Изобретение относится к машиностроению, а именно к системам управления и контроля в кузнечно-штамповочном производстве, и является усовершенствованием устройства для контроля массы и сортировки металлических штучных заготовок по авт. св. № 721154. Цель изобретения - повышение точности работы устройства для контроля и сортировки металлических штучных заготовок. На чертеже изображена функциональная схема устройства. Устройство для контроля массы и сортировки металлических штучных заготовок содержит склиз 1, гфинимаюш,ий отрезанную заготовку 2, направляющие 3, охваченные измерительной катушкой 4, содержащей две обмотки индуктивности 5 и 6, длина намотки которых превышает длину заготовки. Компенсационная катушка 7 также содержит две обмотки индуктивности 8 и 9, соединенные с обмотками индуктивноети 5 и 6 в мостовую схему, в одну из днагоналей которой подключен источник питания 10, а другая диагональ и незаземленный провод источника 10 соединены с входами ,„ . фазочувствительного выпрямителя 11. Внутри обмотки индуктивности 8 помещена эталонная заготовка 12 с минимально допустимой массой для данной партии заготовок. Выход фазочувствительного выпрямителя 11 соединен с входами усилителя 13 и порогового элемента 14. Выход усилителя 13 соединен с входом аналогового запоминающего элемента 15, цепь сброса которого подключена к входу порогового элемента 14, выход запоминающего элемента 15 соединен с входом сумматора 16, другой вход которого подключен к выходу датчика 17 температуры. Выход сумматора 16 соединен с регистрирующим прибором 18 и с информационным входом блока 19 управления. Синхронизирующие входы датчика 17 температуры и блока 19 управления подключены к выходу порогового элемента 14. Выход блока 9 управления подключен к сортирующему механизму 20. Устройство работает следующим образом. После падения отрезанной заготовки 2 на склиз 1 она двигается в ориентированном положении под действием силы тяжести по направляющим 3 через обмотку индуктивности 5 измерительной катушки 4, при этом на выходе ф|азочувствительного выпрямителя напряжение разбаланса, вызванное наличием эталонной заготовки 12 внутри обмотки индуктивности 8 компенсационной катушки 7, возрастает от некоторого отрицательного значения до нуля в том, случае, если отрезанная заготовка 2 по массе и температуре соответствует эталонной заготовке 12, а при превышении массы заготовки 2 по сравнению с массой эталонной заготовки 12 напряжение разбаланса становится больше нуля пропорционально разности их масс; при выходе заготовки 2 из обмотки индуктивности 5 напряжение разбаланса снова становится отрицательным, и по мере дальнейшего движения заготовки 2 через обмотку индуктивности 6 растет до удвоенного значения ис.ходного отрицательного уровня, возвращаясь к нему при выходе заготовки 2 из измерительной катушки 4. Напряжение разбаланса усиливается усилителем 13, и пиковое значение положительной его полярности фиксируется запоминающим элементом 15. Пороговый элемент 14 при уменьшении отрицательного напряжения разбаланса в момент входа заготовки 2 в обмотку индуктивности 5 измерительной катушки 4 образует на своем выходе перепад напряжения, стирающий предыдущую информацию запоминающем элементе 15 перед запоминанием нового значения массы заготовки, При выходе заготовки 2 из обмотки индуктивности 5 пороговый элемент 14 возвращается в исходное состояние и не реагирует на увеличение отрицательного напряжения разбаланса при прохождении заготовки 2 через обмотку индуктивности 6. При разрезании подогретого проката температура заготовки 2 превышает температуру эталонной заготовки 12, при этом запоминающее устройство 15 фиксирует более высокий уровень положительного напряжения разбаланса пропорционально разности температур заготовок 2 и 12, которая контролируется датчиком 17 температуры. Датчик 17 температуры выдает сигнал отрицательной полярности при поступлении на его синхронизирующий вход перепада напряжения от порогового элемента 14. На выходе сумматора 16 образуется напряжение, соответствующее отклонению массы заготовки 2 по отношению к эталонной заготовке 12, которое индицируется регистрирующим прибором 18. Блок 19 управления анализирует напряжение на выходе сумматора 16, и при нахождении его в заданных пределах, т.е. между нулем, соответствующим минимально допустимой массе, и значением, соответствующим максимально допустимой массе заготовки, после проведения очередного измерения в соответствии с моментом возвращения порогового элемента 14 в исходное состояние выдает команду на сортируюший механизм 20, ориентирующий заготовку в тару для горных заготовок или отходов, Благодаря тому, что введен датчик температуры и соединенный с ним сумматор, другой вход которого подключен к выходу запоминающего элемента, а выход сумматора соединен с входом блока управления, обеспечивается автоматический учет влия3Л
ния температуры заготовки на результатности такой же компенсационной катушки измерения. Кроме того, поскольку две об-обеспечивается повышение точности работы мотки индуктивности измерительной катуш-мостовой схемы датчика массы при нагреве ки геометрически расположены друг заизмерительной катушки от проходяш,их через другом по направлению движения отрезан-нее нагретых заготовок. Это повышает точной заготовки, а эталонная заготовка по-ность контроля массы и сортировки заготомещена в одной из двух обмоток индуктив-вок, нарезаемых из подогретого проката.
1266590 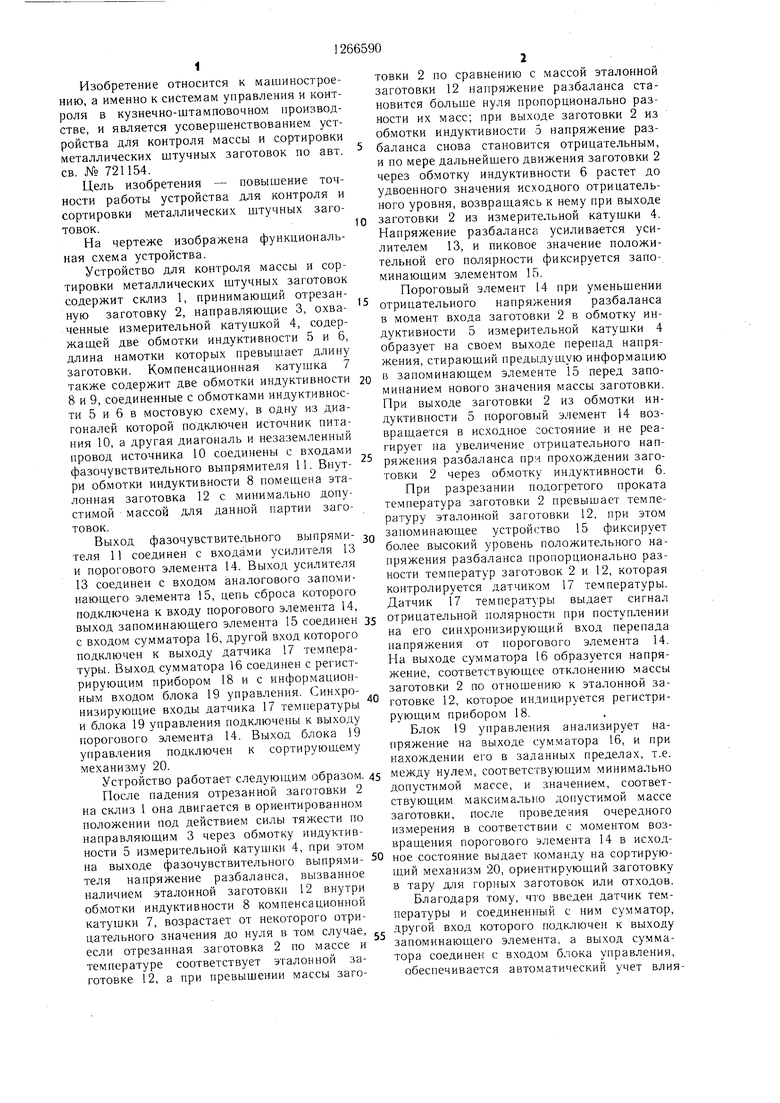

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля массы и сортировки металлических штучных заготовок | 1980 |
|
SU940903A2 |
| Устройство для контроля массы и сортировки металлических штучных заготовок | 1978 |
|
SU721154A1 |
| Устройство для контроля массы и сортировки металлических штучных заготовок | 1986 |
|
SU1388137A2 |
| Устройство для контроля массы и сортировки металлических штучных заготовок | 1984 |
|
SU1220827A2 |
| Устройство для управления сортировкой по массе металлических деталей | 1988 |
|
SU1540891A1 |
| Измерительный преобразователь постоянного тока | 1982 |
|
SU1150566A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТОТЕРАПИИ И ДАТЧИК НА ПАЛЕЦ ДЛЯ РЕГИСТРАЦИИ КРОВЕНАПОЛНЕНИЯ СОСУДОВ | 1992 |
|
RU2072877C1 |
| Измерительный преобразователь постоянного тока | 1984 |
|
SU1253306A1 |
| Устройство для контроля подачи листовой заготовки | 1990 |
|
SU1756148A1 |
| Система управления гидроагрегатом правки цилиндрических заготовок | 1981 |
|
SU1009555A1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МАССЫ И СОРТИРОВКИ МЕТАЛЛИЧЕСКИХ ШТУЧНЫХ ЗАГОТОВОК, по авт. св. № 721154, отличающееся тем, что, с целью повышения точности, оно снабжено датчиком температуры и сумматором, при этом измерительная и коменсационная катушки содержат по две обмотки индуктивности, расположенные одна за другой по направлению движения заготовок, один вход сумматора подключен к выходу датчика температуры, другой - к выходу запоминающего элемента, а выход сумматора соединен с входом блока управления. (Л N5 а О5 ел со го
| Устройство для контроля массы и сортировки металлических штучных заготовок | 1978 |
|
SU721154A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
