Фиг. Г
ежа
ivx Ј#-
Ш Mflnyca 4r 8а lauflfo Ot
иг CfiffStu fff-,0
Изобретение относится к обработке металлов резанием и может быть использовано при ра стачивзний в корпусных деталях ступенчатых отверстий/через отверстие меньшего диаметра на расточных станках, в частности, для растачивания ступенчатых отверстий в донной части глухих отверстий,
Известй1 рШ 6чНяая головка, содержащая корпус, снабжённый эксцентричной втулкой, предназначенной для закрепления оправки в корпусе с эксцентриситетом относительно его оси, рабочие участки на которой выполнены резьбовыми с разными шагами, на резьбовых участках установлены втулка-резцедержатель и регулировоч- ная втулка со шкалой отсчета радиальных перемещений резца, при этом во втулке- резцедержателе и регулировочной втулке выполнены с эксцентриситетом резьбовые отверстия с разными шагами, регулировоч- ная втулка имеет средство фиксации относительно резьбовой оправки, головка снабжена сепаратором с шариками и упругим элементом.
Недостатком известной расточной го- ловки является ограниченный диапазон регулирования радиальных перемещений расточного резца.
Целью изобретения является расшире-1 ние технологических возможностей за счет расширения диапазона диаметров растачиваемых ступеней путем расширения пределов регулирования диаметра радиальных перемещений режущего элемента.
Поставленная цель достигается тем, что в расточной головке, содержащей корпус, снабженный эксцентричной втулкой, предназначенной для закрепления оправки в корпусе с эксцентриситетом относительно его оси, рабочие участки на которой выпол- нены с разными шагами резьбы, на резьбовыхучастках установлены втулка-резцедержатель и регулировочная втулка со шкалой отсчета радиальных перемещений резца, при этом во втулке-резце- держателе и регулировочной втулке выполнены с эксцентриситетом резьбовые отверстия с разными шагами, регулировочная втулка имеет средство фиксации относительно резьбовой оправки, .головка снабжена сепаратором с шариками и упругим элементом, согласно изобретения, эксцентриситет отверстия корпуса относительно его оси выполнен величиной, определяемой из условия
ез- ei - e2,
где ei - эксцентриситет отверстия втулки- реэцедержателя: ез - эксцентриситет отверстия втулки, втулка закреплена в корпусе с
помощью тангенциального зажима, на торцевой поверхности втулки выполнены отверстия для ее поворота, а средство фиксации регулировочной втулки выполнено в виде контргайки. На торцевой поверхности втулки нанесена дополнительная шкала отсчета радиальных перемещений режущего элемента, цена деления которой равна величине, определяемой из условия
С (е2 + ез)соз а,
где а - центральный угол по окружности положения центра оправки в интервале 0- 360°, а шкала отсчета радиальных перемещений режущего элемента, выполненная на регулировочной втулке имеет цену деления величиной, определяемой из условия
-an(Pi)
180° Р2
(ei + С),
где PI - шаг резьбы регулировочной втулки, мм; Рг - шаг резьбы втулки-резцедержателя, мм; ет эксцентриситет отверстия втулки-резцедержателя относительно ее оси, мм; 62 - эксцентриситет отверстия втулки относительно ее оси, мм; ез - эксцентриситет отверстия корпуса относительно его оси, мм, ctri (Pi) - центральный угол одного деления шкалы регулировочной втулки, град.
Предлагаемая расточная головка обеспечивает расширение технологинеских возможностей при растачивании ступенчатых отверстий в корпусных деталях на расточных станках за несколько рабочих ходов пу тем расширения диапазона регулирования выдвижения режущего элемента и обеспечения большей разности между диаметром растачиваемых ступеней, начальным диаметром отверстия и диаметром втулки-резцедержателя..
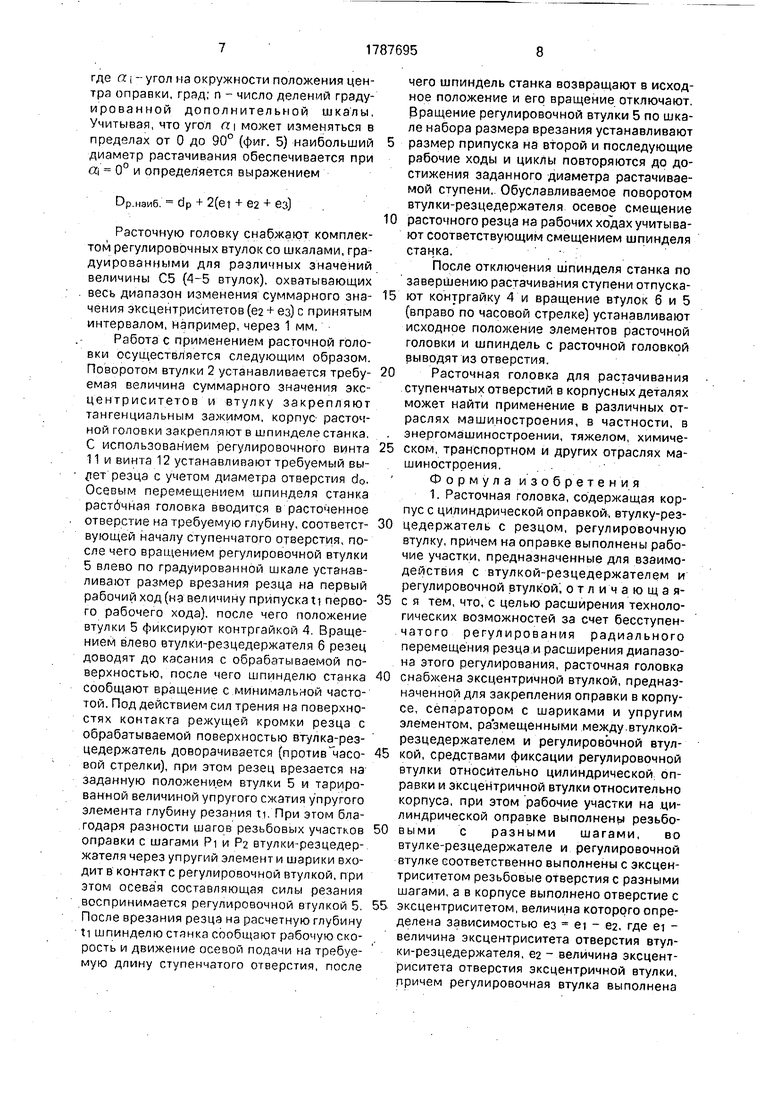
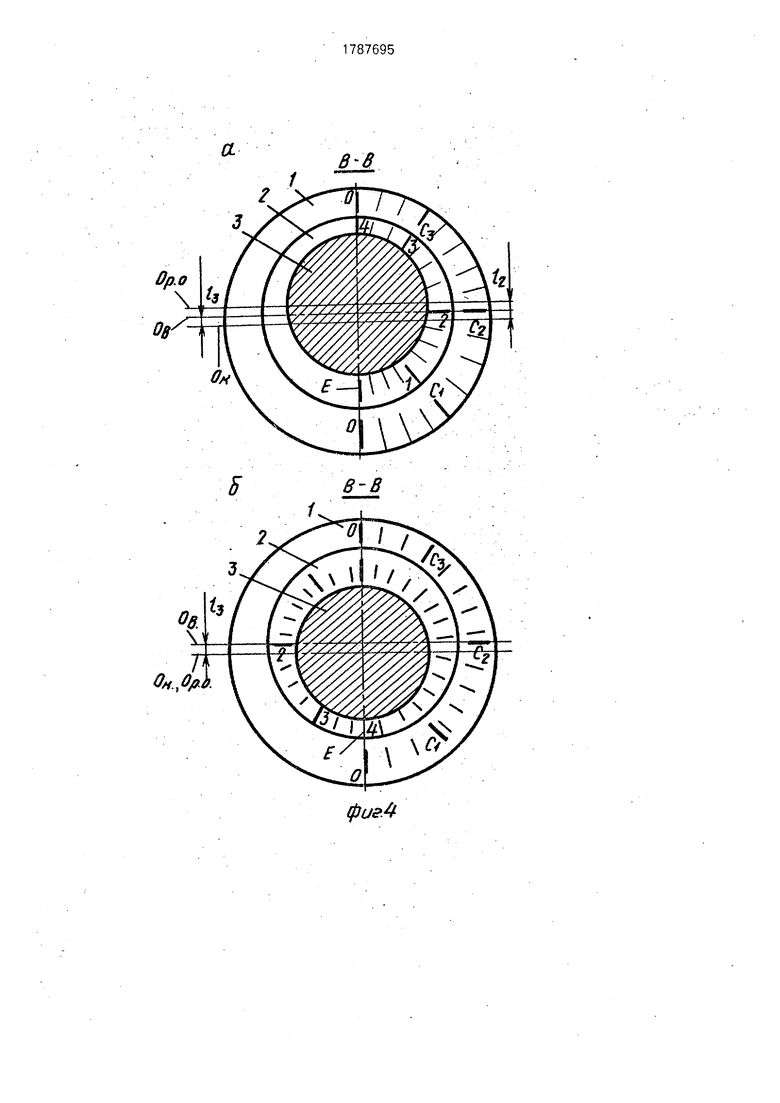
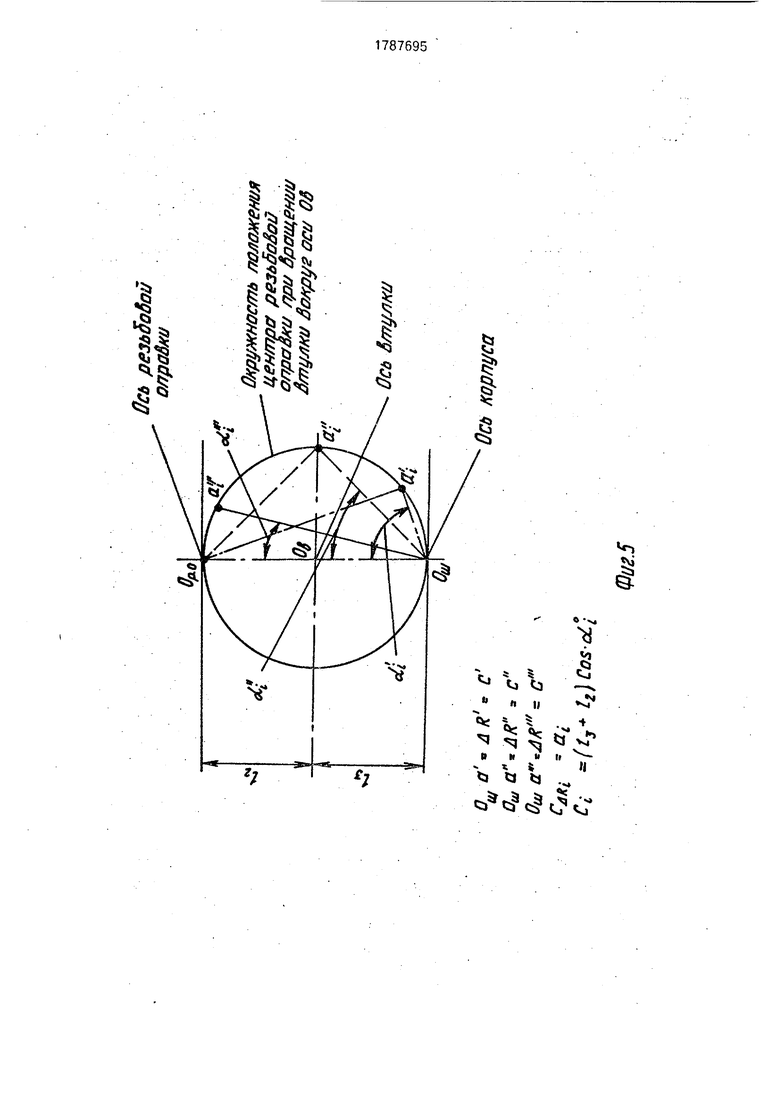
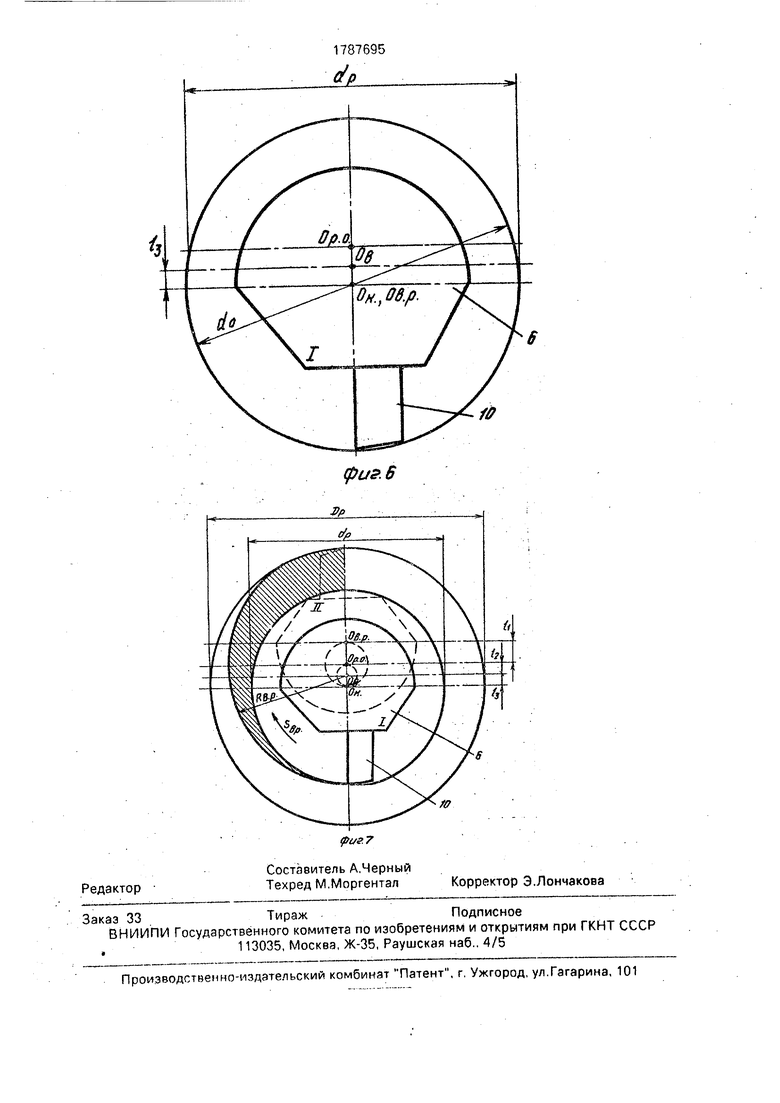
На фиг. 1 приведен общий вид расточной головки; на фиг, 2 - вид по стрелке А на фиг.Л: на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4а- разрез В-В на фиг. 1. при положении втулки в верхнем положении; на фиг. 46 - разрез В-В при повороте втулки на 180°; на фиг, 5 - схема к расчету градуированной шкалы отсчета изменения величины суммарного эксцентриситета (еа +ез) при повороте втулки для трех значений угла поворота а на фиг. 6 - схема установки расточной головки в растачиваемом отверстии в начальном положении d0 dp; на фиг. 7 - схема регулирования радиального размера вреза- ния RBp при растачивании ступени Dp, I - начальное положение, И - конечное положение.
Расточная головка содержит корпус 1, в эксцентрично расположенном с эксцентриситетом ез относительно оси корпуса 1 отверстии которого закреплена втулка 2 с резьбовым отверстием, эксцентрично расположенным с эксцентриситетом е2 относительно оси втулки, в которое ввернута оправка 3, на которой выполнены резьбовые участки И, г с резьбой соответственно шага Pi, Рг, резьбовой участог h с резьбой шага PL примыкающий к корпусу расточной головки, сопряжен с эксцентрично выполненным с эксцентриситетом 62 резьбовым отверстием контргайки 4 и регулировочной втулки 5, а резьбовой участок 2 с резьбой шага Р2 сопряжен с эксцентрично выполненным с эксцентриситетом ei резьбовым отверстием втулки-резцедержателя 6, причем регулировочная втулка 5 контактирует одним торцем, на котором выполнена кольцевая проточка радиусом г через шарики 7, закрепленные в сепараторе 8 с ответной кольцевой проточкой упругого элемента 9, другой торец которого контактирует с торцем втулки-резцедержателя б, на переднем
конце которого под углом р° к оси закреплен резец цилиндрической формы 10, выдвижение которого регулируется винтом 11, а сам резец закреплен винтами 12. Положение оправки 3 во втулке 2 фиксируется винтом 13, положение втулки 2 при ее поворотах фиксируется тангенциальным зажимом, содержащим шток 14, втулку 15 и гайку 16, от проворота шток фиксируется винтом 17. На наружной поверхности втулки-резцедержателя 6, регулировочной втулки 5 и контргайки 4 выполнены отверстия Д, с использованием которых с помощью специального ключа осуществляется вращение втулки и контргайки при регулировании размера выдвижения расточного резца, на торцевой поверхности втулки 2 выполнены отверстия Е, посредством которых с помощью специального ключа осуществляется поворот втулки 2 при регулировании суммарного эксцентриситета (в2 + ез). На цилиндрической поверхности регулировочной втулки 5 на участках, примыкающих к контргайке 4 и упругому элементу 9 нанесены шкалы Ж отсчета радиальных перемещений врезания резца 10 (фиг. 2).
Шкалу отсчета радиальных перемещений врезания расточного резца на рабочих ходах градуируют согласно зависимости
(PQ( } 180° Р2
где С (е2 + ез)соз а
ei - эксцентриситет отверстия втулки- резцедержателя относительно ее оси, мм; 62 - эксцентриситет отверстия втулки относительно ее оси, мм; ез - эксцентриситет отверстия корпуса относительно его оси, On(Pi) - центральный угол одного деления регулировочной втулки, град; PI - шаг резьбы регулировочной втулки, мм; Р2 - шаг резьбы
втулки-резцедержателя, мм; а - центральный угол на окружности положения центра оправки в интервале 0-360°, град.
На наружной поверхности втулки-резцедержателя 6, регулировочной втулки 5 и
на корпусе 1 выполнены лыски И и нанесены риски О начала отсчета перемещений . режущего элемента соответственно положению, при котором величины эксцентриситетов суммируются. Градуирование
дополнительной шкалы отсчета радиальных перемещений режущего элемента на торцевой поверхности втулки осуществляют (фиг. 5) согласно условию
25
Сп (в2 + ез)соз а п.
где п - число делений дополнительной градуированной шкалы; ссп центральный угол на окружности положения центра оправки в интервале 0-360°.
При положении втулки 2 в корпусе, приведенному на фиг. 1, регулирование диаметра растачиваемой ступени осуществляется за счет изменения кругового положения
втулки-резцедержателя, при этом пределы регулирования определяются из выражения
40
Dpi 2 2 (ei + 62 + ез),
где п -число делений градуированной шкалы на угле ijf поворота регулировочной втулки.
При повороте втулки 2 на 180° ось оправки при равенстве 62 ез совмещается с осью корпуса 1, при этом 62 0 и диаметр растачивания составит
50
Dp dp + 2ei
(D
При промежуточных положениях втулки 2 в интервале от 0 до 180° пределы регулирования растачиваемой ступени определя- ются из выражения
Dpi 2 Ј (ei + Ci)(2)
i 0
Ci (в2 + ез)соз «i,
(3)
где а - угол на окружности положения центра оправки, град; п - число делений грэду- ированной дополнительной шкалы, Учитывая, что угол а может изменяться в пределах от 0 до 90° (фиг. 5) наибольший диаметр растачивания обеспечивается при щ 0° и определяется выражением
Ор.наиб. dp + 2(et + 62 + ез)
Расточную головку снабжают комплектом регулировочных втулок со шкалами, градуированными для различных значений величины С5 (4-5 втулок), охватывающих весь диапазон изменения суммарного значения эксцентриситетов (е2 + ез) с принятым интервалом, например, через 1 мм,
Работа с применением расточной головки осуществляется следующим образом. Поворотом втулки 2 устанавливается требуемая величина суммарного значения эксцентриситетов и втулку закрепляют тангенциальным зажимом, корпус- расточной головки закрепляют в шпинделе станка, С использованием регулировочного винта 11 и винта 12 устанавливают требуемый вылет резца с учетом диаметра отверстия d0. Осевым перемещением шпинделя станка расточная головка вводится в расточенное отверстие на требуемую глубину, соответствующей началу ступенчатого отверстия, после чего вращением регулировочной втулки 5 влево по градуированной шкале устанавливают размер врезания резца на первый рабочий ход(нзвеличину припускаti первого рабочего хода), после чего положение втулки 5 фиксируют контргайкой 4. Вращением влево втулки-резцедержателя б резец доводят до касания с обрабатываемой поверхностью, после чего шпинделю станка сообщают вращение с минимальной частотой. Под действием сил трения на поверхностях контакта режущей кромки резца с обрабатываемой поверхностью втулка-резцедержатель доворачивается (против часо- вой стрелки), при этом резец врезается на заданную положением втулки 5 и тарированной величиной упругого сжатия упругого элемента глубину резания t.i. При этом благодаря разности шагов резьбовых участков оправки с шагами Pi и Р2 втулки-резцедержателя через упругий элемент и шарики входит в контакт с регулировочной втулкой, при этом осевая составляющая силы резания .воспринимается регулировочной втулкой 5. После вреззния резца на расчетную глубину ti шпинделю стянка сообщают рабочую скорость и движение осевой подачи на требуемую длину ступенчатого отверстия, после
чего шпиндель станка возвращают в исходное положение и его вращение отключают. Вращение регулировочной втулки 5 по шкале набора размера врезания устанавливают
размер припуска на второй и последующие рабочие ходы и циклы повторяются до достижения заданного диаметра растачиваемой ступени,. Обуславливаемое поворотом втулки-резцедержателя осевое смещение
0 расточного резца на рабочих ходах учитывают соответствующим смещением шпинделя станка. .-.
После отключения шпинделя станка по завершению растачивания ступени отпуска5 ют контргайку 4 и вращение втулок 6 и 5 (вправо по часовой стрелке) устанавливают исходное положение элементов расточной головки и шпиндель с расточной головкой выводят из отверстия.
0 Расточная головка для растачивания ступенчатых отверстий в корпусных деталях может найти применение в различных отраслях машиностроения, в частности, в . энергомашиностроении, тяжелом, химиче5 ском, транспортном и других отраслях машиностроения. . . Формула изобретения 1. Расточная головка, содержащая корпус с цилиндрической оправкой, втулку-рез0 цедержатель с резцом, регулировочную втулку, причем на оправке выполнены рабочие участки, предназначенные для взаимодействия с втулкой-резцедержателем и регулировочной втулкой , отличающая5 с я тем, что, с целью расширения технологических возможностей за счет бесступенчатого регулирования радиального перемещения резца и расширения диапазона этого регулирования, расточная головка
0 снабжена эксцентричной втулкой, предназначенной для закрепления оправки в корпусе, сепаратором с шариками и упругим элементом, размещенными между.втулкой- резцедержателем и регулировочной втул5 кой, средствами фиксации регулировочной втулки относительно цилиндрической, оправки и эксцентричной втулки относительно корпуса, при этом рабочие участки на .цилиндрической оправке выполнены резьбо0 выми с разными шагами, во втулке-резцедержателе и регулировочной втулке соответственно выполнены с эксцентриситетом резьбовые отверстия с разными шагами, а в корпусе выполнено отверстие с
5 эксцентриситетом, величина которого определена зависимостью ез - ei - 62. где ei - величина эксцентриситета отверстия втулки-резцедержателя, в2 - величина эксцентриситета отверстия эксцентричной втулки, причем регулировочная втулка выполнена
Со шкалой отсчета радиальных перемещений резца, а на торцевой поверхности эксцентричнойвтулки нанесена дополнительная шкала отсчета радиальных перемещений резца. 5
2. Расточная головка по п. 1, о т л и ч а- ю щ а я с я тем, что средство фиксации эксцентричной втулки в корпусе выполнено в виде тангенциального зажима,ю
3. Расточная головка поп. 1, о т л и ч а- ю щ а я с я тем, что на торцевой поверхности эксцентричной втулки выполнены отверстия, предназначенные для взаимодействия со средством поворота втулки.
А. Расточная головка по п. 1, отличающаяся тем, что средство фиксации регулировочной втулки относительно цилиндрической оправки выполнено в виде контргайки. -J
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1989 |
|
SU1729702A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Резцовая головка | 1989 |
|
SU1808482A1 |
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| Стенд для измерения | 1985 |
|
SU1263497A2 |
| Устройство для подналадки резца | 1984 |
|
SU1196151A1 |
| УСТРОЙСТВО ПРЕЦИЗИОННОГО ПЕРЕМЕЩЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2024 |
|
RU2835217C1 |
| Расточная головка | 1989 |
|
SU1703278A1 |
| Устройство для растачивания сферических отверстий | 1989 |
|
SU1710194A1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
Использование: при растачивании ступенчатых отверстий в корпусных деталях через отверстие меньшего диаметра на расточных станках, в частности, для растачивания ступенчатых отверстий в донной части глухих отверстий. Сущность изобретения: расточная головка содержит корпус 1, снабженный эксцентричной втулкой 2, предназначенной для закрепления оправки 3 в корпусе 1, при этом рабочие участки на оправке 3 выполнены резьбовыми с разными шагами, на резьбовых участках установлены втулка-резцедержатель 6, регулировочная втулка 5 со шкалой отсчета радиальных перемещений резца 10 и контргайка 4 для фиксации регулировочной втулки 5, при этом во втулке-резцедержателе 6, регулировочной втулке 5 и контргайке 4 выполнены с эксцентриситетом резьбовые отверстия с разными шагами, головка снабжена сепаратором 8 с шариками 7 и упругим элементом 9, отверстие в корпусе 1 tiy.fr выполнено с эксцентриситетом относительно его оси величиной, определяемой из условия ез ei - 62, где ei - эксцентриситет отверстия втулки-резцедержателя 6, еа - эксцентриситет отверстия эксцентричной втулки 2, а последняя закреплена в корпусе 1 с помощью тангенциального зажима и на ее торцевой поверхности выполнены отверстия Е для ее поворота и нанесена дополнительная градуированная шкала отсчета радиальных перемещений режущего элемента. Поворотом втулки 2 устанавливается требуемая величина суммарного значения величины эксцентриситетов, втулку 2 закрепляют тангенциальным зажимом. Корпус 1 расточной головки закрепляют в шпинделе станка. Вращением регулировочной втулки 5 против часовой стрелки по градуированной шкале устанавливают размер вреэания резца на первый рабочий ход ti, после чего положение втулки 5 фиксируют контргайкой 4. Вращением втулки-резцедержателя 6 против часовой стрелки резец доводят до касания с обрабатываемой поверхностью, после чего шпинделю станка сообщают вращение с минимальной частотой вращения. Под действием сил трения на поверхностях контакта режущей кромки резца с обрабатываемой поверхностью втулка-резцедержатель 6 доворачивается против часовой стрелки, при этом резец врезается на заданную глубину ti. 3 з.п.ф-лы, 7 ил. 6- Л. Qctfnyjw pfjuerfep- хотеля Off, (Л С vj 00 VI ON О СП
Фие.З
а
фигА
«t
У8
i § n|
HI
| Расточный инструмент | 1986 |
|
SU1399002A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
