Известны машины, предназначенные для испытания сварных швов на образование трещин в ироцессе сварки по виличине критической скорости деформации свариваемого материалаМашина снабжена электроприводом, сварочным устройством, ириспособлением для зажима образцов и рычажным нагрузочным ириспособлением.
Отличительная особенность описываемой машины заключается в том, что в конечном звене ее кинематической схемы применены: червячная передача, ось вращения колеса которой совмещена с осью изгиба образца, электромагнитные муфты и реле времени, управляющие включением п выключением сварочного устройства.
Этим обеспечивается постоянство скорости деформации шва.
Кроме того, в машине применен сдвоенный передаточный механизм, чем обеспечивается возможность испытаний образцов на образование в швах продольных и поперечных трещин.
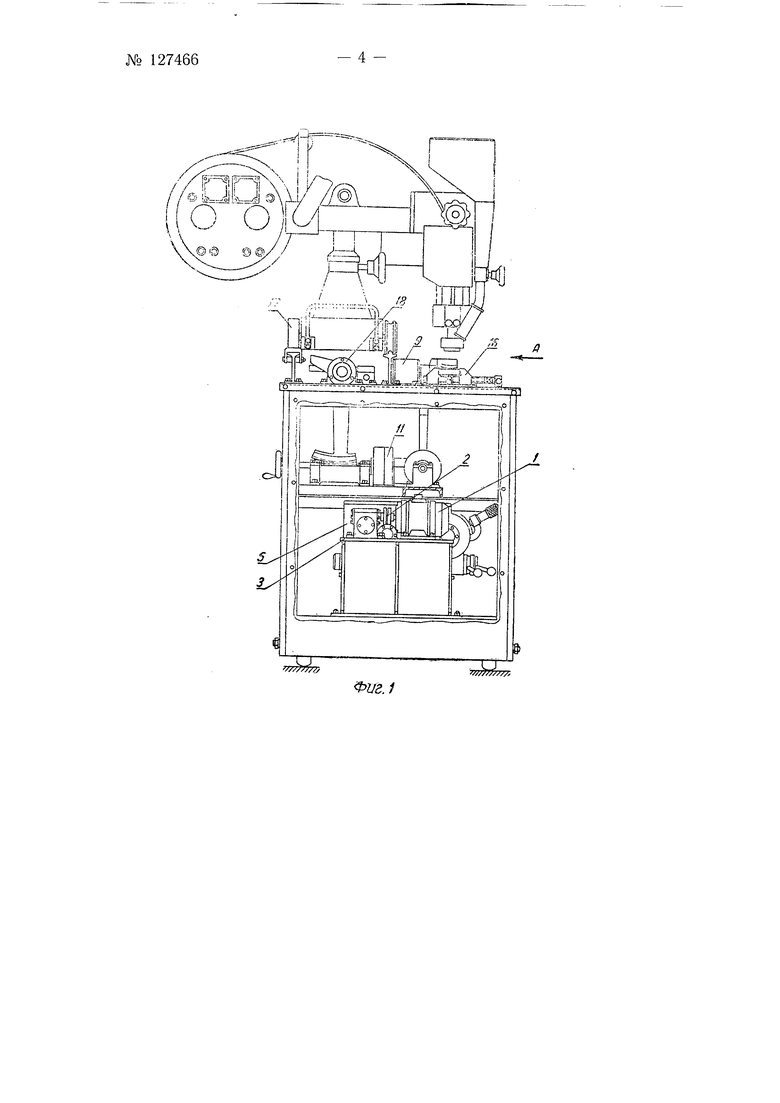
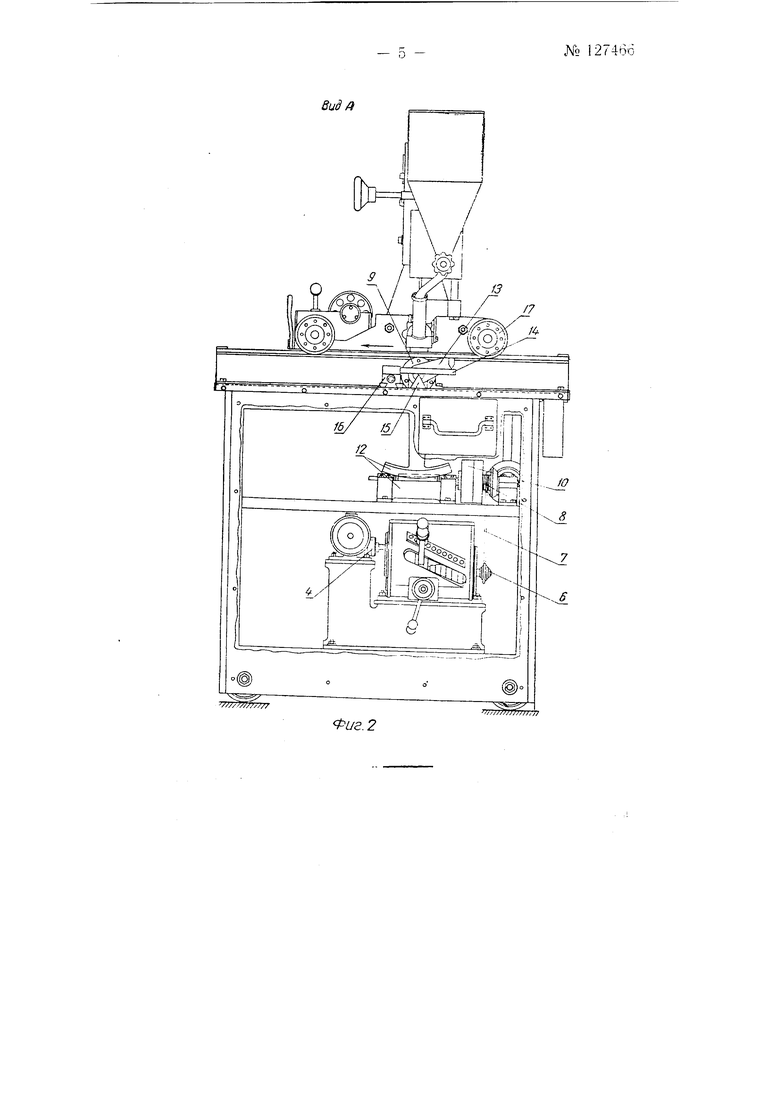
На фиг. 1 схематически изображена машина, вид спереди; на фиг. 2-то же, вид по стрелке А на фиг. 1.
Сущность метода испытаний, для осуществления которых предназначена описываемая машииа, заключается в следующем. На жесткий составной образец, вдоль или иоперек его продольной оси, наплавляется валиковый шов (любым из существуюндих механизированных способов сварки).
В процессе наплавки кристаллизующийся и охлаждающийся металл шва растягивают вдоль или поперек валика в течение задаиного времени с определенной скоростью, т. е. доводят до определенной величины деформации.
Уменьшая или увеличивая последнюю от образца к образцу, находят область скоростей, при которых в шве возникают и развиваются горячие трещины.
.YO 127466- 2 -
Перед ие11ытания1ми регистрируют при помощи термометра и осциллографа термические циклы кристаллизации и охлаждения сварочиой ванны нри наплавке валика на образец иа заданном для испытании режиме.
По поетрО(М111ому термическому циклу в координатах «температура-время или «температура-расстояиие, на котором отсчет времени или расстояния ироизводится от оси электрода, задают моменты начала и конца деформации металла шва, соответствующие иитересующей исследователя области температур в испытуемом сечении шва.
Наличие горячей трещины определяют визуально при доламывании образца после иепытаиий по цвету и характеру излома шва.
Металл шва деформируют путем изгиба составного образца.
Для этого составной образец, состоящий из двух иолос, соедииеины.х встык по кромйе и прихваченных с нижней стороны электроприхватками, одним концом закрепляют в неподвижном захвате мащины, опирают стыком па ее пеподвижиый иуаисон (призму), а на его второй вь ступающий конец опускают рычаг машины. Рычаг через систему передач, редуктор и электромагпитиую муфту соединен с электродвигателем машины и может отгибать вниз выступающую за пуансон половину образца с заданной скоростью. В виду того, что ось вращения рычага совмещена с острием пуансона (осью изгиба образца), скоросгь деформации образца в процесее изгиба не изменяется.
При испытаниях иа образец вдоль или ноперек его стыка наплавляют валик и при заданном положении оси электрода относительно его стыка включают машину. Включеиие мащины ироизводится цри помощи концевого выключателя, установлеииого в заданном положении на одной из направляющих, по которым перемещается сварочное ycTpoiiство, а выключепие-при помощи реле времени.
Машина приводится в действие электрическим двигателем }, вращение которого передается через упругую муфту 2 на редуктор 3, вторую унругую муфту 4 и иа коробку 5 скоростей.
Коробка иодач имеет щестьдесят различных скоростей. От коробки 5 через звездочку 6 и цень 7 движение передается на вторую звездочj y iS, устаповлеииую па приводе 9 для поперечного щва (ио отиощению к стыку образца).
Далее движение может передаваться в двух направлениях, в зависимости от того, какая из электромагнитных муфт, 10 или 11, будет включена в работу.
При работе привода 9 (исиытаиие поперечиого шва) движение передается через включенную электромагиитную многодисковую фрикционную муфту 10 и червячиую пару 12 на рычаг 13 того же привода к испытываемому образцу 14.
Центральная часть образца (црц соединении двух половинок) установлена на призме 15. Один конец образца закреплен в тисках 16, а на второй конец образца нажимает действующий от привода 9 рычаг 13 а заставляет образец изгибаться относительно иеиодвижной призмы в тот момент, когда электрод будет передвигаться совместно со сварочным агрегатом П в центральной части образца, совпадающей с осью рычага и осью, цроходящей через верщипу призмы (ось изгиба образца). Ось рычага и ось, проходящая через вершииу призмы, расположены па одном уровне и являются одной геометрической осью.
При работе нривода 18 (испытание иродольиого шва) электромаг нитная муфта 10 цривода 9 выключена, а электромагнитная муфта 11 нривода 18 включена-и тогда движение через нару конических шестерен передается приводу иродольиого щва. Далее передача движения происходит аналогичио описаииому выше (как и при работе иривода 9),
Электрическая схема (на чертеже не изображена) машины имеет концевой выключатель для включения механизма загиба образца, реле времени для его выключения и выключения сварочного устройства. Таким образом, процесс испытаний полностью автоматизируется.
Предмет изобретения
1. Машина для испытания сварных швов на образование треш,ин в процессе сварки по величине критической скорости деформации свариваемого материала, снабженная электроприводом, сварочным устройством, приспособлением для зажима образцов и рычажным нагрузочным механизмом, отличающаяся тем, что, с целью обеспечения постоянства скорости деформации шва, в конечном звене ее кинематической схемы применены червячная передача, ось враш.ения колеса которой совмещена с осью изгиба образца, а также электромагнитные муфты и реле времени, управляющее включением и выключением сварочного устройства.
2. Машина по п. 1, отличающаяся тем, что, с целью испытания образцов на. образование в швах продольных и поперечных трещин, в ней применен сдвоенньш передаточный механиз.м.
- 3 -№ 127466
// lOiir 1 i/ / /J. /. f ( A
-.,;i:l:::::i
Й
V/X/W/x
Щ.,
Фг/2. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения сопротивляемости наплавленного металла образованию горячих трещин | 1959 |
|
SU129376A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ВНУТРЕННЕГО ПРОСТРАНСТВА КАНАЛЬНОГО ГРАФИТОВОДЯНОГО ЯДЕРНОГО РЕАКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2264667C2 |
| ТРАНСПОРТНЫЙ КОМПЛЕКС МЕГАПОЛИСА И СПОСОБ РЕГУЛИРОВАНИЯ И РАЗГРУЗКИ ПАССАЖИРСКИХ, ГРУЗОПАССАЖИРСКИХ И ГРУЗОВЫХ ПОТОКОВ ТРАНСПОРТНОГО КОМПЛЕКСА МЕГАПОЛИСА | 1998 |
|
RU2140480C1 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
| СИСТЕМЫ И СПОСОБЫ МНОГОСТОРОННЕГО АНАЛИЗА | 2012 |
|
RU2627927C2 |