Изобретение относится к области машиностроения, в частности к обработке круговых и арочных зубьев цилиндрических зубчатых колес.
Известен способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием, включающий свободный обкат шевера-прикатника, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, установленных на параллельных осях, при этом зацепление шевера-прикатника с обрабатываемой колесом выполняют внеполосным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот шевера-прикатника в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение1-2 циклов выхаживания, включающих поворот шевера-прикатника в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, при этом используют шевер-прикатник, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса кроме единицы [патент РФ №2224624, МПК7 B23F 19/06, бюл. №6, 2004].
Недостатком способа является ограничение минимального числа зубьев обрабатываемой заготовки. Это объясняется тем, что при малых числах зубьев заготовки невозможно обеспечить требуемое условие внеполюсного зацепления между инструментом и заготовкой, из-за заострения зубьев инструмента.
Известен способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием, включающий свободный обкат инструмента, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, при этом зацепление инструмента с обрабатываемой колесом выполняют внеполосным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение 1-2 циклов выхаживания, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, при этом используют инструмент, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса кроме единицы, инструмент и заготовку-колесо устанавливают на пересекающихся под углом 90° осях, обработку производят инструментом, линия зубьев которого имеет круговую или арочную форму, а режущие кромки круговых или арочных зубьев инструмента расположены на плоском производящем колесе.
Недостатком способа является ухудшение геометрических параметров зубьев обрабатываемого колеса из-за органических погрешностей, присущих ортогональной смешанной конической передаче, образуемой в процессе зубообработки парой «инструмент-заготовка», таких как переменный модуль по длине зуба, асимметрия линии зуба. Это, в частности, накладывает существенные ограничения на ширину зубчатого венца обрабатываемого колеса и делает способ пригодным только для обработки узковенцовых колес, что заужает технологические возможности способа.
Другим недостатком способа является ухудшение точности и качества обработки вследствие тяжелых условий протекания процесса резания и сопровождение его значительным пластическим деформированием.
Задачи изобретения - расширение технологических возможностей способа обработки цилиндрических зубчатых колес шевингованием-прикатыванием, за счет создания возможности обработки колес с широкими венцами, уменьшения геометрических погрешностей зубьев обрабатываемых колес, таких как колебание модуля по длине зуба инструмента, асимметрии линии зуба; повышение точности и качества обработки за счет улучшения условий протекания процесса резания и уменьшения доли пластического деформирования в процессе чистовой обработки цилиндрических зубчатых колес.
Поставленные задачи решаются за счет того, что обработка осуществляется шевингованием-прикатыванием, включающим свободный обкат инструмента, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, при этом зацепление инструмента с обрабатываемой колесом выполняют внеполосным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение 1-2 циклов выхаживания, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, при этом используют инструмент, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса кроме единицы, инструмент и заготовку-колесо устанавливают на пересекающихся под углом 90° осях, обработку производят инструментом, линия зубьев которого имеет круговую или арочную форму, а режущие кромки круговых или арочных зубьев инструмента расположены на плоском производящем колесе, причем, обработку осуществляют двумя инструментами, установленными друг напротив друга в параллельных плоскостях, центры инструментов лежат на одной линии так, что каждый из инструментов симметрично повернут на угол β относительно плоскости продольного осевого сечения обрабатываемого колеса, перпендикулярной плоскостям, в которых установлены инструменты, и расположены на равном удалении от точки P, расположенной на пересечении плоскостей симметрии обрабатываемого колеса и являющейся касательной к проекциям окружностей, лежащих в серединах ширин рабочих венцов инструментов на плоскость продольного осевого сечения обрабатываемого колеса, параллельную плоскостям, в которых установлены инструменты, а центры окружностей, определяющих форму выпуклых и вогнутых сторон круговых или арочных зубьев инструментов, лежат на линиях, находящихся в поперечной плоскости симметрии обрабатываемого колеса и имеющих для одного инструмента - левый наклон к линии, касательной к окружности, лежащей в середине ширины рабочего венца инструмента, под углом β=3…15°, при правозаходной стружечной канавке, а для другого - правый наклон под тем же углом при левозаходной стружечной канавке.
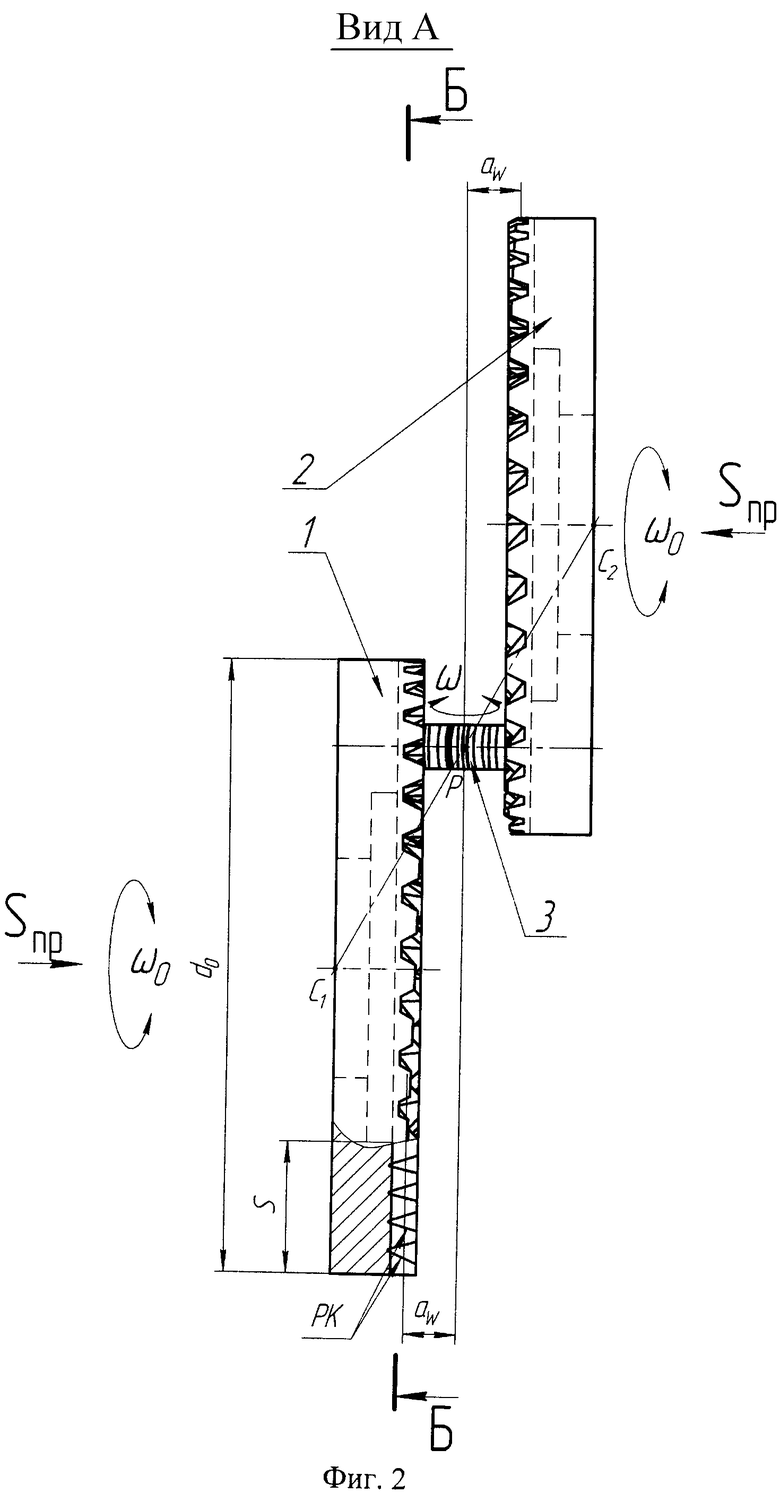
На фиг.1 изображен общий вид (в плане) схемы установки инструмента и обрабатываемой заготовки для осуществления способа обработки цилиндрических зубчатых колес шевингованием-прикатыванием. На фиг.2 - схема способа обработки цилиндрических зубчатых колес шевингованием-прикатыванием (вид слева). На фиг.3 - увеличенный фрагмент сечения зубчатого венца инструмента для осуществления способа обработки цилиндрических зубчатых колес шевингованием-прикатыванием.
Инструменты 1 и 2, выполненные в виде плоских производящих колес, устанавливают друг напротив друга в параллельных плоскостях на цилиндрические оправки и закрепляют на них. При этом центры C1 и C2 инструментов 1 и 2 должны лежать на одной линии так, что каждый из инструментов симметрично повернут на угол β относительно плоскости продольного осевого сечения обрабатываемого колеса 3, перпендикулярной плоскостям, в которых установлены инструменты. Центры C1 и С2 инструментов 1 и 2 находятся на равном удалении от точки P, расположенной на пересечении плоскостей симметрии обрабатываемого колеса 3 и являющейся касательной к проекциям окружностей OC1 и ОС2, лежащих в серединах ширин S рабочих венцов инструментов 1 и 2 на плоскость продольного осевого сечения обрабатываемого колеса 3, параллельную плоскостям, в которых установлены инструменты 1 и 2. Инструменты 1 и 2, предназначенные для осуществления способа обработки цилиндрических зубчатых колес шевингованием-прикатыванием, представляют собой плоские производящие колеса, линиями зубьев которых являются дуги окружностей. Для каждого инструмента центры Oe и Oi этих окружностей R0e и R0i, определяющих форму выпуклой и вогнутой сторон их зубьев, находятся не на линиях, касательных к окружностям, лежащих в серединах ширин S рабочих венцов инструментов, как в ближайшем аналоге, а на линиях, находящихся в поперечной плоскости симметрии обрабатываемого колеса и имеющих для одного инструмента (инструмент 2) - левый наклон к линии, касательной к окружности, лежащей в середине ширины рабочего венца инструмента, под углом β=3…15°, при правозаходной стружечной канавке, а для другого (инструмент 1) - правый наклон под тем же углом при левозаходной стружечной канавке. Это необходимо для создания на передних поверхностях режущих зубьев инструментов 1 и 2 положительных передних углов γ. Которые, в свою очередь, образуются за счет разворота на углы β передних поверхностей 4 режущих зубьев 5 инструментов 1 и 2 по отношению к боковым поверхностям зубьев обрабатываемого колеса. Парное использование указанных инструментов для осуществления способа обработки цилиндрических зубчатых колес шевингованием-прикатыванием, при котором процессы формообразования противоположных (левых и правых) сторон круговых или арочных зубьев обрабатываемого колеса протекают в одинаковых условиях, позволяет расширить технологические возможности способа, за счет его использования для обработки колес с широкими венцами, добиться существенного уменьшения геометрических погрешностей зубьев обрабатываемых колес, таких как колебание модуля по длине зуба инструмента, асимметрии линии зуба.
Способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием пригоден для обработки колес с предварительно формообразованными высокопроизводительными методами (литья, пластического деформирования, механической обработки и др.) зубьями. Согласно способу инструменты 1 и 2 устанавливают на цилиндрические оправки, так чтобы каждый из инструментов был симметрично повернут на угол β относительно плоскости продольного осевого сечения обрабатываемого колеса, и закрепляют на них. Это необходимо для создания на режущих зубьях инструментов 1 и 2 положительных передних углов γ и обеспечения корректной формы и симметричности линии (дуги окружности) зуба обрабатываемого колеса 3. При этом, за счет улучшения геометрических параметров режущих зубьев инструмента, происходит улучшение процесса резания, уменьшение доли пластического деформирования в процессе чистовой обработки цилиндрических зубчатых колес и, как следствие, повышение точности и качества обработки. Обрабатываемое колесо 3 устанавливают на цилиндрическую оправку и жестко закрепляют на ней, затем вводят в плотное (беззазорное по боковым сторонам) зацепление с инструментами 1 и 2.
После чего обрабатываемой заготовке 3 сообщают вращательное движение - движение обката в прямом и обратном направлениях с угловой скоростью ω. При этом инструменты 1 и 2 вращаются со скоростью ω0. Указанное движение является рабочим потому, что при нем осуществляют срезание тонких слоев стружки и выглаживание боковых поверхностей зубьев обрабатываемого колеса 3 за счет профильного скольжения режущих кромок РК зубьев 5 инструментов 1 и 2 по боковым поверхностям зубьев заготовки-колеса 3. Обработка боковых поверхностей зубьев колеса 3 по всей их длине обеспечивается при соблюдении двух условий: во-первых, наличие режущих кромок РК, смещенных на соседних зубьях инструментов 1 и 2 друг относительно друга, образованных в результате пересечения боковых поверхностей их зубьев 5 с винтовыми поверхностями стружечной канавки СК; во-вторых, отсутствие общих множителей чисел зубьев инструментов 1 и 2 и обрабатываемого колеса 3. Формообразование боковых поверхностей зубьев обрабатываемого колеса 3 совершается за количество его оборотов, равное числу зубьев инструментов 1 и 2. Далее производят синхронное для обоих инструментов прерывистое движение подачи врезания Sвр - сближение пересекающихся под углом 90° осей инструментов 1 и 2 и обрабатываемого колеса 3, с прерывистой подачей Sпр на величину 0,03…0,05 мм. Так завершают один рабочий цикл. За полный цикл обработки, для удаления всего припуска с боковых поверхностей зубьев обрабатываемого колеса 3 необходимо осуществить от двух до четырех рабочих циклов. При достижении номинальных межосевых расстояний aw подачи врезания Sпр прекращают. Для улучшения качества обработки, после окончания рабочих циклов, осуществляют выхаживание - вращение обрабатываемой заготовки 3, находящейся в зацеплении с инструментами 1 и 2 в прямом и обратном направлениях на номинальных межосевых расстояниях aW и на пересекающихся под углом 90° осях.
Для обеспечения высоких параметров производительности и качества обработки числа зубьев инструментов 1 и 2 должны иметь наибольшее возможное значение, а также определяться рациональными размерами его внешнего диаметра d0. Диаметр начальной окружности заготовки колеса выбирают таким, чтобы он находился за пределами его активного участка профиля, то есть обеспечивалось предполюсное или заполюсное зацепление. В этом случае на всем рабочем участке профиля зубьев будут отсутствовать точки, на которых скорость скольжения равна нулю.
Предлагаемый способ был реализован при обработке цилиндрического зубчатого колеса с круговыми зубьями, выполненного из стали 20Х ГОСТ 4543-71, имеющего следующие основные параметры: модуль m=2 мм, число зубьев z=11, коэффициент смещения исходного контура χ=0, номинальный радиус кривизны арки зуба R01=20 мм, ширина венца b=10 мм. Предварительное формообразование зубьев заготовки-колеса осуществлялось одной резцовой головкой. Окончательная обработка велась инструментами со следующими параметрами: модуль m0=2 мм, число зубьев z0=51, коэффициент смещения исходного контура χ0=1,909 мм. Режимы обработки: снимаемый припуск, определяемый по развертке начального цилиндра в среднем сечении зуба - 0,12 мм, частота вращения обрабатываемого колеса n=800 мин-1, подача врезания 0,03 мм на рабочий цикл, количество рабочих циклов - 4, количество циклов выхаживания - 2. Колеса, обработанные по предлагаемому способу, по сравнению с колесами, обработанными по способу, описанному в ближайшем аналоге (прототипе), показали: улучшение комплексного показателя - пятна контакта с 45…50% до 65…75%, отсутствие асимметрии расположения пятна контакта вдоль линии зуба, уменьшение шума и вибраций собранной передачи, состоящей из идентичных зубьев на 4 дБ. Это свидетельствует, что при обработке заявленным способом наблюдается улучшение геометрических параметров зубьев обрабатываемого колеса, существенное уменьшение погрешностей обработки, таких как переменный модуль по длине зуба, асимметрия линии зуба, что в свою очередь снимает существенные ограничения на ширину зубчатого венца обрабатываемого колеса и делает способ пригодным для обработки широковенцовых колес, что расширяет технологические возможности способа.
Пример 1. Окончательная обработка велась по предлагаемому способу инструментами, рассчитанными на угол поворота β=2°, с режимами, описанными выше.
Установлено, что при β<3° значимого улучшения условий протекания процесса резания и уменьшения доли пластического деформирования в процессе обработки цилиндрических зубчатых колес шевингованием-прикатыванием не наблюдается. При этом улучшение точности и качества обработки не достигается.
Пример 2. Окончательная обработка велась по предлагаемому способу инструментами, рассчитанными на угол поворота β=9°, с идентичными режимами.
Установлено, что при β=3…15° наблюдается существенное улучшение условий протекания процесса резания, его стабилизация, уменьшение доли пластического деформирования в процессе чистовой обработки цилиндрических зубчатых колес. При этом достигается улучшение точности и качества обработки.
Пример 3. Окончательная обработка велась по предлагаемому способу инструментами, рассчитанными на угол поворота β=17°, с идентичными режимами.
Установлено, что при β>15° наблюдается интенсивное увеличение нагрузки на режущие кромки зубьев инструмента, что приводит к образованию сколов на них, и, как следствие, ухудшения условий протекания процесса резания и увеличения доли пластического деформирования в процессе чистовой обработки цилиндрических зубчатых колес. При этом наблюдается ухудшение точности и качества обработки.
Проведенные испытания подтвердили высокую точность и качество обработки цилиндрических колес с круговыми зубьями заявленным инструментом.
Представленные данные свидетельствуют о расширении технологических возможностей обработки цилиндрических зубчатых колес с круговой или арочной формой зуба, а также повышении точности и качества обработки при высокой производительности и исправляющей способности предлагаемого способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2008 |
|
RU2369469C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2483845C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2314183C1 |
| СПОСОБ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2224624C2 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2012 |
|
RU2503524C1 |
| СТАНОК ДЛЯ ШЕВИНГОВАНИЯ - ПРИКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2068754C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2014 |
|
RU2602576C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес | 2018 |
|
RU2701977C1 |

Изобретение относится к области машиностроения, в частности к обработке круговых и арочных зубьев цилиндрических зубчатых колес. Способ включает обработку с периодической радиальной подачей после каждого из 2-4 рабочих циклов и без радиальной подачи в течение 1-2 циклов выхаживания. Обработку осуществляют двумя инструментами, установленными друг напротив друга в параллельных плоскостях. Каждый из инструментов симметрично повернут на угол относительно плоскости продольного осевого сечения обрабатываемого колеса, перпендикулярной плоскостям, в которых установлены инструменты. Центры инструментов расположены на равном удалении от точки, расположенной на пересечении плоскостей симметрии обрабатываемого колеса и являющейся касательной к проекциям окружностей. Центры окружностей, определяющих форму выпуклых и вогнутых сторон круговых или арочных зубьев инструментов лежат на линиях, находящихся в поперечной плоскости симметрии обрабатываемого колеса. Линии, на которых лежат центры окружностей, для одного инструмента имеют левый наклон к линии, касательной к окружности, лежащей в середине ширины рабочего венца инструмента, под углом β=3-15°, при правозаходной стружечной канавке, а для другого - правый наклон под тем же углом при левозаходной стружечной канавке. В результате обеспечивается повышение точности и качества. 3 ил., 3 пр.
Способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием, включающий свободный обкат инструмента, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, при этом зацепление инструмента с обрабатываемым колесом выполняют внеполосным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение 1-2 циклов выхаживания, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, при этом используют инструмент, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса кроме единицы, инструмент и заготовку-колесо устанавливают на пересекающихся под углом 90° осях, обработку производят инструментом, линия зубьев которого имеет круговую или арочную форму, а режущие кромки круговых или арочных зубьев инструмента расположены на плоском производящем колесе, отличающийся тем, что обработку осуществляют двумя инструментами, установленными друг напротив друга в параллельных плоскостях, центры инструментов лежат на одной линии так, что каждый из инструментов симметрично повернут на угол относительно плоскости продольного осевого сечения обрабатываемого колеса, перпендикулярной плоскостям, в которых установлены инструменты, и расположены на равном удалении от точки, расположенной на пересечении плоскостей симметрии обрабатываемого колеса и являющейся касательной к проекциям окружностей, лежащих в серединах ширин рабочих венцов инструментов на плоскость продольного осевого сечения обрабатываемого колеса, параллельную плоскостям, в которых установлены инструменты, а центры окружностей, определяющих форму выпуклых и вогнутых сторон круговых или арочных зубьев инструментов лежат на линиях, находящихся в поперечной плоскости симметрии обрабатываемого колеса и имеющих для одного инструмента - левый наклон к линии, касательной к окружности, лежащей в середине ширины рабочего венца инструмента, под углом β=3-15°, при правозаходной стружечной канавке, а для другого - правый наклон под тем же углом при левозаходной стружечной канавке.
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2008 |
|
RU2369469C1 |
| СПОСОБ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2224624C2 |
| МИКРОТВЭЛ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2328783C1 |
| JP 2011056602 A, 24.03.2011. | |||

