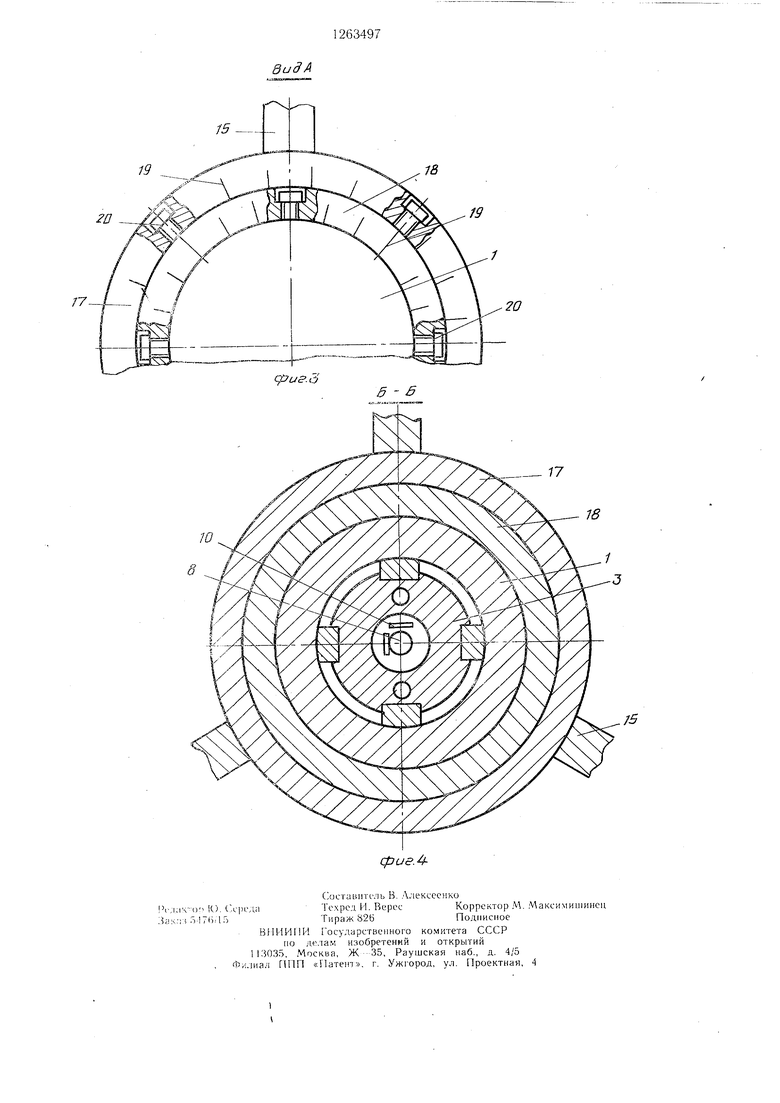
N Изобретения относится к машиностроению и может быть использовано для измерения поперечных перемещений расточной головки при исследовании процесса обработки глубоких отверстий. Цель изобретения - повышение точности моделирования реальных условий обработки за счет возможности создания и измерения радиальных перемешений и угловых поворотов расточной головки относительно от верстия трубы при растачивании образца, которые она совершает при наличии периодически изменяющихся сил резания и поперечных колебаний поверхности отверстия, на которую базируется направляющими элементами расточная головка. На фиг. 1 схематически изображен стенд продольный разрез; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1. Стенд для измерения величины и направления радиального перемещения расточной го.товки устанавливается на станине станка для обработки глубоких отверстий с полым шпинделем и содержит трубу 1, соединенную со шпинделем станка с помощью карданного устройства 2, расточную головку 3, закрепленную на борштанге 4, ступенчатую оправку 5, связанную с неподвижной стойкой 6, обрабатываемый образец 7. Расточная головка 3, базирующаяся направляющими элементами на отверстие трубы 1, имеет расточку с установленным в ней штифтом 8 и цилиндрический выступ, выполненный на головке 3 со стороны установки резца 9. В расточке головки 3 размещена ступенчатая оправка 5, имеющая возможность осевого перемещения и несущая два ряда установленных в осевом направлении тензобалок 10, один из которых расположен внутри расточной головки 3 и контактирует с цилиндрическим выступом. Тензобалки 10 каждого ряда расположены на ступенчатой оправке 5 в двух взаимно перпендикулярных плоскостях. Ступенчатя оправка 5 посредством подшипникового узла 11 установлена в трубе 1 совместно и соосно с расточной головкой 3 и связана с неподвижной стойкой 6 через карданный узел, состоящий из цилиндра 12 и пальцев 13, которые соединяют оправку 5 со штангой 14, установленной в расточке неподвижной стойки 6 с возможностью осевого перемещения. Труба 1 оперта на кулачки 15 каждого люнета 16 через пару эксцентричных относительно друг друга и оси расточной головки 3 втулок 17 и 18. Эксцентричные втулки 17 и 18 размещены одна в другой и надеты на базовую наружную поверхность трубы 1. Кроме того, втулки 17 и 18 снабжены угловой шкалой 19 величины эксцентриситета и устройством взаимного стопорения и кренления на трубе 1, которое может быть выполнено в виде винтов 20. В расточке трубы 1 установлен обрабатываемый образец 7, выполненный в виде втулки и закрепленный в трубе винтами 21. На цилиндрической поверхности трубы 1 со стороны установки образца 7 выполнены сквозные окна. Карданное устройство 2 состоит из цилиндров 22 и пальцев 23. Подшипниковый узел И содержит два конических роликоподшипника 24, внутренние кольца которых надеты на цилиндрическую поверхность ступенчатой оправки 5, а наружные размещены во втулке 25, установленной в отверстии трубы 1. Для устранения зазоров между роликами и кольцами подшипников 24 служит гайка 26 и распорные втулки 27 неравной длины. Подшипниковый узел И со стороны расточной головки 3 закрыт крышкой 28 уплотнениями. На цилиндрическом выступе расточной головки 3 и ступенчатой оправке 5 установлена труба 29 с уплотнениями. Тензодатчики, установленные на тензобалках 10, соединены с усилительной и регистрирующей аппаратурой. Нри наладке измерительного стенда устанавливаются требуемые величины и направления неравномерности снимаемого припуска, которые задаются при изготовлении обрабатываемого образца 7 и его креплением в трубе 1 и эксцентриситета внутренне™ отверстия трубы 1 при ее установке в кулачках 15 каждого люнета 16, которая определяется взаимным поворотом эксцентричных втулок 17 и 18 по угловой шкале 19 и креплением их на наружной поверхности трубы 1. Тарировка тензобалок осуществляется путем их перемещения по ступенчатым поверхностям штифта 8 и цилиндрического выступа расточной головки 3, тем самым получая сигнал с тензобалок 10 пропорциональный заранее известной величине ступенек, Стенд работает следующим образом. При исследовании процесса обработки глубоких отверстий на измерительном стенде производится растачивание образца 7, вращение которому передается через трубу 1 шпинделем станка посредством карданного устройства 2, при этом расточной головке 3, закрепленной на борштанге 4, сообщается движение подачи. Ввиду наличия неравномерности снимаемого припуска растачиваемого образца 7 и эксцентриситета внутреннего ,отверстия трубы 1, на расточную головку 3 воздействуют периодически изменяющиеся силы резания и поперечные колебания поверхности отверстия, на которое базируется направляющими элементами расточная головка 3. Вследствие наличия плеч приложения силы резания относительно передних концов
направляющих элементов, расточная головка перемещается в радиальном направлении относительно трубы 1 и вместе с ней перемещаются цилиндрический выступ и штифт 8. Учитывая, что ступенчатая оправка 5 установлена в трубе 1 совместно и соосно с расточной головкой 3 и, следовательно, совершает поперечные колебания такой же величины и направления, как и головка 3, а также то, что ступенчатая оправка 5 связана с неподвижной стойкой 6 через карданный узел, тензобалки 10 регистрируют только перемещение расточной головки 3 относительно трубы 1 и с тензорезисторов снимается сигнал, пропорциональный перемещениям цилиндрического выступа и штифта 8. Радиальные перемещения трубы 1, которые возникают вследствие биения шпинделя станка, исключаются с помощью карданного
24- 1
27 5
I I
устройства 2, которое связывает трубу со шпинделем станка.
Смазочно-охлаждающая жидкость подается к режущим кромкам резца 9 через отверстия в борщтанге 4 и расточной головке 3. Образующаяся стружка вместе с жидкостью удаляется из зоны обработки через окна в трубе 1, а предотвращение попадания жидкости и стружки на тензобалки 10 обеспечивается трубой 29 с уплотнениями.
В процессе растачивания головка 3 движется в осевом направлении и перемещает вместе с собой трубу 29, которая толкает ступенчатую оправку 5, перемещающуюся вместе с подшипниковым узлом 11 в отверстии трубы 1, тем самым обеспечивая постоянство контакта тензобалок 10 с поверхностями цилиндрического выступа и штифта 8 по всей длине обработки.
/7. 5 Я /И
2L I
i823
/6
5 2
26 28
I I
II
| СТЕНД ДЛЯ ИЗМЕРЕНИЯ | 1971 |
|
SU420434A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
