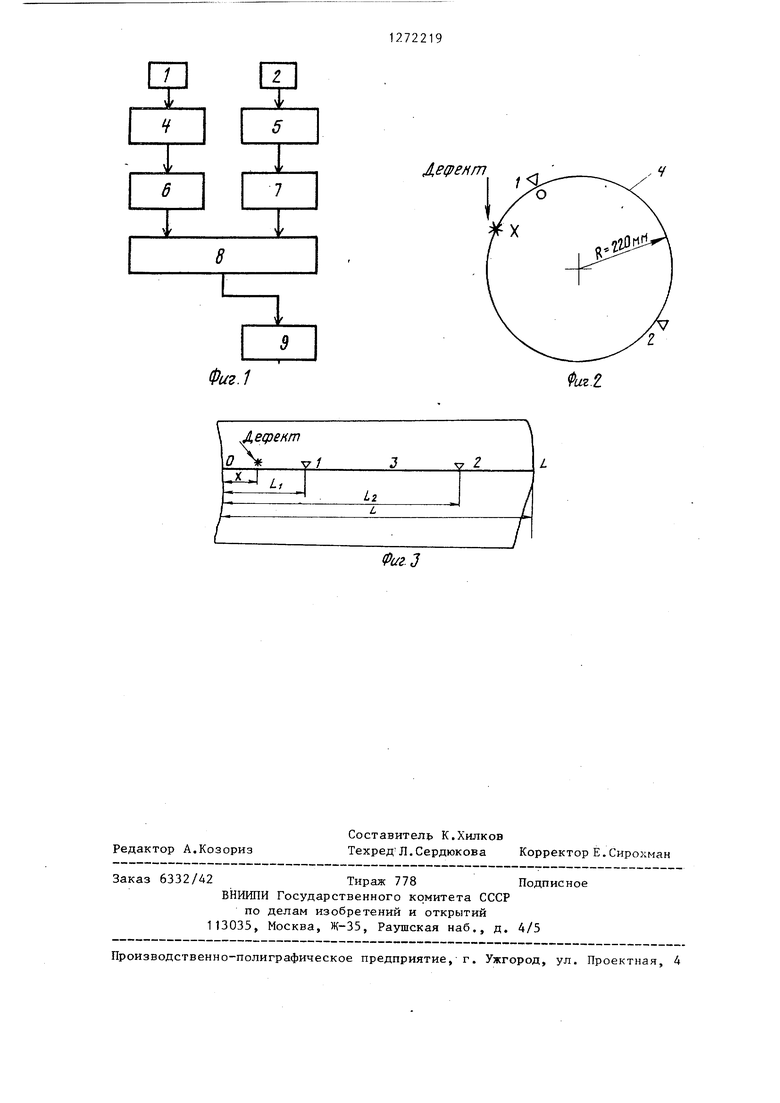
I1 Изобретение относится к области неразрушающего контроля акустикоэмиссионным методом и может быть использовано для определения координат дефектов в одномерных объектах контроля, например в сварных швах трубопроводов. Цель изобретения - повьш ение точности и до.стоверности за счет измере ния разности времен прихода сигналов акустической эмиссии (АЭ,) прямого и обратного хода акутической волны для каждого датчика. На фиг.1 представлена схема реализации способа определения координат дефектов в одномерных объектах; на фиг.2 - схема расстановки датчиков на замкнутом контуре (кольцевом сварном шве трубопровода)J на фиг.З - схема расстановки датчиков на продольном сварном шве трубопровода. Способ осуществляется следующим образом. Датчики 1 и 2 располагают на одно мерном объекте 3 контроля так, что. места их установки делят объект 3 на неравные части. Объект 3 контроля на гружают, например, внутренним избыточным давлением. Сигналы АЭ, возникающие в области дефекта, принимают датчиками 1 и 2, обрабатывают в кана лах 4 и 5 приема и измеряют разности времен прихода сигналов прямого и об ратного хода акустической волны с помощью соответствующих блоков 6 и 7 Вычисляют координаты дефекта в блоке 8 вычисления и накопления и регистри руют координаты в блоке 9 регистрации. При контроле кольцевого сварного шва, например, координату датчика 1 принимают за начало отсчета. Перед началом измерений в блок 8 вычислени и накопления заносят значения длины контура L, координаты L установки датчика 2, скорости с распространения акустической волны, времени успо коения акустических колебаний, ожида емой погрешности определения координат дефекта. Измеряют разность f времен прихода сигнала прямого и обратного хода акустической волны для - TO же для датчика 2. датчика 1, Группы координат х дефекта определяю с учетом измеренных Т;, и i по формулам-l- ; LX. - 2 Наборы 1х и Ix jнеодинаковы, то является следствием неравномерного распределения датчиков по объекту онтроля. Координату х дефекта опрееляют по парному совпадению в предеах погрешности значений координат из групп возможных координат, вычисленных для каждого из датчиков. При контроле продольного сварного шва трубопровода, например, координату датчика 1 принимают за начало отсчета. Измеряют разность г времен прихода на датчик 1 между первой отраженной волной и второй, отраженной от второго торца, 1 - то -же для датПо совпадающей двойке значений определяют истинную коодинату х дефекта. Таким образом, предлагаемый способ позволяет повысить точность и достоверность определения координат дефектов за счет измерения разности времен прихода сигналов АЭ для каждого датчика . Формула изобретения Способ определения координат дефектов в одномерных объектах, заключающийся в том, что устанавливают на контролируемый объект два датчика акустической эмиссии и измеряют разность времен прихода сигналов акустической эмиссии на датчики, отличающийся тем, что, с целью повышения точности и достоверности, датчики устанавливают так, что места .их установки делят объект на неравные части, измеряют разности времен прихода сигналов прямого и обратного хода акустической волны для каждого датчика, а координату дефекта определяют по парному совпадению значений координат из групп возможных координат, вычисленных для каждого из датчиков.
m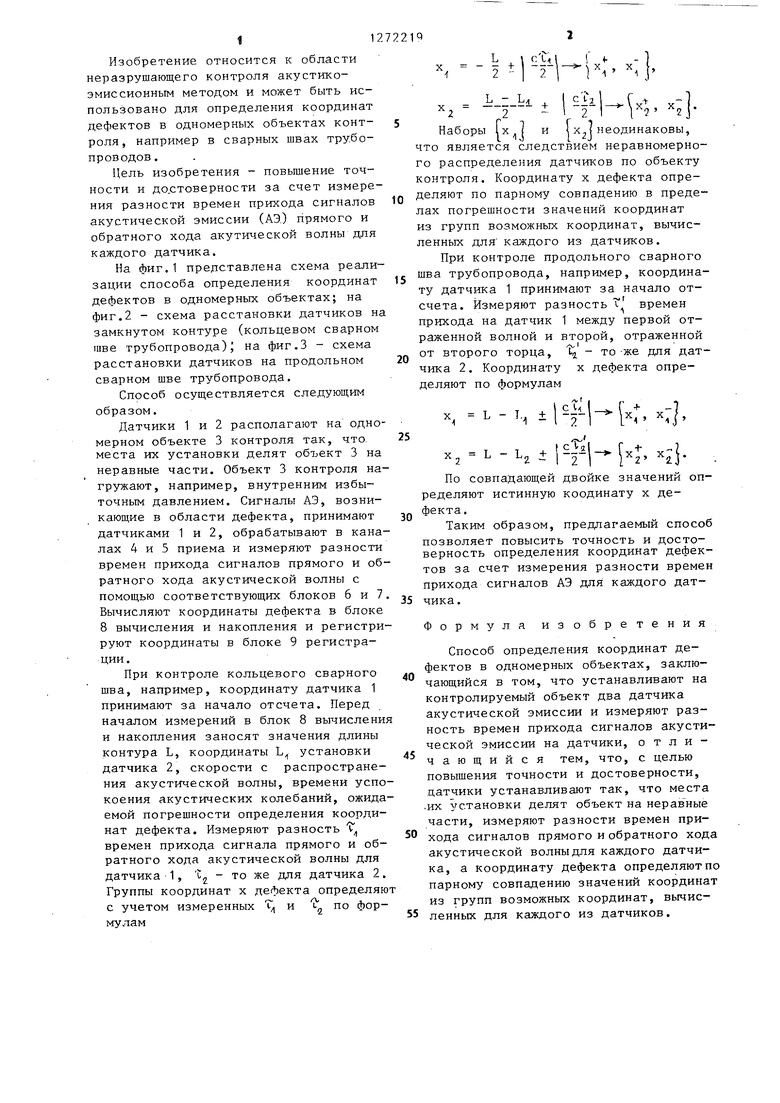
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения координат источника сигналов акустической эмиссии | 1986 |
|
SU1385065A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОЦЕССА ИНДУКЦИОННОЙ СВАРКИ | 1998 |
|
RU2139531C1 |
| Способ определения координат источников сигналов акустической эмиссии | 1986 |
|
SU1334074A1 |
| Способ определения координат источника акустической эмиссии и устройство для его осуществления | 1989 |
|
SU1670589A1 |
| Способ определения координат дефектов в сварных соединениях по сигналам акустической эмиссии | 1987 |
|
SU1446554A1 |
| Способ определения координат источников сигналов акустической эмиссии | 1989 |
|
SU1627978A2 |
| Способ низкотемпературного локального нагружения нефтегазопровода при акустико-эмиссионном методе неразрушающего контроля | 2018 |
|
RU2715077C2 |
| СПОСОБ ЛОКАЦИИ ДЕФЕКТОВ | 2013 |
|
RU2523077C1 |
| СПОСОБ ЛОКАЦИИ ДЕФЕКТОВ ПРИ АКУСТИКО-ЭМИССИОННОМ КОНТРОЛЕ | 2015 |
|
RU2586087C1 |
| Акустико-эмиссионный способ контроля изделий | 1988 |
|
SU1582118A1 |
Изобретение относится к области неразрушающего контроля акустикоэмиссионным методом и может быть использовано для определения координат дефектов в одномерных объектах контроля, например, в сварных швах трубопроводов. Целью изобретения является повьш1ение точности и достоверности за счет измерения разности времен прихода сигналов акустической эмиссии прямого и обратного хода акустической волны, для каждого датчика. Датчики устанавливают так, что места их установки делят объект на,неравные части, измеряют разности времен прихода сигналов прямого и обратного хода акустической волны для каждого датчика, а координату дефекта определ}яют по § парному совпадению значений координат из групп возможных координат, вычис(Л ленных для каждого из датчиков. 3 ил.
Фиг.1
Л,е1рент
Фаг.2.
| Акустико-эмиссионное устройство для определения координат дефектов | 1982 |
|
SU1080078A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вакар К.Б | |||
| Акустическая эмиссия и ее применение для неразрушающего контроля в ядерной энергетике | |||
| М.: Атом,издат, 1980, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| , | |||
