Изобретение относится к обработ- е металлов резанием и может быть спользовано в производстве коничесих, гипоидных и цилиндрических коес с круговыми зубьями.
Цель изобретения повьпнение производительности зубоишифования утем сокращения холостых ходов инструмента.
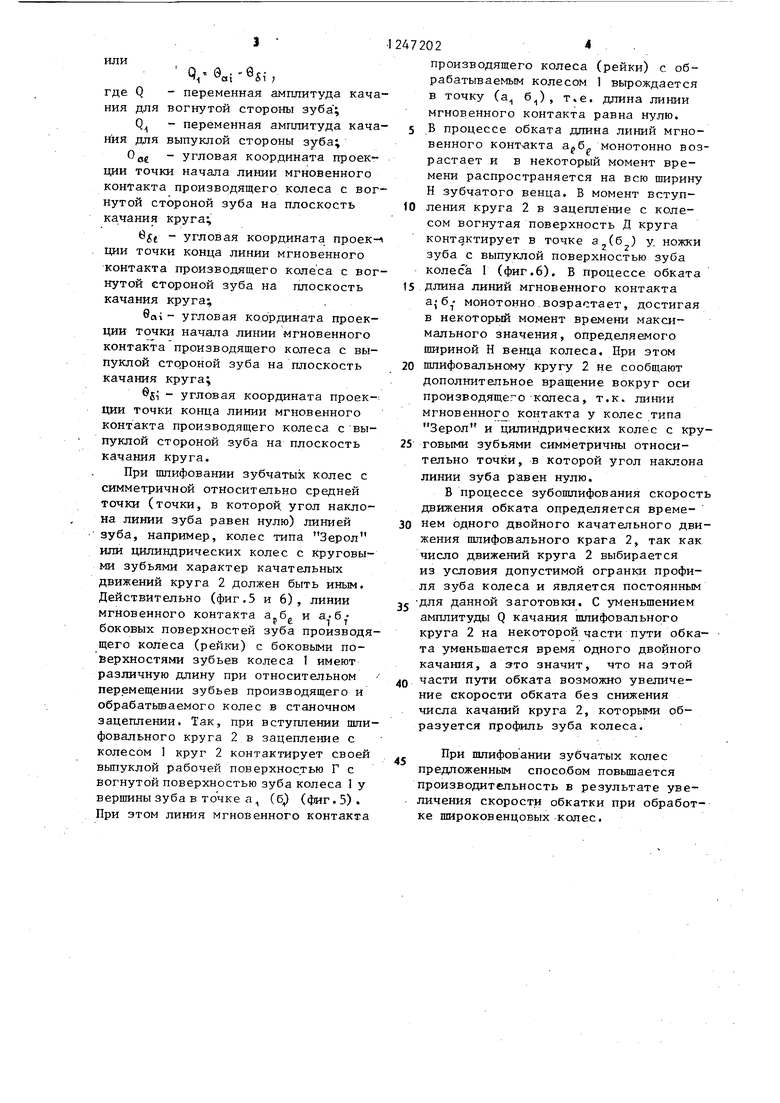
На фиг.1 показана схема способа взаимодействия чашечно-конического круга с колесом; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вогнутая боковая поверхность зуба колеса с круговыми несимметричными зубьями; на фиг.4 - выпуклая поверхность зу-г ба заготовки колеса с круговыми несимметричными зубьями; на фиг.З - вогнутая поверхность зуба цилиндрического колеса с круговыми симметричными зубьями; на фиг.6 - вьтук- лая поверхность зуба цилиндрического колеса с круговыми симметричными зубьями.
Обработку зубчатого колеса 1 с круговыми зубьями производят чашеч- . ным шлифовальным кругом 2. Зубья колеса 1 вьшолнены круговыми и имеют вогнутую Б и выпуклую В поверхности.
В процессе обката шлифовальный круг воспроизводит сцепляющееся с обрабатываемым производящее колесо (не обозначено) с наружной Г и внутренней Д производящими поверхностями. I
Шлифование осуществляют в условиях обката, при этом шлифовальному кругу 2 сообщают вращение вокруг оси 0 0 с угловой скоростью W, и качательное движение вокруг оси О,О-боковой поверхности зуба производящего колеса по стрелке Е. При этом колесу 1 сообщают вращение вокруг оси OjO ,i Контакт круга 2 с поверхностями Б н В происходит в точках а и б.
При качательном движении по стрелке Е точки контакта
перемещаются вдоль зуба ( , а., т.е. осуществляется движение подачи круга 2, необходимое для снятия припуска по всей длине зуба. При сравнительно больщой кривизне линии зуба и ширине Н венца обрабатываемого колеса 1 линии мгновенного контакта боковой поверхности зуба гТроизводящего колеса с боковой поверхностью зуба колеса 1 имеют су
5
0
5
0
5
0
5
50
55
щественно различную длину при относительном перемещении зубьев производящего и обрабатываемого колес. Кругу 2 сообщают дополнительное, связанное с качательным движением, вращение вокруг оси боковой поверхности зуба производящего колеса (OjOjJB направле 1ии от торцового профиля зуба колеса 1, входящего в зацепление с производящим колесом, к торцовому профилю, выходящему из зацепления. Так, при вступлении шлифовального круга 2 в зацепление с колесом 1 у торца Ж, круг 2 контактирует своей выпуклой рабочей поверхностью Г с вогнутой поверхностью Б зуба колеса 1 у вершины зуба по линии . В процессе обката длина линий мгновенного контакта ag6g растет и в некоторый момент времени распространяется на всю ширину Н зубчатого венца. При дальнейшем движении обка- та линии мгновенного контакта, перемещаясь от торцового профиля Ж зуба, входящего в зацепление с производящим колесом, к противоположному торцовому профилю К зуба, выходящему из зацепления, уменьшается постепенно до нуля. Одновременно с этим в начале обката круг 2 контактирует своей вогнутой поверхностью Д с выпуклой поверхностью В зуба колеса 1 у его ножки. Б процессе обката длина линий мгновенного контакта а б также растет до некоторой величины, определяемой шириной зубчатого венца Н , а затем начинает монотонно уменьшаться до нуля. Таким образом, в процессе обката обрабатываемой заготовки длина линий мгновенного контакта арб{ или а б не остается постоянной, а возрастает от нуля до некоторого максимума, а затем уменьшается до нуля. При этом линии мгновенного контакта перемещаются вдоль зуба колеса от одного торца колеса 1 к другому.
Шлифовальный круг 2 получает ка- чательное движение с переменной Б процессе обката амплитудой Q(Q,), причем величина амплитуды шлифоваль- . ного круга 2 определяется дпиной линии или мгновенного контакта боковой поверхности зуба производящего колеса с колесом 1 по зависимости:
G -eae-®«t
или
где Q - переменная амплитуда качания для вогнутой стороны зуба ;
Q - переменная амплитуда качания для выпуклой стороны зуба;
Од2 - угловая координата проекции точки начала линии мгновенного контакта производящего колеса с вогнутой стороной зуба на плоскость ка.чания круга;
St угловая координата проекции точки конца линии мгновенного контакта производящего колеса с вогнутой стороной зуба на плоскость качания круга;
6ai- угловая координата проекции точки начала линии мгновенного контакта производящего колеса с вы- пузспой стороной зуба на плоскость качания круга;
Si угловая координата проекции точки конца линии мгновенного контакта производящего колеса с выпуклой стороной зуба на плоскость качания круга.
При шпифовании зубчатых колес с симметричной относительно средней точки (точки, в которой, угол наклона линии зуба равен нулю) линией зуба, например, колес типа Зерол или цилиндрических колес с круговыми зубьями характер качательных движений круга 2 должен быть иным. Действительно (фиг.5 и 6), линии мгновенного контакта и боковых поверхностей зуба производящего колеса (рейки) с боковыми поверхностями зубьев колеса 1 имеют различную длину при относительном перемещении зубьев производящего и обрабатьшаемого колес в станочном зацеплении. Так, при вступлении шлифовального круга 2 в зацепление с колесом 1 круг 2 контактирует своей вьтуклой рабочей поверхностью Г с вогнутой поверхностью зуба колеса 1 у вершины зуба в точке а, (б (фиг.5). При этом линия мгновенного контакта
247202
производящего колеса (рейки) с обрабатываемым колесом 1 вырождается в точку (а б), т.е. длина линии мгновенного контакта равна нулю.
5 В процессе обката длина линий мгновенного конт-акта . монотонно возрастает и в некоторый момент времени распространяется на всю ширину Н зубчатого венца. В момент вступ10 ления круга 2 в зацепление с колесом вогнутая поверхность Д круга контактирует в точке а (б ) у. ножки зуба с выпуклой поверхностью зуба колеса 1 (фиг.6). В процессе обката
15 длина линий мгновенного контакта а. монотонно . возрастает, достигая в некоторый момент времени максимального значения, определяемого шириной Н венца колеса. Ери этом
20 шпифовальному кругу 2 не сообщают дополнительное вращение вокруг оси производящего колеса, т.к. линии мгновенногс контакта у колес типа Зерол и цилиндрических колес с кру25 говыми зубьями симметричны относительно точки, в которой; угол наклона линии зуба равен нулю.
В процессе зубопшифования скорость движения обката определяется време30 нем одного двойного качательного движения пшифовального крага 2, так как число движений круга 2 выбирается из условия допустимой огранки профиля зуба колеса и является постоянным
J, -для данной заготовки. С уменьшением амплитуды Q качания шлифовального круга 2 на некоторой части пути обката уменьшается время одного двойного качания, а это значит, что на этой JQ части пути обката возможно увеличение скорости обката без снижения числа качаний круга 2, которыми образуется профиль зуба колеса.
При шлифовании зубчатых колес предложенным способом повьш1ается производительность в результате увеличения скорости обкатки при обработке Широковенцовых колес.
J vu)
U 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| Способ регулирования длины пятна контакта пары конических колес | 1977 |
|
SU753565A1 |
| Способ шлифования зубчатых колес с круговыми зубьями | 1983 |
|
SU1110565A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2352439C1 |
| Способ обработки цилиндрических зубчатых колес | 1983 |
|
SU1139583A1 |
| Способ обработки цилиндрических колес с круговыми зубьями | 1984 |
|
SU1266681A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОВИНТОВЫХ КОНИЧЕСКИХ ЗУБЧАТЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2309028C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147976C1 |
Oi,-,
Qe
фиг. 3
(pui.fy
(риг. 5
ВНИШШ Заказ 4057/15
Пронзв.-полигр. пр-тие, г, Ужгород, ул. Проектная, 4
Фи9. В
Тираж 100 Подписное
| СПОСОБ ШЛИФОВАНИЯ КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ МЕТОДОМ ОБКАТКИ | 0 |
|
SU252060A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
