Изобретение относится к металлообработке и может быть использовано в зажимных механизмах металлорежущих станков для закрепления деталей.
Цель изобретения - повьшение точности зажима посредством снижения коробления лепестков цанги.
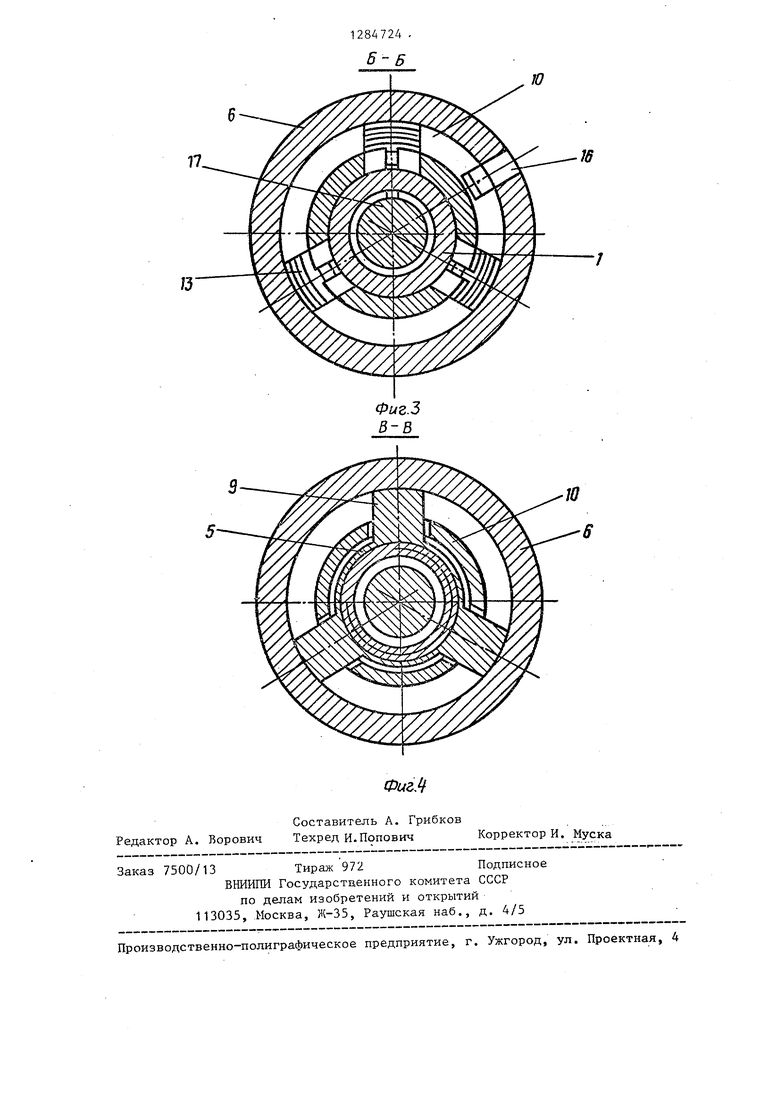
На фиг. 1 представлен патрон, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1j на фиг. 4 - сечение В-В на фиг. 1.
Патрон содержит зажимную цангу 1, на губках 2 которой с торца выполнена кольцевая коническая выточка 3. Хвостовик 4 цанги 1 соединен резьбой с упорной втулкой 5. Упорная втулка 5 зафиксирована в осевом направлении .относительно корпуса 6 за счет размещения мезкду стенкой 7 корпуса б и закрепленными в нем пальцами 8. Упор- -ная втулка 5 имеет выступы 9, входя- Щ-ие в прорези нажимной втулки 10, которая снабжена внутренним конусом 113 контактируюацтм с наружным конусом губок 2 цанги 1. Нажимная втулка 10 соедт5иепа по резьбе с трубой 12 зажима. С противоположной стороны на нажимюй втулке 10 закреплен фланец 13 с кольцевым торцовым выступом 14. Нажимная втулка 10 снабжена про- дольньм пазом 15, в которьш входит палец 16, закрепленный в корпусе 6,
В цанге 1 установлена зажлмаемая деталь 17. }1омпнальньй диаметр рабочего отверст1-1Я цанги 1 выполнен не превышагощ)1 мп П1малы1ого размера.зажимаемой детали 17 в поле ее допуска с учетом запаса на износ.
Патрон работает следующим образом Для разжима детагш 17 трубу 12 зажима перемещают влево с поА
0
5
0
5
мощью привода (не показан). При этом конус 11 нажимной втулки 10 освобождает губки 2 цанги 1. Неразведенная цанга 1 при этом не разжимается силами упругости, а остается в положении, когда ее 2 прижаты к зажимаемой детали 17. При дальнейшем перемещении нажимной втулки 10 влево кольцевой торцовый выступ 14 фланца 13 взаимодействует поверхностью конической выточки 3 губок 2 цанги 1 и заставляет цангу 1 разжаться и освободить деталь 17.
Для заядама детсши 17 трубу 12 зажима перемещают вправо. Кольцевой выступ 14 фланца 13 освобозкдает губки 2 цанги 1. При этом за счет упругости лепестков цанги 1 ее губки 2, стремясь занять исходное положение, входят в соприкосновепие с поверхностью зажимаемой дет;1ли 1 7 . При дальнейшем движении трубы 12 вправо внутренний конус 11 нажимной 10 вступает в контакт с нар окным конусом губок 2 цанги 1 и производ11Т окончательный зажим детали 17.
30
Ф о р м у л а
и
обретения
40
-А
Нанговьа г патрон, содержащий закрепленную в корпусе зажимную цангу, предназна ченную для взаимодействия с налсимной втулкой с внутренним ко- 35 нусом, о т л и ч а ю щ и и с я тем, что, с целью повышения точности зажи ма, патрон снабжен закрепленньш на 11аж 1мной втулке фланцем с кольцевым торцовым выступом, а на торце цан ги выполнена кольцевая коническая выточ ка, предназначенная для взаимодействия с выступом фланца.
Л
Фи..г
Редактор А. Ворович
ФигМ
Составитель А. Грибков
Техред И.Попович Корректор И. Муска
Заказ 7500/13 Тираж 972Подписное
ВНИИПИ Государстненного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4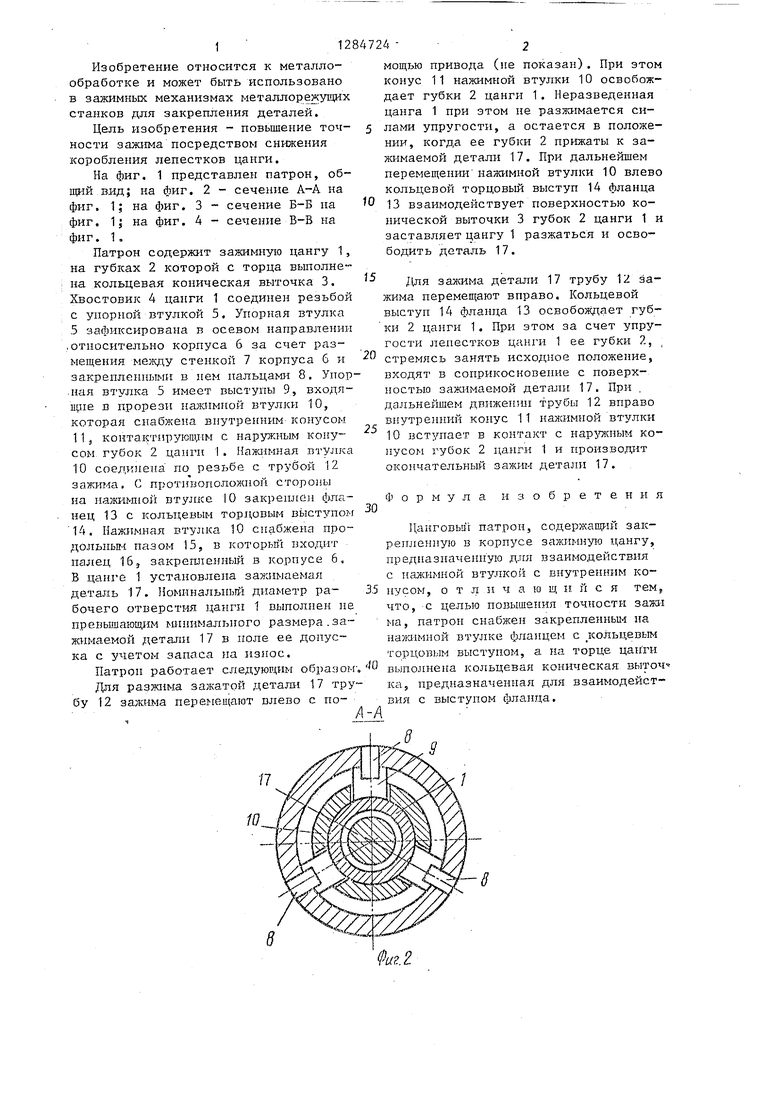
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1985 |
|
SU1366310A1 |
| Цанговый патрон | 1989 |
|
SU1685623A1 |
| Цанговый патрон | 1985 |
|
SU1256877A1 |
| Оправка | 1988 |
|
SU1602625A1 |
| Цанговый патрон | 1985 |
|
SU1266671A1 |
| Зажимное устройство машины для сварки трением | 1977 |
|
SU721284A1 |
| Цанговый патрон | 1990 |
|
SU1787699A1 |
| Цанговый патрон для зажима кольцевых деталей | 1981 |
|
SU992130A1 |
| Цанговый патрон | 1990 |
|
SU1773576A1 |
| Цанговый патрон | 1985 |
|
SU1255295A1 |
Изобретение относится к метал- лообработке и может быть использовано в зажимных механизмах металлорежущих станков для закрепления деталей. Цель изобретения - повьш1ение В 6 t А . Кузнецов ПроектироваГ точности зажима посредством снижения коробления лепестков цанги. В ; корпусе 6 закреплена цанга 1, предназначенная для взаимодействия с нажимной втулкой 10, на торце которой закреплен фланец 13 с кольцевым торцовым выступом 14, предназначенным для взаимодействия с поверхностью кольцевой конической выточкой 3, выполненной на торцовой поверхности губок 2. Для разжима детали 17 трубу зажима 12 перемещают влево, при этом кольцевой выступ 14 взаимодействует с поверхностью конической выточки 3, заставляя цангу разжаться и освободить деталь, а для зажима детали 17 трубу 12 перемещают вправо и внутренний конус 11 нажимной втулки 10 вступает в контакт с наружным конусом губок 2. 4. ил. (Л с 1C 00 «4 ю 4 IT 6 А
| Орликов М.Л | |||
| и др | |||
| кие зажимных механизмов автоматизированных станков | |||
| М.: Машиностроение, 1977, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
