Группа изобретений относится к машиностроению, в частности к токарным полуавтоматическим одношпиндельным станкам и способам токарной обработки.
Станок-полуавтомат выполняет весь цикл обработки заготовки и возвращает механизмы станка в исходное положение самостоятельно.
Техническим результатом использования данной группы изобретений является получение тонкостенных труб с высокой геометрической точностью и шероховатостью и повышение производительности за счет одновременного точения внутренней и наружной поверхности, а также изготовление труб с переменным профилем.
Заявленная группа соответствует требованию единства, а именно - образуют единый изобретательский замысел, поскольку способ по п.3 используется в устройстве по п.1.
Из уровня техники известен способ обработки и станок с центральным приводом, который содержит станину с направляющими, центральный привод, суппорты, центровые бабки, зажимной патрон с основными и перемещаемыми по ним зажимными кулачками (SU 1657275).
Известны также токарный станок и способ обработки на нем (SU 12666611).
Также из уровня техники известен станок с одновременной обработкой различными инструментами US 4571796. Он имеет инструментальную головку, а инструмент вращается и обрабатывает деталь в радиальном направлении.
Токарный станок и способ обработки на нем (GB 1157841) характеризуется тем, что заготовка крепится в патроне, а далее идет обработка - точение, растачивание и отрезка. Отличием от заявленного способа и станка является то, что в известном способе получают деталь типа фланец с соотношением длины не более чем 1:1, в предложенном решении - станок и способ для обработки труб, где L:d >6, при этом люнет обеспечивает цилиндричность изделия.
Токарный станок для обработки труб содержит станину, суппорт, расположенной на каретке шпиндельной бабки со шпинделем, привода подачи и отрезного суппорта, при этом на переднем конце шпинделя установлено зажимное устройство. Станок обеспечивает возможность одновременной обработки внутренней и внешней поверхности внутренней резцовой головкой и, по крайней мере, одной внешней резцовой головкой, расположенной на внутренней стенке суппорта на по меньшей мере одной подставке для нее, оснащен люнетом для удержания на главной оси заготовки в корпусе суппорта, а внутренняя резцовая головка расположена на оправке, закрепленной в заднем торце суппорта.
Также станок может быть снабжен выдвижным диском, обеспечивающим поддержку обработанных деталей после отрезания.
Способ обработки труб на токарном станке заключается в захвате заготовки зажимными кулачками зажимного устройства, ускоренном подводе суппорта до захвата детали люнетом, включении вращения шпинделя, при этом каретка вместе с шпиндельной бабкой и закрепленной в ней вращающейся заготовкой движется в сторону неподвижного суппорта, производится рабочая подача суппорта, затем одновременно обрабатывается внутренняя и внешняя поверхности заготовки внутренней резцовой головкой, расположенной на оправке, закрепленной в заднем торце суппорта, и, по меньшей мере, одной внешней резцовой головкой, расположенной на внутренней стенке суппорта, по меньшей мере, на одной подставке для нее, а по окончании расточки все резцы внутренней и внешних резцовых головок отводятся, и производится радиальная подача отрезного резца.
Выдвигается диск, который обеспечивает поддержку труб после отрезания, причем люнет удерживает заготовку на главной оси в корпусе суппорта.
Трубы выполнены тонкостенными и из высоколегированного сплава с толщиной стенки от 0,19 мм.
Станок полуавтомат является прецизионным, при этом при одновременной обработке внутренней и наружной поверхностей деталей типа «труба» толщина стенки составляет от 0,19 мм при разнотолщинности не более 0,003 мм по всей длине обработки и при высоком качестве поверхности.
Изобретение иллюстрируется чертежами на которых показаны:
на фиг.1 - общий вид заявленного станка,
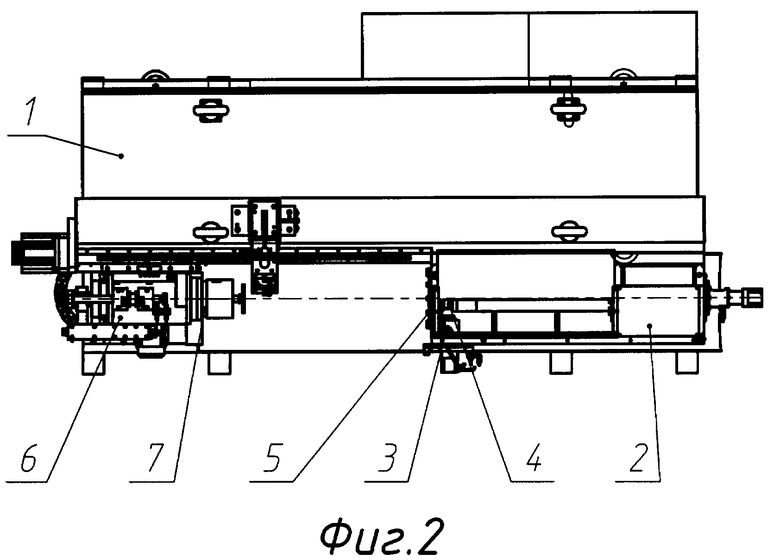
на фиг.2 - вид станка сверху,
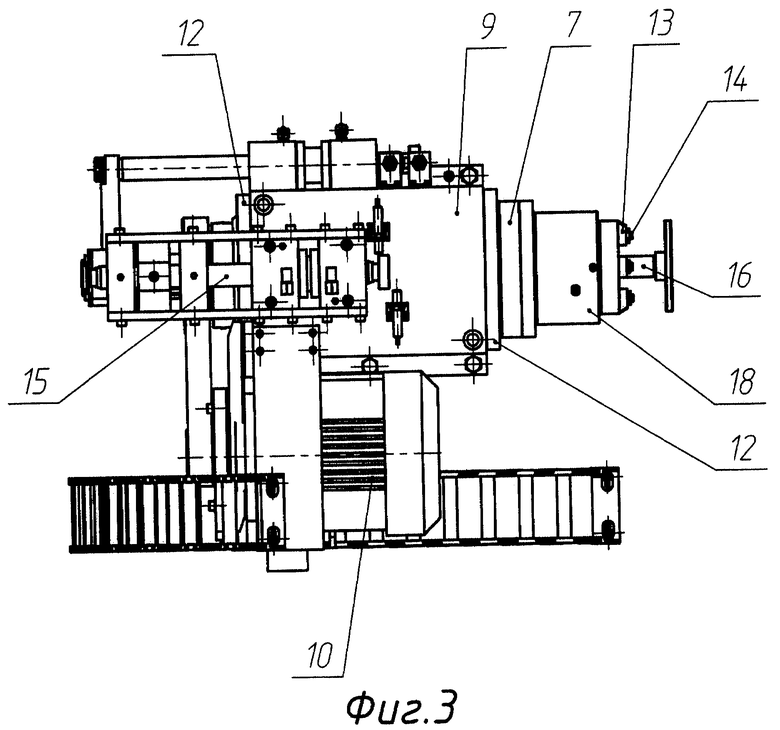
на фиг.3 - шпиндельный узел шпиндельной бабки,
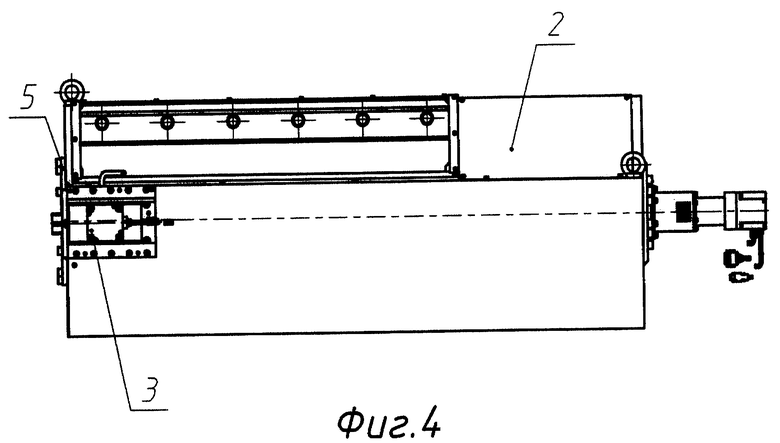
на фиг.4 - суппорт,
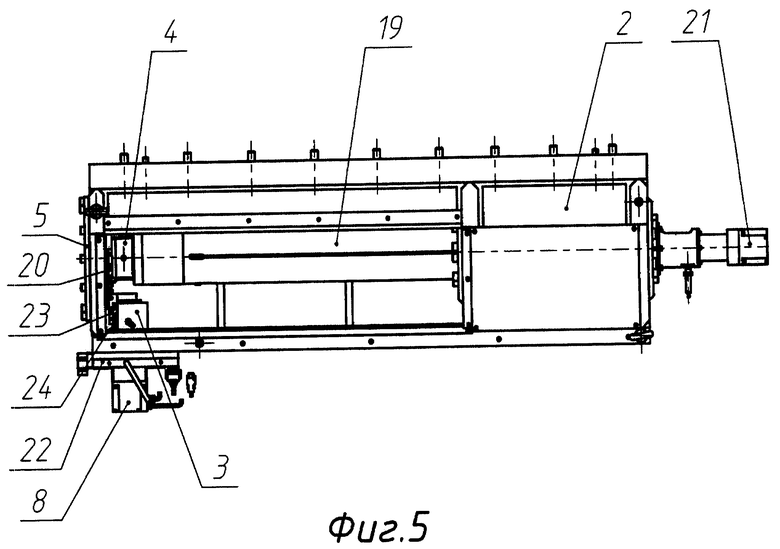
на фиг.5 - суппорт с внешней резцовой головкой (показана одна РГ).
На станине 1 станка установлен неподвижный суппорт 2 с резцовыми головками 3 и 4 (фиг.2). На переднем торце суппорта 2 расположен люнет 5 (фиг.1) для удержания на главной оси станка обрабатываемой детали 17 (трубы). Трубы на станке обрабатываются последовательно одна за другой.
Соосно оси люнета 5, на противоположном конце станины 1, расположена шпиндельная бабка 6 с вращающимся шпинделем 7, ось которого соосна оси люнета 5 суппорта 2. Внутренняя РГ 4 и, по меньшей мере, одна внешняя резцовая головка (РГ) 3 снабжены устройствами отвода и подвода резцов со специально предназначенными для этого электродвигателями.
Шпиндельная бабка 6 представляет собой корпус 9, в котором установлен шпиндельный узел с приводом от электродвигателя 10 (см. фиг.3). Шпиндель 7 установлен в опорах качения и закреплен с помощью фланцев 12. Зажимное устройство (монтируется в патроне станка) устанавливается на переднем конце шпинделя 7. Шпиндельная бабка установлена на подвижной каретке.
На переднем конце шпинделя 7 расположен корпус патрона с размещенными в нем пальцами 13 с закрепленными на торце планками 14 с нарезанными на них зубьями. Пальцы 13 удерживаются в корпусе выступами на конце подвижной тяги 15. Внутри тяги расположена дополнительная тяга 16, которая перемещается от гидроцилиндра. Для установки заготовки 17 на станке, на корпусе патроне установлена втулка 18 с пазом под специальный штифт, удерживающий ее от сваливания.
Все подвижные элементы работают как в наладочном, так и в автоматическом режиме. Заготовки (трубы) имеют соотношение длины к диаметру L:d>6.
В корпусе суппорта 2 установлен люнет 5 и оправка 19 (на фиг.5). Внутренняя РГ 4 расположена на оправке 19, закрепленной в заднем торце суппорта 2. Внутри оправки 19 от электродвигателя 21 через муфту проходит тяга 20 с эксцентриком для привода ползуна внутренней РГ 4. Внутренняя РГ 4 предназначена для расточки (точения) внутреннего отверстия трубы.
Отрезной резец отрезного суппорта 25 закреплен на штоке другого гидроцилиндра, расположенного на неподвижном кронштейне поперек главной оси станка.
Каждая внешняя РГ 3 установлена на внутренней стенке суппорта 2 на, по меньшей мере, одной подставке 22 для нее.
Ползун 23 в корпусе внешней РГ 3 крепится прижимными планками 24, сохраняя его подвижность. Перемещение ползуна обеспечивается электродвигателем 8 через муфту с помощью шарико-винтовой пары (ШВП), гайка которой закреплена в ползуне 23.
По меньшей мере, одна внешняя РГ 3 предназначена для токарной обработки (точения) поверхности труб 17 (заготовок) проходным резцом. По меньшей мере одна, внешняя РГ 3 установлена на внутренней стенке суппорта на, по меньшей мере, одной специальной подставке для нее 22 с приводом, по меньшей мере, одного ползуна от, по меньшей мере, одного электродвигателя (см. фиг.5).
Дополнительные внешние РГ 3 с дополнительными подставками для них необходимы для получения труб переменного профиля.
По меньшей мере, одна подставка 22 обеспечивает установку резца в одной плоскости с расточным резцом. Каждая внешняя РГ 3, так же, как и внутренняя 4, состоит из корпуса, в котором поперек его продольной оси перемещается ползун 23. Ползун в корпусе удерживается прижимными планками 24, при этом обеспечивается его подвижность.
Отрезной резец закреплен на штоке гидроцилиндра, расположенного на неподвижном кронштейне поперек главной оси станка.
Люнет 5 устанавливается на корпусе основного суппорта 2 для удержания на главной оси обрабатываемой заготовки 17, при этом заготовка входит в люнет 5 с натягом.
Люнет 5 состоит из корпуса, в котором установлен подшипник с натягом по внутреннему кольцу и несколько свободней по наружному. По внутреннему кольцу подшипник поджимается к бурту втулки люнета, а по внешнему кольцо запирается гайкой.
Так как корпус люнета 5 закреплен неподвижно в переднем торце основного суппорта 2, то заготовка 17 с натягом увлекает с собой втулку люнета 5 и заготовка, вращаясь от патрона шпиндельной бабки 6, заставляет вращаться подшипник в процессе резания заготовки 17, тем самым обеспечивая цилиндричность обработанных изделий 17.
Способ обработки внутренней и наружной поверхности труб на токарном станке заключается в следующем. Заготовка захватывается зажимными кулачками зажимного устройства. Производится ускоренный подвод суппорта 2 до захвата детали 17 люнетом 5.
Включается вращение шпинделя 7 и каретка вместе со шпиндельной бабкой 6 и закрепленной в ней вращающейся заготовкой 17 движется в сторону неподвижного суппорта 2. Далее производится рабочая подача суппорта 2 и производится одновременная обработка внутренней и внешней поверхности заготовок (труб) внутренней РГ 4 и, по меньшей мере, одной внешней РГ 3 соответственно.
По окончании расточки все резцы внутренней и всех внешних РГ отводятся. Отрезной резец закреплен на штоке гидроцилиндра, расположенного на неподвижном кронштейне поперек главной оси станка. Электродвигатель установлен на кронштейне и крепится на заднем торце корпуса шпиндельной бабки 6.
Внутренняя РГ 4 расположена на оправке, закрепленной в заднем торце суппорта 2. По меньшей мере, одна внешняя РГ 3 расположена на внутренней стенке суппорта 2, по меньшей мере, на одной подставке для нее.
Производится радиальная подача отрезного резца. Ко всем резцам подводится СОЖ. Диск 11 обеспечивает поддержку детали 17. Обработка внутренней и внешней поверхности заготовки производится одновременно, по меньшей мере, двумя РГ 3 и 4. Дополнительные внешние РГ 3 с дополнительными подставками для них необходимы для получения трубы переменного профиля.
В зоне отрезки со стороны патрона внутри заготовки 17 выдвигается диск 11.
Люнет 5 удерживает заготовку на главной оси в корпусе суппорта 2.
Зажимное устройство оснащено зажимными кулачками для захвата заготовки 17. Зажимное устройство заготовки управляется переключателем на пульте, либо педалью.
Вращение шпинделя отключается, и суппорт отводится по команде оператора с пульта, либо посредством педали.
Результат от использования заявленной группы изобретений - получение тонкостенной трубы с высокой геометрической точностью и низкой шероховатостью и повышение производительности за счет одновременного точения внутренней и наружной поверхности, а также трубы с переменным профилем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Токарный станок | 1983 |
|
SU1135088A1 |
| ТОКАРНЫЙ МНОГОРЕЗЦОВЫЙ СТАНОК | 1967 |
|
SU205495A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
Изобретение относится к машиностроению, в частности к токарным полуавтоматическим одношпиндельным станкам и способам токарной обработки. Станок выполнен с возможностью одновременной обработки трубы внешней и внутренней резцовыми головками, которые смонтированы внутри корпуса суппорта, и снабжен люнетом для удержания трубы в корпусе суппорта, при этом внутренняя резцовая головка расположена на оправке, закрепленной в заднем торце суппорта. По меньшей мере, одна внешняя резцовая головка расположена на внутренней стенке суппорта, по меньшей мере, на одной подставке для нее. Способ заключается в том, что обработка внутренней и внешней поверхности заготовки производится одновременно двумя соответствующими резцовыми головками. Техническим результатом использования данной группы изобретений является возможность получения тонкостенной трубы с высокой геометрической точностью, низкой шероховатостью, а также повышение производительности за счет одновременного точения внутренней и наружной поверхности. Использование изобретений позволяет получать трубы с переменным профилем. 2 н. и 3 з.п. ф-лы, 5 ил.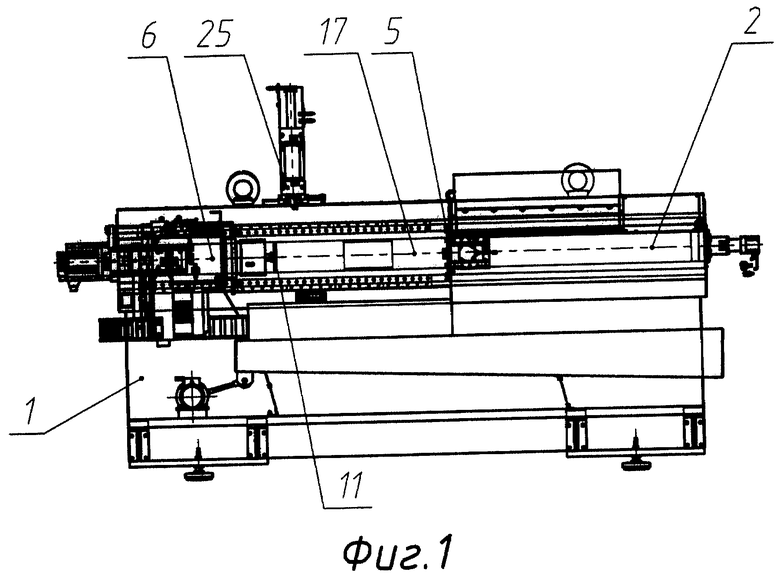
1. Токарный станок для обработки труб, содержащий станину, суппорт, шпиндельную бабку со шпинделем, на переднем конце которого установлено зажимное устройство, и, по крайней мере, одну внешнюю резцовую головку, отличающийся тем, что он выполнен с возможностью одновременной обработки внутренней и внешней поверхности трубы, при этом снабжен внутренней резцовой головкой, кареткой, отрезным суппортом, люнетом для удержания трубы в корпусе суппорта, установленным соосно шпинделю на переднем торце суппорта, оправкой, закрепленной в заднем торце суппорта, и, по меньшей мере, одной подставкой, расположенной на внутренней стенке суппорта, причем шпиндельная бабка установлена на каретке, внутренняя резцовая головка расположена на оправке, а, по крайней мере, одна внешняя резцовая головка размещена на, по меньшей мере, одной подставке.
2. Станок по п.1, отличающийся тем, что он снабжен выдвижным диском, выполненным с возможностью поддержки обработанных труб после отрезания.
3. Способ обработки труб на токарном станке, включающий установку трубы в зажимном устройстве, вращение трубы посредством шпинделя, обработку трубы путем рабочей подачи резцовых головок и отведение резцовых головок после окончания обработки, отличающийся тем, что перед обработкой резцовыми головками осуществляют захват трубы люнетом, а при вращении трубы ее перемещают посредством каретки со шпиндельной бабкой в сторону неподвижного суппорта, при этом обработку трубы осуществляют одновременно по ее внутренней и внешней поверхности посредством соответственно внутренней резцовой головки, расположенной на оправке, закрепленной в заднем торце суппорта, и, по меньшей мере, одной внешней резцовой головки, расположенной на внутренней стенке суппорта, по меньшей мере, на одной подставке для нее, а после отведения резцовых головок производят радиальную подачу отрезного резца и отрезание трубы.
4. Способ по п.3, отличающийся тем, что после отрезания трубы осуществляют ее поддержку посредством выдвижного диска.
5. Способ по п.3, отличающийся тем, что производят обработку тонкостенных труб с толщиной стенки от 0,19 мм, выполненных из высоколегированного сплава.
| Способ сварки углеродистой и марганцовистой сталей | 1938 |
|
SU55657A1 |
| Токарный станок для двухторонней обработки | 1985 |
|
SU1266661A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2288076C2 |
| Токарный станок для обработки внутренних и наружных поверхностей деталей | 1989 |
|
SU1657275A1 |
| GB1157841A1,09.07.1969 | |||
| US4571796A,25.02.1986 | |||

