Изобретение относится к области технологии изготовления сменного крюка для хоккейной клюшки из полимерно-композиционного материала (ПКМ) на основе стекло- и углепрепрегов с эпоксидным связующим и закладных элементов на основе пенопласта.
Хоккейная клюшка традиционно выполнена из рукояти и крюка (лезвия), соединенных в одно целое изделие. Крюки хоккейной клюшки должны быть чрезвычайно прочными, чтобы они могли выдержать мощное силовое воздействие, возникающее между ним и шайбой во время удара. С другой стороны, крюк должен также обладать определенной гибкостью, чтобы игрок имел приемлемый уровень «чувствительности» при ведении шайбы во время игры или выполнении резкого удара.
Известны монолитная технология изготовления хоккейной клюшки из ПКМ, когда клюшка формируется сразу целым единым изделием. Кроме монолитной технологии существует технология раздельного формования крюка и рукояти, с последующим соединением в единую конструкцию различными способами, например с помощью разъемного соединения типа «шип-паз». Среди продукции, выпускаемой производителями хоккейных клюшек, предлагается сменный крюк, который может меняться в изделиях, изготавливаемых по раздельной технологии, в зависимости от необходимости.
Из уровня техники известен способ изготовления крюка хоккейной клюшки, включающего множество металлических шарикоподшипников, расположенных на расстоянии друг от друга вдоль нижней кромки. При контакте шарикоподшипников с игровой поверхностью они начинают вращение и уменьшают трение между крюком и игровой поверхностью. Подобная конструкция повышает прочность и надежность хоккейной клюшки и дает возможность ее использовать не только на ледяной арене, но и на асфальте, тротуаре, деревянных или грунтовых поверхностях (US 3529825 A, опубл. 22.09.1970 г., МПК A63B 59/14; МПК A63B 59/00).
Основные недостатки данного способа создания крюка хоккейной клюшки заключается в том, что используемые металлические шарикоподшипники способствуют значительному повышению массы крюка, так же они склонны к деформации и попаданию между ними снега и мусора, что может препятствовать их свободному вращению во время использования. Более того, применение такой конструкции крюка нежелательно, поскольку выступающие металлические шарикоподшипники могут нанести травму другим игрокам и повредить игровую поверхность.
Известен другой способ создания композитного крюка хоккейной клюшки путем формования единого целого элемента из препрега на основе углеродных волокон и эпоксидного связующего. Поверхность композитного крюка имеет множество прямых параллельных прорезей (US 20060148600 A1, опубл. 06.07.207 г., МПК A63B 59/14). Изготовленная по такой технологии конструкция подвержена расслаиванию по мере износа крюка во время его использования, что приводит к тому, что крюк начинается крошиться и ломаться. Кроме того, крюки хоккейных клюшек, армированные только углеродным волокном, ввиду их высокой жесткости блокируют кинетическую энергию удара при столкновении клюшки с хоккейной шайбой. Такая высокая жесткость крюка обычно приводит к тому, что шайба легко отскакивает от лезвия, снижая способность игрока чувствовать и ощущать, когда и где шайба находится на крюке, без визуального контроля, что происходит большую часть времени во время игры.
Наиболее близким техническим решением и принятым за прототип является способ изготовления композитного крюка для хоккейной клюшки, представленный в патенте CA 2927177 A1, опубл. 15.10.2016 г, МПК A63B 59/79; МПК B59C 70/16. Изготовленный по известной технологии крюк упрощенно представляет собой сэндвичную конструкцию, в которой армированный углепрепрегом элемент сердцевины и не армированный элемент сердцевины, на основе жесткого пенопласта, обернуты углепрепрегом, образующим многослойную оболочку и наружный слой. Данный способ предусматривает предварительное изготовление нескольких элементов сердечника, которые должны обладать определенными размерами и конфигурацией. Используемые сердечники предварительно получают путем резки на станке ЧПУ жестких плит из отвержденного пенопласта, способного к расширению при нагревании. Для изготовления армированного сердечника, вырезанный элемент из плиты на основе расширяющегося вспененного материала, оборачивают углепрепрегом на основе эпоксидного связующего и предварительно формуют при нагревании, в результате чего передняя и задняя стенки армированного сердечника соединяются с передней и задней внутренними поверхностями посредством покрывающего углепластикового элемента. Вспененный пенопластовый материал армированного сердечника расширяется в процессе отверждения, чтобы сохранить целостность структуры стенок создаваемого элемента сердцевины. Конечную конструкцию композитного крюка получают из заготовки технологического пакета, созданной путем послойной выкладки в изложницу углеродного препрега на основе эпоксидного связующего, на поверхности которого размещают элемент не армированного сердечника, в который вставляют отформованную конструкцию сердечника армированного углеволокном, так что его верхняя и нижняя стенка проходят горизонтально в направлении к передней и задней внутренней поверхности композитной оболочки крюка. В результате чего верхняя и нижняя стенки армированного сердечника выполняют роль поперечных ребер, соединяющих и поддерживающих переднюю и заднюю поверхности конструкции крюка. Поверх созданной заготовки технологического пакета выкладывают выкроенные слои углеродного препрега на основе эпоксидного связующего, которые создают покрывающий слой крюка в ходе отверждения в пресс-форме при прямом прессовании при повышенном давлении и температуре, в результате чего вспененный материал не армированного сердечника расширяется в процессе отверждения.
Недостатками известного технического решения, принятого за прототип, являются:
- повышенная длительность технологического процесса создания композитного крюка для хоккейной клюшки, заключающаяся в необходимости предварительного изготовления закладных элементов определенной конфигурации сердечников. Сердечники необходимо вырезать на станке из листов отвержденного жесткого пенопласта, а армированный углепластиком сердечник предварительно формуют в специальных пресс-формах при нагревании и повышенном давлении;
- сложность технологической операции интегрирования элемента армированного сердечника в жесткий пенопласт не армированного сердечника, избегая при этом появления микротрещин, что может негативно сказаться на прочностных свойствах конечной конструкции;
- не возможность получения целостной конструкции композитного крюка для хоккейной клюшки в результате использования предварительно отформованного армированного сердечника, в виду созданной зоны повешенной концентрации энергии, что приведет к расслоению материала в зоне контакта стенок сложного сердечника и обшивки при циклических внешних ударных нагрузках;
- снижение ресурсного потенциала работоспособности конечного изделия хоккейной клюшки, в виду того, что наиболее подверженным ударным нагрузкам элементом клюшки является крюк, для изготовления которого в качестве внутренних и наружного слоев используются только слои углепрепрега, характеризующиеся большей хрупкостью волокна в сравнении со стекловолокном особенно при циклических нагрузках;
- удорожание конечного изделия, так как при его изготовлении используется композитный крюк с длительным технологическим процессом изготовления и в качестве обшивки и внутренних слоев используется только угленаполнитель.
Техническая проблема, на решение которой направлена настоящие изобретения заключается в создании хоккейной клюшки со сменным крюком, обладающей повышенной надежностью и длительностью эксплуатации.
Технический результат, достигаемый при использовании заявленного изобретения, заключается в повышении ударной прочности и прочности при изгибе сменного крюка, с одновременным регулированием упруго-прочностных свойств хоккейной клюшки, а также сокращении длительности технологического цикла получения крюка для хоккейной клюшки.
Техническая проблема решается, а технический результат достигается за счет того, что применяется предложенный способ изготовления сменного крюка из полимерных композиционных материалов для хоккейной клюшки, включающий стадии, на которых:
а) изготавливают по меньшей мере два первых элемента жесткой сердцевины, посредством нагревания и отверждения порошкового форполимера термокомпрессионного синтактического пенопласта на основе вязкоупругого полиуретана;
б) вырезают по меньшей мере один второй элемент сердцевины мягкой демпфирующей прослойки, из листа на основе полиуретанового вязкоупругого термоэластопласта;
в) армируют первые и второй элементы сердцевины раскроенными листами стеклопрепрега;
г) формируют первую часть оболочки технологического пакета посредством послойной выкладки в пресс-форму раскроенных листов из углепрепрега с поворотом направления волокон углепрепрега относительно предыдущего слоя и уплотнением каждого слоя;
д) формируют сердцевину технологического пакета, посредством выкладывания на первую часть оболочки армированных стеклопрепрегом первых и второго элементов сердцевины;
е) формируют вторую часть оболочки технологического пакета посредством послойной выкладки в пресс-форму раскроенных листов из углепрепрега с поворотом направления волокон углепрепрега относительно предыдущего слоя и уплотнением каждого слоя;
е) формуют технологический пакет методом прямого прессования при температуре 125 - 135°С в течение 25 - 35 минут и давлении 8-10 атм.
К жестким элементам сердцевины относятся элементы, изготовленные из материалов, характеризующихся разрушающим напряжением при сжатии σсж1=1,0 ÷ 2,0 МПа. Таким образом, элементы жесткой сердцевины обладают разрушающим напряжением при сжатии 1,0 ÷ 2,0 МПа. К элементам сердцевины мягкой демпфирующей прослойки относятся элементы, изготовленные из материалов, характеризующихся разрушающим напряжением при сжатии σсж2=0,2 ÷ 0,5 МПа. Следовательно, элемент сердцевины мягкой демпфирующей прослойки обладают разрушающим напряжением при сжатии 0,2 ÷ 0,5 МПа.
Изготовление первых элементов жесткой сердцевины, посредством нагревания и отверждения порошкового форполимера термокомпрессионного синтактического пенопласта на основе вязкоупругого полиуретана позволяет получить бездефектные конструкции, точно соответствующие заданным размерам, что соответственно, повышает ударную прочность как крюка, так и хоккейной клюшки, а также сократить технологический процесс до 110÷118 мин, так как исключен сложный и трудоемкий этап вырезки элементов сердцевины из плиты жесткого пенопласта, сопровождающийся образованием большого количества пыли и отходов, а также приводящий к возникновению микротрещин в сердцевине технологического пакета. Появляющиеся трещины являются концентраторами напряжения и снижают прочность создаваемого материала, становясь причинами разрушения изделия при критических ударных нагрузках. Кроме того, формирование изделия и армированных элементов сердцевины происходит за один технологический прием, что способствует созданию единой монолитной конструкции с повышенной прочностью сцепления армирующих (покрывных) слоев элементов сердцевины и углепластиковой оболочки, в результате чего повышается надежность и долговечность создаваемого крюка. Так стандартные испытания на прочность крюков для хоккейной клюшки, изготовленных с применением предложенного способа, демонстрируют высокую прочность, надежность и возможность выдержать не менее 200 ударов.
Благодаря сочетанию армирующих стекло- и углеволокон в конструкции и использованию в его нижней части элемента сердцевины мягкой демпфирующей прослойки, из вязкоупругого термоэластопласта повышается устойчивость крюка к ударному износу и излому, а, следовательно, повышается долговечность хоккейной клюшки.
Используемый угленаполнитель обеспечивает свойства жесткости, благодаря высокому сопротивлению растяжению, а стеклонаполнитель придает эластичность, а в результате их совместного использования крюк способен подвергаться значительным изгибающим моментам, при этом сохраняются его прочностные свойства.
Второй элемент сердцевины мягкая демпфирующая прослойка, поглощает в продольном направлении, перпендикулярном композитной обшивке, энергию ударов об жесткую игровую поверхность, защищая конструкцию крюка. Испытания на жесткость созданных посредством предложенного способа крюков характеризует их как изделия средней жесткости со значениями 120 ÷ 130 Н*мм. Таким образом, сочетание первых элементов жесткой сердцевины, и второго элемента мягкой сердцевины, дает возможность регулировать упруго-прочностные свойства хоккейной клюшки.
Сменный крюк для хоккейной клюшки, изготовленный согласно предложенному способу после формования подвергается отделке, путем срезания возможных заусенцев смолы, концов армирующих нитей, затем покрывается лаком для придания ему окончательного внешнего вида.
Техническая проблема решается, а технический результат достигается также за счет того, что стеклопрепрег выполнен на основе эпоксидного связующего и стеклонаполнителя. Стеклонаполнитель пропитанный эпоксидным связующим придает необходимую эластичность сменному крюку.
Также техническая проблема решается, а технический результат достигается за счет того, что углепрепрег выполнен на основе эпоксидного связующего и углеродного жгута. Углеродный жгут, пропитанный эпоксидным связующим, придает требуемую жесткость, а, следовательно, и прочность крюку. Таким образом, сочетание углепрепрегов и стеклопрепрегов при изготовлении крюка позволяет регулировать упруго-прочностные свойства изделия.
Кроме того, в процессе формования технологического пакета при нагревании происходит снижение вязкости эпоксидного связующего, которое пропитывает многослойную структуру, проникая во все слои и каналы, связывая ее в монолитную систему, прочно скрепляя с внешними углеродными слоями. Вспененный материал расширяется в процессе отверждения, регулируя внутреннее давление в сборке, компенсируя при этом все микрозазоры, и композитная структура крюка формируется как единое целое изделие за один технологический прием, что также улучшает прочностные характеристики изготовленного крюка.
Также техническая проблема решается, а технический результат достигается за счет того, что при создании заготовки технологического пакета листы углепрепрега чередуют так, чтобы волокна углепрепрега были расположены под углами 0°, +45°, 0°, -30° и 0° или 0°, +45°, -45°, +90°, 0° или 0°, +30°, -45°, +60°, 0°. Такое, ориентированное в различных направлениях, расположение слоев углепрепрега, способствует тому, что основное направление армирующего волокна находится под разными углами к предыдущему или последующему слою. Это позволяет оптимально использовать свойства углеволокна, для максимальной реализации повышенной прочности армирующего наполнителя и улучшить физико-механические характеристики крюка.
Также техническая проблема решается, а технический результат достигается за счет того, что в технологическом пакете второй элемент сердцевины мягкую демпфирующую прослойку, располагают в нижней части крюка. Такое расположение элементов мягкой сердцевины позволяет оптимально отрегулировать упруго-прочностные свойства хоккейной клюшки и обеспечивает эффективную амортизацию энергии удара шайбы в нижней части крюка, что облегчает игроку прием сильных передач и способствует быстрому возврату шайбы с крюка в игру.
Далее настоящее изобретение поясняется следующим чертежом.
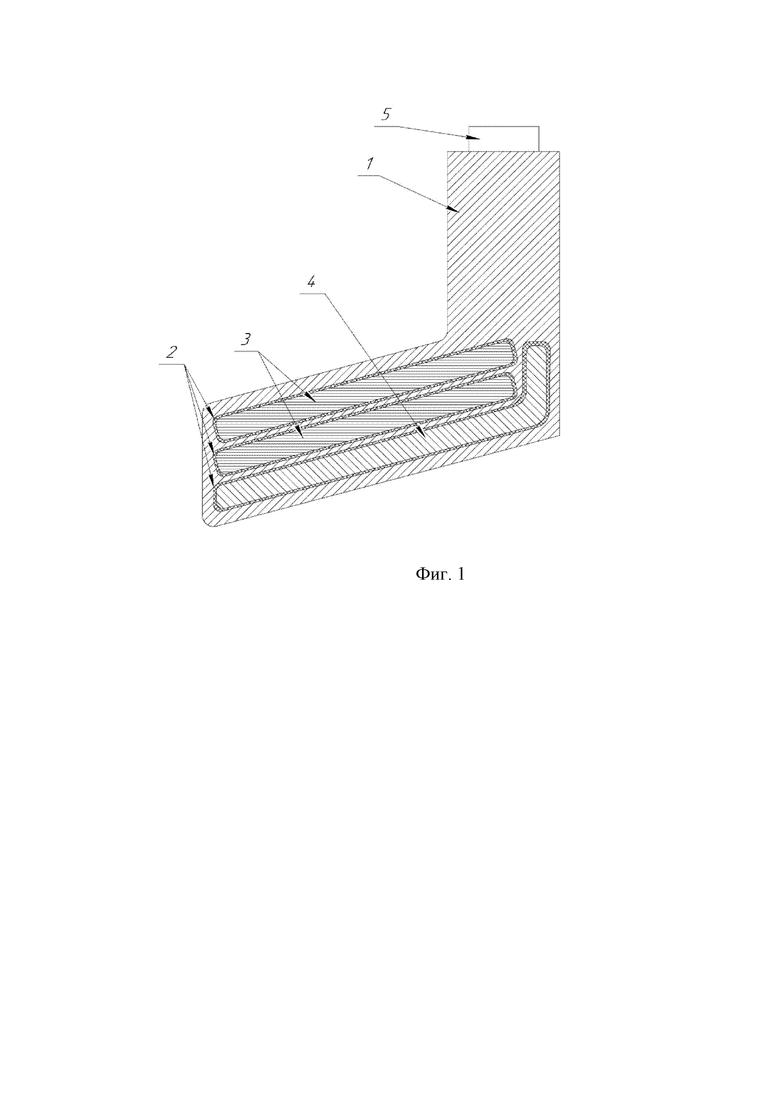
На фигуре 1 изображена конструкция сменного крюка хоккейной клюшки.
В соответствии с настоящим изобретением сменный крюк содержит многослойную углепластиковую оболочку и внутренние углепластиковые слои (1). Применение углепластиковой оболочки обеспечивает необходимую жесткость, благодаря высокому сопротивлению растяжению. В многослойной углепластиковой оболочке (1) расположены армированные стеклопрепрегом первые элементы жесткой сердцевины, (3) и второй элемент сердцевины мягкая демпфирующая прослойка (4). Для соединения готового сменного крюка с рукоятью хоккейной клюшки, в крюке выполнен шип (5). В рукояти хоккейной клюшки выполнен полый приемный паз, в который вставляется шип (5) сменного крюка.
Армирование первого элемента сердцевины и второго элемента сердцевины стеклопрепрегом придает необходимую эластичность крюку. В результате совместного использования углепластика и стеклопластика крюк способен сохранять свои физико-механические характеристики даже при значительных изгибающих моментах. Расположение первых и вторых элементов сердцевины позволяет регулировать упруго-прочностные свойства сменного крюка. Благодаря сочетанию армирующих стекло- и углеволокон в конструкции и использованию в его нижней части элемента сердцевины мягкой демпфирующей прослойки, из вязкоупругого термоэластопласта, повышается устойчивость крюка к ударному износу и излому, а, следовательно, повышается долговечность хоккейной клюшки.
Крюк хоккейной клюшки - это основной элемент, на который приходится максимальная нагрузка при игре, и он быстрее всего приходит в негодность или ломается. В этом случае сломанный крюк следует удалить и присоединить новый сменный крюк при помощи соединение типа «шип-паз» и специального клея. Использование сменного крюка позволяет продлить срок службы клюшек или настроить их по своим предпочтениям, подбирая крюк с оптимальной жесткостью.
Примеры осуществления предложенного способа
Пример 1. Предварительно изготавливают первые элементы жесткой сердцевины, обладающие разрушающим напряжением при сжатии σсж1=1,0 МПа, путем нагревания и отверждения порошкового форполимера термокомпрессионного синтактического пенопласта на основе вязкоупругого полиуретана марки «Синтерм-пена» в пресс-форме при температуре T=120±5°С в течение 15±5 мин. Второй элемент сердцевины мягкую демпфирующую прослойку, характеризующуюся разрушающим напряжением при сжатии σсж2=0,5 МПа, получают путем вырезки ножом из листа материала на основе полиуретанового вязкоупругого термоэластопласта марки «Синтерм-флекс». Созданные первые элементы жесткой сердцевины, обладающие разрушающим напряжением при сжатии σсж1=1,0 МПа (2 детали) и второй элемент мягкой сердцевины, обладающий разрушающим напряжением при сжатии σсж2=0,5 МПа (1 деталь), армируют раскроенными листами стеклопрепрега на основе эпоксидного связующего марки АСМ 1219 и стеклоровинга марки T30 SE 1200 17-600 C-F.
Создают заготовку технологического пакета путем послойной ручной выкладки в изложницу пресс-формы раскроенных листов из углепрепрега, в соответствии с заданной конструкцией будущего изделия на основе эпоксидного связующего марки АСМ 1216 и углеродного жгута марки T700S-12К-50С и прикатки фторопластовым роликом друг на друга с чередованием листов углепрепрега с расположением в них волокон под углами 0°, +45°, 0°, -30° и 0°. Поверх выложенного углепрепрега послойной (см. чертеж 1) размещают армированные стеклопрепрегом элементы первых и второго элементов сердцевины создаваемого крюка, формируя заготовку технологического пакета.
Затем заготовку технологического пакета сверху покрывают слоями раскроенного углепрепрега на основе эпоксидного связующего марки АС 1216 и углеродного жгута марки T700S-12К-50С.Собранный технологический пакет формуют методом прямого прессования при температуре (130±5)°С в течение 30±5 минут и давлении 8-10 атм. Затраченное время на проведение предварительных подготовительных операций, сборку и формование технологического пакета составило 110 мин.
Сменный крюк для хоккейной клюшки согласно изобретению после формования подвергается отделке, путем срезания возможных заусенцев смолы, концов армирующих нитей, затем покрывается лаком для придания ему окончательного внешнего вида.
Далее проводят сборку хоккейной клюшки. В паз расположенный в рукояти хоккейной клюшки вставляется шип сменного крюка.
Пример 2. Способ аналогичен примеру 1, но первые элементы жесткой сердцевины, обладают разрушающим напряжением при сжатии σсж1=1,5 МПа, (2 детали) и второй элемент сердцевины мягкой демпфирующей прокладки, обладает разрушающим напряжением при сжатии σсж2=0,3 МПа (1 деталь), а в качестве армирующего материала элементов жесткой сердцевины и сердцевины мягкой демпфирующей прослойки используют стеклопрепрег на основе эпоксидного связующего марки АСМ 1216 и высокомодульного стекловолокна ВМП, а для создания многослойной углепластиковой оболочкой используют углепрепрег на основе эпоксидного связующего марки АСМ 1219 и углеродный жгут марки UMT42S-12K-EP. Угол армирования при укладке углепрепрега составлял 0°, +45°, -45°, +90°, 0°.
Затраченное время на проведение предварительных подготовительных операций, сборку и формование технологического пакета составило 115 мин.
Далее проводят сборку хоккейной клюшки. В паз, расположенный в рукояти хоккейной клюшки, вставляется шип сменного крюка.
Пример 3. Способ аналогичен примеру 1, но первые элементы жесткой сердцевины, обладают разрушающим напряжением при сжатии σсж1=2,0 МПа, (2 детали) и второй элемент сердцевины мягкой демпфирующей прокладки, обладают разрушающим напряжением при сжатии σсж2=0,2 МПа (1 деталь), а в качестве армирующего материала элементов жесткой сердцевины и сердцевины мягкой демпфирующей прослойки используют стеклопрепрег на основе эпоксидного связующего марки АСМ 1219 и высокомодульного стекловолокна ВМП, а для создания многослойной углепластиковой оболочкой используют углепрепрег на основе эпоксидного связующего марки АСМ 1219 и углеродного жгута марки T700S-12К-50С.Угол армирования при укладке углепрепрега составлял 0°, +30°, -45°, +60°, 0°.
Затраченное время на проведение предварительных подготовительных операций, сборку и формование технологического пакета составило 118 мин.
Далее проводят сборку хоккейной клюшки. В паз, расположенный в рукояти хоккейной клюшки, вставляется шип сменного крюка.
Все созданные клюшки, со сменными крюками изготовленные в соответствии с заявленным способом прошли испытание «на прочность крюка», согласно стандарту предприятия, выдержав 200 ударов на испытательном стенде.
Результаты, полученные при реализации заявленного способа, полученные в сравнительных примерах, сведены в таблицу 1.
формирования композитного изделия
Н*мм
на удар
120 ударов
200 ударов
200 ударов
200 ударов
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ РУКОЯТИ ДЛЯ ХОККЕЙНОЙ КЛЮШКИ ИЗ ПОЛИМЕРНО-КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2024 |
|
RU2817450C1 |
| УСТРОЙСТВО ХОККЕЙНОЙ КЛЮШКИ С МНОЖЕСТВЕННОЙ ТРУБЧАТОЙ СТРУКТУРОЙ | 2006 |
|
RU2403940C2 |
| Хоккейная клюшка | 1988 |
|
SU1595542A1 |
| УСОВЕРШЕНСТВОВАННАЯ КОНСТРУКЦИЯ СПОРТИВНОЙ КЛЮШКИ | 2008 |
|
RU2472559C2 |
| Хоккейная клюшка | 1988 |
|
SU1595543A1 |
| ХОККЕЙНАЯ КЛЮШКА ИЗ ОДНОЙ ПОЛОЙ ИСХОДНОЙ ТРУБКИ | 2006 |
|
RU2401688C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЮШКИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2635137C2 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | 2019 |
|
RU2718831C1 |
| ЛОПАСТЬ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2541574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2616465C2 |
Изобретение относится к области технологии изготовления сменного крюка для хоккейной клюшки из полимерно-композиционного материала на основе стекло- и углепрепрегов с эпоксидным связующим и закладных элементов на основе пенопласта. Техническая проблема, на решение которой направлено настоящее изобретение, заключается в создании хоккейной клюшки со сменным крюком, обладающей повышенной надежностью и длительностью эксплуатации. 6 з.п. ф-лы, 1 ил., 1 табл.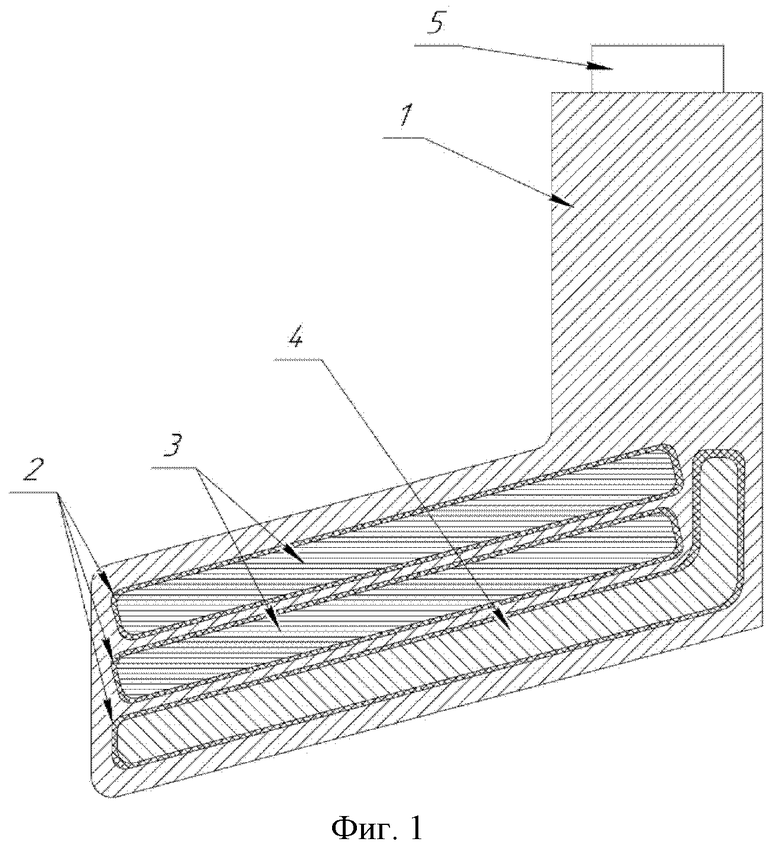
1. Способ изготовления сменного крюка из полимерных композиционных материалов для хоккейной клюшки, включающий стадии, на которых:
а) изготавливают по меньшей мере два первых элемента жесткой сердцевины посредством нагревания и отверждения порошкового форполимера термокомпрессионного синтактического пенопласта на основе вязкоупругого полиуретана;
б) вырезают по меньшей мере один второй элемент сердцевины мягкой демпфирующей прослойки из листа на основе полиуретанового вязкоупругого термоэластопласта;
в) армируют первые и второй элементы сердцевины раскроенными листами стеклопрепрега;
г) формируют первую часть оболочки технологического пакета посредством послойной выкладки в пресс-форму раскроенных листов из углепрепрега с поворотом направления волокон углепрепрега относительно предыдущего слоя и уплотнением каждого слоя;
д) формируют сердцевину технологического пакета посредством выкладывания на первую часть оболочки армированных стеклопрепрегом первых и второго элементов сердцевины;
е) формируют вторую часть оболочки технологического пакета посредством послойной выкладки в пресс-форму раскроенных листов из углепрепрега с поворотом направления волокон углепрепрега относительно предыдущего слоя и уплотнением каждого слоя;
ё) формуют технологический пакет методом прямого прессования при температуре 125-135°С в течение 25-35 минут и давлении 8-10 атм.
2. Способ по п.1, в котором стеклопрепрег выполнен на основе эпоксидного связующего и стеклонаполнителя.
3. Способ по п.1, в котором углепрепрег выполнен на основе эпоксидного связующего и углеродного жгута.
4. Способ по п.1, в котором при создании заготовки технологического пакета листы углепрепрега чередуют так, чтобы волокна углепрепрега были расположены под углами 0°, +45°, 0°, -30° и 0°.
5. Способ изготовления сменного крюка по п.1, в котором при создании заготовки технологического пакета листы углепрепрега чередуют так, чтобы волокна углепрепрега были расположены под углами 0°, +45°, -45°, +90°, 0°.
6. Способ изготовления сменного крюка по п.1, отличающийся тем, что при создании заготовки технологического пакета листы углепрепрега чередуют так, чтобы волокна углепрепрега были расположены под углами 0°, +30°, -45°, +60°, 0°.
7. Способ изготовления сменного крюка по п.1, отличающийся тем, что в технологическом пакете второй элемент сердцевины мягкой демпфирующей прослойки располагают в нижней части крюка.
| Замена крюка на хоккейной клюшке, https://www.youtube.com/watch?v=IFPbZQtQLpE, (Михаил Ваулин) дата размещения на сайте 17.07.2017 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЮШКИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2635137C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ИЗМЕНЕНИЯ РАЗМЕРОВ СТОПЫ ПОД НАГРУЗКОЙ | 0 |
|
SU205215A1 |
| КЛЮШКА | 1997 |
|
RU2111039C1 |
| СПОСОБ ТЕРМОСТАТИРОВАНИЯ ОБЪЕКТОВ, ПОСЛЕДОВАТЕЛЬНО РАЗМЕЩЕННЫХ В ОТСЕКАХ КОСМИЧЕСКОЙ ГОЛОВНОЙ ЧАСТИ РАКЕТЫ-НОСИТЕЛЯ | 2005 |
|
RU2294864C2 |
| УСТРОЙСТВО СТУПЕНЧАТОГО ИЗМЕНЕНИЯ ЧАСТОТЫ И НАПРАВЛЕНИЯ ВРАЩЕНИЯ ШПИНДЕЛЯ ТОКАРНОГО АВТОМАТА | 2003 |
|
RU2244610C2 |
| СПОРТИВНАЯ РУКОЯТКА С УСИЛЕННОЙ ЗАЩИТОЙ ОТ УДАРОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2372960C2 |
| US 5419553 A, 30.05.1995 | |||
| УСОВЕРШЕНСТВОВАННАЯ КОНСТРУКЦИЯ СПОРТИВНОЙ КЛЮШКИ | 2008 |
|
RU2472559C2 |

