ФигЛ
Изобретение относится к обработке металлов резанием и может быть использовано при растачивании в корпусных деталях ступенчатых отверстий через отверстие меньшего диаметра на горизонтально расточных и вертикально расточных станках, в частности для растачивания ступенчатых от- верстий-выботок в донной части глухих отверстий,
Известна борштанга с эксцентрично установленным резцом для обработки ступенчатых отверстий через отверстие меньшего диаметра, у которой корпус снабжен несущей оправку эксцентрично расположенной направляющей, ось которой смещена относительно оси корпуса на величину, определяемую как разность между радиусом обрабатываемого отверстия и расстоянием от вершины резца до оси вращения борш- танги.
Известна расточная головка, содержащая корпус- с цилиндрической оправкой, втулку-резцедержатель с резцом, среднюю регулировочную втулку и крайнюю регулировочную втулку, причем на оправке выполнены рабочие участки, предназначенные для взаимодействия с втулкой-резцедержателем и крайней регулировочной втулкой, а средняя регулировочная втулка установлена на оправке с возможностью поворота и взаимодействия с втулкой-резцедержателем и крайней регулировочной втулкой.
Недостатком известной расточной головки являются ограниченные технологические возможности, не позволяющие осуществлять обработку за несколько рабочих ходов ступенчатых отверстий, расположенных в глубине обрабатываемого отверстия, а также ступеней разного диаметра, когда растачиваемая ступень большего диаметра расположена в донной части глухого отверстия.
Цель изобретения - расширение технологических возможностей за счет бесступенчатого регулирования радиального размера резца, а также обеспечения возможности растачивания за несколько рабочих ходов отверстий большего диаметра, расположенных в донной части глухих отверстий.
Поставленная цель достигается тем, что в расточной головке, содержащей корпус с цилиндрической оправкой, втулку-резцедержатель с резцом, среднюю регулировочную втулку и крайнюю регулировочную втулку, причем на оправке выполнены рабочие участки, предназначенные для взаимодействия с втулкой-резцедержателем и крайней регулировочной втулкой, а средняя регулировочная втулка установлена на оправке с возможностью поворота и взаимодействия с втулкой-резцедержателем и крайней регулировочной втулкой, согласно изобретения, оправка закреплена в корпусе
с эксцентриситетом относительно его оси, а рабочие участки на ней выполнены резьбовыми с разными шагами, при этом соответственно во втулке-резцедержателе и крайней регулировочной втулке выполнены
с эксцентриситетом резьбовые отверстия с разными шагами, а средняя регулировочная втулка выполнена с резьбовым отверстием того же шага, что и втулка-резцедержатель, причем на торцовых поверхностях втулкирезцедержателя и средней регулировочной втулки выполнены выступы и впадины, предназначенные для их сопряжения, а на наружной цилиндрической поверхности крайней регулировочной втулки со стороны
торца, предназначенного для взаимодействия со средней регулировочной втулкой, нанесена градуировочная шкала отсчета радиальных перемещений резца с ценой деления
.(eW)
180°-Р2
где Pi - шаг резьбы крайней регулировочной втулки, мм; 2 - шаг резьбы втулки-резцедержателя, мм; а° jPil-центральныйугол одного деления шкалы крайней регулировочной втулки, град.; е - смещение оси оправки относительно оси корпуса, мм; е - смещение оси втулки-резцедержателя относительно оси оправки, мм.
Расточная головка дополнительно снабжена упругим элементом, установленным между средней и крайней регулировочными втулками, шариками, установленными в сепараторе между торцами средней и крайней регулировочных втулок, а также эксцентричной втулкой, предназначенной для закрепления оправки в корпусе.
Предлагаемая расточная головка обеспечивает расширение технологических возможностей при растачивании ступенчатых отверстий в корпусных деталях на расточных станках за несколько рабочих ходов при бесступенчатом регулировании размера выдвижения резца с обеспечением подвода и отвода резца от обрабатываемой поверхности, расширение диапазона диаметров растачиваемых отверстий за счет установки сменных втулок-резцедержателя, растачивание ступенчатых отверстий-выборок в донной части глухих отверстий за несколько рабочих ходов.
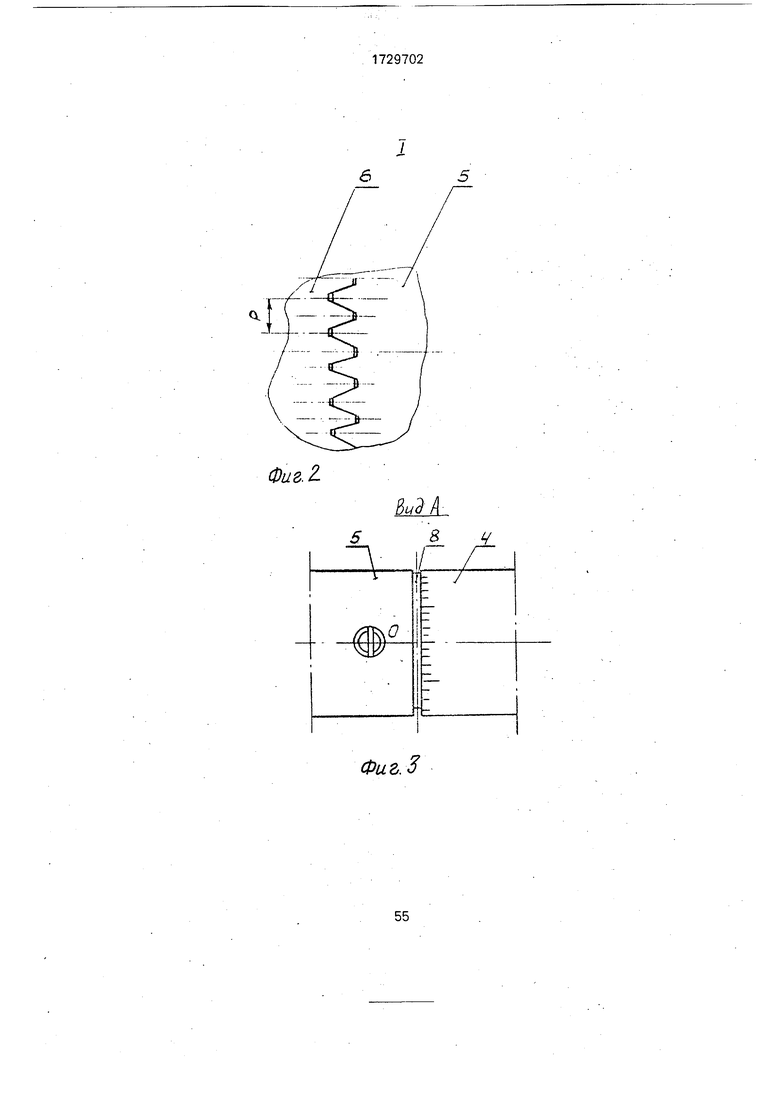
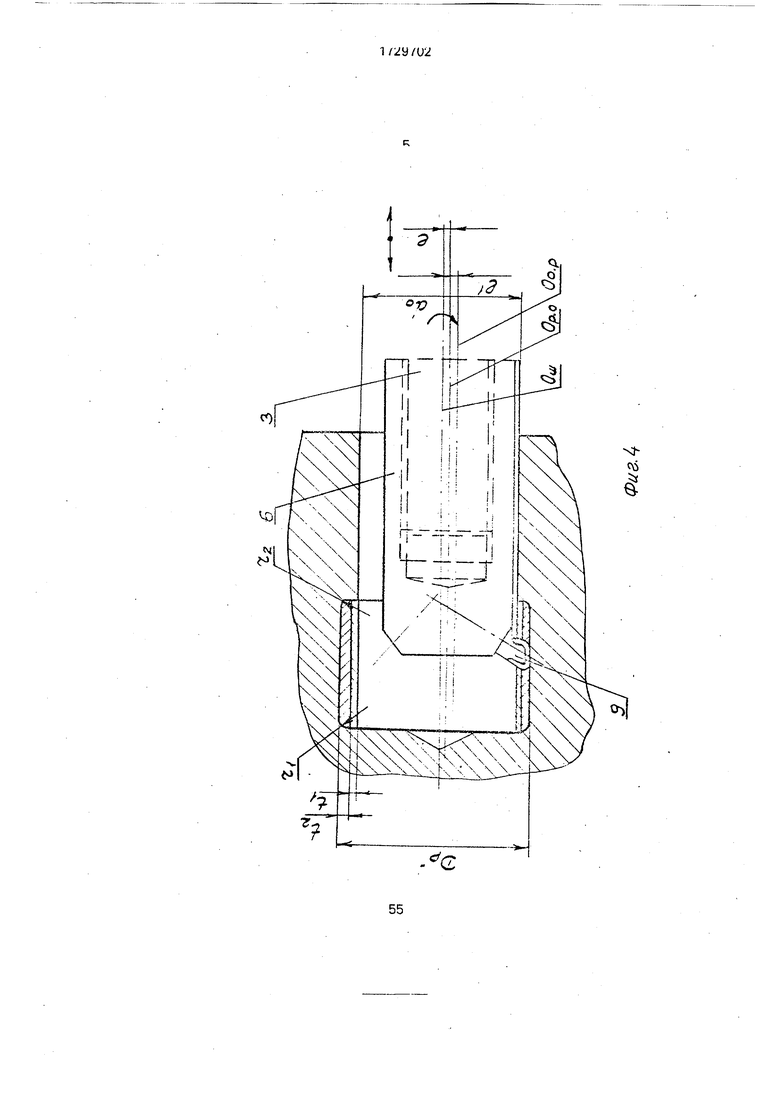
На фиг. 1 приведена расточная головка, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - схема
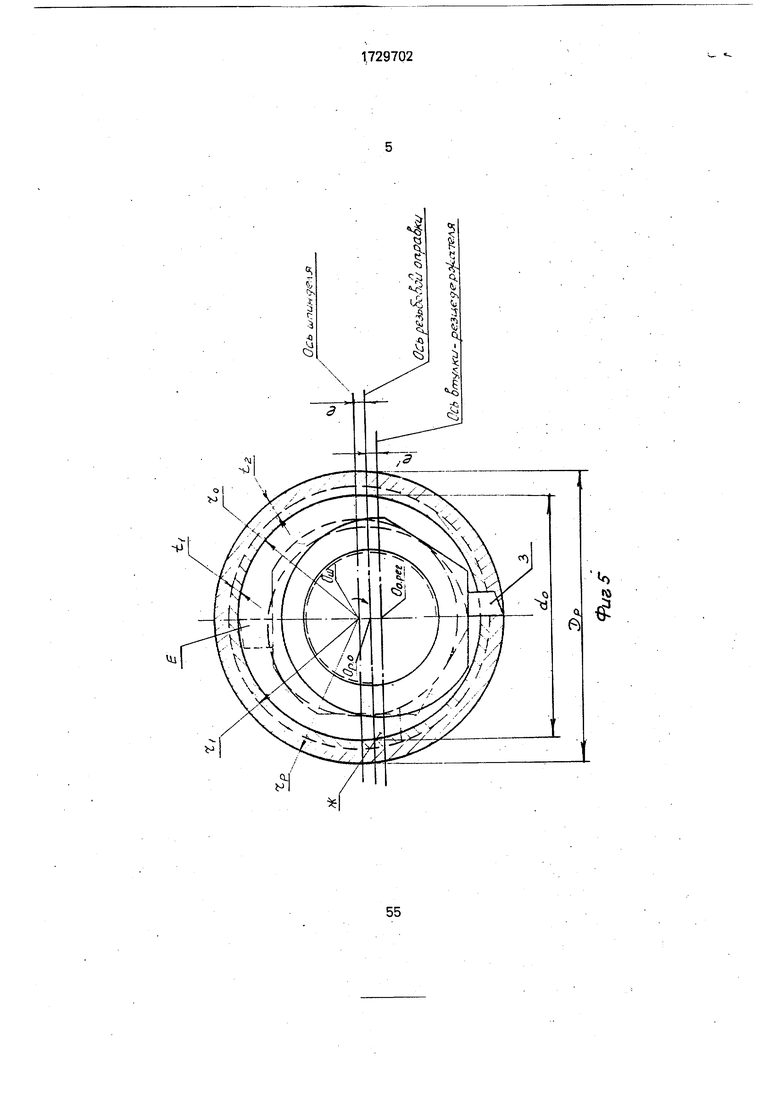
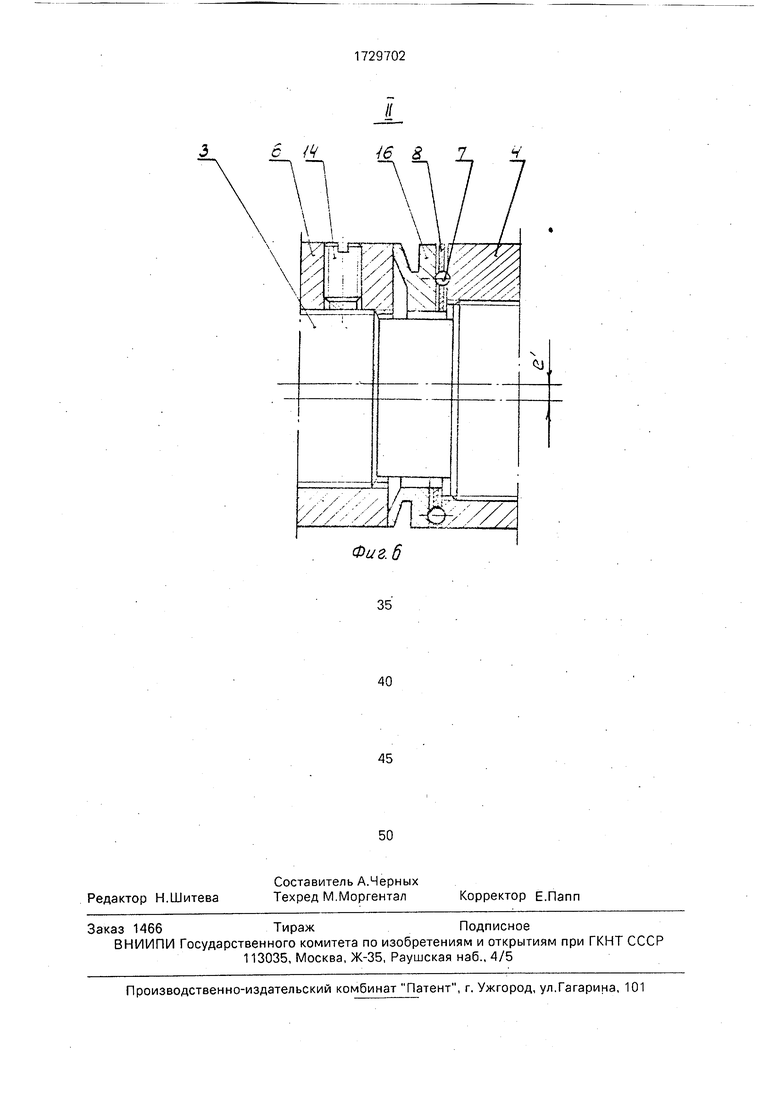
растачивания ступенчатого отверстия за несколько рабочих ходов; на фиг. 5 - схема регулирования положения расточного резца при растачивании; на фиг. 6 - узел II на фиг. 1 (вариант).
Расточная головка содержит корпус 1, в резьбовом отверстии которого размещена втулка 2 с резьбовым отверстием, эксцентрично расположенным относительно оси корпуса (оси шпинделя станка) с эксцентриситетом е, в которую ввернута оправка 3, на которой выполнены резьбовые участки И, 2 с резьбой соответственно шага Pi, Рг, резьбовой участок И с резьбой шага PI, примыкающий к корпусу расточной головки сопрягается с эксцентрично выполненным с эксцентриситетом е резьбовым отверстием крайней регулировочной втулки 4, а резьбовой участок 2 с резьбой шага Ра сопряжен с эксцентрично выполненным с эксцентриситетом е резьбовым отверстием средней регулировочной втулки 5 и втулки-резцедержателя 6, причем средняя регулировочная втулка 5 контактирует одним торцом, на котором выполнена кольцевая проточка радиуса г через шарики 7 радиуса г, установленными в сепараторе 8, с ответной кольцевой проточкой крайней регулировочной втулки 4, а другим торцом, на котором выполнены выступы и впадины, например, трапецевидного профиля (фиг.2), контактирует с ответнымы выступами и впадинами на торцовой поверхности втулки-резцедержателя 6, на переднем конце втулки-резцедержателя 6 под углом р° к оси закреплен резец 9 цилиндрической формы, выдвижение которого регулируется винтом 10, а сам резец закреплен во втулке-резцедержателе 6 винтами 11 и 12. Круговое положение крайней регулировочной втулки 4 и средней регулировочной втулки 5 фиксируется винтами 13 и 14. Втулка 2 стопорится винтом 15. На цилиндрической поверхности крайней регулировочной втулки 4 на участке, примыкающем к средней регулировочной втулке 5, нанесена шкала отсчета радиальных перемещений резца 9 (фиг.З). Выступы и впадины на торцовых поверхностях средней регулировочной втулки 5 и втулки-резцедержателя 6 служат для установки начального положения расточного резца (при их взаимном круговом смещении), соответствующего диаметру do, что на граду- ировочной шкале крайней регулировочной втулки соответствует показанию О.
С целью обеспечения плавности врезания расточного резца на глубину припуска на рабочих ходах расточную головку снабжают упругим элементом 16, устанавливаемым между средней и крайней регулировочными втулками.
Шкала отсчета радиальных перемещений расточного резца выполнена с ценой 5 деления
Pi -otflPii
AR
(е+е )
180° Р2 где PI - шаг резьбы крайней регулировочQ ной втулки, мм; Р2 - шаг резьбы втулки-резцедержателя, мм; 2n IPil - центральный угол одного деления шкалы крайней регулировочной втулки, град.; е - смещение оси оправки относительно оси корпуса, мм; е 5 смещение оси втулки-резцедержателя относительно оси оправки, мм.
Расточная головка работает следующим образом.
Корпус 1 расточной головки устанавли0 вается в шпиндель станка и закрепляется. С использованием регулировочного винта 10 и градуировочной шкалы на крайней регулировочной втулке 4 устанавливается вылет расточного резца, соответствующий диа5 метру расточенного отверстия do (О на шкале крайней регулировочной втулки 4 и средней втулки 5 (фиг. 5, положение Е). Осевым перемещением шпинделя станка расточная головка вводится в расточенное
0 отверстие на требуемую глубину, соответствующую положению начала ступенчатого отверстия, после чего вращением крайней регулировочной втулки 4 влево (против часовой стрелки) по градуированной шкале уста5 навливают размер врезания резца на первый рабочий ход (радиальное смещение резца на величину припуска ti первого рабочего хода), после чего положение крайней регулировочной втулки 4 фиксируется вин- 0 том 14. Далее, вращением втулки-резцедержателя 6 влево (против часовой стрелки) резец доводится до касания с обрабатываемой поверхностью, после чего шпинделю станка сообщают вращение с минимальной
5 частотой вращения. Под действием сил трения на поверхности контакта режущей кромки резца с обрабатываемой поверхностью и под действием неуравновешенной инерционной массы втулка-резцедержа0 тель 6 автоматически поворачивается (против часовой стрелки), при этом резец врезается на заданную положением крайней регулировочной втулки 4 глубину резания (фиг.5, положение Ж) ti. При этом
5 благодаря разности шагов резьбы участков с шагами PI и Ра втулка-резцедержатель 6 совместно со средней втулкой 5 с шагом резьбы Ра, взаимодействующие между собой посредством выступов и впадин трапецевидного профиля,входит в контакт через
шарики 7с крайней регулировочной втулкой 4 (шаг резьбы Pi), причем осевая составляющая силы резания воспринимается крайней регулировочной втулкой 4, располагающей резьбовым отверстием с другим шагом резьбы Pif Ра, чем у средней втулки 5 и втулки-резцедержателя 6 (шаг резьбы Р2). После врезания резца на глубину резания ti (фиг.4) шпинделю станка с расточной головкой сообщают рабочую скорость и движение осевой подачи на заданную длину ступенчатого отверстия, после чего шпиндель станка возвращают в исходное положение и его вращение отключают. Вращением крайней регулировочной втулки 4 влево (против часовой стрелки) по шкале перемещений устанавливают размер припуска на второй рабочий ход (фиг.5, положение 3), и циклы повторяются до достижения заданного диаметра растачиваемой ступени.
Обуславливаемое поворотом втулки- резцедержателя осевое перемещение расточного резца на рабочих ходах учитывают соответствующим начальным осевым смещением шпинделя станка.
После остановки шпинделя станка по завершении растачивания ступени вращением крайней регулировочной втулки 4, втулки-резцедержателя 6 совместно со средней втулкой 5 вправо (по часовой стрелке) устанавливают исходное положение расточной головки и шпиндель станка с расточной головкой выводят из отверстия,
Предлагаемая расточная головка для растачивания ступенчатых отверстий в корпусных деталях может найти применение в различных отраслях машиностроения, в частности, в энергомашиностроении, тяжелом, транспортном, химическом и других отраслях машиностроения.
Формула изобретения 1. Расточная головка, содержащая корпус с цилиндрической оправкой, втулку-рез- цедержатель с резцом, среднюю регулировочную втулку и крайнюю регулировочную втулку, причем на оправке выполнены рабочие участки, предназначенные для взаимодействия с втулкой-резцедержателем и крайней регулировочной втулкой, а средняя регулировочная втулка установлена на оправке с возможностью поворота и взаимодействия с втулкой-резцедержателем и крайней регулировочной втулкой, о т- личающаяся тем, что, с целью расширения технологических возможностей за счет бесступенчатого регулирования радиального размера резца, а также обеспечения возможности растачивания за несколько рабочих ходов отверстий большего диаметра, расположенных в донной части глухих отверстий, оправка закреплена в корпусе с эксцентриситетом относительно его оси, а рабочие участки на ней выполнены резьбовыми с разными шагами, при этом соответственно во втулке-резцедержателе и крайней регулировочной втулке выполнены
с эксцентриситетом резьбовые отверстия с разными шагами, а средняя регулировочная втулка выполнена с резьбовым отверстием того же шага, что и втулка-резцедержатель, причем на торцовых поверхностях втулкирезцедержателя и средней регулировочной втулки выполнены выступы и впадины, предназначенные для их сопряжения, а на наружной цилиндрической поверхности крайней регулировочной втулки со стороны
торца, предназначенного для взаимодействия со средней регулировочной втулкой, нанесена градуированная шкала отсчета радиальных перемещений резца с ценой деления
PI /тй i PI I
AR P1 n Pli -(e+e ), 180° P2 V
где Pi - шаг резьбы крайней регулировочной втулки, мм; Ра шаг резьбы втулки-резцедержателя, мм; оЈ IPil - центральный угол одного деления шкалы крайней регулировочной втулки, град.; е - смещение оси оправки относительно оси корпуса, мм; е - смещение оси втулки-резцедержателя относительно оси оправки, мм,
2.Головка по п.1,отличающаяся тем, что она дополнительно снабжена шариками, установленными в сепараторе между торцами средней и крайней регулировочных
втулок.
3.Головка по пп. 1 и 2, о т л и ч а ю щ а- я с я тем, что она дополнительно снабжена упругим элементом, размещенным между средней и крайней регулировочными втулками.
4.Головка по п. 1, о т л и ч а ю щ а я с я тем, что она дополнительно снабжена эксцентричной втулкой, предназначенной для закрепления оправки в корпусе.
Фиг. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1990 |
|
SU1787695A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Стенд для измерения | 1985 |
|
SU1263497A2 |
| Резцовая головка | 1989 |
|
SU1808482A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Устройство для растачивания сферических отверстий | 1989 |
|
SU1710194A1 |
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| Устройство для подналадки резца | 1984 |
|
SU1196151A1 |
| УСТРОЙСТВО ПРЕЦИЗИОННОГО ПЕРЕМЕЩЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2024 |
|
RU2835217C1 |
| Расточная оправка | 1974 |
|
SU500908A1 |
Использование: растачивание ступенчатых отверстий через отверстие меньшего диаметра, в частности растачивание ступенчатых отверстий-выборок в одной части глухих отверстий. Сущность изобретения: головка содержит корпус 1, в котором закреплена с эксцентриситетом относительно его оси оправка 3, втулку-резцедержатель 6 с резцом 9, среднюю регулировочную втулку 5 и крайнюю регулировочную втулку 4. На оправке выполнены.рабочие резьбовые участки с разными шагами, предназначенные для взаимодействия с втулкой-резцедержателем и крайней регулировочной втулкой, в которых соответственно выполнены с эксцентриситетом резьбовые отверстия с разными шагами. Средняя регулировочная втулка выполнены с резьбовым отверстием того же шага, что и втулка-резцедержатель, и установлена на оправке с возможностью поворота и взаимодействия с втулкой-резцедержателем и крайней регулировочной втулкой. 3 з.п. ф-лы, 6 ил.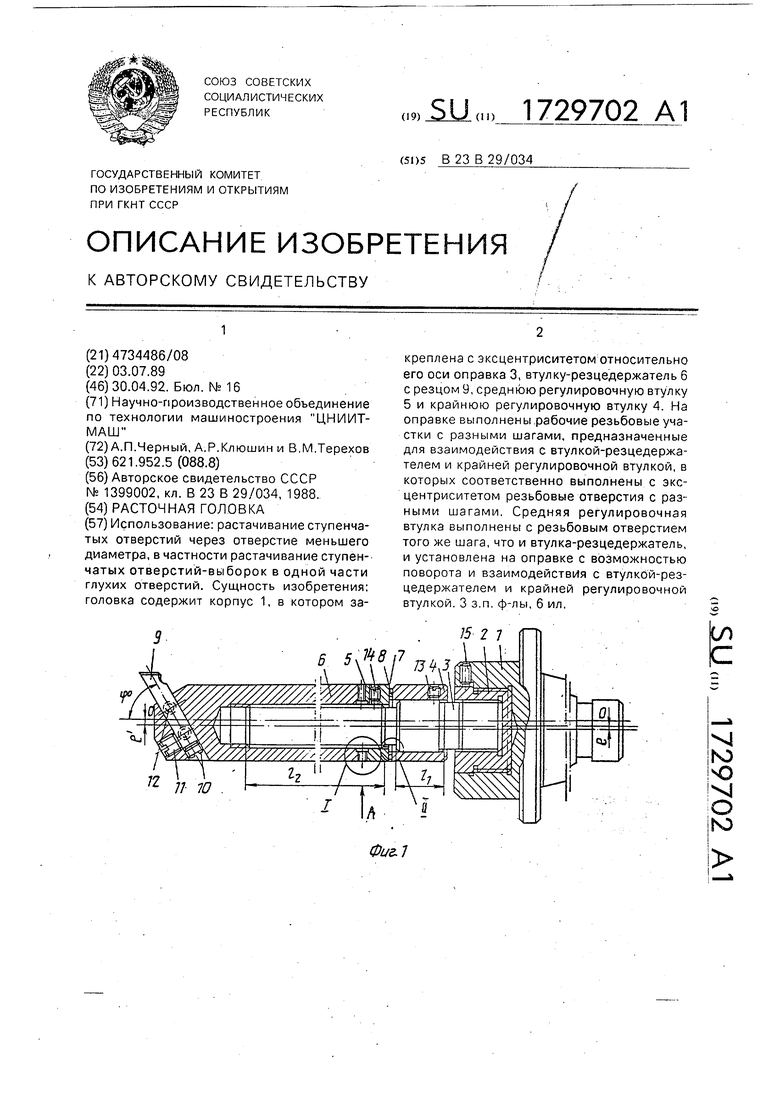
MA
58 L/
Фиг.З
| Расточный инструмент | 1986 |
|
SU1399002A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
