Известны устройства для автоматической подачи изделий по лотку, выполненные в виде бесконечной цепи, снабженной поворотными подпружиненными консольными толкающими упорами.
Описываемое устройство относится к такому же типу устройств и предназначено для осуществления периодической выдачи изделий с участка лотка, служащего накопителем, партиями, кратными подаваемым.
Достигается это тем, что в устройстве применена вторая аналогич-. ная цепь, расположенная с противоположной стороны накопителя, рабо -тающая с тем же ритмом, но с другой периодичностью движения, кратной первой цепи.
Для обеспечения жесткого упора цепи в перемещаемое изделие и для его дальнейшего продвижения с другой периодичностью упоры смонтированы на консольных отростках пластин цепи с возможностью одностороннего поворота от среднего перпендикулярного к цепи положения против действия пружины.
Фиксирование подаваемых изделий вне накопителя достигается тем, что на позициях обработки применена каретка, перемещаемая перпен.дикулярно к цепи и несущая один неподвижный упор и один поворотный подпружиненный упор, прижимающий изделие к неподвижному упору и взаимодействующий с копиром на подпружиненном ползуне, подвижно смонтированным на каретке и поворачивающим упор в открытое положение при перемещении ползуна в сторону отвода его против действия пружины.
126410- 2 Ползун каретки снабжен контактами для подключения изделия, к электрической сети. Для унравления движениями ценей и кареток применено программное устройство, периодически включающее приводы соответствуюидих механизмовДля использования устройства в автоматических и полуавтоматических линиях, содержащих п аналогичных накоплений на соответствующих участках лотка, и выдачи из них изделий кратными партиями применено п-Ь1 аналогичных цепей.
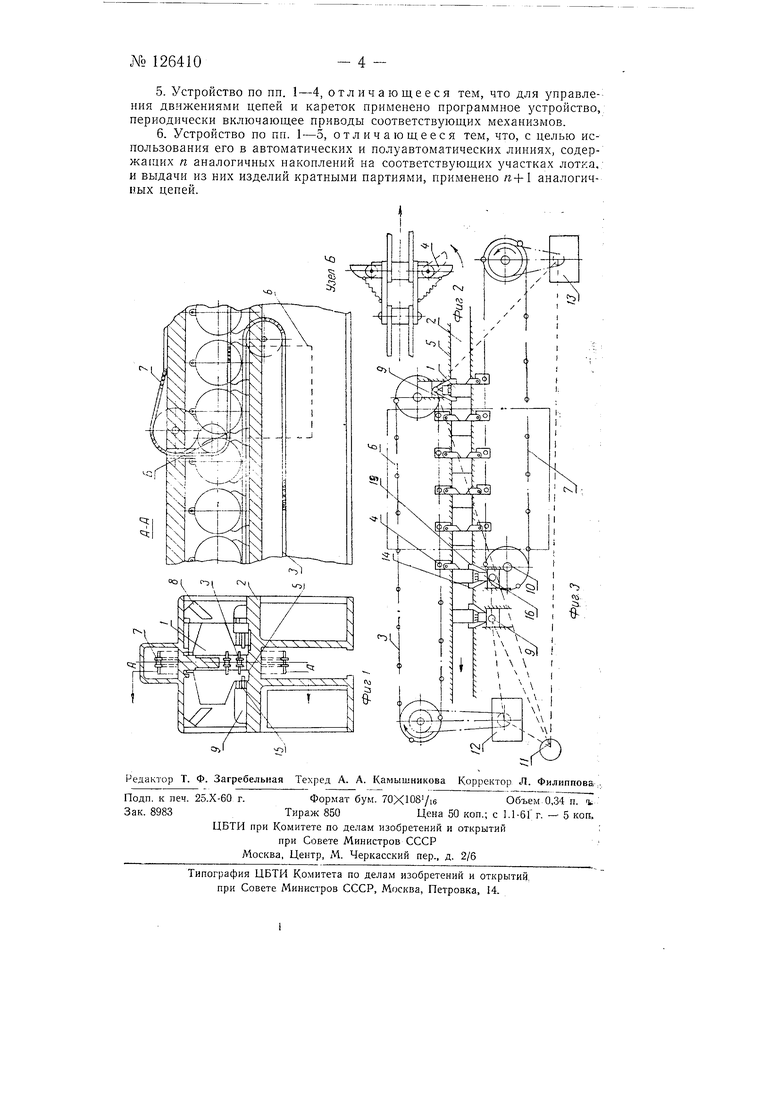
На фиг. 1 схематически показано устройство в поперечном разрезе,; на фиг. 2 -- разрез по А-А на фиг. 1 и узел Б; на фиг. 3 - кинематическая схема устройства.
Устройство для автоматической подачи изделий / по лотку 2 выполнено в виде бесконечной цепи 3, снабженной поворотными подпружиненными упорами 4.
Изделия двигаются (скользя) в направляющих 5 двумя параллельными рядами. Передвижение происходит периодически партиями, величина которых зависит от продолжительности операции. Период (ритм) передвижения с одной операции на другую тоже зависит от длительности операции, т. е- зависит от величины партии, при этом партии выбираются по величине ICpaTHbiMii (их отношение равно целым числам). Изменение длительности операции осуществляется путем применения накопителя 6, установленного в местах перехода от одной операции h другой. Изделие на участке накопителя 6 перемещается с помощью основной бесконечной цепи t и аналогичной цепи 7, расположенной с противоположной стороны накопителя. Одна из цепей пульсирует в одном ритме (например, перемещает малые партии в кратком ритме), а вгорая - в другом (например, передвигает большие партии в длительном ритме). Расположенные на цепях J и 7 поворотш ге поднружииегшые толкающие упоры 4 установлены таким образом, что при движении одной цепи упоры другой (в местах накопителя) не мешают перемещению изделий вдоль линии, хотя вторая цепь находится в это время в неподвижном состоянии.
Против каждого изделия 1 номещен бесконтактный датчик 8, служащий для получения необходимых сигналов от шкалы или диска (метки) при автоматизации таких процессов, как, например, регулировка и поверка приборов. Для точной фиксации изделия относительно датчика примепено фиксирующее приспособление (каретка) 9. Так как направляющие 10 фиксирующего приспособления жестко связаны с направляющими 5 линии, то эта фиксация получается очень точной. Работает устройство следующим образомПринудительный малый ритм периодического перемещения малых партий изделий задается согласно длительности краткой операции, затем поступает команда от программного устройства 11 (например, типа реле времени с синхронным двигателем), которое включает согласно этому ритму, например, привод 12, а согласно другому ритму - больщому - привод 13. После остановки каждой из цепей по сигналу от программного устройства и от соответствующего привода 12 или 13 сработают с помощью кулачкового включателя фиксирующие приспособления 9, которые фиксируют все передвинутые на шаг изделия (на всех операциях одинакового типа одновременно) и подключают питание к ним.
При прохождении партии изделий мимо фиксирующих приспособлений их упоры 14, зажимы 15 и контактные устройства 16 находятся под действием пружин в максимальном удалении от линии и тем самым не препятствуют свободному прохождению изделий. Затем при остановке цепи (после команды от программного устройства) начинает от привода
(через кулачковое устройство) срабатывать каждое фиксирующее приспособление. Срабатывание происходит индивидуально через амортизирующие пружины. Вначале происходит приближение к изделию упора 14 и зажил а 15, а затем с помощью зажима 15 изделие фиксируется в определенном месте направляющих 5 линии путем прижатия к упору 14. После этого происходит приближение контактного устройства 16 i: контактам (клеммам).
После окончания операции на данном рабочем участке подается сигнал от программного устройства 11, и изделия всей партии освобождаются от фиксации, иосле чего срабатывает привод и бесконечные цепи передвинут все партии изделий одинаковой величины на следующую операцию.
Диалогичным образом работают цепи и фиксирующие приспосооле ния на всех операциях с другим ритмом, причем иа участке накопителя 6 отсутствуют фиксирующие приспособления и включение привода цепи, предназначенной для передвижения большой партии изделий, происходит всякий раз через более длительный (кратный) Промежуток времени.
Накопительный участок заполняется изделиями в один или два параллельных ряда. Это заполнение при переходе от длинной операции к краткой происходит за один длиниый шаг одной из бескоиечных цепей, работающей с больщим периодом. В случае же перехода от краткой операции к длинной накопитель заполняется (в соответствии с выбраинон кратностью операций) за несколько малых шагов второй цепи, т. е. несколькими малыми партиями изделий, так как под одиим тагом цеии подразумевается передвижение всей иартии изделий с одной операции на другую или же в иакоиительный участок.
Предмет изобретения
1.Устройство для автоматической подачи изделий по лотку, выполненное в виде бескоиечиой цепи, снабжениой поворотпыми подпружннениыми консольными толкающими уиорами, отличающееся тем, что, с целью иериодической выдачи изделий с участка лотка, служащего накопителем, иартиями, кратными подаваемым, применена вторач аналогичная цепь, расположенная с противоположной стороны накопителя и работающая с тем же ритмом, но с другой периодичностью движения, кратной первой цепи.
2.Форма выполиеиия устройства ио п. 1, отл и ч а ю щ а я с я тем, что для жесткого упора цепи в перемещаемое изделие и для его дальнейшего продвижения с другой периодичностью движения упоры с.монтированы на консольных отростках пластнн цепи с возможностью одностороннего новорота от среднего иернендикулярного к цепи иоложения против действия пружины.
3.Устройство но пп. 1 и 2, отличающееся тем, что, с целью фиксирования нодаваемого изделия вне накопителя, на позиции обработки, применена каретка, перемещаемая перпендикулярно цепи и иесущая один неподвижный уиор и один поворотиый подпружипениый упор, прижимающий изделие к ненодвижному уиору и взаимодействующий с копиром на подпружиненном ползуне, подвижно смонтированным на. кяретке и поворачивающим упор в открытое положение при перемещении ползуна в сторону отвода его против действия пружины4.Устройство по пп. 1-3, отличающееся тем, что ползун каретки снабжен контактами для подключения изделия к электрической сети.
- 3 -ЛЬ 126410
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для регулирования электрических счетчиков | 1960 |
|
SU134331A1 |
| Комплексное устройство для автоматической поверки электрических счетчиков | 1959 |
|
SU127327A1 |
| Устройство для автоматической подачи изделий по лотку | 1960 |
|
SU130839A1 |
| Устройство для перегрузки отливок | 1978 |
|
SU688386A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ПУШКИ | 2001 |
|
RU2195617C1 |
| МНОГОЭТАЖНЫЙ ГАРАЖ-АВТОМАТ | 1993 |
|
RU2075579C1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |