Известны многошпиндельные полуавтоматы, содержащие поворотный шпиндельный блок с зажимными приспособлениями и обрабатывающие суппорта, имеющие рабочие перемещения параллельно осям соответствующих шпинделей.
Предложенный полуавтомат позволяет обрабатывать пакет поршневых колец одновременно по некруглым наружной и внутренней поверхностям и по плоскостям замка с высокой производительностью и точностью.
Полуавтомат улучшает условия и повышает качество обработки изделий.
С этой целью полуавтомат выполнен трехпозиционным, а каждый из трех шпинделей блока снабжен смонтированным на нем фиксатором, автоматически приводимым от гидроцилиндра.
Токарный суппорт полуавтомата выполнен в виде качаемого копиром кронштейна с расточной борштангой и поворотной резцовой державкой и снабжен гидравлическим уравновешивающим устройством с приводом от кулачка, установленного на одном валу с копиром. Токарный суппорт дополнительно снабжен механизмом отскока резцов. Фрезерный суппорт полуавтомата выполнен в виде поворотного кронштейна с перемещающейся по нему фрезерной головкой, которая смонтирована под пакетом колец на промежуточной плите. Плита имеет установочное вертикальное перемещение относительно корпуса суппорта для изменения размера, замка кольца.
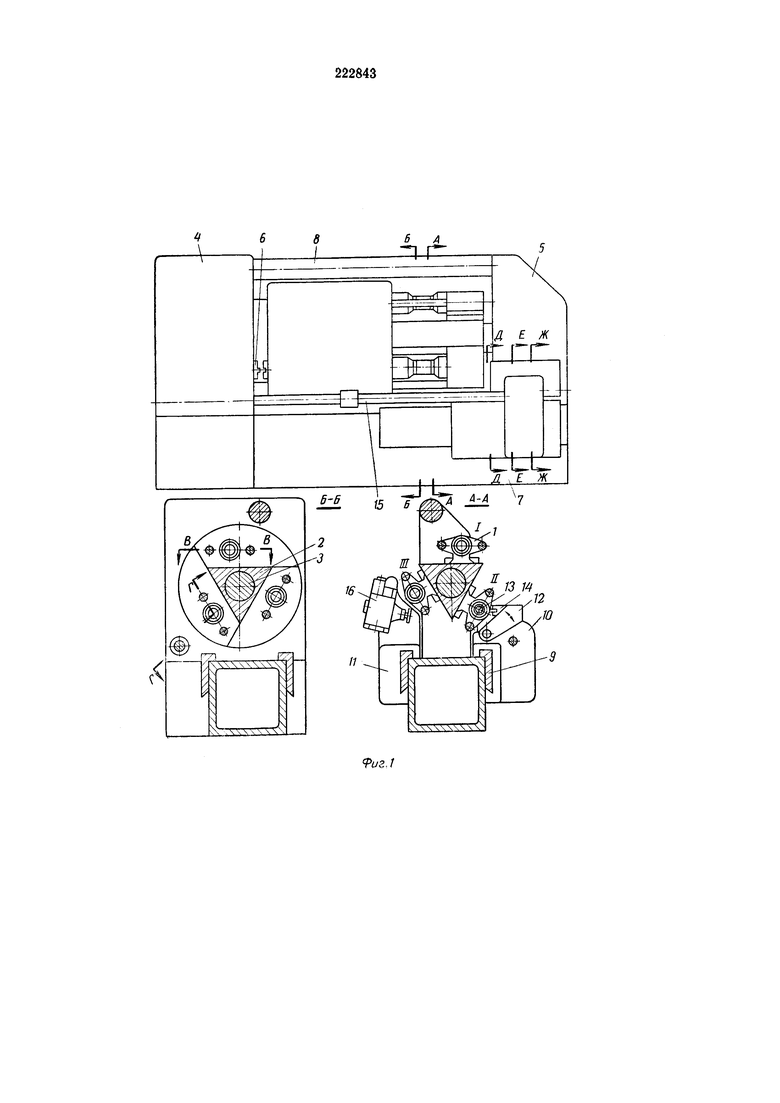
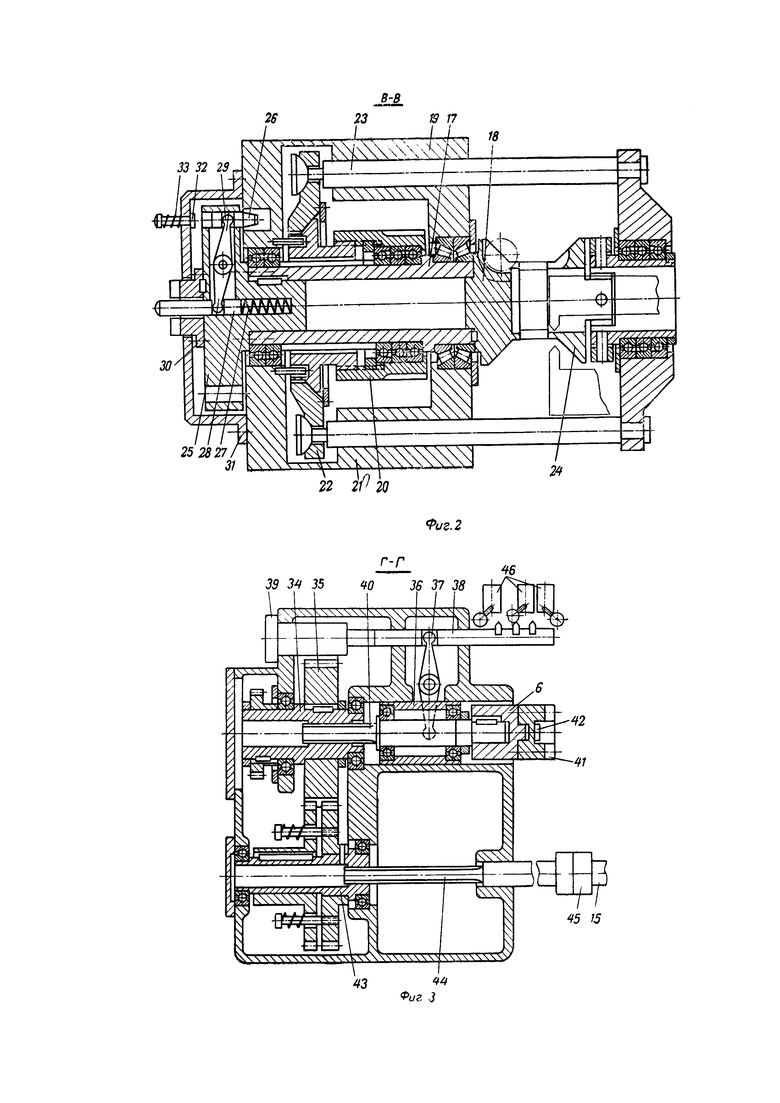
На фиг. 1 представлен общий вид полуавтомата; на фиг. 2 - зажимное приспособление с фиксатором; на фиг. 3 - механизм включен кулачковой муфты с приводом копира; на фиг. 4 - конструкция токарного, а на фиг. 5 - фрезерного суппорта.
Зажимные приспособления 1 установлены на барабан 2 таким образом, что образуют вместе с ним единый трехпозиционный шпиндельный блок, вал 3 которого смонтирован на подшипниках качения в стойках 4 и 5. В стойке 4 размещены механизм поворота, фиксации и зажима шпиндельного блока, а также привод вращения шпинделя позиции одновременной обточки-расточки с механизмом включения кулачковой муфты 6, отключающей привод от шпиндельного блока на время его поворота. Стойки установлены на станине 7 и дополнительно соединены между собой траверсой 8. На станине по обе стороны шпиндельного блока установлены на направляющих 9 два суппорта: токарный 10 и фрезерный 11. Суппорт 10 несет кронштейн 12 с расточной борштангой 13 и резцовой державкой 14. Кронштейн 12 может поворачиваться относительно суппорта под воздействием копирного устройства, размещенного в корпусе суппорта и приводимого от вала 15. Суппорт 11 несет на себе фрезерную головку 16, фреза которой устанавливается в двух угловых положениях и, кроме того, имеет в каждом из этих положений перемещение для ввода и вывода. Суппорты 10 и 11 могут перемещаться по направляющим 9 для осуществления операций обточки-расточки на позиции II и вырезки замка на позиции III, а также для вывода их в исходное положение (показано на чертеже) на время поворота шпиндельного блока. На позиции I производится загрузка и разгрузка пакета поршневых колец.
Шпиндель 17 зажимного приспособления (фиг. 2) с закрепленным на нем нажимным стаканом. 18 смонтирован в корпусе 19 приспособления на подшипниках качения.
На шпинделе смонтирована шестерня 20 с внутренней трапецеидальной резьбой.
В шестерню 20 ввернут полый винт 21, опирающийся своей шаровой поверхностью на коромысло 22.
Шестерня 20 зацепляется с рейкой, приводимой гидроцилиндром, собранном в корпусе 19 приспособления (на чертеже не показан). Коромысло 22 шарнирно соединено с тягами 23, которые связаны с нажимным стаканом 24.
Стаканы 18 и 24 имеют по две прорези для прохода фрезы.
На задней части шпинделя 17 установлен поводок 25, в котором собран фиксатор 26, приводимый пружиной 27 через толкатель 28 и рычаг 29. На поводке закреплена полумуфта 30, которая имеет пазы для соединения с соответствующими выступами полумуфты 6. В крышке 31 установлен толкатель 32, который при помощи пружины 33 удерживается всегда в крайнем левом (на чертеже) положении.
Механизм включения кулачковой муфты с приводом копира устроен следующим образом. На валу 34 (фиг. 3), смонтированном на подшипниках качения в корпусе механизма, установлена косозубая шестерня 35, приводимая через редуктор от электродвигателя (на чертеже не показан). В расточке корпуса установлена пиноль 36, перемещаемая посредством рычага 37 и ползуна 38 цилиндром 39. В пиноли на подшипниках качения смонтирован вал 40, шлицевый конец которого соединен с валом 34, а другой конец несет кулачковую муфту 6 с плавающим диском 41; закрепленным в нем упором 42. На валу 43 установлены две шестерни, зацепляющиеся с шестерней 35.
В шлицевом отверстии вала 43 перемещается вал 44, соединенный с валом 15 копира муфтой 45, при помощи которой осуществляется относительный поворот валов 44 и 15 при наладке станка.
Пиноль 36 имеет три положения: правое, левое и среднее, каждое из которых контролируется соответствующим конечным переключателем 46.
Конструкция токарного суппорта дана на фиг. 4. Кронштейн 12 с закрепленной в нем осью 47 смонтирован в подшипниках корпуса 48 суппорта таким образом, что может поворачиваться относительно корпуса в ограниченных пределах. На кронштейне 12 неподвижно закреплена расточная борштанга 13 с резцом 49, а на оси 50 установлена державка 14 с резцом 51. Державка посредством тяги 52 шарнирно соединена с поршнем 53 цилиндра, собранного в корпусе суппорта, и может поворачиваться вокруг оси 50 на угол, ограниченный планкой 54 (рабочее положение) и винтом 55. На оси 47 закреплен рычаг 56, положение которого относительно кронштейна 12 можно изменять при помощи винтов 57 для настройки на нужный диаметр обработки при смене изделия.
Рычаг 56 контактирует с роликовой опорой 58, закрепленной в ползуне 59, положение которого в рычаге 60 определяется винтом 61. Рычаг 60 с осью 62 смонтирован подвижно в корпусе суппорта и через ролик 63 при помощи пружины 64 опирается на копир 65, закрепленный на валу 15. Кроме указанной пружины ролик поджимается к копиру через кронштейн 12 и рычаг 56 также пружиной 66, усилие которой устанавливается винтом 67.
Винт 68 ограничивает поворот рычага 56 с кронштейном 12 в подшипниках оси 47. На оси 62 подвижно смонтирован рычаг 69, один конец которого через ролики 70 опирается на двухсторонний кулачок 71, закрепленный на валу 15, а другой конец зажат между плунжерами 72 и 73 гидронасосов. Гидронасосы снабжены регулируемыми напорными клапанами, при помощи которых устанавливается давление в полостях цилиндра 74, поршень которого шарнирно соединен с кронштейном 12 тягой 75.
Цилиндр 74, приводимый гидронасосами, служит для уравновешивания динамических нагрузок, возникающих при повороте кроя-штейна 12.
Устройство фрезерного суппорта показано на фиг. 5.
Кронштейн 76 с осью 77 смонтирован в подшипниках плиты 78 таким образом, что может поворачиваться относительно нее на угол до 20°. Плита установлена в вертикальных направляющих корпуса 79 суппорта и может перемещаться в них при помощи винта 80. При работе полуавтомата плита дополнительно поджимается к корпусу винтами 81. В направляющих U кронштейна 76 смонтирована фрезерная головка 16 с прорезной фрезой 82, которая для установки может перемещаться вдоль оси шпинделя. Кронштейн 76 поворачивается механизмом 83, шарнирно соединенным с ним и плитой 78 и обеспечивающим самоторможение в крайних положениях. Поворот кронштейна ограничивается упорной планкой 84, обеспечивающей постоянное вертикальное положение фрезы, и винтом 85, которым устанавливается необходимый угол вырезки замка. Цилиндр 86 осуществляет подвод фрезы в каждом из положений кронштейна.
Нижнее положение (фреза отведена) ограничивается упором поршня цилиндра 86 в крышку, а верхнее положение (фреза подведена) - фигурным кронштейном 87, закрепленным на корпусе 79. При этом плоскость K ограничивает ход фрезерной головки при вертикальном положении кронштейна 76, а винт 88 - при наклонном.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Токарный многорезцовый полуавтомат | 1982 |
|
SU1119780A1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |


1. Многошпиндельный полуавтомат, содержащий поворотный шпиндельный блок с зажимными приспособлениями и обрабатывающие суппорта, имеющие рабочие перемещения параллельно осям соответствующих шпинделей, отличающийся тем, что, с целью одновременной некруглой обработки по наружному и внутреннему диаметрам и обработки замка поршневых колец, собранных в пакеты, полуавтомат выполнен трехпозиционным, а каждый из трех шпинделей блока снабжен смонтированным на нем фиксатором, автоматически приводимым от гидроцилиндра при помощи рычага и толкателя, сблокированного с муфтой привода шпинделя зажимного приспособления и выводящего фиксатор из гнезда корпуса шпинделя приспособления при включенной муфте.
2. Полуавтомат по п. 1, отличающийся тем, что, с целью повышения производительности и точности обработки, токарный суппорт выполнен в виде качающегося под воздействием копира в плоскости, перпендикулярной оси шпинделя, кронштейна с расточной броштангой и поворотной резцовой державкой и снабжен уравновешивающим устройством, состоящим из двух плунжерных насосов с регулируемыми напорными клапанами, приводимых установленным на одном валу с копиром кулачком, и смонтированного на корпусе суппорта цилиндра, шток которого через шарнирную тягу соединен с качающимся кронштейном.
3. Полуавтомат по пп. 1 и 2, отличающийся тем, что, с целью повышения качества обработки, токарный суппорт снабжен механизмом отскока резцов, выполненным в виде смонтированного на корпусе суппорта гидроцилиндра с шарнирно укрепленной на его штоке тягой, соединенной с резцовой державкой и размещенной между осями поворота державки и качающегося кронштейна.
4. Полуавтомат по п. 1, отличающийся тем, что, с целью улучшения условий и повышения точности обработки, фрезерный суппорт выполнен в виде поворотного в плоскости, перпендикулярной оси шпинделя, на угол между плоскостями замка кольца кронштейна с перемещающейся по нему от гидроцилиндра фрезерной головкой, смонтированной под пакетом колец на промежуточной плите, имеющей установочное вертикальное перемещение относительно корпуса суппорта для возможности изменения раствора замка кольца.
