N9
05 О5
ел
со Изобретение относится к полиграфическому производству, а именно к способам бесшвейного скрепления книж но-журнальной продукции. Целью изобретения является повышение прочности и долговечности книги. На черртеже изображен лист со сформированной на его кромках полимерной пленкой. На чертеже обозначены: бумажт-wf полотно 1 (лист)J полосы 2-4 полимеров, область а упрочнения бумажной кромки, область Ь перегиба, область С скрепления, толщина hg бумажного полотна (листа); толщина h полимерной пленки; толщина hg упрочненной кромки бумажного шолотна (листа) Ширина П бумажного листа. Предлагаемый способ заключается в следующем. На бумажное полотно 1 (фиг.1) шириной П параллельно его кромкам наносят полосы 2, 3, 4 расплавов полимеров с различными физико-механическими свойствами. Полосы наносят таким образом, чтобы полоса 2 полимера проходила по кромке бумаги, полоса 3 полимера выступала за кромку и частично перекрывала полосу 2, а полоса 4 полимера формировалась вне бумажного полотна (листа), частично перекрывая полосу 3. Формирование мо нолитной пленки из расплавов, выступающих за кромку бумажного полотна (листа), может быть осуществлено, на пример, отверзкдением под давлением. Для первой полосы применяется низковязкий расплав полиэтилена низкой плотности, для второй полосы -высоковязкий расплав полиэтилена низкой плотности, для третьей полосы - расплав жесткого полиэтилена. Ширина полос расплавов в каждом отдельном случае варьируется в зависимости от типа издания и выбирается примерно следующей: ширина полосы 2 - 5-7 мм, полосы 3 - 3-4 мм, полосы 4 - 1,5-2 мм. После того как на кромках бумажного полотна сформирована полимерная пленка из расплавов полимеров, различных по композиции, полотно разрезают на листы, листы фальцуют, полученные тетради подбирают в блок и скрепляют- сваркой полимерной пленки вдоль зоны скрепления. 32 Корешковая зона блока, полученного Г1редлагаемым способом, в разных областях обладает различными физикомеханическими свойства1 1и. В зависимости от выполняемых в процессе эксплуатации функций можно выделить три таких области: область q трения листов при раскрывании издания и его эксплуатации, для формирования которой применяется низковязкий расплав полиэтилена низкой плотности, который, пропитывая бумагу, армирует ее структуру; область Ь перегиба листов при перелистывании издания, для формирования которой применяется низковязкий расплав полиэтилена низкой плотности, обладающий большой прочностью при многократном перегибании и большим относительным удлинением до разрыва; область с скрепления листов, представляющую собой жесткий полимер, например поливинилхлорид, который стоек к внешним воздействиям, хорошо и быстро сварива- ется, устойчив к деформациям и таким .образом обеспечивает фиксацию формы корешка в процессе эксплуатации. Предлагаемый способ может быть использован npi-p производстве любых изданий, особенно блоков большого объема. Наряду с повышением прочности и долговечности продукции способ позволяет экономить дефицитные и дорогие материалы. Формула и,.зобрет е н и я Способ изготовления книжного блока, заключающийся в нанесении на кромки бумажного полотна расплава полимера в виде полос, частично выступающих за кромки полотна, формировании полимерной пленки из расплава, фальцовке листов, комплектовке и скреплении листов в блок за полимерную пленку, отличающийся тем, что, с целью повьш1ения прочности и долговечности книги, расплав наносят в виде трех частично перекрывающих одна другую параллельных полос так, чтобы первая полоса проходила по кромке полотна, вторая - по кромке и с выходом за нее, а третья полоса - вне полотна, частично перекрывая втор-ую полосу, при этом для
312667534
первой полосы применяется низковяз- вязкий расплав полизтилена низкой кий расплав полиэтилена низкой плот- плотности, для третьей полосы - расности, дпя второй полосы - высоко- плав жесткого полиэтилена.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления книги | 1985 |
|
SU1299828A1 |
| Способ изготовления книжного блока | 1981 |
|
SU1043039A1 |
| Способ бесшвейного изготовления книги | 1981 |
|
SU1044469A1 |
| Способ бесшвейного скрепления книжных блоков | 1981 |
|
SU992231A1 |
| Способ изготовления книжного блока | 1981 |
|
SU1014773A1 |
| УПАКОВОЧНЫЙ ЛАМИНИРОВАННЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УПАКОВОЧНЫЙ КОНТЕЙНЕР, ИЗГОТОВЛЕННЫЙ ИЗ УПАКОВОЧНОГО ЛАМИНИРОВАННОГО МАТЕРИАЛА | 2014 |
|
RU2654037C2 |
| РЕТОРТ-СТАКАН | 2010 |
|
RU2549053C2 |
| КОМПОЗИТНЫЙ СТРОИТЕЛЬНЫЙ КАРТОН С ПЛАСТИКОВЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2511365C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ ГЕОМЕМБРАНЫ | 2024 |
|
RU2825655C1 |
| КОМБИНИРОВАННЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ | 2020 |
|
RU2765068C1 |
Изобретение относится к полиграфическому производству, в частности к бесшвейному скреплению книжножу{ нальной продукции, и позволит повысить прочность и долговечность книг. На бумажное полотно 1 параллельно его кромкам наносятся полосы 2, 3, 4 расплавов полимеров с различными физико-механическими свойствами. Полоса 2 полимера проходит по кромке бумаги, полоса 3 выступает за кромку и частично перекрывает полосу 2, а полоса 4 формируется вне бумажного полотна и частично перекрывает полосу 3. Для полосы 2 применяется низковязкий расплав полиэтилена низкой плотности, для полосы 3 - высоковязкий расплав полиэти- Q / (О лена низкой плотности, для полосы 4- - расплав жесткого полиэтилена. 1 ил. (Л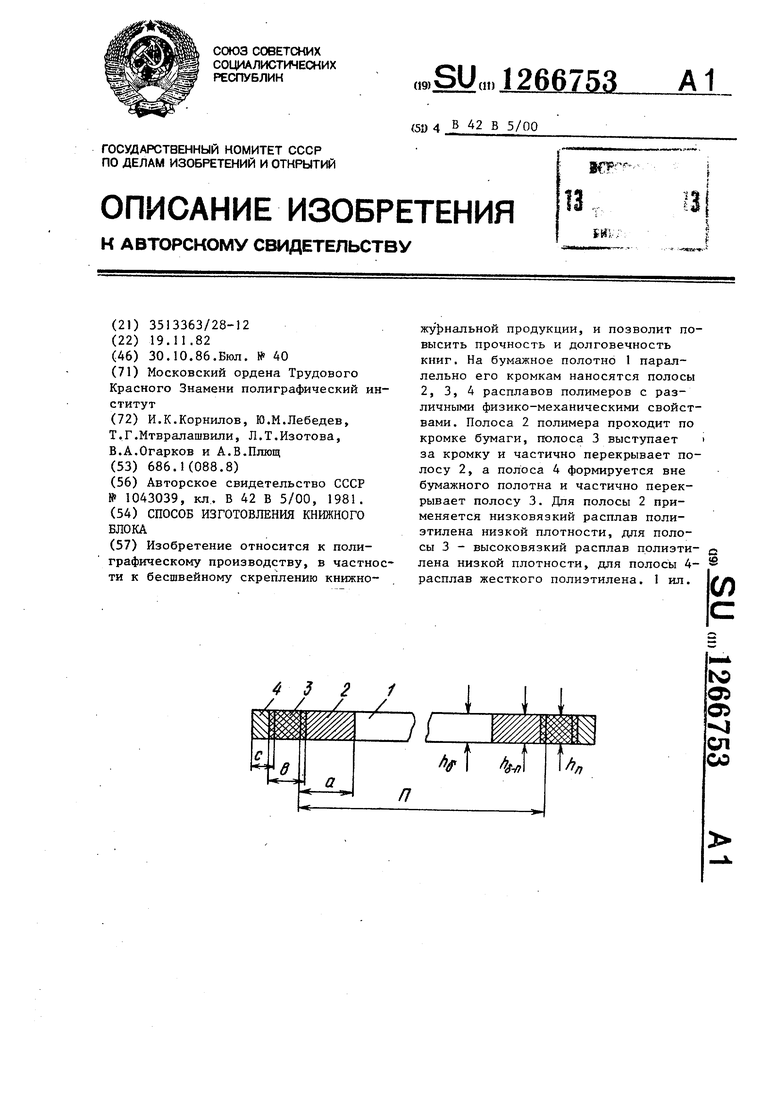
| Способ изготовления книжного блока | 1981 |
|
SU1043039A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
