1
Изобретение относится к технологическому оборудованию, применяемому при производстве обуви, в частности при ее сборке.
Известна полуавтоматическая линия для сборки обуви, состоящая из технологических машин для выполнения операции формования заготовок, термофиксации формы, приклеивания подошв и съема обуви, расположенных в технологической последовательности вынолнения операций и смонтированных на общем каркасе. Линия снабжена металлическими площадками, связанными с цепным транспортером, на которых укреплены кареткиспутники с обувными колодками, перемещаемыми вдоль линий машины.
Известна и система «Хот-флекс, разработанная фирмой «Сирон (Англия). Она представляет собой горизонтально замкнутый конвейер, на котором установлено 12 пар металлических колодок с электроподогревом. Управление перемещениями автоматическое и контролируется при помощи электронных реле, обеспечивающих раздельное срабатывание устройства перемещения и прессования 1.
В автоматической системе «Жиордано фирмы «Вигес (Италия) оборудование размещено по периметру овала с примыкающими точками загрузки и выгрузки. При помощи пневматического привода 66 колодок, на которые
надеваются заготовки, перемещаются к каждой рабочей позиции 2.
Полуавтоматическая линия фирмы «Свит (ЧССР) содержит вертикально замкнутый
конвейер, над которым установлена часть технологических машин и который несет металлические колодки, жестко закрепленные на его ветвях 3. Полуавтоматическая линия ПЛК-1-О представляет собой пульсирующий вертикальнозамкнутый конвейер КПЛ-0 с установленными вдоль него машинами-автоматами для выполнения технологических операций 4. Линия снабжена толкателями, подающими колодки
с полуфабрикатами в рабочую зону технологических машин-автоматов.
Линия ПЛК-1-О предназначена для сборки обуви на низком или среднем каблуке одновременно четырех смежных размеров.
Съем каретки с колодкой и обувью (заготовкой) и передача ее в рабочую зону производятся во время остановки конвейера, когда каретка находится против исполнительных органов машин-автоматов.
В линии использовано сложное технологическое оборудование, работающее в обычных конвейерах поточных линий и мало отвечающее принципам автоматической сборки обуви, т. е. требующее ручной регулировки на определенную группу размеров. Поэтому в линии
может одновременно обрабатываться и собираться четыре смежных размера обуви, а для того, чтобы изготовить обувь всех размеров женской и мужской группы, нужио иметь как минимум три линии.
Необходимость высокой точности сопряжения формы и размеров колодок и рабочих органов машин обусловливает применение металлических колодок новышенной точности, что входит в противоречие с присущим обувному производству динамизму ассортимента изделий, частой сменяемости фасонов колодок.
В линии имеется технологическая машина для затяжки обуви, расположенная вне ее, поэтому для обработки обуви рабочий снимает поочередно колодки с заготовками и устанавливает па затяжную машину, а после этого опять крепит колодки на каретку-спутник.
Все каретки-спутники, на которых установлены колодки, жесто связаны с цепью вертикально-замкнутого конвейера и поэтому имеют регламентированный порядок следования, что не позволяет варьировать набором колодок нужного размера для обеспечения выпуска нужной программы.
Примепение для сушки и стабилизации формы открытой тепловой камеры, расположенной в нижней части конвейера, не позволяет интенсифицировать процесс сушки и стабилизации и ведет к увеличению габаритов линии.
В связи с те.-1, что пе все технологические машины па линии являются машинами проходного типа, имеется ряд специальных устройств для передачи кареток-спутников с основного конвейера в зону машины и обратно, вследствие этого усложняется система транспортировки и снижается производительность.
Машина для съема обуви производит сброс готовой обуви в яшик, где она находится в хаотическом состоянии. Это затрудняет ее разбраковку и требует дополнительной рабочей силы для переноски обуви на участках приемки.
Целью изобретения является повышение производительпости труда и упрош,епие обслуживания при смене ростовочно-полнотного ассортимента, т. е. обеспечение возможности обработки не менее 13 номеров возрастных групп размеров и полностью женской или мужской группы обуви без переналадки технологического оборудования.
Для этого в предлагаемой полуавтоматической линии каретки с закрепленными на пих колодками (металлическими, деревянными, пластмассовыми) связаны кинематически направляющими линии и габаритными торцовыми кромками, т. е. независимо одна от другой, и могут при необходимости переставляться в любой последовательности и комплектоваться в любые серии. Свободное пространство под рабочей ветвью линии используется для запаса кареток нужных размеров и фасонов или полнот колодок. Расположенная на рабочей ветви линии серия колодок может совершать любое число циклов, обусловленное
программой, после чего на рабочую ветвь вызывается следующая серия.
ЛРПШЯ имеет накопитель запасных кареток с колодками и механизмы для передачи кареток между приспособлением для перемещения колодок с заготовками и накопителем, при этом накопитель содержит горизонтальные направляющие, расиоложеппые под направляющими приспособлепия для перемещения колодок, а каждый из механизмов для передачи кареток содержит вертикальные направляющие, платформу, установлеппую в направляющих, и привод платформы, причем все технологические машины установлены над приспособлением для перемещения колодок.
С целью форсирования режимов термофиксации линия оборудована камерами, где установлены кварцевые лампы, работающие в импульсном режиме, что уменьшает габариты
линии.
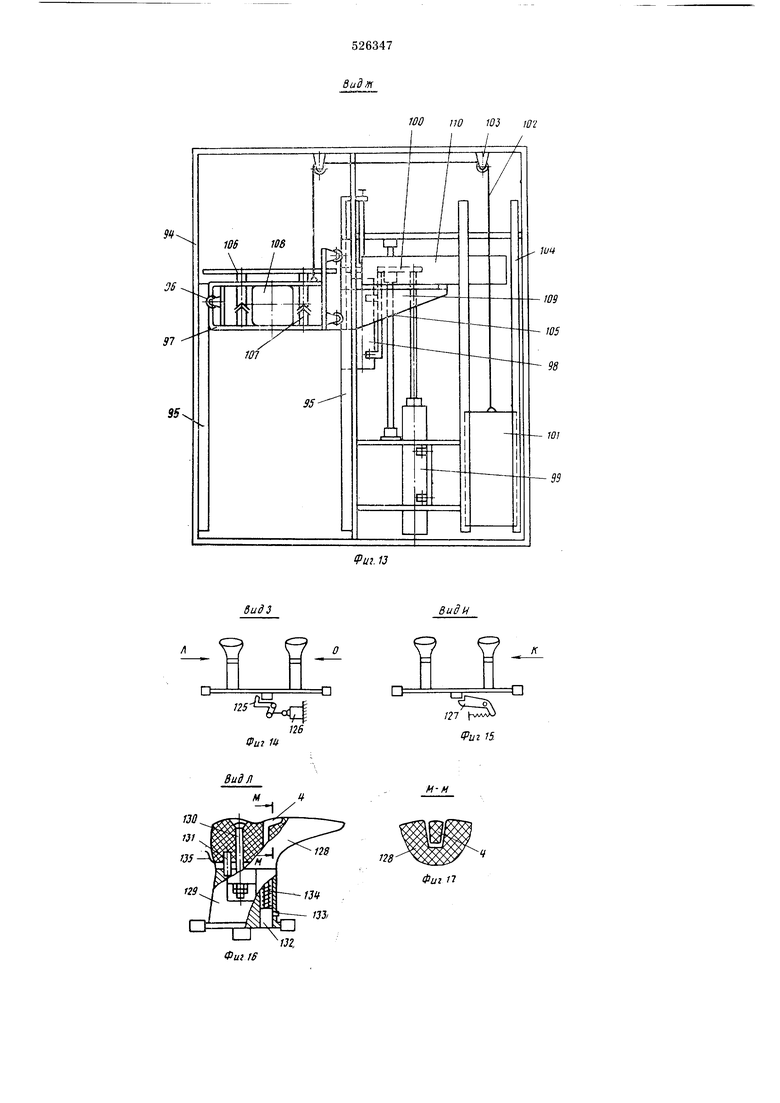
Использование обычных колодок с подпружиненным крючком в виде клина позволяет точно фиксировать и удерживать при последующих операциях гибкий элемент-шнур, который используется для затяжки обуви.
Для непрерывной подачи готовых изделий попарно к столу приемщицы после съема обуви с колодок линия снабжена выносным транспортером обуви.
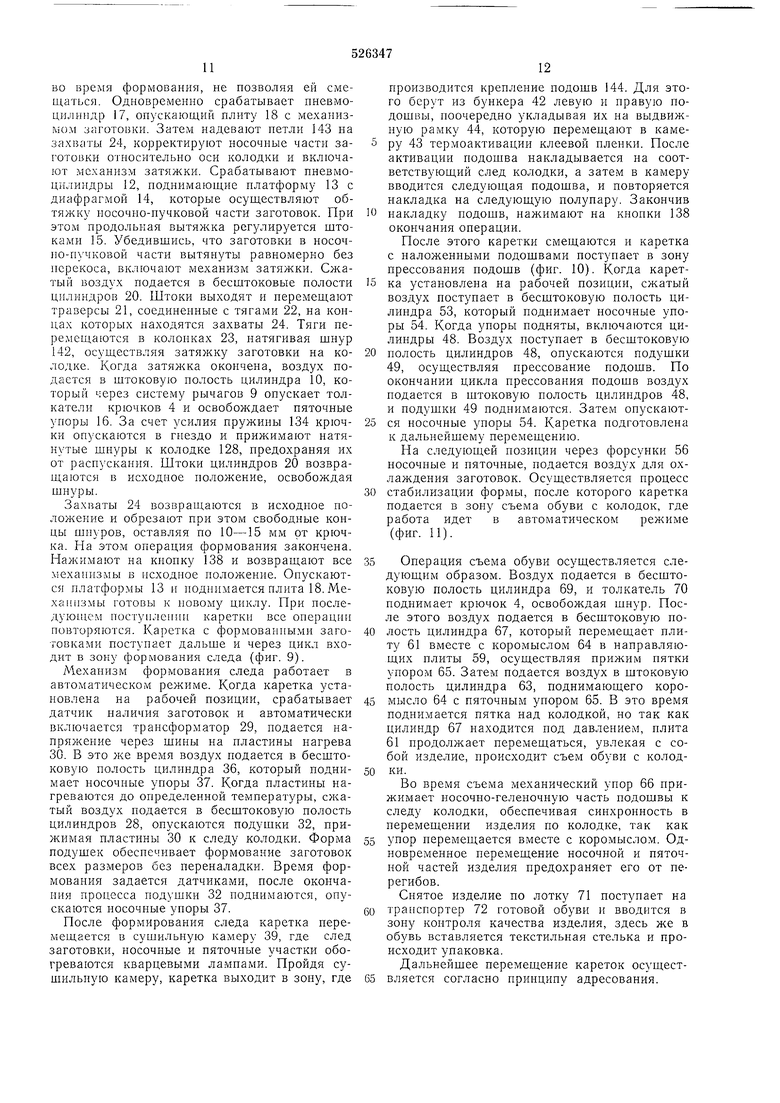
На фиг. 1 схематично изображена предлагаемая полуавтоматическая линия для сборки обуви, например текстильной, с креплением низа клеевым способом, вид сверху, со снятыми облицовочными щитами; на фиг. 2 - узел
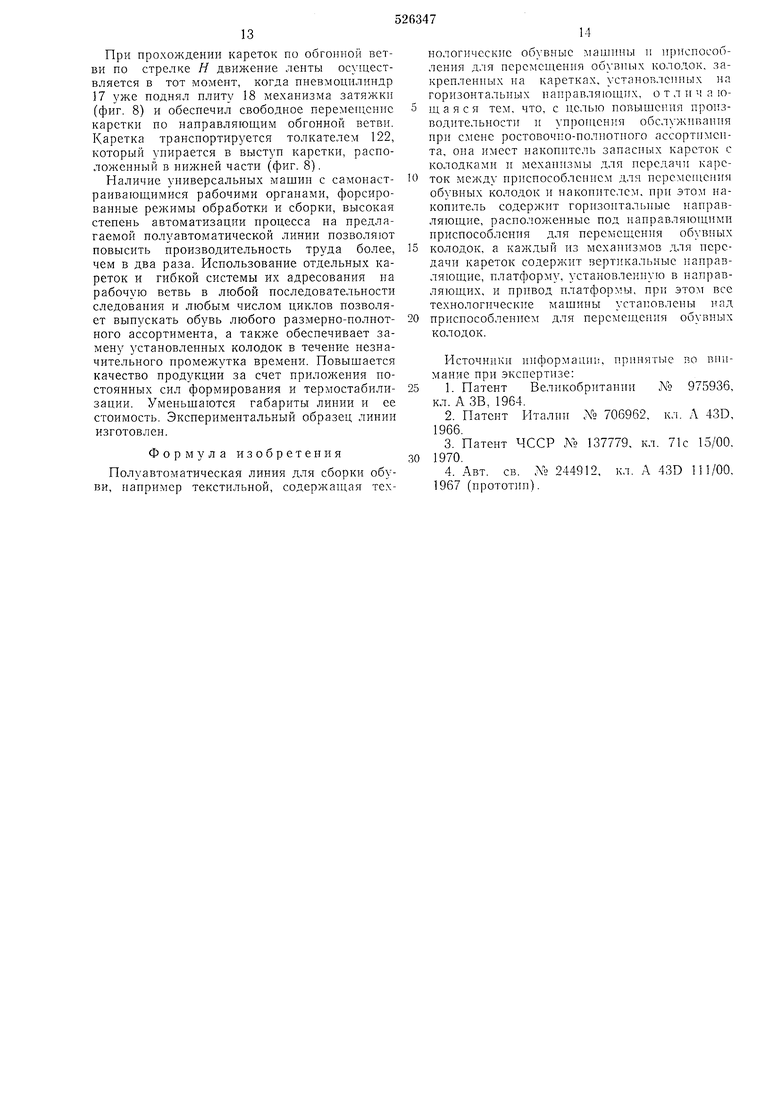
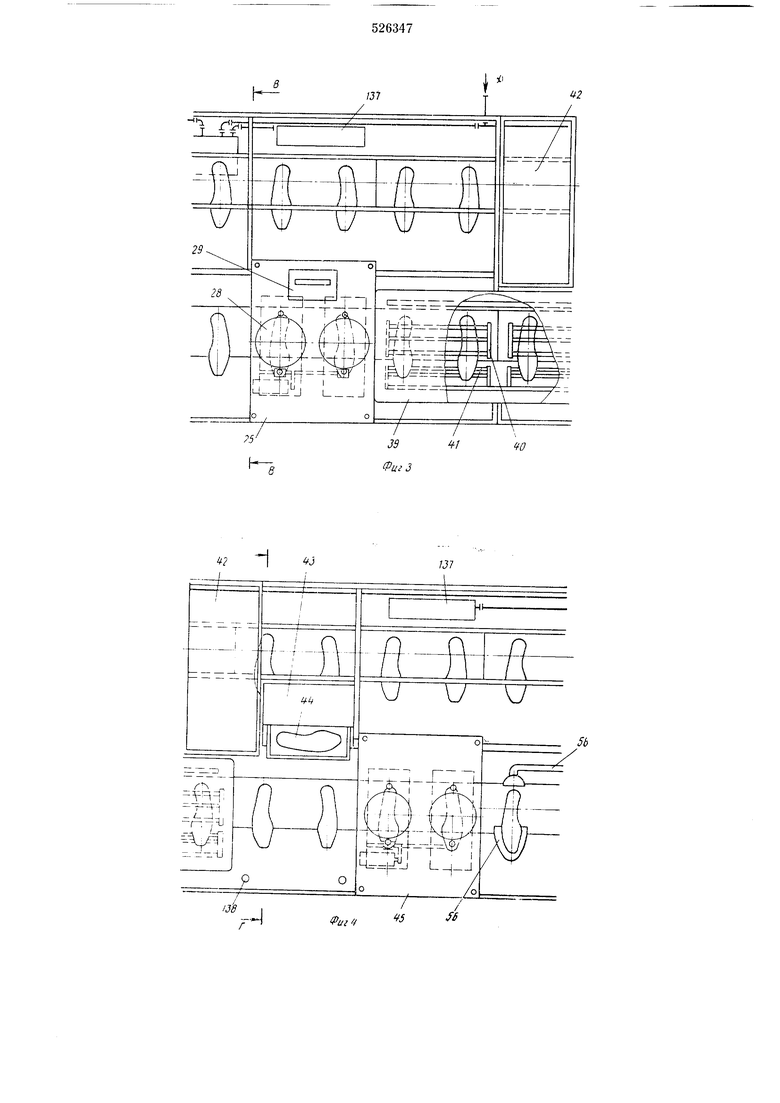
прохождения кареток с позиции на позицию, вид сверху; на фиг. 3 - зона формования следа и сушильная камера, вид сверху; на фиг. 4 - зона прессования подошв и сушильная камера, вид сверху; на фиг. 5 - зона
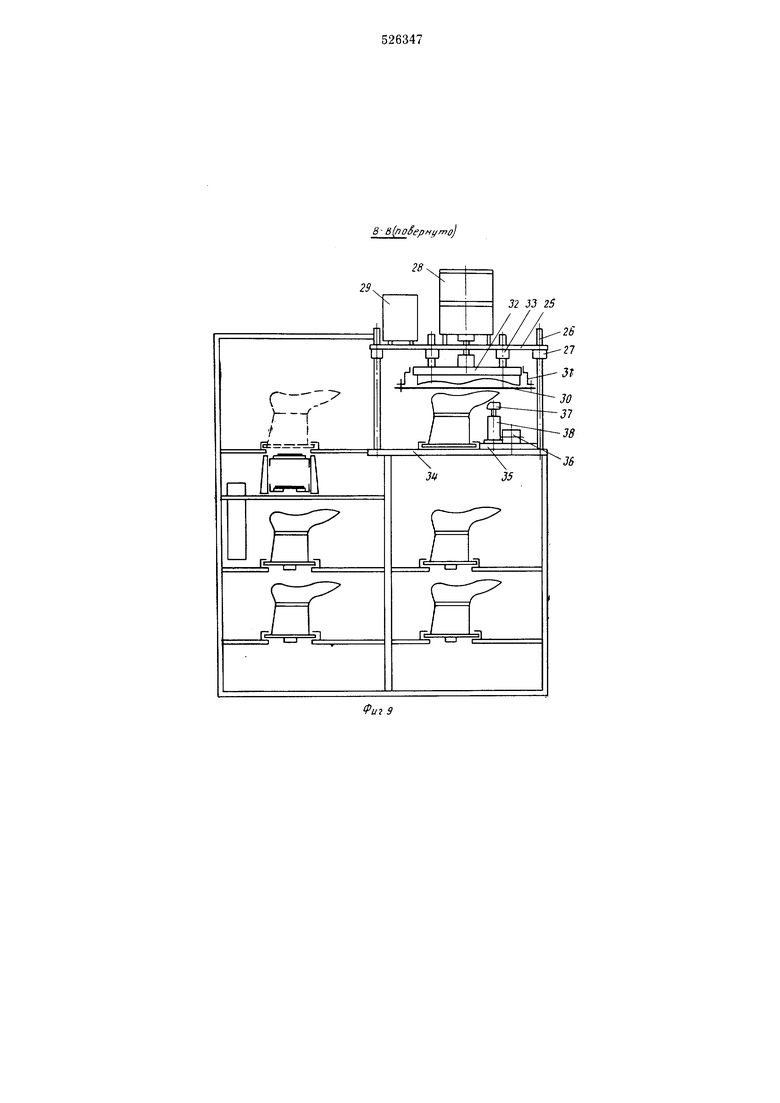
съема колодок с обувью и приспособления для перемещения колодок, вид сверху; па фиг. 6 - зона для передачи и распределения кареток с колодками, вид сверху; на фиг. 7 - разрез по А-А на фиг. 1, зона надевания заготовок; на фиг. 8-разрез по Б-Б на фиг. 2, зона формования заготовок; на фиг. 9 - разрез по В-В на фиг. 3, зона формования следа; па фиг. 10 - разрез по Г-Г на фиг. 4, зона прессования подошв; на фиг. 11 - разрез
по Д-Д на фиг. 5, зона съема обуви с колодок; на фиг. 12 - вид по стрелке Е па фиг. 1, левый механизм для передачи кареток между приспособлением для перемещения колодок и накопителем; на фиг. 13 - вид по стрелке Ж
на фиг. 6, первый механизм для передачи кареток; на фиг. 14-вид по стрелке 3 на фиг. 7, отсекатель крайнего положения кареток; на фиг. 15 - вид по стрелке И на фиг. 11, стопор кареток при их движении по стрелке К;
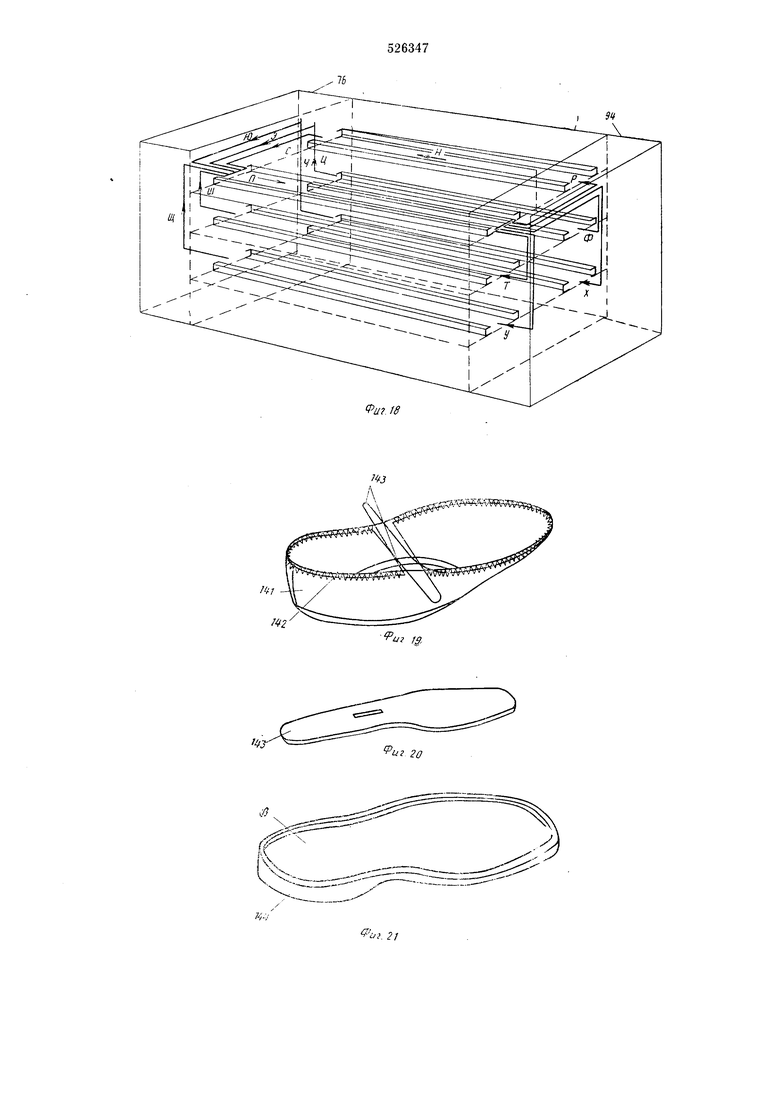
на фиг. 16 - вид по стрелке Л па фиг. 14. конструкция кареткп с колодкой с подпружиненным крючком; па фиг. 17 - разрез по М-М на фиг. 16, гнездо в колодке под крючок и профиль крючка; па фиг. 18 - схема
перехода кареток во время производства обуви; на фиг. 19-21 - элементы обуви, идущие на сборку.
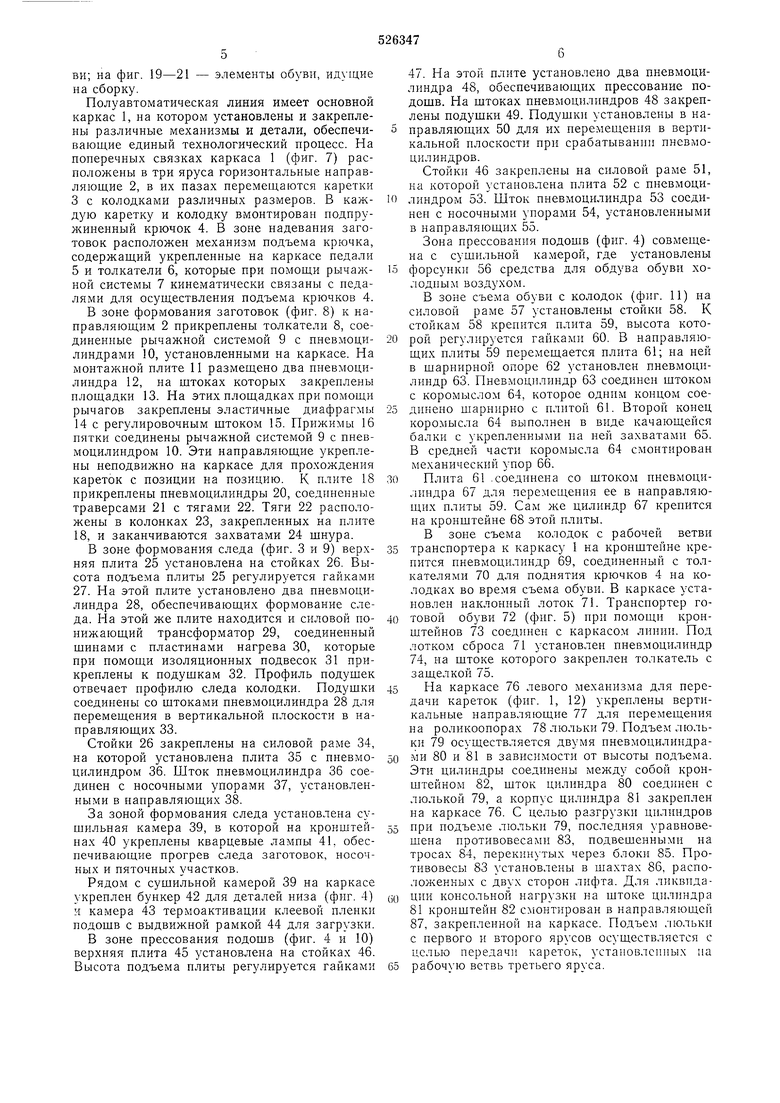
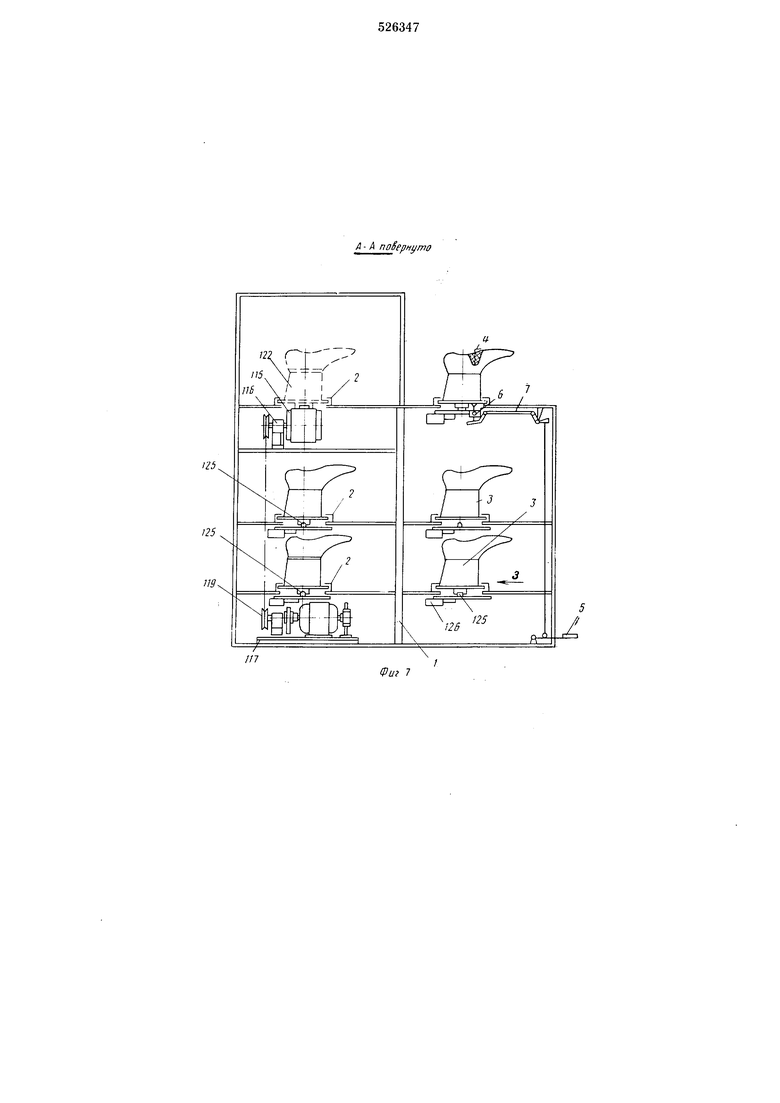
Полуавтоматическая линия имеет основной каркас 1, на котором установлены и закреплены различные механизмы и детали, обеспечивающие единый технологический процесс. На поперечных связках каркаса 1 (фиг. 7) расположены в три яруса горизонтальные направляющие 2, в их пазах перемещаются каретки 3 с колодками различных размеров. В каждую каретку и колодку вмонтирован подпружиненный крючок 4. В зоне надевания заготовок расположен механизм подъема крючка, содержащий укрепленные на каркасе педали 5 и толкатели 6, которые при помощи рычажной системы 7 кинематически связаны с педалями для осуществления подъема крючков 4.
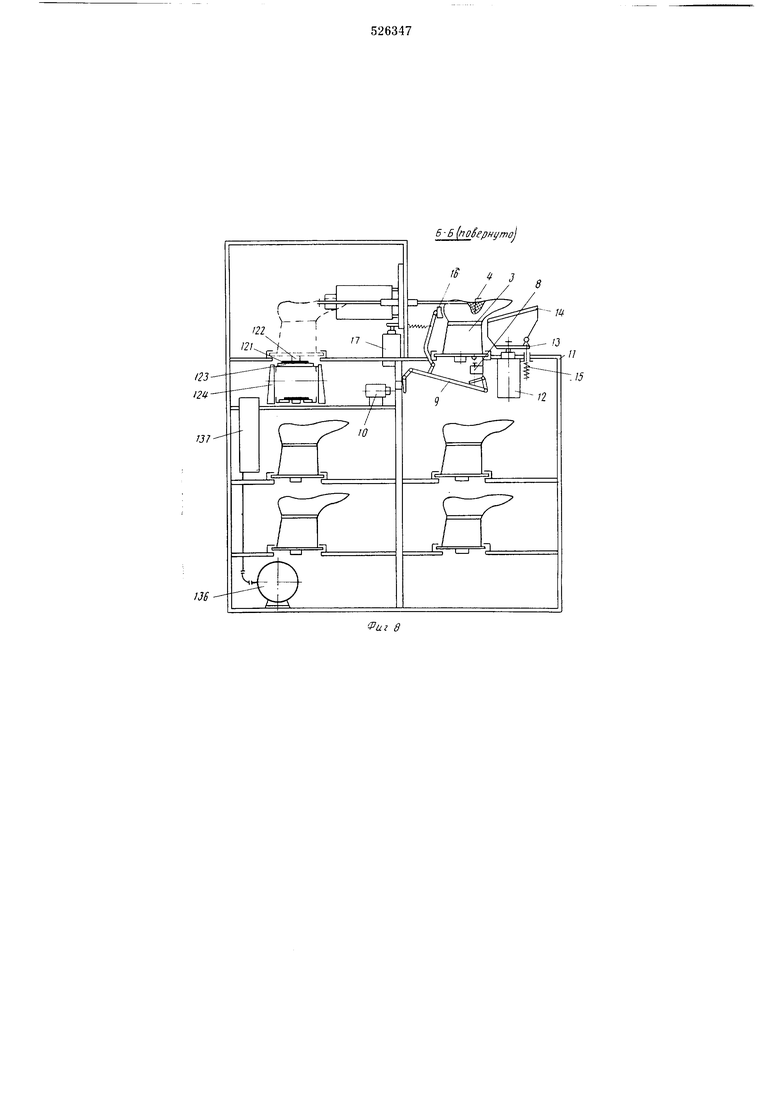
В зоне формования заготовок (фиг. 8) к направляющим 2 прикреплены толкатели 8, соединенные рычажной системой 9 с пневмоцилиндрами 10, установленными на каркасе. На монтажной плите 11 размещено два пневмоцилиндра 12, на штоках которых закреплены площадки 13. На этих площадках при помощи рычагов закреплены эластичные диафрагмы 14 с регулировочным штоком 15. Прижимы 16 пятки соединены рычажной системой 9 с пневмоцилиндром 10. Эти направляющие укреплены неподвижно на каркасе для прохождения кареток с позиции на позицию. К плите 18 прикреплены пневмоцилиндры 20, соединенные траверсами 21 с тягами 22. Тяги 22 расположены в колонках 23, закрепленных на плите 18, и заканчиваются захватами 24 щнура.
В зоне формования следа (фиг. 3 и 9) верхняя плита 25 установлена на стойках 26. Высота подъема плиты 25 регулируется гайками 27. На этой плите установлено два пневмоцилиндра 28, обеспечивающих формование следа. На этой же плите находится и силовой понижающий трансформатор 29, соединенный шинами с пластинами нагрева 30, которые при помощи изоляционных подвесок 31 прикреплены к подушкам 32. Профиль подушек отвечает профилю следа колодки. Подушки соединены со штоками пневмоцилиндра 28 для перемещения в вертикальной плоскости в направляющих 33.
Стойки 26 закреплены на силовой раме 34, на которой установлена плита 35 с пневмоцилиндром 36. Шток пневмоцилиндра 36 соединен с носочными упорами 37, установленными в направляющих 38.
За зоной формования следа установлена сушильная камера 39, в которой на кронштейнах 40 укреплены кварцевые лампы 41, обеспечивающие прогрев следа заготовок, носочных и пяточных участков.
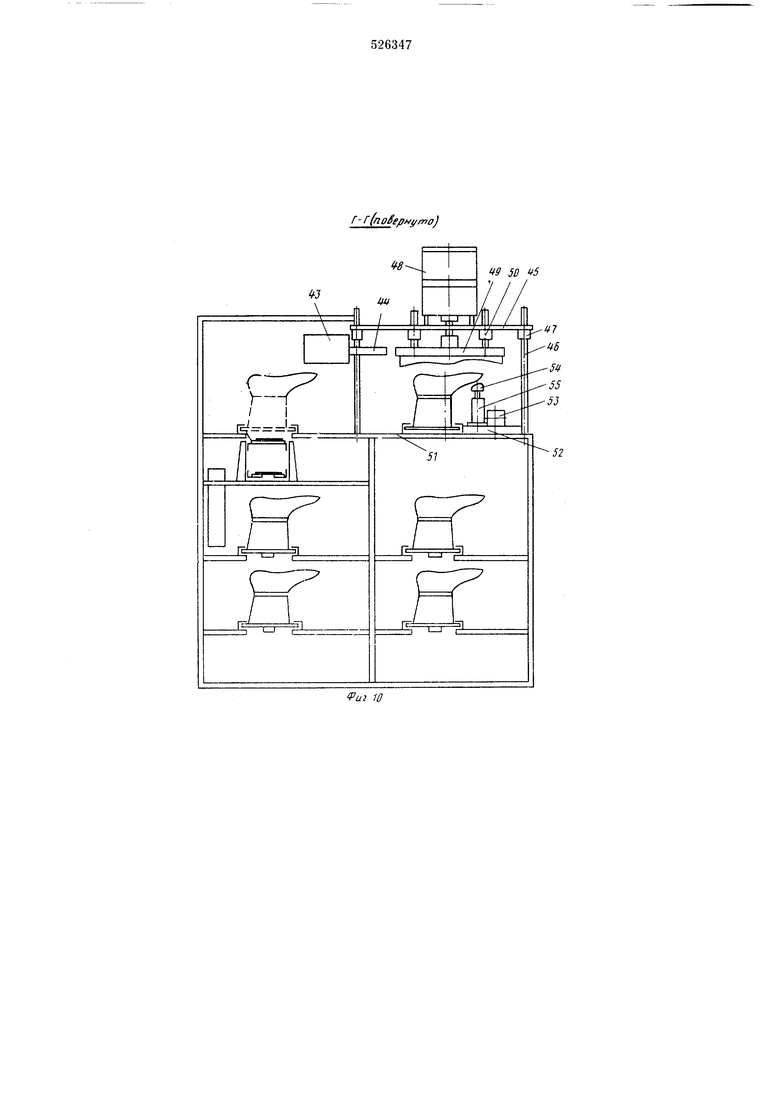
Рядом с сушильной камерой 39 на каркасе укреплен бункер 42 для деталей низа (фиг. 4) м камера 43 термоактивации клеевой пленки подошв с выдвижной рамкой 44 для загрузки.
В зоне прессования подошв (фиг. 4 и 10) верхняя плита 45 установлена на стойках 46. Высота подъема плиты регулируется гайками
47. На этой плите установлено два пневмоцилиндра 48, обеспечивающих прессование подошв. На штоках пневмоцилиндров 48 закреплены подушки 49. Подушки установлены в направляющих 50 для их перемещения в вертикальной плоскости при срабатывании пневмоцилиндров.
Стойки 46 закреплены на силовой раме 51, на которой установлена плита 52 с пневмоцилиндром 53. Шток пневмоцилиндра 53 соединен с носочными упорами 54, установленными в направляющих 55.
Зона прессования подошв (фиг. 4) совмещена с сушильной камерой, где установлены
форсунки 56 средства для обдува обуви холодным воздухом.
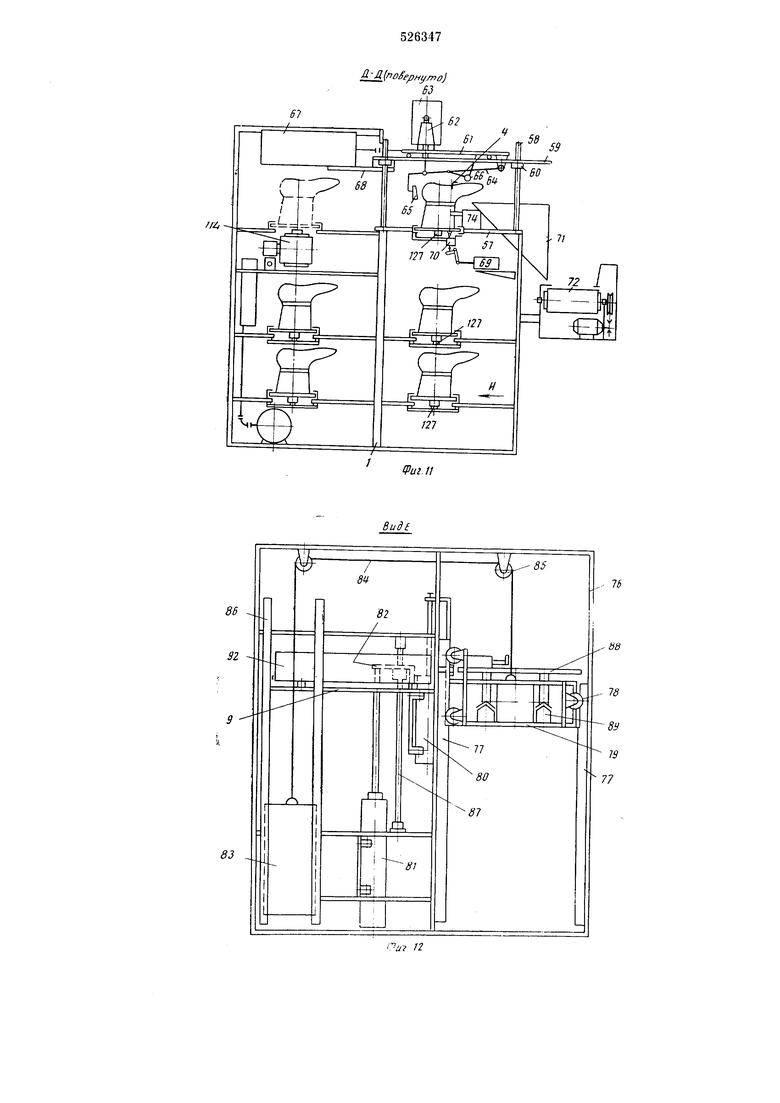
В зоне съема обуви с колодок (фиг. И) на силовой раме 57 установлены стойки 58. К стойкам 58 крепится плита 59, высота которой регулируется гайками 60. В направляющих плиты 59 перемещается плита 61; на ней в шарнирной опоре 62 установлен пневмоцилиндр 63. Пневмоцилиндр 63 соединен штоком с коромыслом 64, которое одним концом соединено шарнирно с 61. Второй конец коромысла 64 выполнен в виде качающейся балки с укрепленными па ней захватами 65. В средней части коромысла 64 смонтирован механический упор 66.
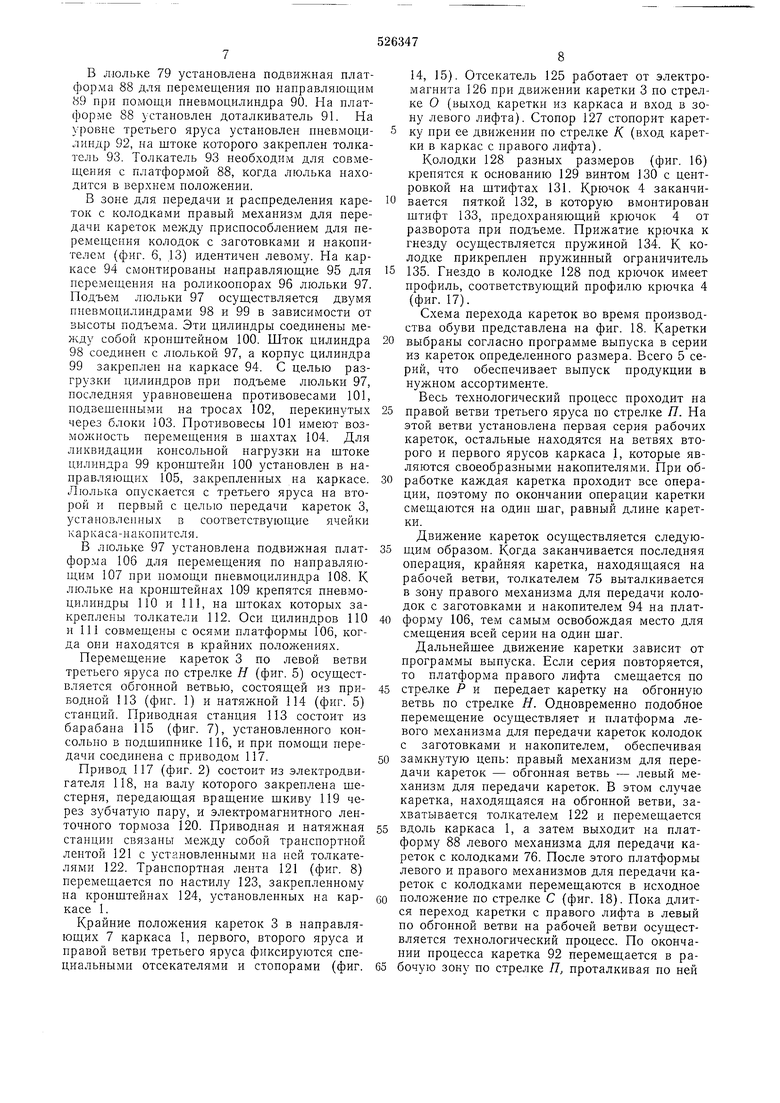
Плита 61 .соединена со штоком пневмоцилиндра 67 для перемещения ее в направляющих плиты 59. Сам же цилиндр 67 крепится на кронштейне 68 этой плиты. В зоне съема колодок с рабочей ветви
транспортера к каркасу 1 на кронштейне крепится Пневмоцилиндр 69, соединенный с толкателями 70 для поднятия крючков 4 на колодках во время съема обуви. В каркасе установлен наклонный лоток 71. Транспортер готовой обуви 72 (фиг. 5) ири помощи кронштейнов 73 соединен с каркасом линии. Под лотком сброса 71 установлен Пневмоцилиндр 74, на штоке которого закреплен толкатель с защелкой 75.
На каркасе 76 левого механизма для передачи кареток (фиг. 1, 12) укреплены вертикальные направляющие 77 для перемещения на роликоопорах 78 люльки 79. Подъем ЛЕОЛЬки 79 осуществляется двумя пневмоцилиндрами 80 и 81 в зависимости от высоты подъема. Эти цилиндры соединены между собой кронщтейном 82, шток цилиндра 80 соединен с люлькой 79, а корпус цилиндра 81 закреплен на каркасе 76. С целью разгрузки цилиндров
при подъеме люльки 79, последняя уравновешена противовесами 83, подвешенными на тросах 84, перекинутых через блоки 85. Противовесы 83 установлены в шахтах 86, расположенных с двух сторон лифта. Для ликвпдации консольной нагрузки на штоке цилиндра 81 кронштейн 82 смонтирован в направляющей 87, закрепленной на каркасе. Подъем люльки с первого и второго ярусов осуществляется с целью передачи кареток, установленных на
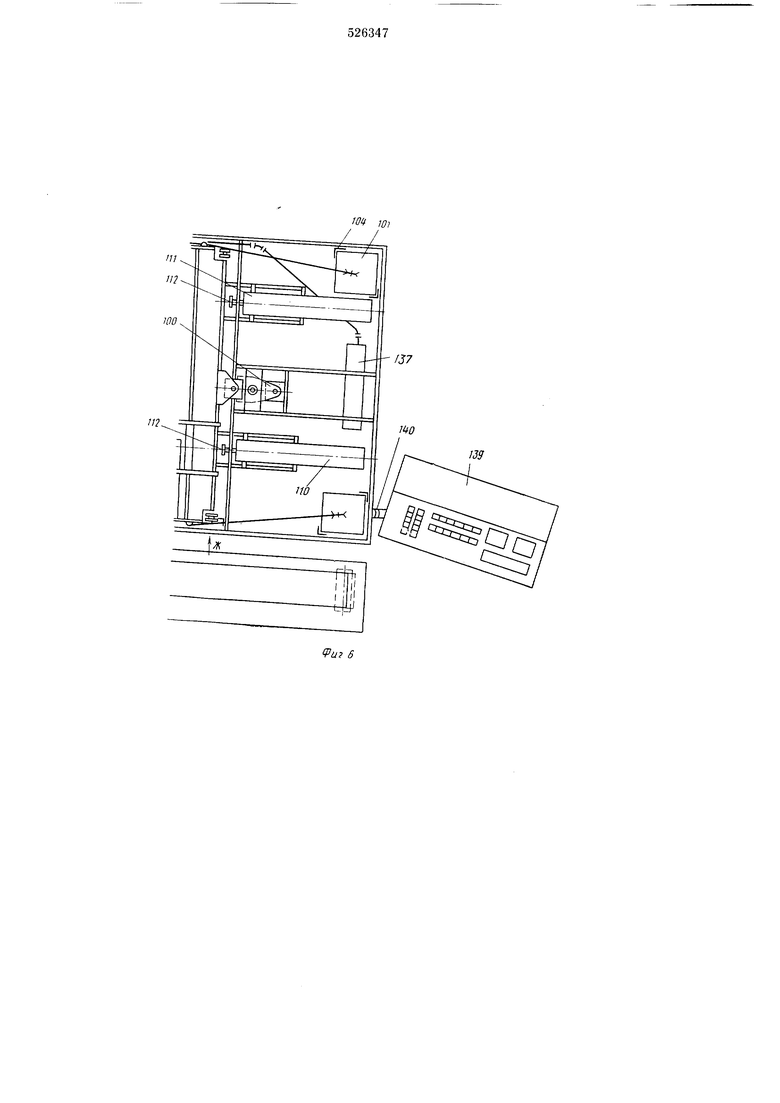
рабочую ветвь третьего яруса. В люльке 79 установлена подвижная платформа 88 для перемещения по направляющим 9 при помощи пневмоцилиндра 90. На платформе 88 установлен доталкиватель 91. На уровне третьего яруса установлен пневмоцилиндр 92, на штоке которого закреплен толкатель 93. Толкатель 93 необходим для совмещения с платформой 88, когда люлька находится в верхнем положении. В зоне для нередачи и распределения кареток с колодками правый механизм для передачи кареток между приспособлепием для перемещения колодок с заготовками и накопителем (фиг. 6, 13) идентичен левому. На каркасе 94 смонтированы направляющие 95 для перемещения на роликоопорах 96 люльки 97. Нодъем люльки 97 осуществляется двумя пневмоцилиндрами 98 и 99 в зависимости от высоты подъема. Эти цилиндры соединены между собой кронштейном 100. Шток цилиндра 98соединен с люлькой 97, а корпус цилиндра 99закреплен на каркасе 94. С целью разгрузки цилиндров нри подъеме люльки 97, последняя уравновешена противовесами 101, подвещенными на тросах 102, перекинутых через блоки 103. Противовесы 101 имеют возможность перемещения в шахтах 104. Для ликвидации консольной нагрузки на штоке цилиндра 99 кронштейн 100 установлен в нанравляющих 105, закренленных на каркасе. Люлька опускается с третьего яруса на второй и первый с целью передачи кареток 3, установленных в соответствующие ячейки каркаса-накопителя. В люльке 97 установлена подвижная платформа 106 для перемещения по нанравляющим 107 при номощи пневмоцилиндра 108. К люльке на кронштейнах 109 крепятся пневмоцилиндры ПО и 111, на штоках которых закреплены толкатели 112. Оси цилиндров ПО и 111 совмещены с осями платформы 106, когда онн находятся в крайних ноложениях. Перемещение кареток 3 по левой ветви третьего яруса по стрелке Я (фиг. 5) осуществляется обгонной ветвью, состоящей из приводной 113 (фиг. 1) и натяжной 114 (фиг. 5) станций. Приводная станция 113 состоит из барабана 115 (фиг. 7), установленного консольно в подшипнике 116, и при помощи передачи соединена с приводом 117. Привод 117 (фиг. 2) состоит из электродвигателя 118, на валу которого закреплена шестерня, передающая вращение шкиву 119 через зубчатую нару, и электромагнитного ленточного тормоза 120. Приводная и натяжная станции связаны между собой транснортной лентой 121 с установленными на ней толкателями 122. Транспортная лента 121 (фиг. 8) перемещается по настилу 123, закрепленному на кронштейнах 124, установленных на каркасе 1. Крайние положения кареток 3 в направляющих 7 каркаса 1, первого, второго яруса и правой ветви третьего яруса фиксируются специальными отсекателями и стопорами (фиг. 14, 15). Отсекатель 125 работает от электромагнита 126 при двнженин каретки 3 по стрелке О (выход каретки из каркаса и вход в зону левого лифта). Стонор 127 стопорит каретку при ее движении но стрелке К (вход каретки в каркас с нравого лнфта). Колодки 128 разных размеров (фиг. 16) кренятся к основанию 129 винтом 130 с центровкой на штифтах 131. Крючок 4 заканчивается пяткой 132, в которую вмонтирован штифт 133, предохраняющий крючок 4 от разворота при подъеме. Прижатие крючка к гнезду осуществляется пружиной 134. К колодке прикреплен пружинный ограничитель 135. Гнездо в колодке 128 под крючок имеет профиль, соответствующий профилю крючка 4 (фиг. 17). Схема перехода кареток во время производства обуви представлена на фиг. 18. Каретки выбраны согласно программе выпуска в серии из кареток определенного размера. Всего 5 серий, что обеспечивает выпуск продукции в нужном ассортименте. Весь технологический процесс проходит на правой ветви третьего яруса по стрелке П. На этой ветви установлена первая серия рабочих кареток, остальные находятся на ветвях второго и первого ярусов каркаса 1, которые являются своеобразными накопителями. При обработке каждая каретка проходит все операции, поэтому по окончании операции каретки смещаются на один шаг, равный длине каретки. Движение кареток осуществляется следующим образом. Когда заканчивается носледняя операция, крайняя каретка, находящаяся на рабочей ветви, толкателем 75 выталкивается в зону правого механизма для передачи колодок с заготовками и накопителем 94 на платформу 106, тем самым освобождая место для смещения всей серии на один шаг. Дальнейшее движение каретки зависит от программы выпуска. Если серия повторяется, то платформа правого лифта смещается по стрелке Р и передает каретку на обгонную ветвь но стрелке Я. Одновременно подобное перемещение осуществляет и платформа левого механизма для передачи кареток колодок с заготовками и накопителем, обеспечивая замкнутую цепь: правый механизм для передачи кареток - обгонная ветвь - левый механизм для передачи кареток. В этом случае каретка, находящаяся на обгонной ветви, захватывается толкателем 122 и неремещается вдоль каркаса 1, а затем выходит на платформу 88 левого механизма для нередачи кареток с колодками 76. После этого платформы левого и правого механизмов для передачи кареток с колодками перемещаются в исходное положение но стрелке С (фиг. 18). Пока длится переход каретки с правого лифта в левый по обгонной ветви на рабочей ветви осуществляется технологический процесс. По окончании нроцесса каретка 92 перемещается в рабочую зону по стрелке П, проталкивая по ней
последующие каретки на новое рабочее место, после чего предпоследняя каретка становится на свободную позицию. Каретки готовы к выполнению последующих операций.
Когда каретки данной серии прощли по рабочей ветви определенное количество циклов в зависимости от программы, они меняются местами с каретками другой серии, которые выходят из запасной ветви каркаса на рабочую.
Смена кареток осуществляется следующим образом. Предположим, что надо заменить серию кареток рабочей ветви новой серией кареток, находящихся на одной из запасных ветвей каркаса. Для этого отработанная каретка толкателем 75 выталкивается на платформу 106 механизма для передачи кареток с колодками. Люлька 97 вместе с кареткой опускается на соответствующий ярус и соответствующую ветвь по одной из стрелок Т, У, Ф, Х зависимости от того, где находится серия, которую надо выдать на рабочую ветвь. Синхронно с ней опускается люлька 79 левого механизма для передачи кареток с колодками, платформа 88 переходит в положение, аналогичное положению платформы 106. Образуется замкнутая цепь: платформа 106 - запасная ветвь - платформа 88. После этого срабатывает один из цилиндров ПО или 111, выталкивающий каретку, находящуюся на платформе 106, в запасную ветвь, где установлена серия, которую надо выдать на рабочую ветвь. С этой ветви крайняя каретка переходит на платформу 88. Люлька 79 начинает подниматься по одной из стрелок Ц, Ч, Ш, Щ, а платформа 88 с кареткой перемещается, в случае необходимости, по стрелке Э или Ю и становится напротив рабочей ветви по стрелке П. Затем каретка выталкивается на рабочую ветвь, смещая все последующие на щаг. Пикл повторяется, идет переход кареток с рабочей ветви на запасную, а оттуда на рабочую, пока все каретки данной серии не выйдут на рабочую ветвь; после этого каретки серии соверщают движение через обгонную ветвь - определенное количество циклов согласно программе.
На каркасе установлено два рессивера 136 (фиг. 2) для сжатого воздуха, который подается по стрелке а (фиг. 3) в линию. Подготовка воздуха для пневмоцилиндров осуществляется системой 137 подготовки для каждой группы цилиндров, состоящей из влагоотделителя, редуктора давления, маслораспылителя и других элементов (фиг. 1).
Сжатый воздухе системы 137 подготовки поступает в электромагнитные клапаны соответствующих цилиндров для управления последними. На рабочих местах .механизмов, которые работают в полуавтоматическо.м режиме (надевание заготовки ,на колодку, формование заготовки и накладка подощв), установлены кнопочные станции 138 управления процессом (фиг. 2).
Механизмы, работающие в автоматическом и полуавтоматическом режимах, управляются специальными датчиками. Общее управление линией осуществляется с выносного пульта 139 управления, который установлен за первым лифтом и соединен с линией специальным кабелем 140 (фиг. 6).
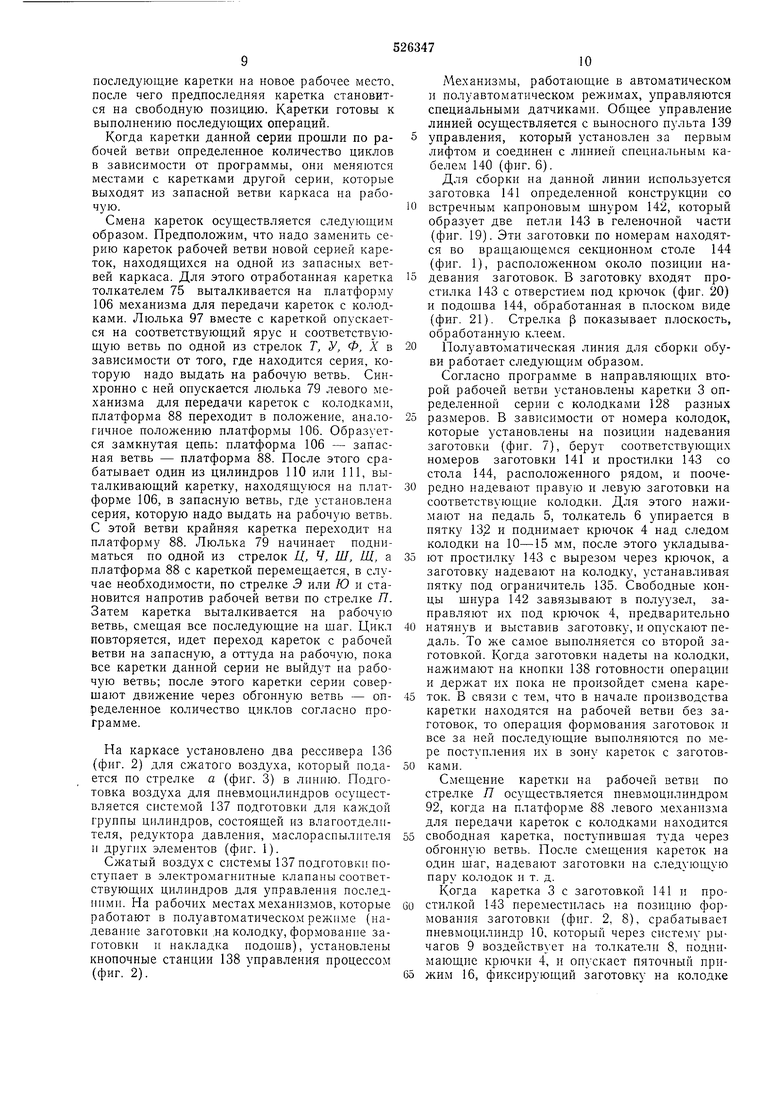
Для сборки на данной линии используется заготовка 141 определенной конструкции со
встречным капроновым щнуром 142, который образует две петли 143 в геленочной части (фиг. 19). Эти заготовки по номерам находятся во вращающемся секционном столе 144 (фиг. 1), расположенном около позиции надевания заготовок. В заготовку входят простилка 143 с отверстием под крючок (фиг. 20) и подошва 144, обработанная в плоском виде (фиг. 21). Стрелка р показывает плоскость, обработанную клеем.
Полуавтоматическая линия для сборки обуви работает следующим образом.
Согласно программе в направляющих второй рабочей ветви установлены каретки 3 определенной серии с колодками 128 разных
размеров. В зависимости от номера колодок, которые установлены на позиции надевания заготовки (фиг. 7), берут соответствующих номеров заготовки 141 и простилки 143 со стола 144, расположенного рядом, и поочередно надевают правую и левую заготовки на соответствующие колодки. Для этого нажи.мают на педаль 5, толкатель 6 упирается в пятку 132 и поднимает крючок 4 над следом колодки на 10-15 мм, после этого укладывают простилку 143 с вырезом через крючок, а заготовку надевают на колодку, устанавливая пятку под ограничитель 135. Свободные концы шнура 142 завязывают в полуузел, заправляют их под крючок 4, предварительно
натянув и выставив заготовку, и опускают педаль. То же самое выполняется со второй заготовкой. Когда заготовки надеты на колодки, нажимают на кнопки 138 готовности операции и держат их пока не произойдет смена кареток. В связи с тем, что в начале производства каретки находятся на рабочей ветви без заготовок, то операция формования заготовок и все за ней последующие выполняются по мере поступления их в зону кареток с заготовками.
Смещение каретки на рабочей ветви по стрелке Я осуществляется пневмоцилиндром 92, когда на платформе 88 левого механизма для передачи кареток с колодками находится
свободная каретка, поступившая туда через
обгонную ветвь. После смещения кареток на
один щаг, надевают заготовки на следующую
пару колодок и т. д.
Когда каретка 3 с заготовкой 141 и простилкой 143 переместплась на позицию формования заготовки (фиг. 2, 8), срабатывает пневмоцилиндр 10, который через систему рычагов 9 воздействует на толкатели 8, поднимающие крючки 4, и опускает пяточный прижим 16, фиксирующий заготовку на колодке
11
во время формования, не позволяя ей смещаться. Одновременно срабатывает пневмоцилиндр 17, опускающий плиту 18 с механизмом заготовки. Затем надевают нетли 143 на за.кваты 24, корректируют носочные части заготовки относительно оси колодки и включают ме.ханизм затяжки. Срабатывают пневмоцнлиндры 12, поднимающие платформу 13 с диафрагмой 14, которые осуществляют обтяжку носочно-нучковой части заготовок. При этом продольная вытяжка регулируется щтоками 15. Убедившись, что заготовки в носоч}ю-нучковой части вытянуты равномерно без перекоса, включают механизм затяжки. Сжатый воздух подается в бесщтоковые полости цилиндров 20. Штоки выходят и перемещают траверсы 21, соединеппые с тягами 22, на концах которых находятся захваты 24. Тяги перемещаются в колонках 23, натягивая шнур 142, осуществляя затяжку заготовки на колодке. Когда затяжка окончена, воздух подастся в штоковую полость цилипдра 10, который через систему рычагов 9 опускает толкатели крючков 4 и освобождает пяточные упоры 16. За счет усилия пружины 134 крючки опускаются в гнездо и прнлсимают натянутые щнуры к колодке 128, предохраняя их от распускания. Штоки цилиндров 20 возвращаются в исходное положение, освобождая шнуры.
Захваты 24 возвращаются в исходное положение и обрезают при этом свободные концы шпуров, оставляя по 10-15 мм от крючка. На этом операция формования закончена. Нажимают на кнопку 138 и возвращают все механизмы в исходпое положение. Опускаются платформы 13 и поднимается плита 18. Механизмы готовы к НОВОМ} циклу. При последую1цем поступлепин кареткн все операции повторяются. Каретка с формованными заготовками поступает дальше и через цикл входит в зону формования следа (фиг. 9).
Механизм формования следа работает в автоматическом режиме. Когда каретка установлена на рабочей позиции, срабатывает датчик наличия заготовок и автоматически включается трансформатор 29, подается напряжение через щины на пластины нагрева 30. В это же время воздух подается в бесщтоковую полость цилиндра 36, который поднимает носочные упоры 37. Когда пластины нагреваются до определенной температуры, сжатый воздух подается в бесштоковую полость цилиндров 28, опускаются подушки 32, прижимая пластины 30 к следу колодки. Форма подушек обеспечивает формование заготовок всех размеров без переналадки. Время формования задается датчиками, после окончания процесса подущки 32 поднимаются, опускаются носочные упоры 37.
После формирования следа каретка перемещается в сушильную камеру 39, где след заготовки, носочные и пяточные участки обогреваются кварцевыми лампами. Пройдя сушильную камеру, каретка выходит в зону, где
12
производится крепление подошв 144. Для этого берут из бункера 42 левую и правую подошвы, поочередно укладывая их на выдвижную рамку 44, которую перемещают в камеру 43 термоактивации клеевой пленки. После активации подошва накладывается на соответствующий след колодки, а затем в камеру вводится следующая подошва, и повторяется накладка на следующую полупару. Закончив
накладку подошв, нажимают на кнопки 138 окончания операции.
После этого каретки смещаются и каретка с наложенными подошвами поступает в зону прессования подошв (фиг. 10). Когда каретка установлена на рабочей позиции, сжатый воздух поступает в бесштоковую полость цилиндра 53, который ноднимает носочные упоры 54. Когда упоры подняты, включаются цилиндры 48. Воздух поступает в бесштоковую
полость цилиндров 48, опускаются подушки 49, осуществляя прессование подошв. По окончании цикла прессования подощв воздух нодается в штоковую полость цилиндров 48, и подушки 49 подпимаются. Затем опускаются носочные упоры 54. Каретка подготовлена к дальнейшему перемещению.
На следующей позиции через форсунки 56 носочные и пяточные, подается воздух для охлаждения заготовок. Осуществляется процесс
стабилизации формы, иосле которого каретка подается в зону съема обуви с колодок, где работа идет в автоматичееком режиме (фиг. И).
Операция съема обуви осуществляется следующим образом. Воздух подается в бесштоковую полость цилиндра 69, и толкатель 70 поднимает крючок 4, освобождая шнур. После этого воздух подается в бесштоковую полость цилиндра 67, который перемещает плиту 61 вместе с коромыслом 64 в направляющих плиты 59, осуществляя прижим пятки упором 65. Затем подается воздух в щтоковую полость цилиндра 63, поднимающего коромысло 64 с пяточным упором 65. В это время поднимается пятка над колодкой, но так как цилиндр 67 находится под давлением, плита 61 продолжает перемещаться, увлекая с собой изделие, происходит съем обуви с колодки.
Во время съема механический унор 66 прижимает носочно-геленочную часть подошвы к следу колодки, обеспечивая синхронность в перемещении изделия но колодке, так как
упор перемещается вместе с коромыслом. Одновременное перемещение носочной и пяточной частей изделия предохраняет его от перегибов. Снятое изделие по лотку 71 поступает на
транспортер 72 готовой обуви и вводится в зону контроля качества изделия, здесь же в обувь вставляется текстильная стелька и происходит упаковка. Дальнейшее перемещение кареток осуществляется согласно принципу адресования.
13
При прохождении кареток по обгонной ветви по стрелке Н движение лепты осуществляется в тот момент, когда пневмоцилиндр 17 уже поднял плиту 18 механизма затяжки (фиг. 8) и обеснечил свободное переменюнне каретки но направляющим обгонной ветви. Каретка транспортируется толкателем 122, который упирается в выступ каретки, расположенный в нижней части (фиг. 8).
Наличие универсальных машин с самонастраивающимися рабочими органами, форсированные режимы обработки и сборки, высокая степень автоматизации процесса па предлагаемой полуавтоматической линии позволяют повысить производительность труда более, чем в два раза. Использование отдельных кареток и гибкой системы их адресования на рабочую ветвь в любой последовательности следования и любым числом циклов позволяет выпускать обувь любого размерно-полпотного ассортимента, а также обеспечивает замену установленных колодок в течение незначительного промежутка времени. Повышается качество нродукции за счет приложения постоянных сил формирования и термостабилизации. Уменьшаются габариты линии и ее стоимость. Экспериментальный образец линии изготовлен.
Формула изобретения
Полуавтоматическая линия для сборки обуви, например текстильной, содержащая тех14
нологические обувные машины и приспособления для перемещения обувных колодок, закрепленных на каретках, установленных на горизонтальных направляющих, о т л и ч а ющаяся тем, что, с целью повышения производительности и упрон1ен11Я обслуживания при смене ростовочно-полнотного ассортимента, она имеет наконитель запасных кареток с колодками и механизмы для передачи кареток приспособлением для нерел1ен1ения обувных колодок и наконителем, при этом наконитель содержит горизонтальные направляющие, расно-чоженные под направляющими приспособления для перемещения обувных
колодок, а каждый из механизмов для передачи кареток содержит вертикальные направляющие, платформу, установленную в HanjiaBляющих, и привод нлатформы, при этом все технологические машины установлены над
приспособленнем для нерсмещения обувных колодок.
Источники информации, принятые во внимание при экспертизе:
1. Патент Великобритании .№ 975936, кл. А ЗВ, 1964.
2.Патент Италии 706962, кл. Л 43D, 1966.
3.Патент ЧССР Л 137779, кл. 71с 15/00. 1970.
4.Авт. св. Л 244912, кл. А 43D 111/00, 1967 (нрототип).
83 86 84
89 и 79 7& 77 3
119 ni П8 20
/ I :
22 3i ,. Ш
1
т
fO

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
| Устройство для накладки деталей низа обуви на след | 1977 |
|
SU735236A1 |
| Устройство для внутреннего формования на колодке заготовки обуви | 1990 |
|
SU1743559A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Машина для формования обувных заготовок на колодке | 1973 |
|
SU455737A1 |
| Пресс для приклеивания подошв к обуви | 1989 |
|
SU1666049A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ НА КОЛОДКЕ ЗАГОТОВКИ ОБУВИ, ЦЕНТРИРОВАНИЯ И ПРИКЛЕИВАНИЯ ПОДОШВ | 1969 |
|
SU251408A1 |
| Установка для обрезки края формованной заготовки верха обуви | 1985 |
|
SU1299562A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |

J
t2 I
131
W I/ T7
9U2..
П9
А - А поёернцто
Фиг 7
IJ6
//ЛIPuz.H
1Ь
видЗ
Р
П
125
126
Фиг 1U
Вид Ж
100 по 103 Wl
/
Вид и
а
/77 ЬлллХ
Vui 5.
Вид л
м-м
7 XXXXXX Фиг П
