Изобретение относится к металлообработке и может быть использовано при обработке закругления на торцах зубьев переключаемых зубчатых колес и зубчатых муфт, предназначенного для плавного входа в зацепление при их осевом перемещении.
Известен способ закругления торцов зубьев, включающий установку заготовки в зажимном приспособлении, позиционирование фрез в шпинделях шпиндельной бабки, обработку торцовых поверхностей зубьев заготовки двумя чашечными фрезами, установленными под углом к заготовке, при этом одна фреза обрабатывает закругление на одной стороне зуба, а другая - на противоположной стороне другого зуба заготовки, при этом фрезы вращаются и перемещаются вдоль своей оси, сначала на ускоренном, затем на рабочем движении подачи с небольшой выдержкой в конце цикла, причем во время обратного хода деталь совершает движение деления на шаг для закругления следующего зуба (Калашников А.С. Технология изготовления зубчатых колес. М.: Машиностроение, 2004. 480 с. ил.).
К недостаткам данного способа относится низкая производительность, являющаяся следствием прерывистости процесса обработки, а также сравнительно низкая скорость резания чашечных фрез. Кроме этого, к недостаткам способа следует отнести нетехнологичность чашечных фрез, имеющих внутренние затылованные поверхности, что ограничивает их применение на практике.
Наиболее близким техническим решением, выбранным в качестве ближайшего аналога, является способ закругления торцов зубьев, включающий установку заготовки в зажимном приспособлении, позиционирование фрез в шпинделях шпиндельной бабки, обработку торцовых поверхностей зубьев заготовки двумя однозубыми фрезами, оснащенными твердосплавными пластинами, которым сообщается осевая подача, при этом одна фреза обрабатывает закругление на одной стороне зуба, а другая - на противоположной стороне другого зуба заготовки, причем фрезы вращаются синхронно и имеют встречное направление вращения, выбранное таким образом, что каждая фреза начинает обработку на боковой стороне зуба заготовки, а заканчивает на торце, при этом заготовка вращается непрерывно с постоянной частотой вращения, связанной с частотой вращения фрез (патент США №4726720, Мкл. B23F 19/10, опубл. 23.02.1988).
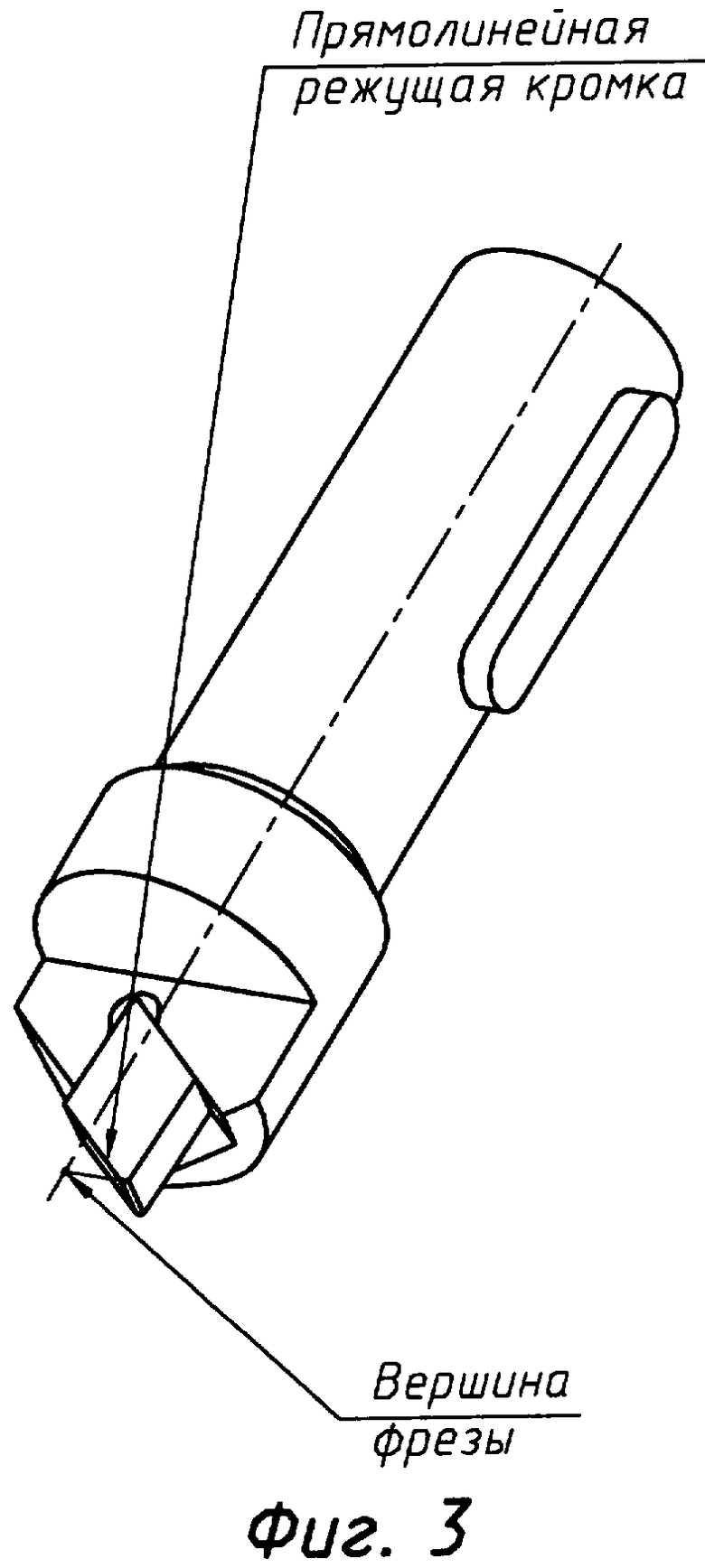
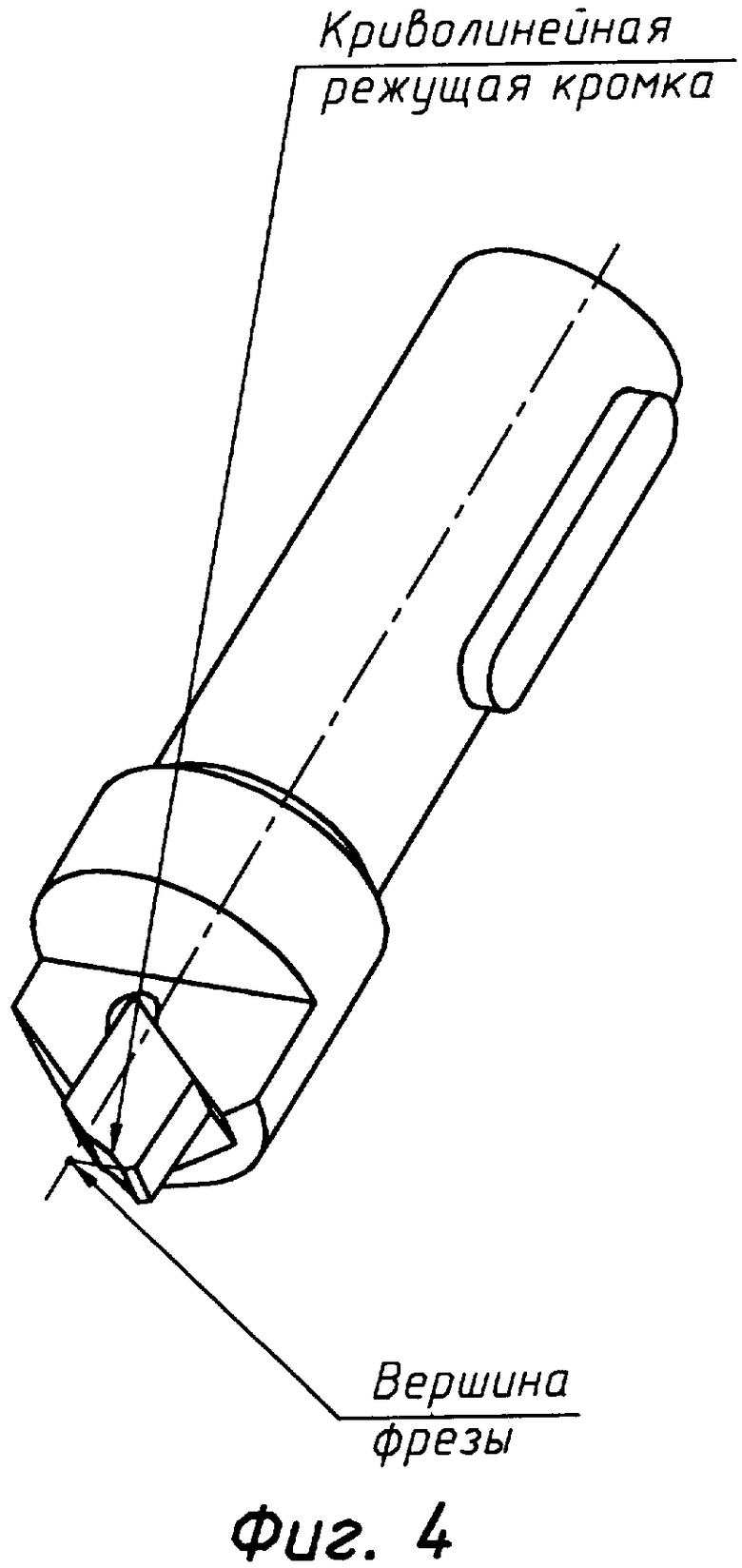
Применение в данном способе фрез с прямолинейной режущей кромкой позволяет обработать закругление в форме «домика». При необходимости обработки бочкообразного закругления применяются фрезы с криволинейной режущей кромкой.
Недостатком данного способа является низкое качество обработки, а именно несимметричность зубозакругления относительно плоскости симметрии зуба. Это вызвано несимметричным положением обрабатываемых зубьев заготовки и инструмента относительно горизонтальной плоскости, проходящей через ось заготовки. Кроме этого, в данном способе отсутствуют наладочные параметры, определяющие положение заготовки и инструмента во время обработки. В свою очередь, это приводит к повышению трудоемкости наладки для обработки новых деталей, которая осуществляется обработкой пробных заготовок и последующей корректировкой положения фрез относительно заготовки. Такой способ наладки требует значительных затрат времени и, кроме этого, приводит к браку нескольких заготовок, использовавшихся для наладки.
Технической задачей, на решение которой направлено изобретение, является повышение качества обработки зубозакругления типа «домик» и бочкообразного зубозакругления, исключение брака при переналадке оборудования и снижение ее трудоемкости.
Указанная задача решается тем, что в известном способе закругления торцов зубьев, включающем установку заготовки в зажимном приспособлении, позиционирование фрез в шпинделях шпиндельной бабки, обработку торцовых поверхностей зубьев заготовки двумя однозубыми фрезами, оснащенными твердосплавными пластинами, которым сообщается осевая подача, при этом одна фреза обрабатывает закругление на одной стороне зуба, а другая - на противоположной стороне другого зуба заготовки, причем фрезы вращаются синхронно и имеют встречное направление вращения, выбранное таким образом, что каждая фреза начинает обработку на боковой стороне зуба заготовки, а заканчивает на торце, заготовку устанавливают в зажимном приспособлении таким образом, что бы ее обрабатываемые зубья были расположены симметрично относительно горизонтальной плоскости под углом к ней, фрезы размещают в шпинделях шпиндельной бабки также симметрично относительной указанной плоскости, задают угловое положение фрез разворотом шпиндельной бабки от оси заготовки на угол ω и разворотом шпинделя на угол α относительно горизонтальной плоскости и линейное положение фрез, определяемое координатами их вершин относительно центра заготовки и ее переднего торца, при этом угол разворота шпиндельной бабки ω определяют следующей зависимостью:
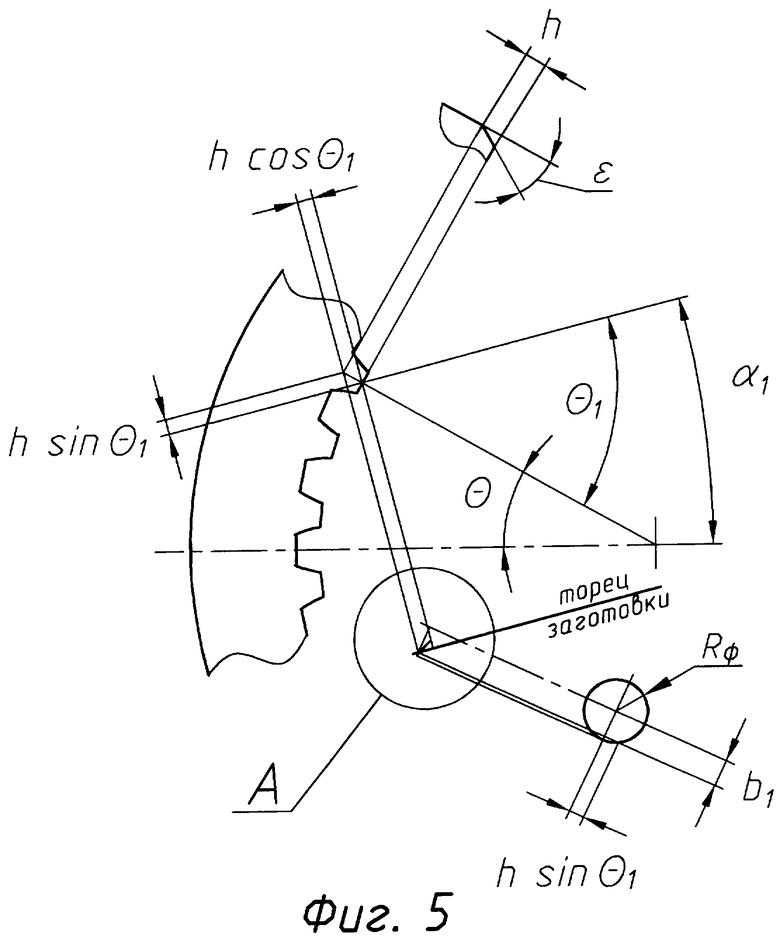
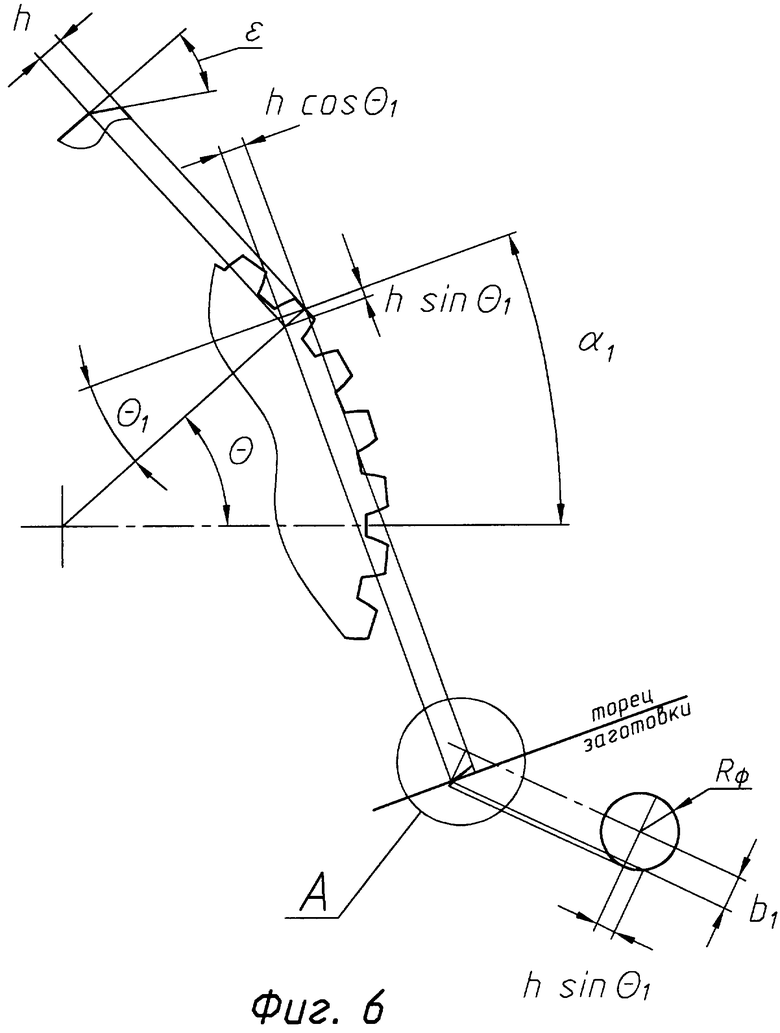
где α1 - угол наклона проекции оси шпинделя на плоскость торца заготовки;
ω1 - угол между осью фрезы и торцом заготовки, определяемый зависимостью
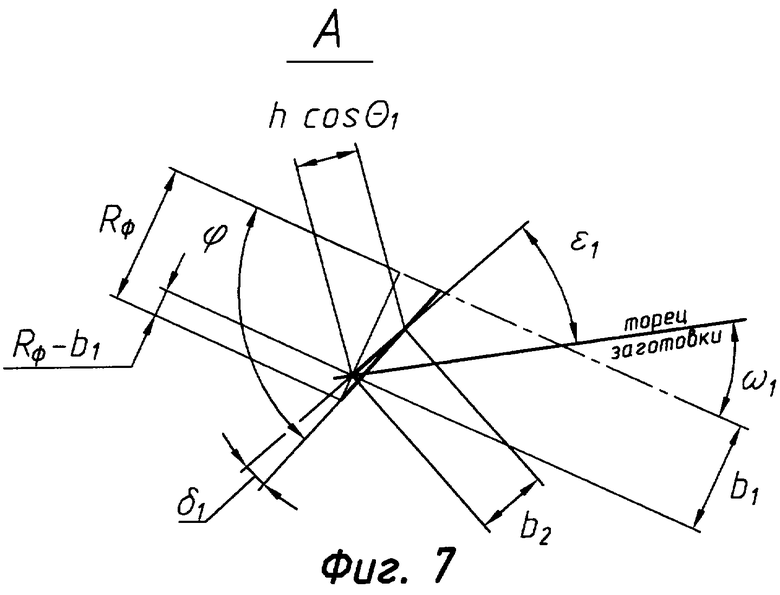
ω1=ϕ-ε1-δ1,
где ϕ - угол между режущей кромкой и осью фрезы;
ε1 - вспомогательный угол, который определяют по формуле
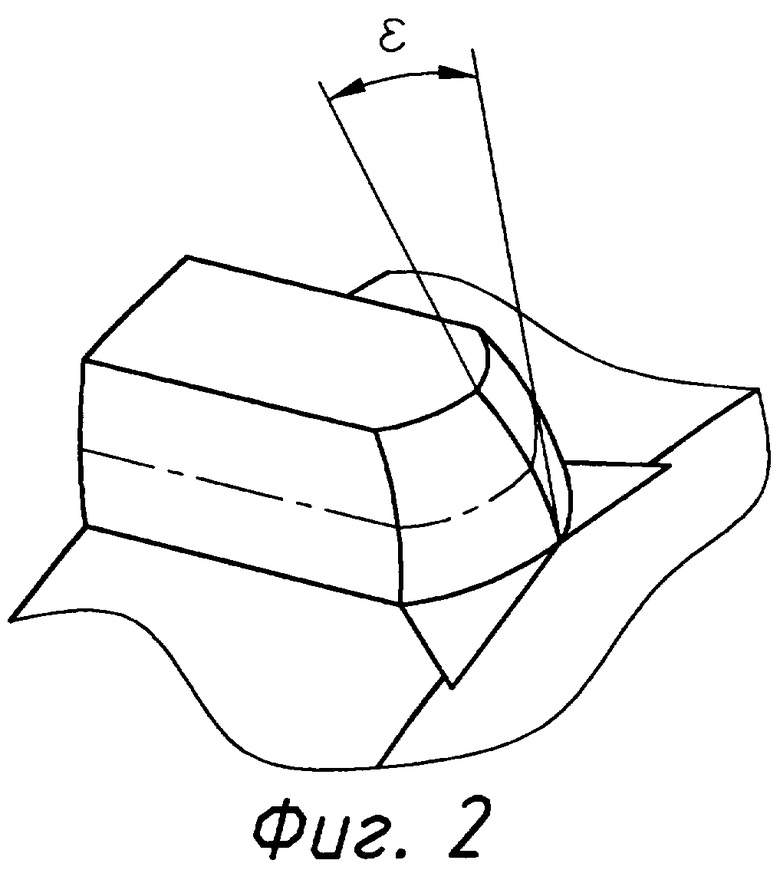
где ε - угол наклона зубозакругления;
θ1 - угол между осью фрезы и осью симметрии обрабатываемого зуба в плоскости торца заготовки, определяемый по формуле
где θ - угловое положение обрабатываемого зуба относительно горизонтальной плоскости;
δ1 - угол между профилем закругления и режущей кромкой, определяемый зависимостью
где b1, b2 - вспомогательные величины, определяемые по формулам
 ;
;
Rф - радиус крайней точки режущей кромки фрезы;
h - высота участка зубозакругления,
угол α разворота шпинделя относительно горизонтальной плоскости определяют следующей зависимостью:
α=arctg(tgα1cosω),
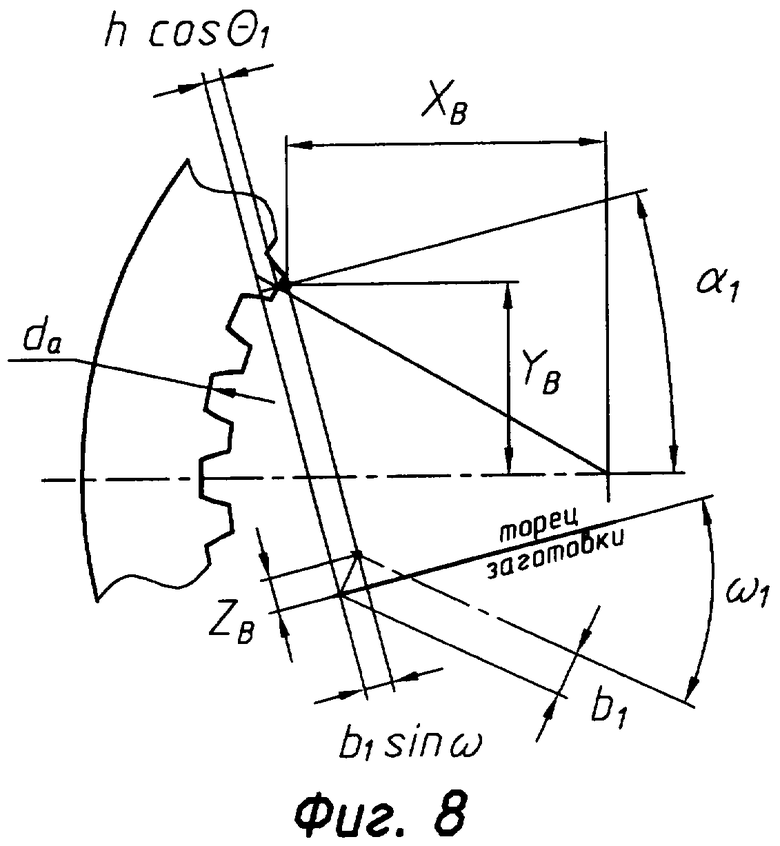
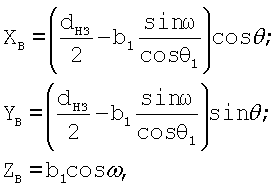
а координаты вершин фрез относительно центра заготовки и ее переднего торца определяют по следующим зависимостям:
где dНЗ - диаметр начала зубозакругления,
кроме того, заготовка может вращаться дискретно или непрерывно с постоянной частотой вращения, связанной с частотой вращения фрез.
По варианту 2 обработку торцовых поверхностей зубьев заготовки ведут одной однозубой фрезой.
Обработка зубозакругления на зубьях, симметрично расположенных относительно горизонтальной плоскости, однозубыми фрезами, положение которых определено указанными выше геометрическими параметрами, позволяет получить идентичные поверхности зубозакругления на разных сторонах зубьев, а также обеспечить соответствие его размеров техническим требованиям чертежа изделия, что существенно повышает качество обработки зубозакругления типа «домик» и бочкообразного зубозакругления, при этом исключается необходимость обработки пробных заготовок и сокращается время переналадки оборудования.
Способ при дискретном вращении заготовки позволяет осуществлять обработку с меньшей величиной подачи, чем при непрерывном вращении, что также положительно сказывается на процессе резания, качестве обработки.
Анализ известных технических решений в данной области техники показал, что предложенный способ закругления торцов зубьев зубчатых колес имеет признаки, которые отсутствуют в аналогах, а их использование в заявляемой совокупности существенных признаков позволяет получить новый технический результат. Следовательно, заявляемое техническое решение соответствует критерию «изобретательский уровень».
Заявителю не известны способы закругления торцов зубьев с указанной совокупностью существенных признаков, и заявленная совокупность существенных признаков не вытекает явным образом из современного уровня техники, что подтверждает соответствие заявляемого технического решения условию «новизна».
Заявляемое техническое решение поясняется чертежами, где:
фиг.1 - внешний вид зубозакругления типа «домик»;
фиг.2 - внешний вид бочкообразного зубозакругления;
фиг.3 - однозубая фреза с прямолинейной режущей кромкой для обработки зубозакругления типа «домик»;
фиг.4 - однозубая фреза с криволинейной режущей кромкой для обработки бочкообразного зубозакругления;
фиг.5 - расчетная схема для определения угла разворота шпиндельной бабки для заготовки с внутренними зубьями;
фиг.6 - расчетная схема для определения угла разворота шпиндельной бабки для заготовки с внешними зубьями;
фиг.7 - выносной элемент А на фиг.5 и 6;
фиг.8 - расчетная схема для определения координат вершины фрезы для заготовки с внутренними зубьями;
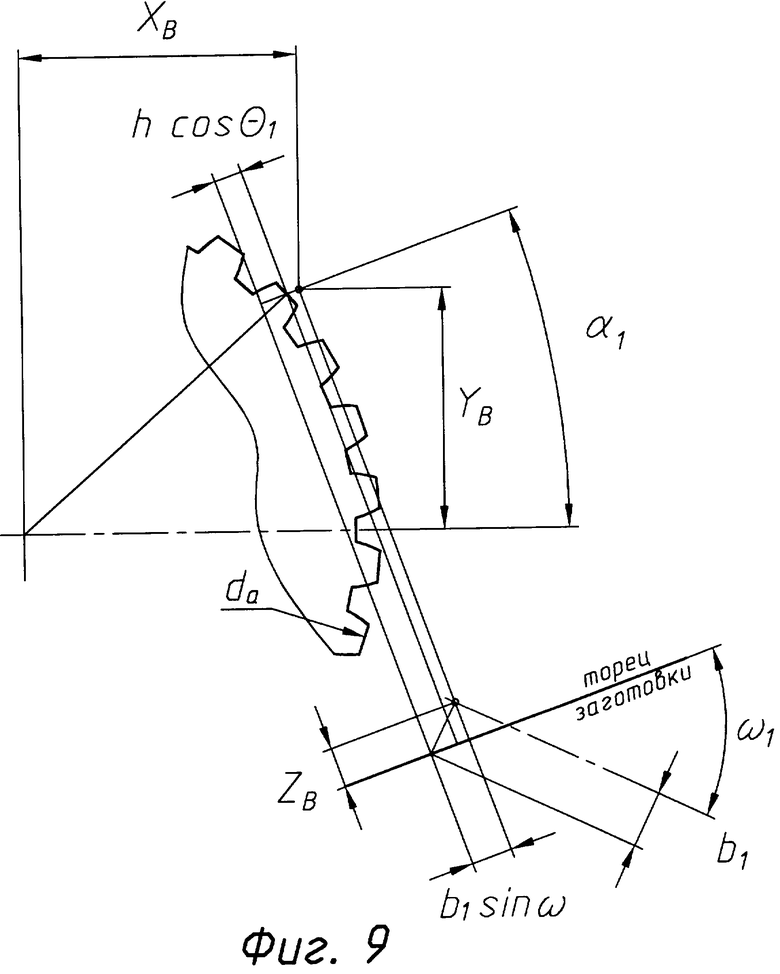
фиг.9 - расчетная схема для определения координат вершины фрезы для заготовки с внешними зубьями;
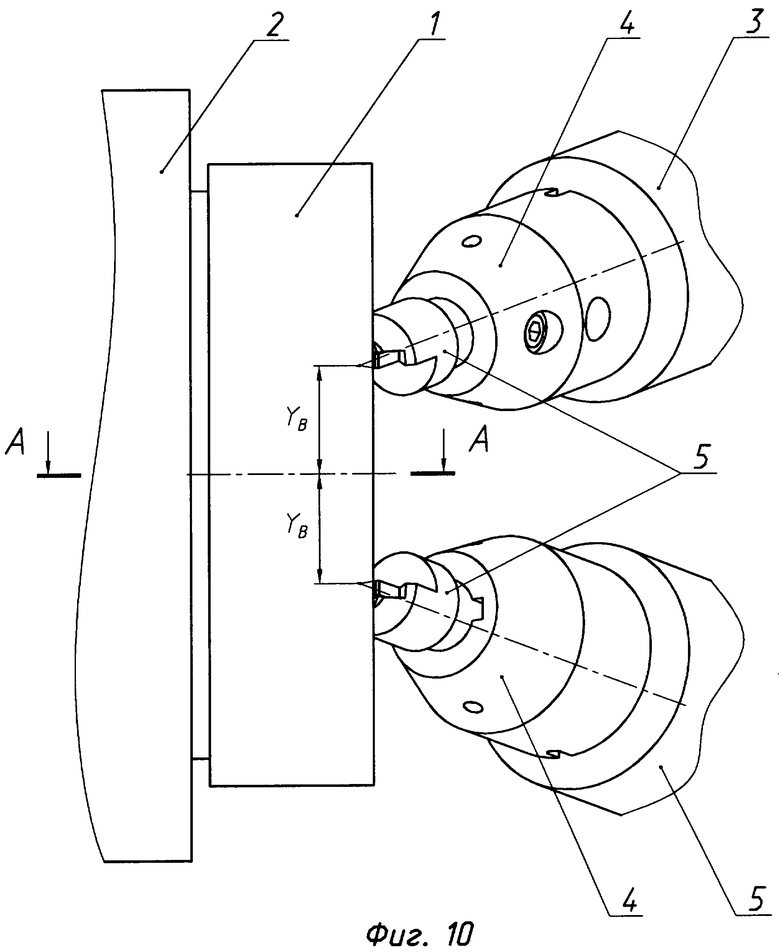
фиг.10 - схема расположения однозубых фрез и заготовки при обработке;
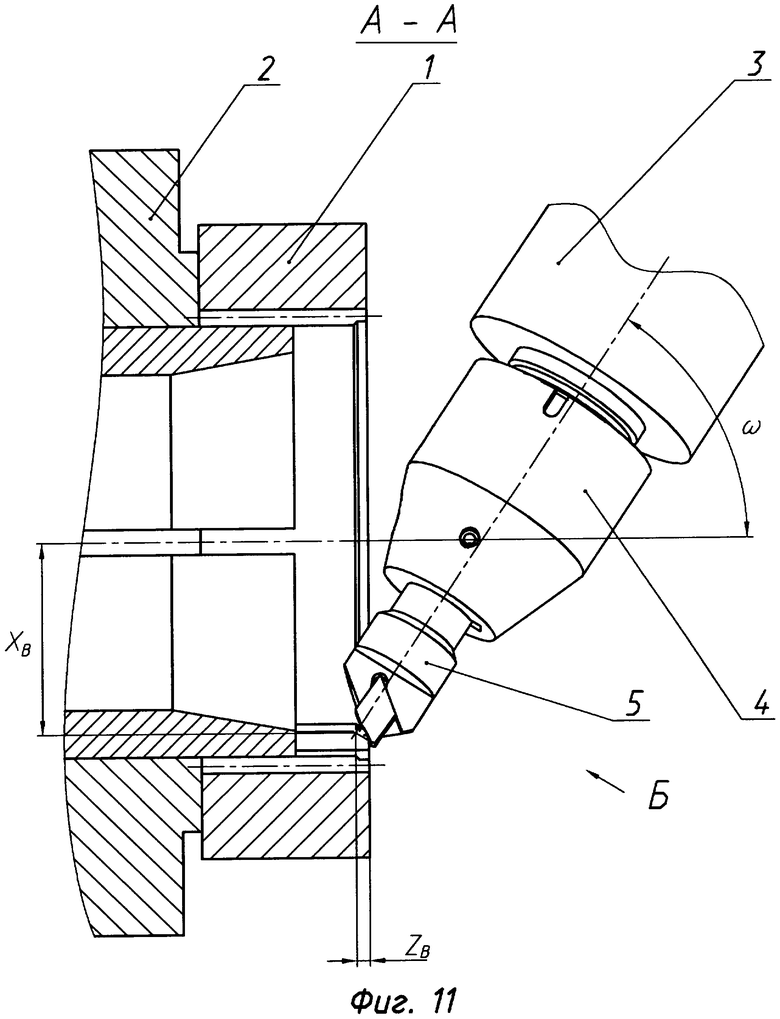
фиг.11 - разрез А-А на фиг.10;
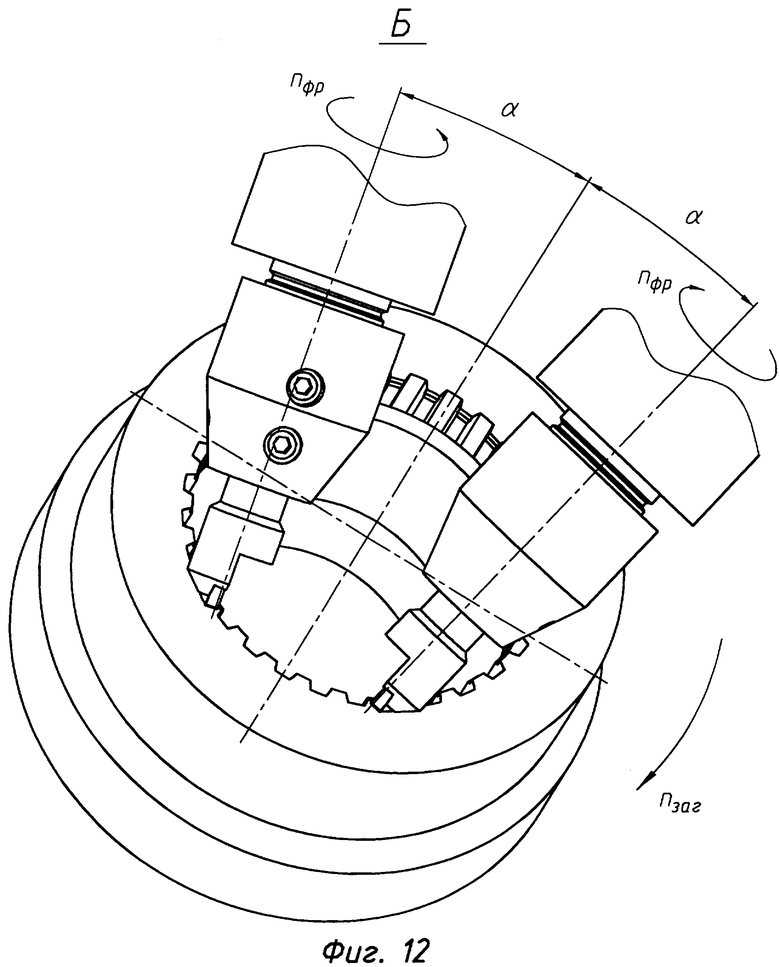
фиг.12 - вид Б на фиг.11.
Способ закругления торцов зубьев включает обработку торцовых поверхностей зубьев заготовки двумя однозубыми фрезами, оснащенными твердосплавными пластинами (вариант 1) либо одной однозубой фрезой, оснащенной твердосплавной пластиной (вариант 2). Однозубым фрезам сообщают осевую подачу, при этом в первом варианте одна фреза обрабатывает закругление на одной стороне зуба, а другая - на противоположной стороне другого зуба заготовки. Фрезы вращаются синхронно и имеют встречное направление вращения, выбранное таким образом, что каждая фреза начинает обработку на боковой стороне зуба заготовки, а заканчивает на торце. При этом заготовка может вращаться как дискретно, так и непрерывно, с постоянной частотой вращения, связанной с частотой вращения.
Фрезы располагают в шпинделях шпиндельной бабки, симметрично относительно горизонтальной плоскости, проходящей через ось заготовки, а положение фрез определяется углом наклона α шпинделя к горизонтальной плоскости и углом разворота ω шпиндельной бабки от оси заготовки. В обоих вариантах угол разворота шпиндельной бабки ω определяется следующей зависимостью:
где α1 - угол наклона проекции оси шпинделя на плоскость торца заготовки, выбирается из диапазона 10...20°, причем для заготовки с внешними зубьями рекомендуемый угол находится в пределе 15...20°, а для заготовки с внутренними зубьями 10...15°, при обработке одним шпинделем рекомендуемый угол α1=0°;
ω1=ϕ-ε1-δ1 - угол между осью фрезы и торцом заготовки;
ϕ - угол между режущей кромкой и осью фрезы;
ε - угол наклона зубозакругления;
 - угол между осью фрезы и осью симметрии обрабатываемого зуба в плоскости торца заготовки, причем знак «-» следует подставлять для заготовки с внешними зубьями, а знак «+» для заготовки с внутренними зубьями;
- угол между осью фрезы и осью симметрии обрабатываемого зуба в плоскости торца заготовки, причем знак «-» следует подставлять для заготовки с внешними зубьями, а знак «+» для заготовки с внутренними зубьями;
θ - угловое положение обрабатываемого зуба относительно горизонтальной плоскости, выбирается с учетом симметричного расположения обрабатываемых зубьев из диапазона 25...45°, причем для заготовки с внешними зубьями рекомендуемый угол находится в пределе 35...45°, а для заготовки с внутренними зубьями 25...35°;
 - угол между профилем закругления и режущей кромкой;
- угол между профилем закругления и режущей кромкой;
b1, b2 - вспомогательные величины;
Rф - радиус крайней точки режущей кромки фрезы;
h - высота участка зубозакругления.
Причем угол наклона шпинделей определяется следующей зависимостью:
α=arctg(tgα1cosω).
Кроме этого, положение фрез определяется координатами их вершин относительно центра заготовки и ее переднего торца, которые определяются по следующим зависимостям:
где da - диаметр вершин зубьев заготовки.
Процесс обработки данным способом выглядит следующим образом. Заготовку 1 устанавливают в зажимном приспособлении 2, при этом ось заготовки располагают горизонтально, впадину зуба также выставляют горизонтально. Фрезерные шпиндели 3 выставляют под углом α, a шпиндельную бабку (не показана) разворачивают на угол ω к оси заготовки. В каждый шпиндель устанавливают фрезерную оправку 4 с зубозакругляющей фрезой 5. После этого вертикальным перемещением фрезерных шпинделей и горизонтальным перемещением шпинделя заготовки выставляют координаты вершин фрез 5. Обработку заготовки осуществляют при непрерывном вращении заготовки, при этом шпиндели совершают возвратно-поступательные движения вдоль своей оси, осуществляя рабочую подачу и отвод инструмента. Каждая фреза обрабатывает зубозакругление на одной стороне разных зубьев заготовки. Направление вращения фрез выбирают таким образом, что каждая фреза начинает обработку на боковой стороне зуба заготовки, а заканчивает на торце.
Обработка зубозакругления может осуществляться одной фрезой, сначала на одной стороне зуба, затем, после смены фрезы, на другой стороне. Это возможно в том случае, если применяемое оборудование имеет только один фрезерный шпиндель, или при обработке колес внутреннего зацепления малого диаметра, где нет возможности размещения двух шпинделей в зоне обработки.
Обработку зубозакругления можно также осуществлять при дискретном вращении заготовки. Это позволяет осуществлять обработку с меньшей величиной подачи, чем при непрерывном вращении, что положительно сказывается на процессе резания, качестве обработки и стойкости инструмента. Кроме этого, нет необходимости согласованности вращения заготовки и фрез, и есть возможность увеличения частоты вращения инструмента, что предпочтительно для фрез, оснащенных твердосплавными пластинами. При этом повышение частоты вращения инструмента позволяет частично компенсировать потерю производительности, вызванную прерывистостью процесса.
Реализация заявляемого способа позволит повысить качество обработки зубозакругления типа «домик» и бочкообразного зубозакругления, исключить брак при переналадке оборудования и снизить ее трудоемкость.
Указанный способ закругления торцов зубьев может быть реализован на стандартном оборудовании с использованием известных материалов, что отвечает критерию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ | 2006 |
|
RU2319583C1 |
| Станок для нарезания зубчатых колес | 1987 |
|
SU1563871A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| Способ изготовления зубчатых колес | 1991 |
|
SU1816574A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСA АВТОСЦЕПКИ | 2009 |
|
RU2404027C1 |
| Устройство для закругления торцов зубьев цилиндрических зубчатых колес | 1981 |
|
SU971597A1 |
| Способ обработки фасонных отверстий | 1981 |
|
SU1000175A1 |
| Зубозакругляющий полуавтомат | 1991 |
|
SU1816577A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
Изобретение относится к области металлообработки, изготовлению переключаемых зубчатых колес и зубчатых муфт. Способ включает установку заготовки, позиционирование фрез в шпинделях шпиндельной бабки, обработку торцовых поверхностей зубьев заготовки двумя однозубыми фрезами с твердосплавными пластинами, которым сообщают осевую подачу, при этом одна фреза обрабатывает закругление на одной стороне зуба, а другая - на противоположной стороне другого зуба заготовки, причем фрезы вращают синхронно и со встречным направлением вращения, выбранным из условия, что каждая фреза начинает обработку на боковой стороне зуба заготовки, а заканчивает на торце. Для повышения качества обработки заготовку устанавливают в зажимном приспособлении так, что ее обрабатываемые зубья расположены симметрично относительно горизонтальной плоскости под углом к ней. Фрезы размещают симметрично относительной указанной плоскости, задают угловое положение фрез разворотом шпиндельной бабки от оси заготовки и разворотом шпинделя относительно горизонтальной плоскости и линейное положение фрез, определяемое координатами их вершин относительно центра заготовки и ее переднего торца. При этом углы разворота шпиндельной бабки, шпинделя и координаты вершин фрез относительно центра заготовки и ее переднего торца определяют по приведенным зависимостям. 2 н. и 2 з.п. ф-лы, 12 ил.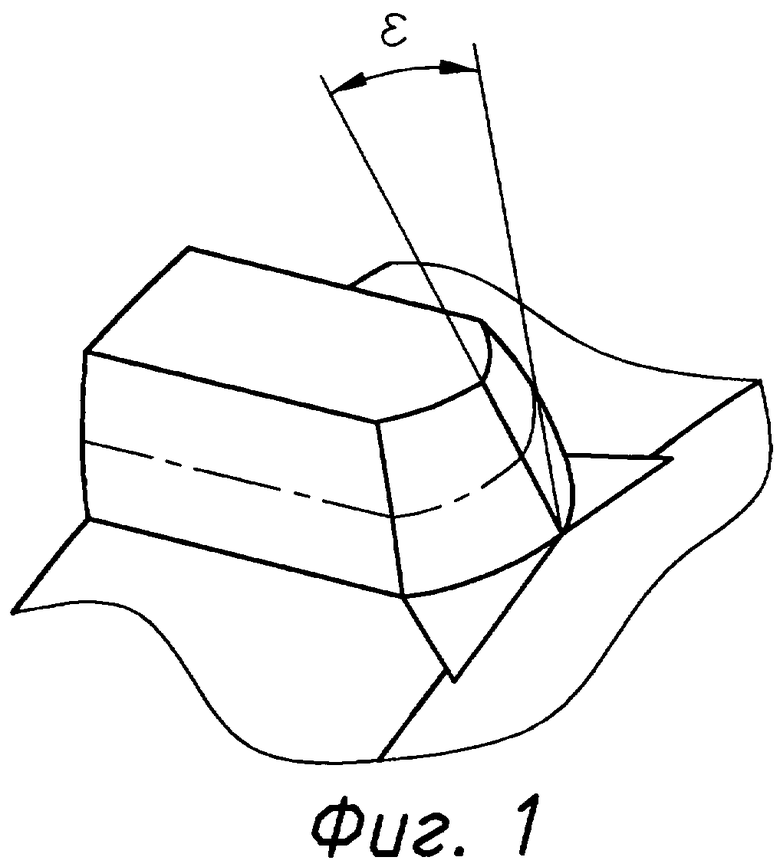
где α1 - угол наклона проекции оси шпинделя на плоскость торца заготовки;
ω1 - угол между осью фрезы и торцом заготовки, определяемый зависимостью:
ω1=ϕ-ε1-δ1,
где ϕ - угол между режущей кромкой и осью фрезы;
ε1 - вспомогательный угол, который определяют по формуле:
где ε - угол наклона зубозакругления;
θ1 - угол между осью фрезы и осью симметрии обрабатываемого зуба в плоскости торца заготовки, определяемый по формуле
где θ - угловое положение обрабатываемого зуба относительно горизонтальной плоскости;
δ1 - угол между профилем закругления и режущей кромкой, определяемый зависимостью:
где b1, b2 - вспомогательные величины, определяемые по формулам:
Rф - радиус крайней точки режущей кромки фрезы;
h - высота участка зубозакругления,
угол α разворота шпинделя относительно горизонтальной плоскости определяют следующей зависимостью:
α=arctg(tgα1cosω),
а координаты вершин фрез относительно центра заготовки и ее переднего торца определяют по следующим зависимостям:
где dНЗ - диаметр начала зубозакругления.
где α1 - угол наклона проекции оси шпинделя на плоскость торца заготовки;
ω1 - угол между осью фрезы и торцом заготовки, определяемый зависимостью:
ω1=ϕ-ε1-δ1,
где ϕ - угол между режущей кромкой и осью фрезы;
ε1 - вспомогательный угол, который определяют по формуле:
где ε - угол наклона зубозакругления;
θ1 - угол между осью фрезы и осью симметрии обрабатываемого зуба в плоскости торца заготовки, определяемый по формуле:
где θ - угловое положение обрабатываемого зуба относительно горизонтальной плоскости;
δ1 - угол между профилем закругления и режущей кромкой, определяемый зависимостью:
где b1, b2 - вспомогательные величины, определяемые по формулам:
RФ - радиус крайней точки режущей кромки фрезы;
h - высота участка зубозакругления,
угол α разворота шпинделя относительно горизонтальной плоскости определяют следующей зависимостью:
α=arctg(tgα1cosω),
а координаты вершины фрезы относительно центра заготовки и ее переднего торца определяют по следующим зависимостям:
где dНЗ - диаметр начала зубозакругления.
| US 4726720 А, 23.02.1988 | |||
| Приспособление для закругления торцевых кромок зубцов цилиндрических шестерен на вертикально-фрезерном станке | 1948 |
|
SU82093A1 |
| Полуавтоматический фрезерный станок для обработки фасок зубьев на торцевых кромках винтовых шестерен распределительных валиков | 1950 |
|
SU93892A1 |
| Способ зубозакругления и станокдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU831441A1 |
| Шихта для производства марганцевого агломерата | 1981 |
|
SU952983A1 |

