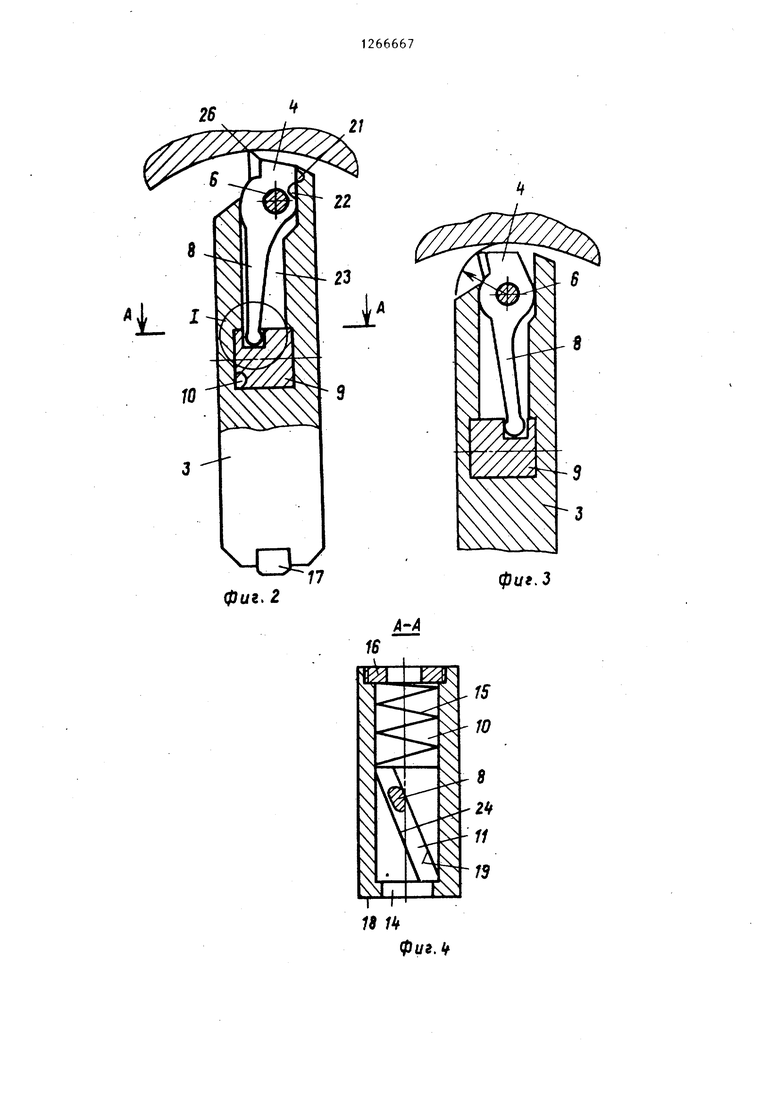
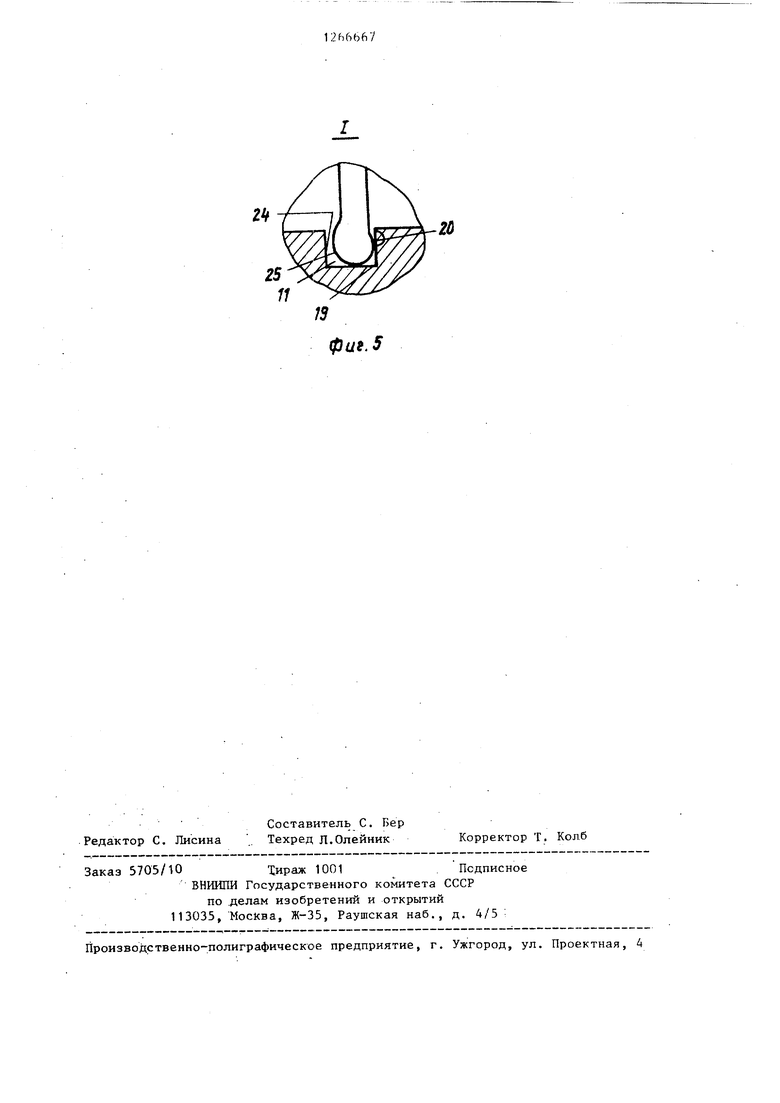
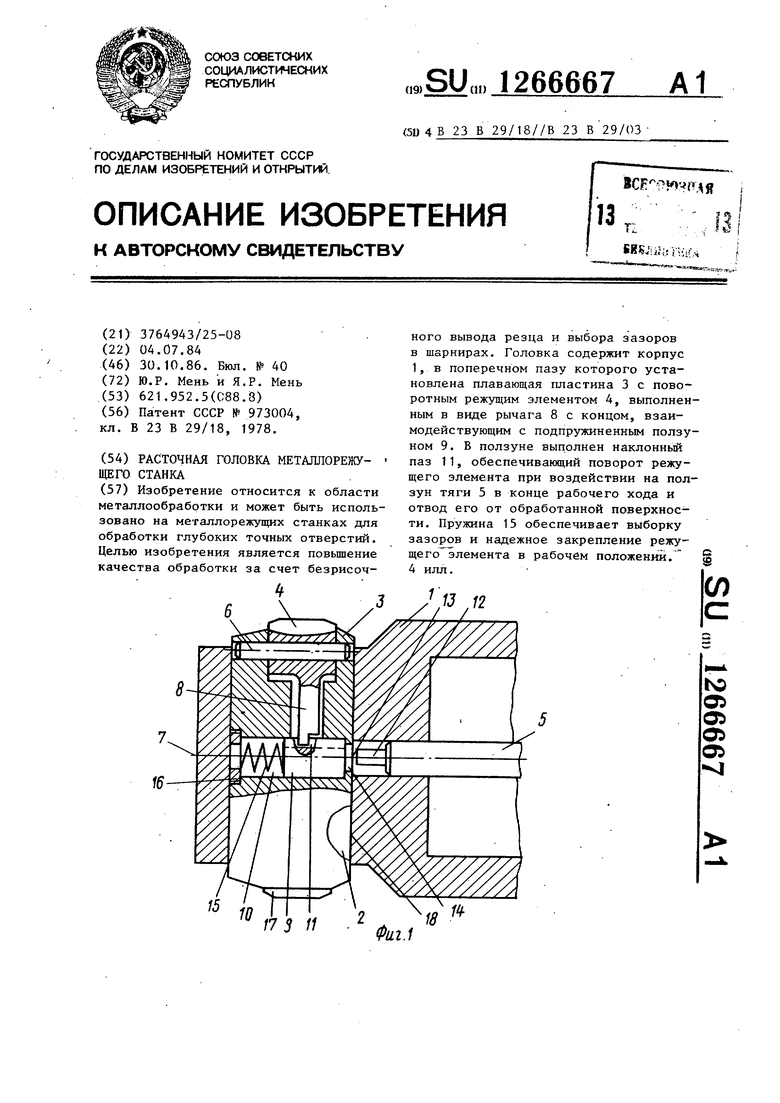
Изобретение относится к металлообработке и может быть использовано на металлореЛсущих станках при обработке глубоких точных отверстий. Цель изобретения - повьшение качества обработки за счет безрисочного вывода резца и выбора зазоров в шарнирах. На фиг. 1 показана расточная головка, общий вид; на фиг. 2 - державка с режущим элементом, находящимся в рабочем положении; на фиг. 3 - державка с режущим элементом, находящимся в нерабочем положении; на фиг. 4 - сечение А-А на фиг. 2; на фиг. 5 - узел I на фиг.2 Расточная головка металлорежущего станка содержит корпус 1 с поперечным гнездом 2, в котором размеще на плавающая пластина 3 с режущим элементом А, и тягу 5. Режущий элемент 4 выполнен в виде рычага и уст новлен в пластине 3 на оси 6, парал лельной оси 7 резцовой головки. Конец рычага 8 связан с нажимным элементом, выполненным в вид ползуна 9, установленного в отвер&тии 10., выполенном в плавающей пластине 3 и расположенном вдоль оси 7 головки. Ползун 9 имеет паз 11, выполненный в плоскости, параллельной продольно оси 7 корпуса 1 головки, и направле ный под углом к этой оси, превьшающим угол трения. На тяге 5 выполнен толкатель 12 с торцом 13. Пластина 3 имеет отверстие 14 для прохода то кателя 12 к ползуну 9. В отверстии 10 державки имеется пружина 15 цдя перемещения ползуна 9 вдоль отверстия. -лПружин а 15 расположена ползуном 9 и кольцевым резьбовым упором 16, а пластина 3 имеет напра ляющую 1 7. Подготовка расточной головки к работе заключается в установке плав ющей пластины с режущим элементом 4 в поперечное гнездо 2 корпуса 1 рас точной головки.При этом необходимо пр верить отсутствие контакта торца 13 то кателя 12 с поверхностью 18 плавающей пластины для обеспечения ее перемещения в поперечном гнезде 2. В установленном положении ползун 9 под действием пружины 15 перемещается в направлении к поверхности 18, оказывая силовое воздействие поверхностью 19 паза 11 на поверхность 20 конца рычага 8, вызывая поворот последнего относительно оси 6 и. обеспечивая при этом поджатие поверхности 21 режущего элемента 4 к поверхности 22 гнезда 23 в плавающей пластине 3. По окончании расточки перед выводом расточной головки из обработанного отверстия перемещением тяги 5 с толкателем 12 обеспечивают перемещение ползуна 9 в направлении к кольцевому резьбовому упору 16. При этом поверхность 24 паза 11 оказьшает силовое воздействие на поверхность 25 конца рычага 8, что приводит к повороту режущего элемента 4 относительно оси 6 в плоскости, перпендикулярной оси 7 головки. При этом режущая кромка 2-6 режущего элемента 4 отг ходит от обработанной поверхности, не образуя риски на поверхности обработанного отверстия. Формула изобретения Расточная головка металлорежущего станка, содержащая корпус с поперечным гнездом, в котором установлена плавающая пластина с режущим -элементом, и тягу, отличающаяся тем, что, с целью повышения качества обработки глубоких отверстий, в пластине выполнено отверстие параллельно оси головки, которая снабжена нажимным узлом, состоящим из подпружиненного ползуна, причем ползун установлен с возможностью продольного перемещения в указанном отверстии и выполнен с наклонным пазом, предназначенным для взаимодействия с режущим элементом, который выполнен в виде Фычага и установлен на оси, параллельной оси головки, с возможностью качания.
i-
фиг 2
фиг, if
ф1И.5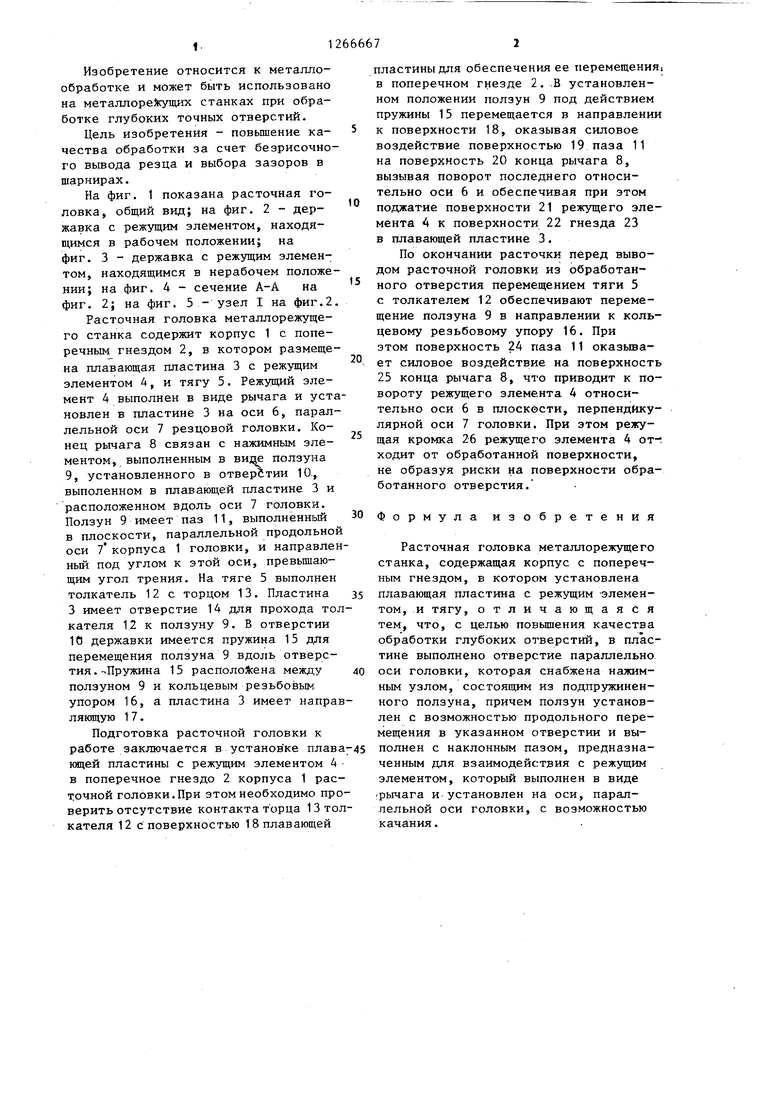
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный режущий инструмент | 1985 |
|
SU1256867A1 |
| Резцовая головка для строгального станка | 1981 |
|
SU998004A1 |
| Прибор для измерения радиуса цилиндрических деталей | 1987 |
|
SU1490421A1 |
| СБОРНЫЙ РЕЗЕЦ | 1993 |
|
RU2049599C1 |
| ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА С ЗАДНИМ ВЫСТУПОМ ДЛЯ НЕЕ | 2011 |
|
RU2560466C2 |
| Шпиндельное устройство для металлорежущих станков | 2019 |
|
RU2711073C1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Сборный резец | 1981 |
|
SU1143519A1 |
| Расточная головка | 1989 |
|
SU1757781A1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 1996 |
|
RU2094178C1 |
| Борштанга | 1978 |
|
SU973004A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
