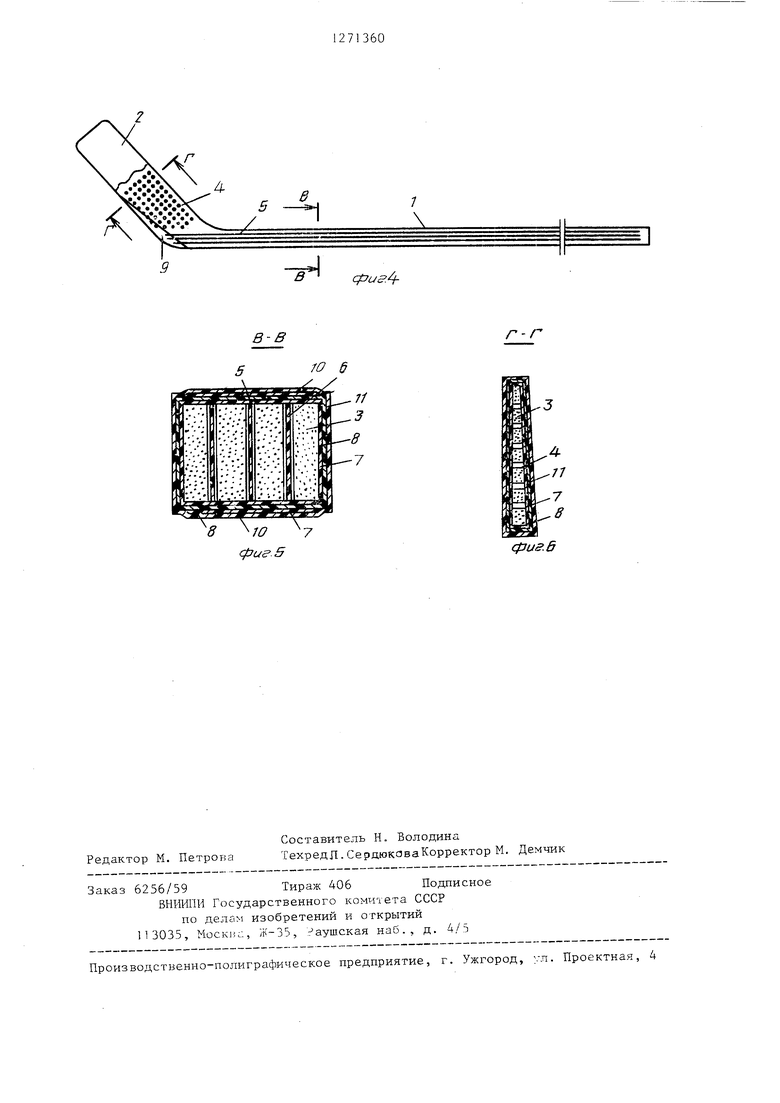
Изобретение относится к способу изготовления клюшки, преимущественно, для бэнди (хоккея с мячом) и хоккея с шайбой. Цель изобретения - улучшение прочностных, свойств клюшки при обеспечении индивидуального подбора в соответствии с ее весовым распределе нием. На фиг. изображена клюшка для бэнди, вид сбоку; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 клюшка для хоккея с шайбой; на фиг. 5 - сечение В-В на фиг. 4; на фиг. 6 - сечение Г-Г на фиг. 4. Клюшка содержит рукоятку 1, переходящую в лопаточную часть 2 (закругленную для бэнди, фиг. 1-3). Способ изготовления клюшки заключается в формировании состоящего из рукоятки и лопаточной части сердечни ка 3 из пластического материала, например из пенополиуретана, имеющего плотность предпочтитель -о 100-400 г/ с образованием поперечных отверстий 4 в лопаточной части и по меньшей
мере одной продольной сквозной канавки 5 в рукоятке.
Формирование сердечника производят путем введения пенополиуретана в форму, причем плотность сердечника изменяют .количеством вводимого в форму пенополиуретана.
После затвердевания пены форму удаляют и сердечник готов.
Продольную канавку 5 пропиливают в сердечнике 3 для того, чтобы он проходил от свободного конца ручки до области лопаточной части, в которой просверлено множество отверстий
В указанной канавке 5 размещают армирующую пластину 6 из полиэфира, армированного стекловолокном, так называемый одиночный пучок (ровница). Толшз на пластины меньше ширины канавки (фиг. 2), а высота пластины равна высоте канавки 5. Далее сердечник покрывают упрочняющими слоями из армированного пластического материала. Внутренний слой представляет собой винтообразно уложенную ленту 7 из направленного стекловолокна, так называемого одиночного пучка, намотка которой вокруг сердечника осуществляется от свободного конца лопаточной части к свободному концу
няет отверстия 4 в лопаточной части 2, в результате чего образуются небольшие заклепки из полиэфирного пластика, которые проходят перпендикулярно лопаточной части и армируют ее.
Благодаря тому, что толщина армирующей пластины 6 меньше ширины канавки 5, полиэфирный пластик проникает в канавку и окружает пластину 6 с обеих ее сторон.
Полиэфирный пластик тоже проникает в рукав 8 и пропитывает ленточную обмотку 7 на всем пути в направлении сердечника 3.
После отверждения и удаления формы клюшку равномерно грантуют и покрывают лаком.
При изготовлении клюшки для бэнди, к которой предъявляются очень высокие прочностные требования, перед тем, как сердечник 3 с армирующими элементами устанавливают в форму .для литья под давлением, на стороны с большей плоскостностью ручки снаружи рукава 8 наносят ленты 10 из стекловолокна направленного типа (ровница 50-50).
Как видно на фиг. 4 и 5, рукоятка клюшки для хоккея с шайбой снабжена тремя армирующими пластинами 6 из полиэфира, армированного стеклорукоятки и с перекрытием витков, которое является большим на лопаточной части и переходном участке между последней и рукояткой. На этой стадии изготовления лента удерживает пластину 6 в канавке. Поверх ленты 7 натягивается рукав 8 из диагонально тканого стекловолокна (ровнида 50-50), который расположен на всем пути от свободного конца лопаточной части до свободного конда рукоятки. На этой стадии изготовления рукав предназначен для удержания ленты 7 на месте. На поверхности контакта клюшки со льдом, кроме того, размещена дополнительная армирующая часть 9 из листового слоистого пластика или тефлона. Сердечник 3 с армирующей частью 9, армирующей пластиной 6, ленточной обмоткой 7 и рукавом 8 помещают в форму для литья под давлением, в которую инжектируют полиэфирный пластик, который тем самым образует вокруг сердечника 3 поверхностный слой П (фиг. 2 и 3). Полиэфирный пластик также заполволокном. Это подразумевает, что должны быть предусмотрены три канавки 5. После отверждения образуется поверхностный слой 11 из полиэфирного пластика, который предпочтительно имеет толщину около 1,5 мм. При необходимости иметь клюшку с исключительно жесткой ручкой устанавливают две дополнительных армирующих ленты 10 из ровницы (50-50) согласно фиг. 5. Предлагаемый способ изготовления дает возможность изготовлять, напри мер, клюшки для бэнди и хоккея с шайбой с требуемыми весовым распре делением и прочностными свойствами Например, можно плотность сердечник изменять, определенные армирующие элементы, например ленты 10, исключить, а также использовать армирующие элементы с определенными специальными свойствами. Кроме того, мож но изменять количество армирующих элементов, например пластин 6. Указанный способ применим к производству клюшек для видов спорта, отличных от бэнди и хоккея с шайбой. Формула изобретени 1. Способ изготовления клюшки, предпочтительно для хоккея с мячом шайбой, заключающийся в формироваНИИ состоящего из рукоятки и лопаточной части сердечника из пластического материала и покрытии сердечника упрочняющими слоями из армированного пластического материгша, отличающийся тем, что, с целью улучшения прочностных свойств клюшки при обеспечении индивидуального подбора в соответствии с ее весовым распределением, сердечник выполняют из пенополиуретана с образованием поперечных отверстий в лопаточной части и по меньшей мере одной продольной сквозной канавки в рукоятке, в которой размещают пластину, выполненную из армированного стекловолокном полиэфира, а покрытие сердечника упрочняющими слоями из армированного пластического материала осуществляют винтообразной намоткой ленты из стеклоткани на сердечник с последующим натягиванием на нее рукава из стеклоткани, после которого на сердечник с упрочняющими слоями наносят полиэфирную пластмассу и подвергают ее отверждению. 2.Способ по п. 1, отличающий с я тем, что на рукоятку дополнительно наносят упрочняющий слой из стеклоткани поверх рукава перед нанесением слоя из полиэфирной пластмассы. 3.Способ по п. 1, отличающий с я тем, что намотку ленты производят с перекрытием витков, большим на лопаточной части и переходном участке между последней и рукояткой.
S- б
qpue.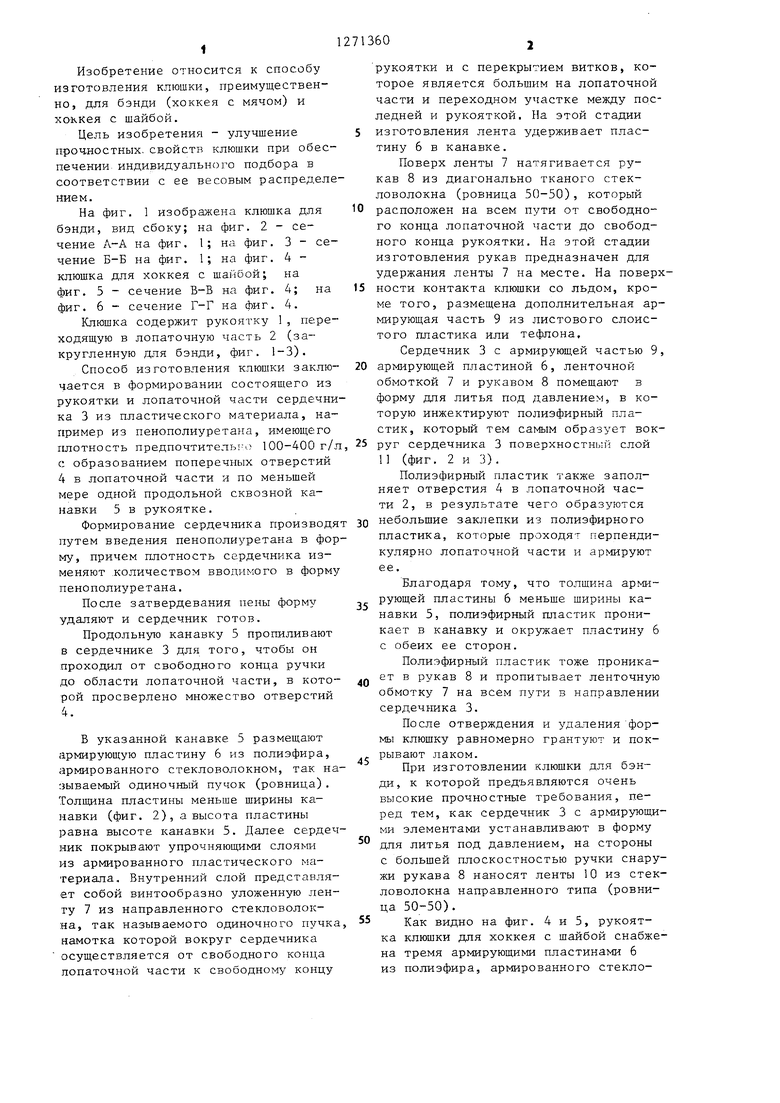

| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЮШКА ДЛЯ ИГРЫ В ХОККЕЙ С ШАЙБОЙ | 2002 |
|
RU2218964C1 |
| Хоккейная клюшка | 1988 |
|
SU1595543A1 |
| КЛЮШКА ДЛЯ ИГРЫ В ХОККЕЙ С ШАЙБОЙ (ВАРИАНТЫ) | 2001 |
|
RU2186602C1 |
| Хоккейная клюшка | 1988 |
|
SU1595542A1 |
| УСТРОЙСТВО ХОККЕЙНОЙ КЛЮШКИ С МНОЖЕСТВЕННОЙ ТРУБЧАТОЙ СТРУКТУРОЙ | 2006 |
|
RU2403940C2 |
| ТЕПЛОИЗОЛИРУЮЩИЙ МАТЕРИАЛ | 1989 |
|
RU2010929C1 |
| СЛОИСТЫЙ ПЛАСТИК И СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА ПЛАСТИНЫ | 1992 |
|
RU2125351C1 |
| ХОККЕЙНАЯ КЛЮШКА СО СМЕННЫМ КРЮКОМ, ВЫПОЛНЕННАЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, И СМЕННЫЙ КРЮК ДЛЯ НЕЁ | 2023 |
|
RU2814675C1 |
| Труба | 1979 |
|
SU843781A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ РУКОЯТИ ДЛЯ ХОККЕЙНОЙ КЛЮШКИ ИЗ ПОЛИМЕРНО-КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2024 |
|
RU2817450C1 |
Изобретение относится к способу изготовления клюшки для бэнди и хоккея с шайбой и позволяет улучшить прочностные свойства клюшки при обеспечении индивидуального подбора в соответствии с ее весовым распределением. Формируют сердечник, состоящий из рукоятки 1 и лопаточной части (ЛЧ) 2, из пенополиуретана с образованием поперечных отверстий 4 в ЛЧ 2 и продольной сквозной канавки 5 в рукоятке 1. В канавке 5 размещают пластину 6 из армированного стекловолокном полиэфира. Сердечник покрывают упрочняющими слоями (УС). Внутренний УС представляет собой винтообразно уложенную ленту, выполненную из стеклоткани. Нггружный УС выполнен в виде рукава из стеклоткани. На сердечник с УС наносят полиэфирную пластмассу и подвергают ее отверждению. На рукоятку дополнительно наносят упрочняющий слой из стеклотка(О ни поверх рукава перед нанесением (Л слоя из полиэфирной пластмассы, намотку ленты производят с перекрытием витков, большим на ЛЧ 2 и переходном участке между последней и рукояткой 1 . 2 3.п. ф-лы, 6 ил. to оо О5 иг.1 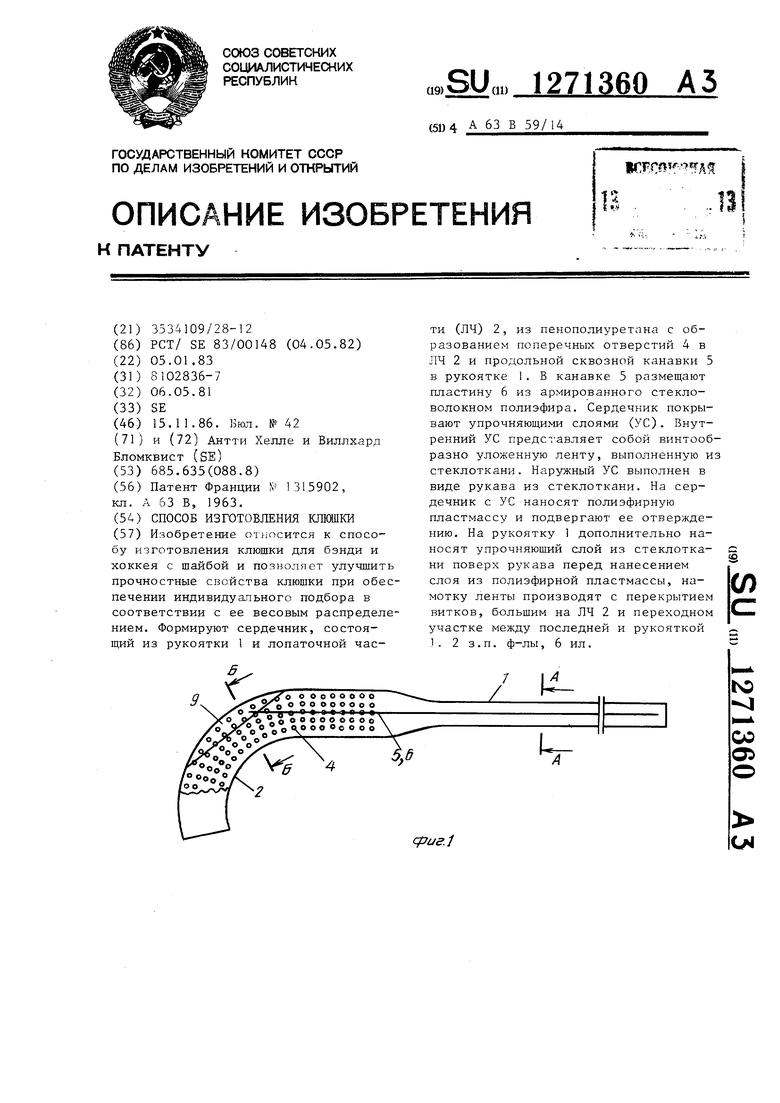
r-r
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
