УРОВЕНЬ ТЕХНИКИ
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка представляет собой частичное продолжение заявки на выдачу патента PCT/US2015/047603, поданной 28 августа 2015 года, которая заявляет приоритет по предварительной заявке США No. 62/043 757, поданной 29 августа 2014 года. Настоящая заявка также является частичным продолжением заявки на выдачу патента PCT/US2015/022665, поданной 26 марта 2015 года, и заявки на патент США No. 14/228 708, поданной 28 марта 2014 года. PCT/US2015/022665 испрашивает приоритет по заявке США No. 14/228 708. Настоящая заявка также является частичным продолжением заявки на выдачу патента PCT/US2014/039148, поданной 22 мая 2014 года, и заявки на патент США No. 14/272 914, поданной 8 мая 2014 года, которые испрашивают приоритет по предварительной заявке США No. 61/826,628, поданной 23 мая 2013 года. Заявка PCT/US2014/039148 испрашивает приоритет по заявке США No. 14/272 914. Настоящая заявка также заявляет приоритет по предварительной заявке США No. 62/175 201, поданной 12 июня 2015 года, и предварительной заявке США No. № 62/189 716, поданной 7 июля 2015 года. Полное содержание всех этих заявок включено в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящая заявка на патент относится к различным полевым системам и способам, используемым для сварки сегментов трубы трубопровода.
[0003] Системы трубопроводов, которые содержат протяженные секции или сегменты трубы (например, мили сегментов трубы), содержащие стальные трубы, трубы из нержавеющей стали или трубы из других типов металлов, используются для транспортировки жидкостей, таких как вода, масло, и природный газ между двух локаций (например, от источника происхождения, которым может находится на земле и ли на воде, к подходящему месту хранения). Конструкция систем трубопроводов, как правило, содержит соединение вместе сегментов трубы необходимого диаметра и продольного размера посредством сварного соединения, например, способного обеспечить водонепроницаемое уплотнение соединяемых сегментов трубы.
[0004] При формировании сварного соединения между двумя сегментами трубы (например, двумя сегментами, имеющими одинаковые или схожие размеры в поперечном сечении), при этом конец одной секции или сегмента трубы находится в непосредственной близости или контактирует с концом второй секции или сегмента трубы. Сегменты трубы удерживаются относительно друг друга и выполняется сварное соединение для стыковки двух концов сегментов трубы с использованием сварочного процесса. Поле выполнения сварки и очистки сварной шов подвергается проверке. После проверки желательно нанести внешнее защитное покрытие на сварное соединение.
[0005] Традиционные внутренние сварочные аппараты зачастую содержат внутренние механизмы выравнивания, которые расположены радиально по направлению наружу для соединения с внутренней частью трубы. Выравнивание двух сегментов трубы выполняется изнутри, когда вытягиваемые элементы центрального элемента соединяются с внутренней частью трубы достаточно близко к сопрягаемым поверхностям сегмента трубы с обеих сторон соединения, как проиллюстрировано в патентах США №3 461 264; 3 009 048; 3 551 636; 3 612 808 и Великобритании 1261814 (каждый из которых включен в данный документ посредством ссылки). Для сварки соединения структура экспандера должна быть выполнена с возможностью обеспечения достаточного пространства для размещения поворотной горелки. Преимуществом было бы обеспечить внутреннее выравнивание, обеспечивающее достаточное пространство для поворотной или шарнирной горелки, или для внешнего выравнивания сегментов трубы, для того, чтобы исключить необходимость во внутреннем экспандере, который может создавать значительные внутренние помехи.
[0006] При этом, обычные процессы внутренней сварки, как правило, включают внутреннее или внешнее выравнивание и установку внутреннего сварочного аппарата таким образом, чтобы горелка была отрегулирована относительно сопрягаемой поверхности. При таком процессе бывает трудно определить точность позиционирования внутреннего сварочного аппарата в целом и сварочной горелки в частности. Еще сложнее определить точность позиционирования сварочной горелки, так как сварочная горелка перемещается поперечно внутри трубы вдоль ее орбитальной траектории во время сварки. Таким образом, желательно предоставить систему контроля за структурой или позиционированием краев трубы на контактной поверхности трубы для управления сварочной горелкой посредством использования отслеживаемого положения контактной поверхности. В конкретном случае, желательно сначала записать профиль контактной поверхности с помощью лазера перед отправкой сигнала электронному контроллеру, управляющему положением и ориентацией сварочной горелки относительно отслеживаемого профиля контактной поверхности.
[0007] Кроме того, в обычных системах сварки трубопроводов, использующих внешние механизмы выравнивания, как правило, два сегмента удерживаются на роликах, а положением и ориентацией сегментов управляют до получения удовлетворительного выравнивания. Несмотря на это, удовлетворительное выравнивание, как правило, основывается, к примеру, на соответствующих промышленных приборах для измерения несоответствия при сварке, которые являются довольно точными, но управляются и позиционируются вручную на дискретных локациях, а не по всей поверхности контакта трубы. В других случаях, поверхность контакта или структура поверхности контакта, изученная внутри трубы, как правило, не дает представления о качестве выравнивания. Таким образом, желательно предоставить систему выравнивания, в которой информация о профиле поверхности контакта, считываемая лазером, использовалась бы в качестве входных параметров во время процесса внешнего выравнивания. В конкретном случае, желательно предоставить информацию от лазера, управляющего сварочной горелкой, контроллеру, который будет использовать эту информацию в механизмах управления внешним выравниванием.
[0008] Более того, обычным системам трубопроводов для сваривания сегментов трубы не хватает возможности визуального инспектирования сварного шва, накладываемого сварочной горелкой. Таким образом, желательно предоставить камеру, которая будет следовать за сварочной горелкой при наложении сварного шва, и экран для демонстрации изображения сварного шва оператору для визуального инспектирования качества сварного шва. Другими преимуществами настоящего изобретения станут очевидными из обзора настоящего описания. Патентные преимущества не ограничиваются преимуществами, освещенными в данном разделе. Дополнительно, рассмотренные в данном документе преимущества следует рассматривать независимо один от другого и вне зависимости один о другого, если в данном документе явно не указано иное. Дополнительные преимущества также описаны в формуле изобретения, прилагаемой к данной заявке.
[0009] В сварочных операциях, как правило, трубы предварительно нагревают до необходимой температуры перед началом сварочных работ, при том генерируется значительное количество тепла во время самого процесса сварки.
[0010] Иногда, после завершения сварочных и очистных работ, сварной шов подвергается проверке. Желательно проверить сварной шов при температуре, близкой к рабочей температуре эксплуатации трубы, чем при высокой температуре сварного шва. В связи с этим, после процесса сварки желательно выполнить охлаждение до начала проверки. После проверки желательно нанести внешнее защитное покрытие на соединение. Для выполнения такого защитного покрытия к трубе подводят тепло для повышения ее температуры до температуры, необходимой для нанесения определенного внешнего защитного покрытия (например, полипропилена).
[0011] После такого нагревания соединение трубы идеально подходят для охлаждения до заданной температуры перед дополнительными выполняемыми этапами обработки (например, перед обматыванием соединенных секций трубопровода или транспортировкой/размещением секций трубопровода в воде, или на другом подходящем месте на поверхности земли).
[0012] Во время определенных этапов обработки трубы (например, после сварки и перед проверкой), внешние сегменты соединяемой трубы легкодоступны, а охлаждение наружной поверхности является опцией. Тем не менее, во время выполнения некоторых частей процесса (например, после нанесения на наружную поверхность трубы определенных материалов) наружная поверхность, к которой применяется процесс охлаждения трубы, недоступна.
[0013] Внутреннее охлаждение может быть удобным во время определенных этапов процесса обработки (например, даже при доступном внешнем охлаждении). Внутреннее охлаждение внутри трубы требует особых подходов с учетом размера труб и сложности доступа к внутренним частям трубных секций, расположенных на или рядом со сварным соединением. В связи с этим, очень желательно предоставить внутреннее охлаждение таким образом, чтобы во время этапов обработки, когда внешняя поверхность трубы недоступна, охлаждение можно было бы реализовать для быстрого обеспечения необходимого состояния трубы для последующих этапов, требующих низких температур (например, обматывания).
[0014] Существующие процессы проверки сварки трубопроводов, например, ультразвуковое тестирование и рентгенография, могут быть достаточно сложными. Например, некоторые процессы могут потребовать большой команды (например, 4 или более сотрудника) высококвалифицированного персонала, которую необходимо доставить в удаленное место, где строится трубопровод; могут потребоваться компьютеры в полевом исполнении, которые необходимо транспортировать отдельным грузовиком в удаленное место и использовать в суровых условиях; предоставить оборудование для проверки, которое связано сетевыми проводами («привязано») к выделенному компьютерному оборудованию и грузовикам в полевом исполнении; процессы могут быть малоэффективными, так как каждый член команды может потребоваться только для определенных этапов процесса; требуется тщательно подготовленный технический персонал на участке выполнения работ для расшифровки результатов испытаний; и требуется, чтобы был выполнен необходимый анализ, а результаты были записаны на трубе перед перемещением команды к следующему сварному шву. Конечно же, все это утверждение общего характера и не все эти проблемы существуют во всех системах.
[0015] Сегодняшние технологии соединения труб остаются областью техники, основанной на предупреждении совершения ошибок рабочим, выполняющим сварной шов. Некоторые технологии сварки требуют соответствующего управления данными, управлением работой и наблюдением за ходом работ. Вследствие таких проблем, качество сварки, время выполнения и экономические показатели также являются неоднозначными.
[0016] Настоящая патентная заявка предоставляет улучшения по сравнению с предыдущим уровнем техники полевых систем и способов.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0017] Настоящее изобретение относится к полевым системам и способам, задействованным в прикладных задачах сварки труб. Полевые системы представлены множеством вариантов реализации, относящимися к системам и способам сварки труб, которые используются в комбинации одна с другой, или отдельно. Такие сварочные системы и способы включают, к примеру, внутренние сварочные системы и способы, системы и способы сварки плетей трубопровода, системы и способы проверки труб, системы и способы подачи и укладки труб, системы и способы внутреннего охлаждения труб, системы и способы неразрушающего тестирования, а также, к примеру, системы и способы удаленного интерфейса и баз данных (uLog). Заявка дополнительно относится к сваренным трубам в результате некоторых или всех подобных процессов.
[0018] Один аспект настоящей патентной заявки предоставляет полевую систему для сварки двух труб. Полевая система содержит первое устройство зацепления трубы; второе устройство зацепления трубы; измерительный датчик; двигатель; один или более процессоров; и сварочную горелку. Первое устройство зацепления трубы выполнено с возможностью зацепления с внутренней поверхностью первой трубы, позволяющее первому устройству зацепления трубы быть зафиксированным относительно первой трубы. Второе устройство зацепление трубы выполнено с возможностью зацепления с внутренней поверхностью второй трубы позволяющие второму устройству зацепление трубы быть зафиксированным относительно второй трубы. Измерительный датчик расположен между первым устройством зацепления трубы и вторым устройством зацепления трубы, при этом измерительный датчик выполнен с возможностью испускать исследовательский пучок излучения. Двигатель функционально связан с измерительным датчиком для направления исследовательского пучка излучения вдоль контактной поверхности между трубами. Один или более процессоров функционально связаны с измерительным датчиком для определения профиля контактной поверхности между двумя трубами. Сварочная горелка выполнена с возможностью создания сварного шва между трубами на основании данных о профиле контактной поверхности между трубами.
[0019] Другой аспект настоящей патентной заявки предоставляет полевую систему для сварки двух труб. Полевая система содержит первое устройство зацепления трубы; второе устройство зацепления трубы; измерительный датчик; двигатель; один или более двигателей для ориентации; один или более процессоров; и узел сварочной горелки. Первое устройство зацепления трубы выполнено с возможностью зацепления с внутренней поверхностью первой трубы, позволяющее первому устройству зацепления трубы быть зафиксированным относительно первой трубы. Второе устройство зацепление трубы выполнено с возможностью зацепления с внутренней поверхностью второй трубы позволяющие второму устройству зацепление трубы быть зафиксированным относительно второй трубы. Измерительный датчик расположен по оси между первым устройством зацепления трубы и вторым устройством зацепления трубы, при этом измерительный датчик выполнен с возможностью проверки области контактной поверхности между трубами и формирования данных о профиле на основании такой проверки. Один или более двигателей для ориентации функционально связаны с измерительным датчиком для направления исследовательского пучка излучения вдоль контактной поверхности между трубами. Один или более процессоров функционально связаны с измерительным датчиком и выполнены с возможностью получения данных о профиле от измерительного датчика для определения одной или более характеристик области контактной поверхности между трубами. Узел сварочной головки содержит сварочную горелку и по меньшей мере один двигатель сварочной горелки, при этом сварочная горелка и по меньшей мере один двигатель сварочной горелки приводятся в действие одним или более процессорами для создания сварного шва между трубами на основании одной или более характеристик области контактной поверхности между трубами.
[0020] Еще один аспект настоящей патентной заявки предоставляет полевую систему для сварки двух труб. Полевая система содержит каркас, выполненный с возможностью размещения внутри труб; множество роликов выполненных с возможностью удерживания каркаса с возможностью вращения; приводной двигатель, который приводит в движение ролики для перемещения каркаса внутри труб; тормозную систему, удерживающую каркас в заданном положении внутри труб от перемещения; измерительный датчик, удерживаемый каркасом, при этом измерительный датчик выполнен с возможностью обнаружение характеристик области контактной поверхности между трубами; сварочную горелку, удерживаемую каркасом; одну или более аккумуляторных батарей, удерживаемых каркасом, при этом одна или более аккумуляторных батарей выполнены с возможностью питания приводного двигателя, измерительного датчика и сварочной горелки; и один или более процессоров, функционально связанных с приводным двигателем, измерительным датчиком и сварочной горелкой.
[0021] Еще один пример настоящей патентной заявки предоставляет способ для сварки друг с другом пары изолированных труб. Каждая труба содержит внутреннюю металлическую часть трубы, окруженную изолирующим материалом. Концы свариваемой трубы имеют выступающую металлическую внутреннюю часть. Способ включает выравнивание свариваемых выступающих металлических концов, сварку выступающих металлических концов друг с другом, нагревание сваренных выступающих концов труб, наложение изолятора на нагретые выступающие концы сваренных труб таким образом, что изолятор налипает на внешнюю поверхность внутренней металлической части трубы, таким образом, изолируя выступающие ранее части труб, и прикладывая энергию охлаждения внутри труб к внутренней поверхности металлических труб.
[0022] Еще один аспект настоящей патентной заявки предоставляет систему для сварки друг с другом пары изолированных труб. Каждая труба содержит металлическую внутреннюю часть, окруженную изолирующим материалом. Концы свариваемой трубы имеют выступающую металлическую внутреннюю часть. Система включает сварочную горелку, выполненную с возможностью сваривания выступающих металлических концов трубы друг с другом; нагревательный прибор, выполненный с возможностью нагрева выступающих концов сваренных труб; устройство подачи изолятора, выполненное с возможностью наложения изолирующего материала на нагретые выступающие концы сваренных труб таким образом, что изолятор налипает на внешнюю поверхность внутренней металлической трубы, таким образом, изолируя ранее выступающие концы труб; и систему охладителя, которая прикладывает энергию охлаждения к внутренней поверхности металлических труб, что способствует охлаждению металлических труб после наложения изолирующего материала.
[0023] Еще один пример настоящей патентной заявки предоставляет способ для сварки друг с другом пары изолированных труб. Каждая труба содержит внутреннюю металлическую часть трубы, окруженную изолирующим материалом. Концы свариваемой трубы имеют выступающую металлическую внутреннюю часть. Способ включает выравнивание свариваемых выступающих металлических концов трубы, сварку выступающих металлических концов трубы друг с другом, нагревание выступающих концов сваренных труб, наложение изолятора на нагретые выступающие концы сваренных труб таким образом, что изолятор налипает на внешнюю поверхность внутренней металлической части трубы, таки образом, изолируя выступающие ранее концы труб, и применение энергии охлаждения внутри труб на внутреннюю поверхность металлических труб после наложения изолятора; и выполнение процедуры развертывания трубопровода. Применение энергии охлаждения снижает время ожидания между наложением изолятора и выполнением процедуры развертывания трубопровода.
[0024] Еще один аспект настоящей патентной заявки предоставляет узел сварной трубы. Узел сварной трубы содержит первую металлическую трубу, имеющую длину по меньшей мере 30 футов и наружный диаметр менее 24 дюймов; вторую металлическую трубу, имеющую длину по меньшей мере 30 футов и наружный диаметр менее 24 дюймов; металл сварного шва, соединяющий первую трубу со второй трубой, при этом металл сварного шва содержит множество слоев сварного шва, при этом множество слоев сварного шва содержит проход при заварке корня шва и горячий проход, расположенный сверху корневого валика, при этом слой горячего прохода располагается ближе внутренней продольной оси сваренных первой и второй труб, чем корневой валик.
[0025] Еще один аспект настоящей патентной заявки предоставляет узел сварной трубы. Узел содержит первую металлическую трубу, имеющую длину по меньшей мере 30 футов и наружный диаметр менее 24 дюймов; вторую металлическую трубу, имеющую длину по меньшей мере 30 футов и наружный диаметр менее 24 дюймов; металл сварного шва, соединяющий первую трубу со второй металлической трубой, при этом металл сварного шва содержит первую внутреннюю разделку шва, выполненную в первой металлической трубе и вторую внутреннюю разделку шва, выполненную во второй металлической трубе, и проход при заварке корня шва металла сварного шва, расположенный в области, определяемой первой внутренней разделкой шва и второй внутренней разделкой шва.
[0026] Еще один аспект настоящей патентной заявки предоставляет систему охлаждения трубы. Система охлаждения трубы содержит каркас, множество роликов, приводной двигатель, тормозную систему и один или более процессоров. Каркас выполнен с возможностью размещения внутри сваренных труб. Множество роликов выполнены с возможностью удерживания каркаса с возможностью вращения. Приводной двигатель управляет перемещением каркаса внутри труб. Тормозная система удерживает каркас в заданном положении внутри труб от перемещения. Охладитель представляет собой охладитель, удерживаемый каркасом, при этом охладитель прилагает энергию охлаждения к внутренней поверхности металлических труб, что способствует охлаждению сваренных металлических труб. Один или более процессоров функционально связаны с приводным двигателем, тормозной системой и охладителем. Один или более процессоров управляют охладителем для снижения температуры сваренных труб до предварительно заданного уровня.
[0027] Еще один аспект настоящей патентной заявки предоставляет узел сварной трубы. Узел сварной трубы содержит первую металлическую трубу; вторую металлическую трубу и металл сварного шва, соединяющий первую металлическую трубу со второй металлической трубой. Первая металлическая труба имеет длину по меньшей мере 30 футов и наружный диаметр менее 24 дюймов. Вторая металлическая труба имеет длину по меньшей мере 30 футов и наружный диаметр менее 24 дюймов. Металл сварного шва содержит множество слоев сварного шва. Множество слоев сварного шва содержит проход при заварке корня шва и горячий проход, расположенный сверху прохода при заварке корня шва. Слой горячего прохода располагается ближе к внутренней продольной оси сваренных первой и второй труб, чем проход при заварке корня шва.
[0028] Еще один аспект настоящей патентной заявки предоставляет узел сварной трубы. Узел сварной трубы содержит первую металлическую трубу, вторую металлическую трубу и сварное соединение, соединяющее первую металлическую трубу со второй металлической трубой. Первая металлическая труба имеет длину по меньшей мере 30 футов и наружный диаметр менее 24 дюймов. Вторая металлическая труба имеет длину по меньшей мере 30 футов и наружный диаметр менее 24 дюймов. Сварное соединение содержит первую внутреннюю разделку шва, выполненную в первой металлической трубе, и вторую внутреннюю разделку шва, выполненную во второй металлической трубе, и проход при заварке корня шва металла сварного шва, расположенный в области, определяемой первой внутренней разделкой шва и второй внутренней разделкой шва.
[0029] Еще один аспект настоящей патентной заявки предоставляет полевую систему для сварки двух труб. Полевая система содержит первое устройство зацепления трубы, выполненное с возможностью зацепления с внутренней поверхностью первой трубы, позволяющей устройству зацепления трубы быть закрепленным по отношению к первой трубе; второе устройство зацепления трубы, выполненное с возможностью зацепления с внутренней поверхностью второй трубы, позволяющей устройству зацепления трубы быть закрепленным по отношению ко второй трубе; одну или более сварочных горелок, выполненных с возможностью размещения внутри труб для создания внутреннего сварного шва на поверхности области между трубами; двигатель, функционально связанный с одной или более сварочными горелками для вращения одной или более сварочных головок вдоль контактной поверхности между свариваемыми трубами; один или более процессоров, управляющих двигателем и одной или более сварочными горелками, при этом один или более процессоров управляют двигателем и одной или более сварочными горелками для формирования законченного кольцевого сварного шва вдоль области контактной поверхности за счет вращения одной или более сварочных горелок вдоль области контактной поверхности в одном направлении до завершения кольцевого сварного шва.
[0030] Еще один аспект настоящей патентной заявки предоставляет систему проверки для предварительного контроля области контактной поверхности между двумя трубами, которые сварены встык. Система содержит каркас, выполненный с возможностью размещения внутри труб; множество роликов, выполненных с возможностью удерживания каркаса с возможностью вращения; приводной двигатель для перемещения каркаса внутри труб; тормозную систему, удерживающую каркас в заданном положении внутри труб от перемещения ; датчик, перемещаемый вместе с каркасом, который обнаруживает область контактной поверхности между трубами; измерительный датчик, выполненный с возможностью генерировать сигналы на основе профиля области контактной поверхности между трубами; двигатель, вращательно перемещающий измерительный датчик вдоль области контактной поверхности; и один или более процессоров, функционально связанных с приводным двигателем, датчиком, измерительным датчиком и двигателем, при этом один или более процессоров управляют приводным двигателем для перемещения каркаса по меньшей мере через одну из труб до тех пор, пока датчик не обнаружит область контактной поверхности между трубами, один или более процессоров управляют тормозной системой для удерживающей каркас в заданном положении внутри труб от перемещения, которая позиционирует измерительный датчик по отношению к области контактной поверхности между трубами, чтобы измерительный датчик мог обнаружить профиль области контактной поверхности между трубами; один или более процессоров управляют измерительным датчиком и двигателем для сканирования области контактной поверхности между трубами, и, в ответ на обнаружение одной или более нежелательных характеристик области контактной поверхности, на основе этих данных, один или более процессоров отправляют инструкции.
[0031] Еще один аспект настоящей патентной заявки предоставляет полевую систему для предварительного контроля области контактной поверхности между двумя трубами, сваренными встык. Система содержит каркас, выполненный с возможностью размещения внутри труб; множество роликов, выполненных с возможностью удерживания каркаса с возможностью вращения; приводной двигатель для перемещения каркаса внутри труб; тормозную систему, удерживающую каркас в заданном положении внутри труб от перемещения; измерительный датчик, выполненный с возможностью генерировать сигналы на основе профиля области контактной поверхности между трубами; один или более двигателей для ориентации, вращательно перемещающие измерительный датчик вдоль области контактной поверхности; и один или более процессоров, функционально связанных с приводным двигателем, датчиком, измерительным датчиком и двигателем, при этом один или более процессоров управляют тормозной системой для удерживающей каркас в заданном положении внутри труб от перемещения, которая позиционирует измерительный датчик по отношению к области контактной поверхности между трубами, чтобы измерительный датчик мог обнаружить профиль области контактной поверхности между трубами; один или более процессоров управляют измерительным датчиком и двигателем для сканирования области контактной поверхности между трубами для генерирования данных контактной поверхности предварительного сваривания, и, в ответ на обнаружение одной или более нежелательных характеристик контактной поверхности предварительного сваривания, на основе этих данных, один или более процессоров отправляют инструкции.
[0032] Еще один аспект настоящей патентной заявки предоставляет способ для предварительного контроля области контактной поверхности между двумя трубами, сваренными встык. Способ включает перемещение каркаса внутри по меньшей мере одной из свариваемых труб; обнаружение области контактной поверхности между трубами; удерживание каркаса в области контактной поверхности между трубами от перемещения; обнаружение профиля области контактной поверхности между трубами; и, в ответ на обнаружение одной или более нежелательных характеристик области контактной поверхности между трубами, генерирование, на основе этих данных, инструкций.
[0033] Еще один аспект настоящей патентной заявки предоставляет систему охлаждения трубы. Систему охлаждения трубы содержит каркас, выполненный с возможностью размещения внутри сваренных труб; множество роликов, выполненных с возможностью удерживания каркаса с возможностью вращения; приводной двигатель, который приводит в движение ролики для перемещения каркаса внутри труб; тормозную систему, удерживающую каркас в заданном положении внутри труб от перемещения; охладитель, переносимый каркасом, при этом охладитель прикладывает энергию охлаждения к внутренней поверхности металлических труб, что способствует охлаждению сваренных металлических труб; и один или более процессоров, функционально связанных с приводным двигателем, тормозной системой и охладителем, при этом один или более процессоров управляют охладителем для снижения температуры сваренных труб до предварительно заданного уровня.
[0034] Один аспект настоящей патентной заявки предоставляет способ для сварки двух труб. Способ включает внутреннюю фиксацию первой трубы с помощью первого зажима; внутреннюю фиксацию второй трубы с помощью второго зажима, при этом первая и вторая трубы фиксируются таким образом, что они располагаются встык по отношению друг к другу с областью контактной поверхности между ними; сканирование области контактной поверхности на основании положения внутри труб и между зажимами для получения данных о профиле области контактной поверхности между трубами; сварку двух труб, расположенных встык по отношению друг к другу на основе данных о профиле; и внутреннюю проверку сваренных труб на основании положения внутри труб и между зажимами.
[0035] Один аспект настоящей патентной заявки предоставляет систему обработки данных о сварке, способствующую удаленной от полевой системы сварке труб, для выполнения операций по сварке между собой первой трубы и второй трубы. В качестве примера, удаленная полевая система содержит измерительный датчик, выполненный с возможностью испускать исследовательский пучок излучения для сканирования профиля области контактной поверхности между первой и второй трубами и сварочную горелку, выполненную с возможностью создания сварного шва между первой и второй трубами на основе профиля области контактной поверхности между первой и второй трубами. Система обработки данных о сварке содержит: ресивер, выполненный с возможностью получать, от удаленной системы сварки, данные о профиле, определенные за счет сканирования области контактной поверхности между трубами измерительным датчиком; один или более процессоров, выполненных с возможностью сравнения одной или более характеристик данных о профиле при сканировании области с одной или более характеристиками предварительно заданных данных о профиле по предварительно заданным областям контактной поверхности, и выполненные с возможностью определять данные о работе системы управления для удаленной полевой системы на основе таких сравнений; и передатчик, выполненный с возможностью передачи данных о работе системы управления удаленной полевой системе. Данные о работе системы управления выполнены с возможностью предписывать сварочной горелке выполнять одну или более сварочных операций в области контактной поверхности между трубами.
[0036] Один аспект настоящей патентной заявки предоставляет способ для сварки труб. Указанный способ включает: выравнивание концов двух свариваемых труб, при этом свариваемые трубы содержат внутреннюю металлическую часть трубы, окруженную изолирующим материалом, металлическая внутренняя часть трубы выступает за части трубы, прилегающие к концам свариваемых труб; сварку изнутри выровненных труб друг с другом для образования сварного соединения; генерирование данных о сварке в процессе сварки выровненных концов, при этом данные о сварке соответствуют параметрам сварки, связанным со сваркой; проверку сварного шва с помощью проверочного лазера изнутри сваренных труб для получения данных о внутренней проверке сварного шва; проверку сварного шва с помощью источника исследовательского излучения для получения данных о проверке с помощью излучения; передачу данных о сварке, данных о внутренней проверке и данных о проверке с помощью излучения удаленной компьютерной системе для получения дополнительных данных о сварке; и получение собранных дополнительных данных о сварке. Дополнительные данные о сварке извлекаются из передаваемых данных и дополнительных данных о проверке, полученных удаленной системой за счет проверки других труб.
[0037] Один аспект настоящей патентной заявки предоставляет полевую систему, способствующую проведению полевой проверки и выполнения, на ее основании, физических операций. Указанная полевая система содержит: полевое устройство, выполненное с возможностью выполнять операции, физически воздействующие на объект; проверочное устройство, выполненное с возможностью сканирования объекта; и один или более процессоров, связанных с возможностью обмена данными с проверочным устройством, и выполненные с возможностью получать данные о проверке, связанные со сканированием объекта проверочным устройством. Один или более процессоров связаны с возможностью обмена данными с удаленной компьютерной системой, и выполнены с возможностью передачи данных о проверке удаленной компьютерной системе. Один или более процессоров выполнены с возможностью получать данные, относящиеся к выполнению операций, от удаленной компьютерной системы, способной реагировать на передачу данных о проверке, и предписывающие полевому устройству выполнять операции, которые физически воздействуют на объект, на основе данных, относящихся к выполнению операций. Данные, относящиеся к выполнению операций, извлекаются из данных о проверке и других данных о проверке, связанных с отдельным сканированием другого объекта.
[0038] Один аспект настоящей патентной заявки предоставляет способ, способствующий проведению полевой проверки и выполнения, на ее основании, физических операций. Указанный способ включает: сканирование проверочным устройством полевой системы объекта для предоставления данных о проверке, связанных со сканированием объекта, одному или более процессорам; передачу, одним или более процессорами полевой системы, данных о проверке удаленной компьютерной системе; получение, одним или более процессорами, данных, связанных с выполнением операций, которые физически воздействуют на объект, от удаленной компьютерной системы, способной реагировать на передачу данных о проверке; и предписание одним или более процессорами, на основе данных, связанных с выполнением операций, выполнить операции, которые физически воздействуют на объект. Данные, относящиеся к выполнению операций, извлекаются из данных о проверке и других данных о проверке, связанных с отдельным сканированием другого объекта.
[0039] Один аспект настоящей патентной заявки предоставляет компьютерную систему, способствующую выполнению проверки в полевых условиях и выполнению физических операций на основании такой проверки, удаленно от полевой системы, на которой выполняется такая проверка в полевых условиях и выполняются физические операции. Удаленная полевая система содержит проверочное устройство, выполненное с возможностью сканирования объекта, и полевое устройство, выполненное с возможностью выполнять операции, которые физически воздействуют на объект. Указанная компьютерная система содержит: ресивер, выполненный с возможностью получать данные, связанные со сканированием объекта проверочным устройством, от удаленной полевой системы; один или более процессоров, выполненных с возможностью обработки данных о проверке для генерирования данных, относящихся к выполнению операций, которые физически воздействуют на объект; и передатчик, выполненный с возможностью передачи данных, связанных с выполнением операций, удаленной полевой системе, предписывающих удаленной полевой системе выполнять операции, которые физически воздействуют на объект, при этом операции выполняются на основе данных, связанных с выполнением операций.
[0040] Один аспект настоящей патентной заявки предоставляет способ, способствующий выполнению проверки в полевых условиях и выполнению физических операций на основании такой проверки, удаленно от полевой системы, на которой выполняется такая проверка в полевых условиях и выполняются физические операции. Удаленная полевая система содержит проверочное устройство, выполненное с возможностью сканирования объекта, и полевое устройство, выполненное с возможностью выполнять операции, которые физически воздействуют на объект. Указанный способ включает: получение ресивером данных, связанных со сканированием объекта проверочным устройством, от удаленной полевой системы; обработку, одним или более процессорами, данных о проверке для генерирования данных, относящихся к выполнению операций, которые физически воздействуют на объект; и передачу передатчиком данных, связанных с выполнением операций, удаленной полевой системе, предписывающих удаленной полевой системе выполнять операции, которые физически воздействуют на объект, при этом операции выполняются на основе данных, связанных с выполнением операций.
[0041] Один аспект настоящей патентной заявки предоставляет компьютерную систему, способствующую проведению полевой проверки и выполнения, на ее основании, физических операций. Полевая система содержит проверочное устройство, выполненное с возможностью сканировать объект, и одно или более полевых устройств, выполненных с возможностью выполнять одну или более операций, которые физически воздействуют на объект. Компьютерная система содержит ресивер, выполненный с возможностью получать от компьютерной системы данные о проверке, связанные со сканированием объекта проверочным устройством. Сканирование объекта проверочным устройством следует за выполнением одной или более операций одним или более полевыми устройствами, которые физически воздействуют на объект. Одна или более операций выполняются с использованием первого набора входных параметров. Компьютерная система также содержит один или более процессоров, выполненных с возможностью: определять, на основе данных о проверке, дефекты, связанные с объектом; генерировать протокол выполнения операции, связанной по меньшей мере с одним типом операции из одной или более операций, в ответ на обнаружение дефекта, при этом протокол выполнения операции содержит второй набор входящих параметров, имеющих по меньшей мере один входной параметр, отличающийся от первого набора входных параметров; выбирать протокол выполнения операции для выполнения последующей операции, аналогичной по меньшей мере одной или более операциям; и генерировать, на основе по меньшей мере одного входящего параметра протокола выполнения операции, данные, связанные с выполнением последующей операции. Компьютерная система дополнительно содержит передатчик, выполненный с возможностью передавать данные, связанные с выполнением операции, одной или более полевым системам для выполнения последующей операции. Последующая операция выполняется на основе данных, связанных с выполнением операций.
[0042] Один аспект настоящей патентной заявки предоставляет способ, способствующий проведению полевой проверки и выполнения, на ее основе, физических операций. Полевая система содержит проверочное устройство, выполненное с возможностью сканировать объект, и одно или более полевых устройств, выполненных с возможностью выполнять одну или более операций, которые физически воздействуют на объект. Способ включает получение ресивером от полевой системы данных о проверке, связанных со сканированием объекта проверочным устройством. Сканирование объекта проверочным устройством следует за выполнением одной или более операций одним или более полевыми устройствами, которые физически воздействуют на объект. Одна или более операций выполняются с использованием первого набора входных параметров. Указанный способ также включает: обнаружение дефекта одним или более процессорами, на основе данных о проверке, относящегося к объекту; генерирование одним или более процессорами протокола выполнения операций, связанного с одним типом операции из одной или боле операций, реагирующих на обнаружение дефекта, при этом протокол выполнения операции содержит второй набор входных параметров, имеющий по меньшей мере один входной параметр, отличающийся от первого набора входных параметров; выбор одним или более процессорами протокола выполнения операций для выполнения последующей операции, аналогичной по меньшей мере одной из одной или более операциям; генерирование одним или более процессорами, на основе по меньшей мере одного входного параметра, протокола выполнения операций, данных, относящихся к выполнению последующей операции; и передачу передатчиком данных, относящихся к выполнению операций, одной или полевых систем, предписывающих одной или более полевым системам выполнять последующую операцию. Последующая операция выполняется на основе данных, связанных с выполнением операций.
[0043] Один аспект настоящей патентной заявки предоставляет компьютерную систему, способствующую проведению полевой проверки и выполнения, на ее основании, физических операций. Полевая система содержит проверочное устройство, выполненное с возможностью сканировать объект, и одно или более полевых устройств, выполненных с возможностью выполнять одну или более операций, которые физически воздействуют на объект. Компьютерная система содержит ресивер, выполненный с возможностью получать от компьютерной системы данные о проверке, связанные со сканированием объекта. Сканирование объекта следует за выполнением одной или более операций, которые фактически воздействуют на объект. Одна или более операций выполняются с использованием первого набора входных параметров. Компьютерная система также содержит один или более процессоров, выполненных с возможностью: определять, на основе данных о проверке, превышает ли качество одного или более аспектов объекта, полученных в результате выполнения одной или более операций, стандарты качества, указанные в предварительно заданном профиле качества; генерировать протокол выполнения операции, связанной по меньшей мере с одним типом операции из одной или более операций, при этом протокол выполнения операций генерируется для включения одного или более параметров из набора входных параметров, реагирующих на качество одного или более аспектов объекта, превышающего стандарты качества, указанные в предварительно заданном профиле качества; выбирать протокол выполнения операций для выполнения последующей операции, аналогичной по меньшей мере одной из операции из одной или более операций; и генерировать, на основе по меньшей мере одного входного параметра протокола выполнения операций, данные, относящиеся к выполнению последующей операции. Компьютерная система дополнительно содержит передатчик, выполненный с возможностью передавать данные, связанные с выполнением операции, одной или более полевым системам для выполнения последующей операции. Последующая операция выполняется на основе данных, связанных с выполнением операций.
[0044] Один аспект настоящей патентной заявки предоставляет способ, способствующий проведению полевой проверки и выполнения, на ее основе, физических операций. Полевая система содержит проверочное устройство, выполненное с возможностью сканировать объект, и одно или более полевых устройств, выполненных с возможностью выполнять одну или более операций, которые физически воздействуют на объект. Способ включает получение ресивером от полевой системы данных о проверке, связанных со сканированием объекта. Сканирование объекта следует за выполнением одной или более операций, которые фактически воздействуют на объект. Одна или более операций выполняются с использованием первого набора входных параметров. Указанный способ также включает: определение одним или более процессорами, на основе данных о проверке, превышает ли качество одного или более аспектов объекта, полученных в результате выполнения одной или более операций, стандарты качества, указанные в предварительно заданном профиле качества; генерирование одним или более процессорами протокола выполнения операции, связанного по меньшей мере с одним типом операции из одной или более операций, при этом протокол выполнения операций генерируется для включения одного или более параметров из набора входных параметров, реагирующих на качество одного или более аспектов объекта, превышающего стандарты качества, указанные в предварительно заданном профиле качества; выбор одним или более процессорами протокола выполнения операций для выполнения последующей операции, аналогичной по меньшей мере одной из операции из одной или более операций; и генерирование одним или более процессорами на основе по меньшей мере одного входного параметра протокола выполнения операций, данных, относящиеся к выполнению последующей операции; и передачу одним или более процессорами данных, связанных с выполнением операций, одной или более полевых систем, предписывающих одной или более полевых систем выполнять последующую операцию. Последующая операция выполняется на основе данных, связанных с выполнением операций.
[0045] Один аспект настоящей патентной заявки предоставляет компьютерную систему, способствующую проведению полевой проверки и выполнения, на ее основании, физических операций. Компьютерная система также содержит один или более процессоров, выполненных с возможностью: получать от одной или более полевых систем данные, связанные с исследованием одной или более операций, выполняемых на множестве объектов. Множество объектов содержит (і) один или более объектов, определенных как имеющие дефект в результате выполнения одной или более исследованных операций и (іі) один или более объектов, не имеющих дефектов. Один или более процессоров также выполнены с возможностью: сравнения, на основе данных, связанных с исследованием, первого набора исследований операций, выполненных на объекте, определенном как имеющем дефект, с одним или более другими наборами исследований операций, выполненных на одном или более других объектах, не имеющих дефектов; определения, на основе сравнения, различий между первым набором исследований и одним или более другими наборами исследований; и предписания, на основе этих различий, реализации триггера выполнения операций таким образом, что полевая система выполняет операции, соответствующие триггеру выполнения операций, когда состояние, соответствующее различиям, возникают во время последующей операции, которая физически воздействует на один или более дополнительных объектов.
[0046] Один аспект настоящей патентной заявки предоставляет способ, способствующий проведению полевой проверки и выполнения, на ее основании, физических операций. Способ включает получение одним или более процессорами от одной или более полевых систем данных, связанных с исследованиями одной или более операций, выполняемых на множестве объектов. Множество объектов содержит (і) один или более объектов, определенных как имеющие дефект в результате выполнения одной или более исследованных операций и (іі) один или более объектов, не имеющих дефектов. Указанный способ также включает: сравнение одним или более процессорами, на основе данных, связанных с исследованием, первого набора исследований операций, выполненных на объекте, определенном как имеющем дефект, с одним или более другими наборами исследований операций, выполненных на одном или более других объектах, не имеющих дефектов; определение одним или более процессорами, на основе сравнения, различий между первым набором исследований и одним или более другими наборами исследований; и предписание одним или более процессорами, на основе этих различий, реализации триггера выполнения операций таким образом, что полевая система выполняет операции, соответствующие триггеру выполнения операций, когда состояние, соответствующее различиям, возникают во время последующей операции, которая физически воздействует на один или более дополнительных объектов.
[0047] Один аспект настоящей патентной заявки предоставляет систему для выравнивания и сваривания вместе двух сегментов трубы. Система содержит сварочный механизм для сваривания сопрягаемой поверхности между двумя сегментами, при этом сварочных механизм содержит шарнирную сварочную горелку, лазерный датчик для считывания профиля сопрягаемой поверхности, и электронный контроллер для получения информационных сигналов от лазерного датчика для управления положением и/или ориентацией сварочной горелки; механизм выравнивания для управления выравниванием продольной оси по меньшей мере одного сегмента по отношению к другому; и, при этом, сварочный механизм дополнительно содержит каретку для фиксации положения сварочного механизма в трубе и часть сварочного механизма, способную вращаться относительно окружающей его части внутри трубы; и, при этом, сварочная горелка и лазерный датчик удерживаются с возможностью вращения частью сварочного механизма таким образом, что во время сварки сварочная горелка следует за лазерным датчиком вдоль сопрягаемой поверхности.
[0048] Один аспект настоящей патентной заявки предоставляет способ для выравнивания и сваривания вместе двух сегментов трубы. Указанный способ содержит этапы: размещения первого сегмента трубы на устройстве выравнивания; размещения внутреннего сварочного аппарата, имеющего лазер и сварочную горелку, в первый сегмент трубы; общего выравнивания второго сегмента трубы по отношению к первому сегменту трубы и сварочному аппарату; захвата внешней части первого и второго сегментов трубы для регулировки осевого положения внутреннего сварочного аппарата для того, чтобы в общем случае совпали сопрягаемые поверхности первого и второго сегментов трубы; регулировки относительно выравнивания первого и второго сегментов трубы с помощью устройства выравнивания на основе сигналов от внутреннего сварочного аппарата; начала цикла корневого сварного шва, в котором лазер сканирует сопрягаемую поверхность, сварочная горелка следует за лазером, а выходные сигналы лазера используются для управления положением шарнирной сварочной горелки, где управляется положение и ориентация сварочной горелки по отношению к сопрягаемой поверхности для получения качественного сварного шва; определения профиля сопрягаемой поверхности за счет лазера; высвобождения выравнивающего устройства и извлечения внутреннего сварочного аппарата из открытого конца сегмента трубы; и повторного позиционирования следующего сегмента трубы на внешнем механизме выравнивания при подготовке к сварке следующей сопрягаемой поверхности.
[0049] Один аспект настоящей патентной заявки предоставляет внутренний теплообменник (IHEX) для сварки трубопровода. Внутренний теплообменник содержит систему привода, выполненную с возможностью перемещения IHEX в определенное положение по меньшей мере внутри одной секции трубы рядом с расположением сварного соединения с другой секцией трубы; секцию охлаждения, содержащую устройство охлаждения, выполненное с возможностью избирательного охлаждения одного или более участков внутренней поверхности по меньшей мере одной секции трубы; а также контроллер, имеющий связь с устройством охлаждения и выполненный с возможностью приведения в действие секции охлаждения, когда IHEX находится в определенном местоположении по меньшей мере внутри одной секции трубы.
[0050] Один аспект настоящей патентной заявки предоставляет систему сварки. Система сварки содержит множество сварочных станций, каждая сварочная станция содержит компьютер станции сварки и систему сварки, которая соединена с возможностью обмена данными с компьютером станции сварки, каждая станция сварки содержит один или более датчиков, при этом один или более датчиков выполнены с возможностью измерять данный сварки, включая данные о скорости питающего провода; множество беспроводных устройств, соединенных с возможностью обмена данными с одним или более компьютерами станции сварки для приема данных о сварке, включая измеренные данные о скорости питающего провода; и облачный сервер, соединенный с возможностью обмена данными с беспроводными устройствами, при этом облачный сервер выполнен с возможностью обработки данных о сварке, включая данные о скорости питающего провода, и выполненный с возможностью определения количества потребляемого сварочного материала, используемого множеством сварочных станций за заданный период времени, при этом облачный сервер выполнен с возможностью предавать количество использованного потребляемого сварочного материала одному или более беспроводным устройствам.
[0051] Один аспект настоящей патентной заявки предоставляет систему сварки. Сварочная система содержит сварочную станцию, при этом сварочная станция содержит компьютер станции сварки и систему сварки, соединенную с возможностью обмена данными с компьютером станции сварки, система сварки содержит устройство подачи сварочного материала, сварочное устройство и узел двигателя устройства подачи сварочного материала, который перемещает сварочный материал к сварочному аппарату; сварочное устройство функционально соединенное с компьютером станции сварки и выполненное с возможностью измерять вес подаваемого сварочного материала и предавать вес подаваемого сварочного материала компьютеру станции сварки в форме данных о весе; а также датчики, функционально связанные с узлом двигателя устройства подачи сварочного материала и компьютером станции сварки для того, чтобы передавать скорость узла двигателя устройства подачи сварочного материала компьютеру станции сварки в форме данных о сварке; при этом компьютер станции сварки функционально связан с узлом двигателя устройства подачи сварочного материала и выполнен с возможностью управлять скоростью узла двигателя на основе данных о скорости.
[0052] Один аспект настоящей патентной заявки предоставляет способ управления сваркой. Способ включает измерение, с использованием устройства измерения веса, первой массы подаваемого сварочного материала в первый момент времени; измерение, с использованием устройства измерения веса, второй массы подаваемого сварочного материала во второй момент времени, следующий за первым моментом времени; вычисление, с использованием компьютера, разницы в измеренной массе между первой массой и второй массой, при этом разница в измеренной массе соответствует измеренному использованному сварочному материалу; измерение, с использованием компьютера, расчетной массы использованного сварочного материала на основе скорости узла двигателя, подающего сварочный материал к сварочному устройству; сравнение компьютером расчетной массы использованного сварочного материала с измеренной массой использованного сварочного материала; и регулировку компьютером скорости узла двигателя для того, чтобы скорректировать проскальзывание узла двигателя.
[0053] Один аспект настоящей патентной заявки предоставляет систему сварки. Система сварки содержит множество сварочных станций, каждая сварочная станция содержит компьютер станции сварки и систему сварки, соединенную с возможностью обмена данными с компьютером станции сварки, при этом каждая сварочная система содержит один или более датчиков, и один или более датчиков выполнены с возможностью измерять данные о сварке, включая скорость питающего провода; множество беспроводных устройств, соединенных с возможностью обмена данными с одним или более компьютерами станции сварки для приема данных о сварке, включая измеренный данные о скорости питающего провода; и каждый компьютер станции сварки выполнен с возможностью обработки данных о сварке, включая данные о скорости питающего провода, для системы сварки, с которой они соединены с возможностью обмена данными, при этом компьютер сварочной станции выполнен с возможностью определять количество потребляемого сварочного материала, использованного системой сварки в течение заданного периода времени и генерировать, на его основе, данные о потреблении.
[0054] Один аспект настоящей патентной заявки предоставляет систему для проверки трубопровода. Система содержит проверочное устройство, выполненное с возможностью генерировать данные неразрушающего теста, относящиеся по меньшей мере к части сварки; указанное проверочное устройство передает указанные данные неразрушающего теста второму устройству, которое выполнено с возможностью принимать указанные данные неразрушающего теста; и указанное проверочное устройство выполнено с возможностью удаленной работы от средств анализа указанных данных неразрушающего теста.
[0055] Один аспект настоящей патентной заявки предоставляет систему для неразрушающей проверки трубопровода. Система содержит оборудование для визуализации для генерирования данных неразрушающего теста, относящихся к части сваренной трубы; удаленное устройство обработки, выполненное с возможностью принимать и обрабатывать данные проверки, относящиеся к указанной части указанной сваренной трубы.
[0056] Один аспект настоящей патентной заявки предоставляет способ для неразрушающей проверки трубопровода. Указанный способ содержит этапы: предоставления оборудования для визуализации; генерирование данных неразрушающего теста; предоставления средств для предоставления указанных данных неразрушающего теста для анализа; и указанные данные неразрушающего теста предоставляются для анализа на удаленное от протестированной части трубы местоположение и оборудования, находящегося рядом с протестированной частью трубы.
[0057] Один аспект настоящей патентной заявки предоставляет систему для строительства трубопровода. Система содержит систему записи данных о сварке в режиме реального времени; и указанные данные о сварке предоставляются для анализа компьютеризированными средствами и/или экспертами в предметной области.
[0058] Один аспект настоящей патентной заявки предоставляет компьютерный программный продукт, обеспечивающий процесс сварки. Компьютерный программный продукт содержит средства машиночитаемого программного кода, предоставляющие данные о сварке в компьютерную память; средства машиночитаемого программного кода, которые предоставляют данные в указанную память из набора данных, содержащих данные о трубопроводе; средства машиночитаемого программного кода, которые обрабатывают указанные данные о сварке и указанные данные о трубопроводе для предоставления выходной записи.
[0059] Один аспект настоящей патентной заявки предоставляет способ управления данными, выполняемый на компьютере. Указанный способ содержит этапы: передачи первых данных из первого устройства на второе устройство, указанные первые данные, представляют собой данные, относящиеся к строительству трубопровода; обработки указанных первых данных средствами сети с использованием облачных вычислений.
[0060] Один аспект настоящей патентной заявки предоставляет компьютерную систему. Система содержит первое устройство, содержащее процессор, который обрабатывает данные о строительство трубопровода, при этом указанное первое устройство передает указанные данные о строительстве трубопровода в память с использованием облачных вычислений, указанные данные о строительстве трубопровода обрабатываются процессором с использованием облачных вычислений.
[0061] Эти и другие аспекты настоящей патентной заявки, а также способы выполнения операций и функций связанных элементов структуры, а также комбинация частей и организация производства, станут более очевидными после рассмотрения последующего описания и прилагаемой формулы изобретения со ссылками на прилагаемые графические материалы, все из которых являются частью настоящего описания, при этом одинаковые обозначенные ссылочные позиции соответствуют деталям на разных фигурах. В одном варианте реализации настоящей патентной заявки структурные компоненты, проиллюстрированные в данном документе, вычерчены в масштабе. Тем не менее, следует явно понимать, что эти графические материалы приведены в иллюстративных и описательных целях и не предназначены для описания ограничений настоящей патентной заявки. Также следует понимать, что характерные признаки одного варианта реализации изобретения, изложенные в данном документе, могут быть использованы в других вариантах реализации изобретения, изложенных в данном документе. В данном подробном описании и формуле изобретения формы единственного числа ʺa,ʺ ʺan,ʺ и ʺtheʺ включают множественное число, если контекст безусловно не требует иного. В дополнение, в данном описании и формуле изобретения термин «или» означает «и/или», если контекст явно не требует иного. Также следует понимать, что некоторые компоненты и характерные признаки, описанные в данном документе, могут быть описаны в отношении только одного (отдельного) из таких компонентов, и что дополнительные однотипные компоненты, описанные в данном документе, могут быть не описаны подробно с целью уменьшения избыточности. Просто для примера, там, где описана одна сварочная горелка, аналогичная конфигурация может использоваться для дополнительных сварочных горелок, представленных в другой системе (например, во внутренней сварочной системе), а также может использоваться в других сварочных системах (например, в стыковочных сварочных аппаратах), описанных в данном документе. Аналогично, различные компоненты, например, зажимы, уплотнения, тормоза, системы обнаружения потребления металла для сварного шва, или другие компоненты, описанные в данном документе, могут использоваться в различных вариантах реализации изобретения, описанных в данном документе. Например, тормозная система, двигатели, уплотнения зажимов, описанные в одном варианте реализации изобретения, могут применяться в других вариантах реализации изобретения, описанных в данном документе, как будет понятно специалистам в данной области техники.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0062] Фиг. 1A и 1B иллюстрируют блок-схемы способа для сварки сегментов трубы, при этом Фиг. 1A иллюстрирует блок-схему высокого уровня способа, а Фиг. 1B иллюстрирует более детальную блок-схему способа, в соответствии с вариантом реализации настоящей патентной заявки;
[0063] Фиг. 2 иллюстрирует поперечное сечение сварного соединения, соединяющего первую трубу и вторую трубу, в соответствии с вариантом реализации настоящей патентной заявки;
[0064] Фиг. 2A и 2B иллюстрируют детали разделки шва для одного сегмента трубы и для соединения (перед сваркой) между двумя сегментами трубы в соответствии с вариантом реализации настоящей патентной заявки;
[0065] Фиг. 2C-2F иллюстрируют вид спереди, вид в перспективе, вид сбоку и детализированный вид углового калибра, используемого в качестве калибра разделки шва в соответствии с вариантом реализации настоящей патентной заявки;
[0066] Фиг. 2G-2I иллюстрирую поперечное сечение трубопровода со сварным швом, образованным между его трубами, при этом Фиг. 2G иллюстрирует сварное соединение, в котором проход при заварке корня шва образован внутренней системой сварки, а слои заполняющего прохода и облицовочного прохода сварного шва образованы внешней системой сварки, при этом Фиг. 2Н иллюстрирует сварное соединение, в котором проход при заварке корня шва образован внутренней системой сварки, а слои горячего прохода, заполняющего прохода и облицовочного прохода сварного шва образованы внешней системой сварки, и при этом Фиг. 2I иллюстрирует сварное соединение, образованное внешней системой сварки в соответствии с вариантом реализации настоящей патентной заявки;
[0067] Фиг. 3-7 иллюстрируют блок-схемы способов сварки сегментов трубы для разных станций сварки в соответствии с вариантом реализации настоящей патентной заявки;
[0068] Фиг. 7A и 7B иллюстрируют внешний вид зажима, используемого для наружной стыковки труб друг с другом, в соответствии с вариантом реализации настоящей патентной заявки;
[0069] Фиг. 8 иллюстрирует вид в перспективе системы для сварки двух сегментов трубы в соответствии с вариантом реализации настоящей патентной заявки;
[0070] Фиг. 9 иллюстрирует укрупненный вид контактной поверхности между двумя сегментами трубы, свариваемой с использованием системы на Фиг. 8, в соответствии с вариантом реализации настоящей патентной заявки;
[0071] Фиг. 9A иллюстрирует частичный поперечный разрез трубопровода, в котором идеально выровнена сварочная горелка по отношению к внутренней разделке шва (вдоль продольной оси труб), в соответствии с вариантом реализации настоящей патентной заявки;
[0072] Фиг. 10-1 иллюстрирует систему на Фиг. 8, в которой внутренняя система сварки введена в первый сегмент трубы, в соответствии с вариантом реализации настоящей патентной заявки;
[0073] Фиг. 10-2 и 10-3 иллюстрируют систему на Фиг. 8, в которой внутренняя система сварки введена в первый сегмент трубы, а второй сегмент трубы выровнен по отношению к первому сегменту трубы в соответствии с вариантом реализации настоящей патентной заявки;
[0074] Фиг. 10A и 10B иллюстрируют внешний вид внутренней системы сварки, построенной и смонтированной для размещения в трубах, имеющих наружный диаметр от 26 до 28 дюймов, а также в трубах, имеющих наружный диаметр менее 24 дюймов соответственно, в соответствии с вариантом реализации настоящей патентной заявки;
[0075] Фиг. 10C и 10D иллюстрируют левую сторону вида в перспективе и нижний вид в перспективе платформы для транспортировки и перемещения первой трубы и второй трубы в соответствии с вариантом реализации настоящей патентной заявки;
[0076] Фиг. 10E и 10F иллюстрируют ошибки выравнивания двух труб, при этом Фиг. 10E иллюстрирует ошибку углового выравнивания трубы, а Фиг. 10F иллюстрирует ошибку выравнивания положения трубы;
[0077] Фиг. 11 иллюстрирует внутреннюю систему сварки двух сегментов трубы в соответствии с вариантом реализации настоящей патентной заявки;
[0078] Фиг. 11A иллюстрирует внешний вид фала, функционально соединенного с внутренней системой сварки, в соответствии с вариантом реализации настоящей патентной заявки;
[0079] Фиг. 12 иллюстрирует подробный вид самой передней секции внутренней системы сварки в соответствии с вариантом реализации настоящей патентной заявки;
[0080] Фиг. 13-22 иллюстрирует внешний вид различных компонентов самой передней секции внутренней системы сварки в соответствии с вариантом реализации настоящей патентной заявки;
[0081] Фиг. 22A иллюстрирует приводимую в качестве примера катушку для намотки провода в соответствии с вариантом реализации настоящей патентной заявки;
[0082] Фиг. 22В иллюстрирует приводимый в качестве примера узел подачи сварочного материала в соответствии с вариантом реализации настоящей патентной заявки;
[0083] Фиг. 23 и 24 иллюстрируют вид спереди и поперечный разрез центральной секции внутренней системы сварки в соответствии с вариантом реализации настоящей патентной заявки;
[0084] Фиг. 25-31 иллюстрируют внешний вид различных компонентов центральной секции внутренней системы сварки в соответствии с вариантом реализации настоящей патентной заявки;
[0085] Фиг. 32A и 32B иллюстрируют вид сбоку и вид сверху на секцию привода внутренней системы сварки в соответствии с вариантом реализации настоящей патентной заявки;
[0086] Фиг. 33 иллюстрирует внешний вид центральной секции внутренней системы сварки, установленной внутри сегментов трубы, при этом оба зажима и уплотнения входят в зацепление с внутренней поверхностью труб, а некоторые компоненты центральной секции не проиллюстрированы для ясности, в соответствии с вариантом реализации настоящей патентной заявки;
[0087] Фиг. 34 иллюстрирует поперечный разрез центральной секции внутренней системы сварки, расположенной внутри сегментов трубы, а некоторые компоненты центральной секции не проиллюстрированы для ясности, в соответствии с вариантом реализации настоящей патентной заявки;
[0088] Фиг. 35 иллюстрирует внешний вид центральной секции внутренней системы сварки, установленной внутри сегментов трубы, при только зажимы входят в зацепление с внутренней поверхностью труб, а некоторые компоненты центральной секции не проиллюстрированы для ясности, в соответствии с вариантом реализации настоящей патентной заявки;
[0089] Фиг. 35A и 35B иллюстрируют поперечные сечения центральной секции внутренней системы сварки, при этом зажимы находятся, соответственно, в вытянутом и сложенном положении, а некоторые компоненты центральной секции не проиллюстрированы для ясности, в соответствии с вариантом реализации настоящей патентной заявки;
[0090] Фиг. 35C иллюстрирует вид сбоку (спереди) внутренней системы сварки в соответствии с вариантом реализации настоящей патентной заявки;
[0091] Фиг. 36 иллюстрирует внешний вид башмака зажима внутренней системы сварки в соответствии с вариантом реализации настоящей патентной заявки;
[0092] Фиг. 37 иллюстрирует внешний вид паукообразного элемента зажима внутренней системы сварки в соответствии с вариантом реализации настоящей патентной заявки;
[0093] Фиг. 38 иллюстрирует внешний вид пальца башмака зажима внутренней системы сварки в соответствии с вариантом реализации настоящей патентной заявки;
[0094] Фиг. 39 и 40 иллюстрируют узел зажима внутренней системы сварки с пальцем башмака зажима и соединенным с ним рычагом, в соответствии с вариантом реализации настоящей патентной заявки;
[0095] Фиг. 41 и 42 иллюстрируют вид в перспективе спереди и вид в перспективе сзади узла сварочной головки внутренней системы сварки, в соответствии с вариантом реализации настоящей патентной заявки;
[0096] Фиг. 43 иллюстрирует другой вид в перспективе сзади узла сварочной горелки внутренней системы сварки, при этом сварочная горелка сварочной головки приподнимается до необходимого положения при сварке, в соответствии с вариантом реализации настоящей патентной заявки;
[0097] Фиг. 44-46 иллюстрируют левосторонний вид в перспективе, вид в перспективе и поперечный разрез узла сварочной головки, при этом некоторые компоненты узла сварочной головки не проиллюстрированы для ясности, в соответствии с вариантом реализации настоящей патентной заявки;
[0098] Фиг. 47, 48 и 49 иллюстрируют вид в перспективе узла сварочной головки, при этом сварочная горелка расположена, посредством системы осевого позиционирования, в центральном осевом положении на Фиг. 47, и сварочная горелка расположена, посредством системы осевого позиционирования, в правом и левом осевом положении на Фиг. 48 и 49 соответственно, в соответствии с вариантом реализации настоящей патентной заявки;
[0099] Фиг. 50 и 51 иллюстрируют левосторонний вид в перспективе и изображение в разобранном виде узла сварочной головки, при этом некоторые компоненты узла сварочной головки не проиллюстрированы для ясности, в соответствии с вариантом реализации настоящей патентной заявки;
[00100] Фиг. 52 иллюстрирует нижний вид в перспективе верхнего элемента позиционирования узла сварочной головки в соответствии с вариантом реализации настоящей патентной заявки;
[00101] Фиг. 53 иллюстрирует верхнюю вертикальную проекцию узла сварочной головки, при этом некоторые компоненты узла сварочной головки не проиллюстрированы для ясности, в соответствии с вариантом реализации настоящей патентной заявки;
[00102] Фиг. 54 иллюстрирует поперечный разрез узла сварочной головки в котором сварочная горелка расположена в обычном, не наклоненном положении, в соответствии с вариантом реализации настоящей патентной заявки;
[00103] Фиг. 55 и 56 иллюстрируют, соответственно, вид сзади в перспективе и поперечный разрез узла сварочной головки, в котором сварочная горелка установлена системой управления углом наклона в положение с наклоном +5°, в соответствии с вариантом реализации настоящей патентной заявки;
[00104] Фиг. 56A иллюстрирует поперечный разрез узла сварочной головки в соответствии с вариантом реализации настоящей патентной заявки
[00105] Фиг. 57 и 58 иллюстрируют, соответственно, вид сзади в перспективе и поперечный разрез узла сварочной головки, в котором сварочная горелка установлена системой управления углом наклона в положение с наклоном -5°, в соответствии с вариантом реализации настоящей патентной заявки;
[00106] Фиг. 59 иллюстрирует узел сварочной головки в разобранном виде, при этом некоторые компоненты узла сварочной головки не проиллюстрированы для ясности, в соответствии с вариантом реализации настоящей патентной заявки;
[00107] Фиг. 60A-63 иллюстрируют схематическое изображение внутренней системы сварки с одной сварочной горелкой, камерой контроля и двумя проверочными датчиками, в соответствии с вариантом реализации настоящей патентной заявки;
[00108] Фиг. 64-69 иллюстрируют схематическое изображение внутренней системы сварки с двумя сварочными горелками, камерой контроля и двумя проверочными датчиками, в соответствии с вариантом реализации настоящей патентной заявки;
[00109] Фиг. 70 иллюстрирует схематическую диаграмму потока сжатого воздуха через внутреннюю систему сварки, в соответствии с вариантом реализации настоящей патентной заявки;
[00110] Фиг. 71 иллюстрирует схематическую диаграмму, демонстрирующую распределение потоков электроэнергии, включая электропитание сварки, передачу коммуникационных данных и данных управления через внутреннюю систему сварки, в соответствии с вариантом реализации настоящей патентной заявки;
[00111] Фиг. 72 иллюстрирует схематическую диаграмму потока защитного газа через внутреннюю систему сварки, в соответствии с вариантом реализации настоящей патентной заявки;
[00112] Фиг. 72A, 72B и 72C иллюстрируют, соответственно, вид крупным планом внутренней сварочной горелки, используемой в системе предыдущего уровня техники и внутренней системе сварки, при этом трубы имеют широкий диапазон выравнивания зазора и радиального смещения;
[00113] Фиг. 72D иллюстрирует приводимые в качестве примера параметры сварки для процедур сварочный, сварки снизу вверх и сверху вниз, в соответствии с вариантом реализации настоящей патентной заявки;
[00114] Фиг. 73 иллюстрирует вид в перспективе системы для сварки двух выроненных по внешнему краю сегментов трубы, удерживаемых на механизмах выравнивания, в соответствии с вариантом реализации настоящей патентной заявки;
[00115] Фиг. 74 иллюстрирует укрупненный вид снаружи контактной поверхности между двумя сегментами трубы, свариваемой с использованием системы на Фиг. 73, в соответствии с вариантом реализации настоящей патентной заявки;
[00116] Фиг. 75 иллюстрирует систему, в которой система сварки введена внутрь сегмента трубы, в соответствии с вариантом реализации настоящей патентной заявки, при этом один из сегментов трубы не проиллюстрирован для ясности;
[00117] Фиг. 76 иллюстрирует укрупненный вид секции, проиллюстрированной на Фиг. 75, иллюстрирующий сварочную часть системы сварки, установленной в положение для сваривания в сегменте трубы, в соответствии с вариантом реализации настоящей патентной заявки, при этом один из сегментов трубы не проиллюстрирован для ясности.
[00118] Фиг. 77 иллюстрирует поперечное сечение детали на Фиг. 76, взятое по оси В-В, демонстрирующее схему размещения различных частей сварочного механизма в соответствии с вариантом реализации настоящей патентной заявки;
[00119] Фиг. 78 и 79 иллюстрируют вид сбоку на систему сварки, проиллюстрированную на Фиг. 75, при этом сегмент трубы не проиллюстрирован для ясности, в соответствии с вариантом реализации настоящей патентной заявки;
[00120] Фиг. 80 иллюстрирует вид в перспективе на систему, проиллюстрированную на Фиг. 73, в конфигурации, демонстрирующей первую процедуру, в которой сегмент трубы размещен на внешнем механизме выравнивания в соответствии с вариантом реализации настоящей патентной заявки;
[00121] Фиг. 81 иллюстрирует вид в перспективе на систему, проиллюстрированную на Фиг. 73, в конфигурации, демонстрирующей следующую по отношению к Фиг. 80 процедуру, в которой система сварки введена в сегмент трубы, в соответствии с вариантом реализации настоящей патентной заявки;
[00122] Фиг. 82 иллюстрируют вид сбоку на часть сварочного механизма системы, проиллюстрированной на Фиг. 73, в соответствии с вариантом реализации настоящей патентной заявки;
[00123] Фиг. 83 иллюстрирует укрупненный вид в перспективе секции части сварочного механизма системы, проиллюстрированной на Фиг. 73, в соответствии с вариантом реализации настоящей патентной заявки;
[00124] Фиг. 84 иллюстрирует другой укрупненный вид в перспективе секции части сварочного механизма системы, проиллюстрированной на Фиг. 73, в соответствии с вариантом реализации настоящей патентной заявки;
[00125] Фиг. 85 иллюстрирует увеличенный вид в перспективе механизма поворота системы, проиллюстрированной на Фиг. 73, в соответствии с вариантом реализации настоящей патентной заявки;
[00126] Фиг. 86 иллюстрирует систему продувки и проверки в соответствии с вариантом реализации настоящей патентной заявки;
[00127] Фиг. 87 иллюстрирует подробный вид самой передней секции системы продувки и проверки в соответствии с вариантом реализации настоящей патентной заявки;
[00128] Фиг. 88 иллюстрирует узел продувки системы продувки и проверки в соответствии с вариантом реализации настоящей патентной заявки;
[00129] Фиг. 89 и 90 иллюстрируют вид спереди и поперечный разрез центральной секции системы продувки и проверки в соответствии с вариантом реализации настоящей патентной заявки;
[00130] Фиг. 91 иллюстрирует газовые уплотнения системы продувки и проверки в соответствии с вариантом реализации настоящей патентной заявки;
[00131] Фиг. 92 иллюстрирует поворотную ступицу системы продувки и проверки в соответствии с вариантом реализации настоящей патентной заявки;
[00132] Фиг. 93 иллюстрирует подробный вид секции привода системы продувки и проверки в соответствии с вариантом реализации настоящей патентной заявки;
[00133] Фиг. 94 иллюстрирует схематическую диаграмму, демонстрирующую поток продувочного газа через систему продувки и проверки, в соответствии с вариантом реализации настоящей патентной заявки;
[00134] Фиг. 95 иллюстрирует схематическую диаграмму, демонстрирующую поток сжатого воздуха через систему продувки и проверки, в соответствии с вариантом реализации настоящей патентной заявки;
[00135] Фиг. 96 иллюстрирует схематическую диаграмму, демонстрирующую поток продувочного газа через систему продувки и проверки, в соответствии с другим вариантом реализации настоящей патентной заявки;
[00136] Фиг. 97 иллюстрирует частичный вид системы продувки и проверки в соответствии с вариантом реализации настоящей патентной заявки;
[00137] Фиг. 98 иллюстрирует вид крупным планом внешней сварочной горелки внешней системы сварки, используемой в системе продувки и проверки в соответствии с вариантом реализации настоящей патентной заявки;
[00138] Фиг. 99 и 100 иллюстрирует вид крупным планом внешней сварочной горелки внешней системы сварки, используемой, соответственно, в системе предыдущего уровня техники и системе продувки и проверки, при этом трубы имеют широкий диапазон выравнивания зазора и радиального смещения;
[00139] Фиг. 101 иллюстрирует стыковочную внутреннюю систему сварки в соответствии с вариантом реализации настоящей патентной заявки;
[00140] Фиг. 102 иллюстрирует подробный вид секции снабжения электроэнергией стыковочной внутренней системы сварки в соответствии с вариантом реализации настоящей патентной заявки;
[00141] Фиг. 103 иллюстрирует схематическую диаграмму, демонстрирующую распределение потоков электроэнергии, включая электропитание сварки, передачу коммуникационных данных и данных управления через стыковочную внутреннюю систему сварки, в соответствии с вариантом реализации настоящей патентной заявки;
[00142] Фиг. 103А иллюстрирует поперечное сечение центральной секции стыковочной внутренней системы сварки, при этом зажимы находятся, соответственно, в вытянутом и сложенном положении, а некоторые компоненты центральной секции не проиллюстрированы для ясности, в соответствии с вариантом реализации настоящей патентной заявки;
[00143] Фиг. 103B иллюстрирует способ выравнивания двух труб, предварительной проверки области контактной поверхности между двумя свариваемыми стык в стык трубами, сварки двух труб, проверки после сварки сварного шва, образованного между двумя трубами в соответствии с вариантом реализации настоящей патентной заявки;
[00144] Фиг. 103С иллюстрирует вид сбоку на стыковочную внутреннюю систему сварки в соответствии с другим вариантом реализации настоящей патентной заявки;
[00145] Фиг. 103D иллюстрирует вид в перспективе стыковочной внутренней системы сварки в соответствии с другим вариантом реализации настоящей патентной заявки;
[00146] Фиг. 103Е иллюстрирует вид в перспективе узла сварочной головки стыковочной внутренней системы сварки в соответствии с другим вариантом реализации настоящей патентной заявки;
[00147] Фиг. 103F иллюстрирует вид спереди на узлы сварочной головки стыковочной внутренней системы сварки в соответствии с другим вариантом реализации настоящей патентной заявки;
[00148] Фиг. 103G-103J иллюстрируют процедуру, в которой один или более узлов сварочной головки работают в направлении по часовой стрелке и против часовой стрелки для выполнения сварочных операций в стыковочной внутренней системе сварки в соответствии с другим вариантом реализации настоящей патентной заявки;
[00149] Фиг. 104 иллюстрирует вид в перспективе приводимой в качестве примера внутренней системе охлаждения, используемой при сварке трубопровода в соответствии с вариантом реализации настоящей патентной заявки;
[00150] Фиг. 105 иллюстрирует вид в перспективе внутренней системы охлаждения, проиллюстрированной на Фиг. 104, непосредственно перед введением внутрь с торца секции трубы в соответствии с вариантом реализации настоящей патентной заявки;
[00151] Фиг. 106 иллюстрирует вид в перспективе внутренней системы охлаждения, проиллюстрированной на Фиг. 104, расположенной внутри первой секции трубы, закрепленной посредством сварного соединения со второй секцией трубы в соответствии с вариантом реализации настоящей патентной заявки;
[00152] Фиг. 107 иллюстрирует другой вид, проиллюстрированный на Фиг. 106, в котором внутренняя система охлаждения расположена внутри первого и второго сегментов в нужном положении по отношению к сварному соединению, способствующем внутреннему охлаждению сварного соединения в соответствии с вариантом реализации настоящей патентной заявки;
[00153] Фиг. 108 иллюстрирует вид в перспективе внутренней системы охлаждения, проиллюстрированной на Фиг. 104, соединенной со стыковочным зажимом в соответствии с вариантом реализации настоящей патентной заявки;
[00154] Фиг. 109 иллюстрирует вид в перспективе внутренней системы охлаждения, проиллюстрированной на Фиг. 104, соединенной со стыковочным зажимом в соответствии с другим вариантом реализации настоящей патентной заявки;
[00155] Фиг. 110А и 110В иллюстрируют, соответственно, вид в перспективе и частичный вид в перспективе внутренней системы охлаждения, используемой при сварке трубопровода в соответствии с другим вариантом реализации настоящей патентной заявки;
[00156] Фиг. 111A и 111B иллюстрируют частичный вид в перспективе частей внутренней системы охлаждения, используемой при сварке трубопровода, в соответствии с вариантом реализации настоящей патентной заявки, в котором часть внутреннего теплообменника находится внутри двух сегментов трубы, соединенных друг с другом посредством сварного соединения, а водяная помпа предусмотрена на конце части секции трубы;
[00157] Фиг. 112A и 112B иллюстрируют частичный вид в перспективе частей внутренней системы охлаждения, используемой при сварке трубопровода, в соответствии с вариантом реализации настоящей патентной заявки, в котором часть внутреннего теплообменника находится внутри двух сегментов трубы, соединенных друг с другом посредством сварного соединения, а водяная помпа предусмотрена на конце части секции трубы;
[00158] Фиг. 113 иллюстрирует поперечный разрез труб с их выступающими металлическими концами, выровненными в соответствии с вариантом реализации настоящей патентной заявки;
[00159] Фиг. 114 иллюстрирует поперечный разрез труб со сварным соединением, образованным между их выступающими металлическими концами в соответствии с вариантом реализации настоящей патентной заявки;
[00160] Фиг. 115A и 115B иллюстрируют, соответственно, поперечный разрез и вид в перспективе труб со сварным соединением, образованным между их выступающими металлическими концами, и нагревателя, расположенного на трубах для нагревания выступающих металлических концов сваренных труб, в соответствии с вариантом реализации настоящей патентной заявки;
[00161] Фиг. 116A и 116B иллюстрируют, соответственно, поперечный разрез и вид в перспективе труб со сварным соединением, образованным между их выступающими металлическими концами, и устройства подачи изолятора, расположенного на трубах, для нанесения изолирующего материала на нагретые выступающие металлические концы сваренных труб, в соответствии с вариантом реализации настоящей патентной заявки;
[00162] Фиг. 117A и 117B иллюстрируют, соответственно, поперечный разрез труб со сварным соединением, образованным между их выступающими металлическими концами, и вид в перспективе устройства подачи изолятора, расположенного на трубах, для нанесения изолирующего материала на нагретые выступающие металлические концы сваренных труб, в соответствии с вариантом реализации настоящей патентной заявки;
[00163] Фиг. 118 иллюстрирует поперечный разрез труб со сварным соединением, образованным между их выступающими металлическими концами, и изолятора, прилипшего на наружную поверхность внутренней металлической трубы, изолируя, таким образом, ранее выступавшие концы труб в соответствии с вариантом реализации настоящей патентной заявки;
[00164] Фиг. 119 иллюстрирует вид в перспективе системы охладителя, выполненной с возможностью приложения энергии охлаждения к внутренней поверхности труб, способствующего охлаждению труб после применения изолирующего материала в соответствии с вариантом реализации настоящей патентной заявки;
[00165] Фиг. 120 иллюстрирует частичный поперечный разрез системы охладителя, устанавливаемой внутри труб в соответствии с вариантом реализации настоящей патентной заявки;
[00166] Фиг. 121 и 122 иллюстрируют частичный поперечный разрез системы охладителя, устанавливаемого внутри труб, при этом Фиг. 121 иллюстрирует теплообменник системы охладителя, контактирующий с внутренней поверхностью сваренных труб для отвода тепла от сваренных труб, а Фиг. 122 иллюстрирует теплообменник в выведенном положении и не контактирующем с внутренней поверхностью сваренных труб, в соответствии с вариантом реализации настоящей патентной заявки;
[00167] Фиг. 123 иллюстрирует вид в перспективе системы охладителя, при этом жидкостные форсунки, выполненные с возможностью нанесения охлаждающей жидкости на внутреннюю поверхность сваренных труб для отвода тепла от сваренных труб, проиллюстрированы в соответствии с другим вариантом реализации настоящей патентной заявки;
[00168] Фиг. 124 и 125 иллюстрируют вид в перспективе и вид спереди на элемент теплообменника или элемент радиаторную пластину системы охладителя в соответствии с другим вариантом реализации настоящей патентной заявки;
[00169] Фиг. 126-128 иллюстрируют вид в перспективе системы, выполненной с возможностью способствовать размещению системы охладителя внутри и/или извлечения системы охладителя из трубы в соответствии с другим вариантом реализации настоящей патентной заявки;
[00170] Фиг. 129 иллюстрирует частичный вид в перспективе системы охладителя, при этом множество роликов выполнены с возможностью входить в зацепление с внутренней поверхностью одной или более труб, а приводной двигатель выполнен с возможностью приводить ролики в движение для того, чтобы перемещать узел каркаса узла охладителя, проиллюстрированного в соответствии с другим вариантом реализации настоящей патентной заявки;
[00171] Фиг. 130 иллюстрирует вид в перспективе системы охладителя в соответствии с другим вариантом реализации настоящей патентной заявки;
[00172] Фиг. 131 иллюстрирует вид сверху на источник питания двигателя, перемещаемый узлом каркаса системы охладителя в соответствии с другим вариантом реализации настоящей патентной заявки;
[00173] Фиг. 132 иллюстрирует теплообменник системы охладителя, контактирующий с внутренней поверхностью сваренных труб для отвода тепла от сваренных труб в соответствии с другим вариантом реализации настоящей патентной заявки;
[00174] Фиг. 133 и 134 иллюстрируют вид в перспективе системы охладителя в соответствии с другим вариантом реализации настоящей патентной заявки;
[00175] Фиг. 135 и 136 иллюстрируют вид в перспективе и частичный поперечный разрез системы охладителя в соответствии с другим вариантом реализации настоящей патентной заявки;
[00176] Фиг. 136A иллюстрирует вид в перспективе станции ультразвуковой проверки, выполненной с возможностью проверки сварного шва между сваренными металлическими трубами в соответствии с вариантом реализации настоящей патентной заявки;
[00177] Фиг. 136B иллюстрирует способ, демонстрирующий процедуру развертывания трубопровода в соответствии с вариантом реализации настоящей патентной заявки;
[00178] Фиг. 136C и 136D иллюстрируют схематический вид процедуры S-образной укладки труб и J-образной укладки труб в соответствии с вариантом реализации настоящей патентной заявки;
[00179] Фиг. 136E иллюстрирует S-образное и J-образное разматывание труб с баржи в соответствии с вариантом реализации настоящей патентной заявки;
[00180] Фиг. 137A иллюстрирует систему, способствующую проверке полевой системы или выполнению на ней операций в соответствии с другим вариантом реализации настоящей патентной заявки;
[00181] Фиг. 137B иллюстрирует коммуникационные связи между удаленной компьютерной системой, полевой компьютерной системой полевой системы и другими компонентами полевой системы в соответствии с другим вариантом реализации настоящей патентной заявки;
[00182] Фиг. 137C иллюстрирует коммуникационные связи между удаленной компьютерной системой и компонентами полевой системы без полевой компьютерной системы в соответствии с другим вариантом реализации настоящей патентной заявки;
[00183] Фиг. 138 иллюстрирует блок-схему способа, способствующего, посредством полевой системы, полевой проверке и выполнению физических операций, основанных на такой проверке, в соответствии с другим вариантом реализации настоящей патентной заявки;
[00184] Фиг. 139-142 иллюстрируют блок-схему способа, способствующего, посредством компьютерной системы, полевой проверке и выполнению физических операций, основанных на такой проверке, в соответствии с другими вариантами реализации настоящей патентной заявки;
[00185] Фиг. 143 иллюстрирует пример трубопровода в соответствии с другим вариантом реализации настоящей патентной заявки;
[00186] Фиг. 144 иллюстрирует сварочную станцию в соответствии с другим вариантом реализации настоящей патентной заявки;
[00187] Фиг. 145 иллюстрирует множество сварочных станций в соответствии с другим вариантом реализации настоящей патентной заявки;
[00188] Фиг. 146 иллюстрирует схематическую диаграмму системы со множеством сварочных станций, соединенных с возможностью обмена данными с множеством станций управления и сбора журналов регистрации данных в соответствии с другим вариантом реализации настоящей патентной заявки;
[00189] Фиг. 147 иллюстрирует схематическую диаграмму системы со множеством сварочных станций, соединенных с возможностью обмена данными с множеством станций управления и сбора журналов регистрации данных в соответствии с другим вариантом реализации настоящей патентной заявки;
[00190] Фиг. 148 иллюстрирует схематическую диаграмму сварочной станции, соединенной с возможностью обмена данными с сетью посредством Wi-Fi-соединения в соответствии с другим вариантом реализации настоящей патентной заявки;
[00191] Фиг. 149 иллюстрирует схематическую диаграмму множество производственных участков, соединенных с возможностью обмена данными с облачным сервером посредством глобальной сети (Интернет) в соответствии с другим вариантом реализации настоящей патентной заявки;
[00192] Фиг. 150 иллюстрирует схематическую диаграмму множества сварочных станций, соединенных с возможностью обмена данными с промежуточными вычислительными устройствами (ведущих специалистов, инспекторов, инженеров), которые, в свою очередь, соединены с возможностью обмена данными с облачным сервером через Интернет в соответствии с другим вариантом реализации настоящей патентной заявки;
[00193] Фиг. 151 иллюстрирует схематическую диаграмму множество сварочных станций, соединенных с возможностью обмена данными с промежуточной компьютерной системой (терминалами инженера, техника и специалиста по качеству) посредством беспроводного (например, Wi-Fi) коммуникационного канала в соответствии с другим вариантом реализации настоящей патентной заявки;
[00194] Фиг. 152 иллюстрирует схематическую диаграмму множества сварочных станций, соединенных с возможностью обмена данными с компьютерной системой посредством беспроводного (например, Wi-Fi) коммуникационного канала в соответствии с другим вариантом реализации настоящей патентной заявки;
[00195] Фиг. 153 иллюстрирует схематическую диаграмму множества сварочных станций, соединенных с возможностью обмена данными со множеством промежуточные компьютерных систем (терминалами инженера, инспектора по качеству и техника), которые, в свою очередь, соединены с возможностью обмена данными с облачным сервером в соответствии с другим вариантом реализации настоящей патентной заявки;
[00196] Фиг. 154 иллюстрирует пример графического интерфейса пользователя (ГИП) для «Главного экрана« приложения для ведения журнала записи универсальных данных (uLog) на основе облачных вычислений, реализованного компьютерной системой на сварочной станции, на промежуточной компьютерной системе или на облачном сервере в соответствии с другим вариантом реализации настоящей патентной заявки;
[00197] Фиг. 155 иллюстрирует пример ГИП для экрана «Регистрации в режиме реального времени» приложения для ведения журнала записи универсальных данных (uLog) на основе облачных вычислений, отображающего зависимость напряжения от времени на одной сварочной станции в соответствии с другим вариантом реализации настоящей патентной заявки;
[00198] Фиг. 156 иллюстрирует пример ГИП для экрана «Получить журнал» приложения для ведения журнала записи универсальных данных (uLog) на основе облачных вычислений, отображающего параметры данных о сварке, включая типы событий при сварке, время, зону, скорость продвижения сварного шва, скорость продвижения сварной проволоки в соответствии с другим вариантом реализации настоящей патентной заявки;
[00199] Фиг. 157 иллюстрирует пример ГИП для экрана «Сводного отчета» приложения для ведения журнала записи универсальных данных (uLog) на основе облачных вычислений, отображающего различные сварочные параметры, включая время сварки, идентификационный номер станции сварки, напряжение сварочной дуги, и так далее, в соответствии с другим вариантом реализации настоящее патентной заявки;
[00200] Фиг. 158 иллюстрирует пример ГИП для экрана «Сохранить данные в журнале» приложения для ведения журнала записи универсальных данных (uLog) на основе облачных вычислений, отображающего различные параметры, в соответствии с другим вариантом реализации настоящей патентной заявки;
[00201] Фиг. 159 иллюстрирует пример ГИП для экрана «Аналитические данные» приложения для ведения журнала записи универсальных данных (uLog) на основе облачных вычислений, отображающего две пиктограммы для выбора типа выполняемого аналитического отчета (например, диаграммы, скользящее среднее) в соответствии с другим вариантом реализации настоящей патентной заявки;
[00202] Фиг. 160 иллюстрирует пример ГИП для экрана «Сварочные параметры» приложения для ведения журнала записи универсальных данных (uLog) на основе облачных вычислений, отображающего два варианта параметров для выбора типа выполняемой функции в соответствии с другим вариантом реализации настоящей патентной заявки;
[00203] Фиг. 161A отображает схематическое изображение примера катушки, выполненной с возможностью намотки сварочной проволоки в соответствии с другим вариантом реализации настоящей патентной заявки;
[00204] Фиг. 161B отображает схематическое изображение боковой проекции втулки-преобразователя, выполненной с возможностью измерять вес катушки в соответствии с другим вариантом реализации настоящей патентной заявки;
[00205] Фиг. 161C иллюстрирует другую боковую проекцию втулки-преобразователя, демонстрирующую расположение элементов преобразователя или тензодатчика/калибра для измерения давления, создаваемого массой катушки, когда катушка установлена на втулку в соответствии с другим вариантом реализации настоящей патентной заявки;
[00206] Фиг. 162 иллюстрирует схематическое расположение элементов, при котором сварочная проволока в катушке, установленной на втулке, протягивается узлом двигателя для подачи проволоки 82 на устройство сварки (не показано), в соответствии с другим вариантом реализации настоящей патентной заявки;
[00207] Фиг. 163 иллюстрирует блок-схему, отображающую процесс сравнения измеренной массы и расчетного веса, определенного на основании скорости подачи проволоки в соответствии с другим вариантом реализации настоящей патентной заявки;
[00208] Фиг. 164A и 164B иллюстрируют укрупненный боковой поперечный разрез узла двигателя в соответствии с другим вариантом реализации настоящей патентной заявки;
[00209] Фиг. 165 иллюстрирует диаграмму конфигурации сварочной системы, отображающую внутренние связи различных компонентов системы в соответствии с другим вариантом реализации настоящей патентной заявки;
[00210] Фиг. 166 иллюстрирует обзор системы неразрушающей проверки в соответствии с другим вариантом реализации настоящей патентной заявки;
[00211] Фиг. 167 иллюстрирует обобщенный вариант реализации системы неразрушающей проверки в соответствии с другим вариантом реализации настоящей патентной заявки;
[00212] Фиг. 168 иллюстрирует вариант реализации ультразвуковой проверки системы неразрушающей проверки в соответствии с другим вариантом реализации настоящей патентной заявки;
[00213] Фиг. 169 иллюстрирует вариант реализации рентгенографической проверки системы неразрушающей проверки в соответствии с другим вариантом реализации настоящей патентной заявки;
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[00214] Фиг. 1A и 1B иллюстрируют блок-схемы способа 1000 для сварки вместе секций трубы или сегментов 1022 (например,1022а и 1022b, как проиллюстрировано на Фиг. 2) трубопровода 1024 (как проиллюстрировано на Фиг. 2). Например, Фиг. 1A иллюстрирует блок-схему высокого уровня способа 1000, а Фиг. 1B иллюстрирует более детальную блок-схему способа 1000.
[00215] Фиг. 2 иллюстрирует поперечный разрез сварного соединения 1026, соединяющего сегменты трубы 1022 (например,1022a и 1022b) трубопровода 1024. Сегменты трубы 1022 (например,1022a и 1022b) могут взаимозаменяемо называться в данном документе трубами или сегментами трубы. В одном варианте реализации изобретения, сварное соединение 1026 представляет собой законченный кольцевой сварной шов, соединяющий сегменты трубы 1022 (например,1022a и 1022b), состыкованными по кругу. В одном варианте реализации изобретения, сварное соединение 1026 может называться круговым швом или стыковочным швом. В одном варианте реализации изобретения, как описано более подробно ниже, сегменты трубы 1022а и 1022b сварены вместе на их скошенных концах.
[00216] В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1002b имеют длину не менее 30 футов. В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1002b имеют длину не менее 31,5 футов. В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b имеют длину не менее 33 футов. В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b имеют длину не менее 34,5 футов. В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b имеют длину не менее 36 футов.
[00217] В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b имеют наружный диаметр 24 дюйма или меньше. В одном варианте реализации изобретения, наружный диаметр сегмента трубы также может называться внешним диаметром сегмента трубы.
[00218] В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b имеют номинальный наружный диаметр 24 дюйма или меньше. В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b каждый имеет наружный диаметр 24,1875 дюйма или меньше. В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b каждый имеет наружный диаметр 23,8125 дюйма или меньше.
[00219] В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b имеют наружный диаметр 22,8 дюйма или меньше. В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b имеют наружный диаметр 21,6 дюйма или меньше. В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b каждый имеет наружный диаметр 20,4 дюйма или меньше. В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b каждый имеет наружный диаметр 19,2 дюйма или меньше.
[00220] В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b каждый имеет наружный диаметр от 26 до 28 дюймов.
[00221] В одном варианте реализации изобретения, первый сегмент трубы 1022a и второй сегмент трубы 1022b сделаны из металла. В одном варианте реализации изобретения, первый сегмент трубы 1022a и второй сегмент трубы 1022b сделаны из углеродистой стали. В одном варианте реализации изобретения, первый сегмент трубы 1022a и второй сегмент трубы 1022b сделаны из легированной стали. В одном варианте реализации изобретения, первый сегмент трубы 1022a и второй сегмент трубы 1022b сделаны из низколегированной стали. В одном варианте реализации изобретения, первый сегмент трубы 1022a и второй сегмент трубы 1022b сделаны из нержавеющей стали. В одном варианте реализации изобретения, первый сегмент трубы 1022a и второй сегмент трубы 1022b могут быть сделаны из материала согласно спецификации 5L grade X52 Американского нефтяного института (АНИ) (например, минимальный предел текучести 52000 фунтов/кв. дюйм и минимальная прочность на растяжение 66000 фунтов/кв. дюйм). В одном варианте реализации изобретения, первый сегмент трубы 1022a и второй сегмент трубы 1022b могут быть сделаны из материала согласно спецификации API 5L grade X60 (например, минимальный предел текучести 60000 фунтов/кв. дюйм и минимальная прочность на растяжение 75000 фунтов/кв. дюйм).
[00222] В одном варианте реализации изобретения, первый сегмент трубы 1022a и второй сегмент трубы 1022b могут быть полностью или частично сделаны из коррозионностойкого сплава (КСС). В одном варианте реализации изобретения, коррозионностойкий сплав может содержать как сплавы на железной основе, например, различные сорта нержавеющей стали, так и сплавы на основе никеля (например, обычно известный под торговым названием «Инконель»).
[00223] В одном варианте реализации изобретения, для некоторых материалов КСС может потребоваться защитный газ с двух сторон сварного шва. В одном варианте реализации изобретения, в таком случае, система продувки и проверки 7001 (как будет описано более подробно в отношении Фиг. 86-100) может использоваться внутри труб 1022a, 1022b для предоставления камеры продувочного газа внутри (в области контактной поверхности) свариваемых труб, а внешняя система сварки 7500 (как проиллюстрировано на Фиг. 97) может использоваться снаружи труб 1022a, 1022b. В одном варианте реализации изобретения, внешняя система сварки 7500 выполнена с возможностью предоставления защитного газа снаружи (например, на стыке) свариваемых труб.
[00224] В одном варианте реализации изобретения, первый сегмент трубы 1022a и второй сегмент трубы 1022b сделаны из одного и того же материала. В одном варианте реализации изобретения, первый сегмент трубы 1022a и второй сегмент трубы 1022b сделаны из разных материалов.
[00225] В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b могут быть сделаны из биметаллических материалов, при этом внутренняя часть сегмента трубы представляет собой материал КСС, а наружная часть сегмента трубы может быть сделан либо из углеродистой стали, либо из КСС материала, отличного от материала внутренней части.
[00226] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 2G, первый сегмент трубы 1022a и второй сегмент трубы 1022b содержит металлическую внутреннюю часть трубы 5244, окруженную изолятором/покрытием 5246. В одном варианте реализации изобретения, концы свариваемого первого сегмента трубы 1022a и второго сегмента трубы 1022b имеют сдвинутый изолятор/покрытие 5246 и выступающую внутреннюю металлическую часть трубы 5244.
[00227] В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b могут быть покрыты с наружной стороны стойким к коррозии материалом/покрытием, если первый сегмент трубы 1022а и второй сегмент трубы 1022b используются в агрессивной среде (например, море/соленая вода/океан, химические вещества т. д.). В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b могут быть покрыты с наружной стороны износостойким материалом/покрытием. В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b могут быть покрыты с наружной стороны изолирующим материалом/покрытием. В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b могут быть покрыты с внутренней стороны стойким к коррозии материалом/покрытием, износостойким материалом/покрытием, изолирующим покрытием/материалом или их комбинацией. В одном варианте реализации изобретения, первый сегмент трубы 1022а и второй сегмент трубы 1022b могут быть покрыты с наружной и внутренней стороны стойким к коррозии материалом/покрытием, износостойким материалом/покрытием, изолирующим покрытием/материалом или их комбинацией.
[00228] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 2A и 2B, конец 1038a трубы 1022a приварен ко второму концу 1038b трубы 1022b. В одном варианте реализации изобретения, конец 1038а трубы 1022а имеет внутреннюю фаску разделки шва 5228 и наружную фаску разделки шва 5230. В одном варианте реализации изобретения, конец 1038b трубы 1022b имеет внутреннюю фаску разделки шва 5232 и наружную фаску разделки шва 5234. В одном варианте реализации изобретения, как будет понятно из описания ниже, слой прохода при заварке корня шва в металле шва расположен в области IBR, заданной первой внутренней фаской разделки шва 5228 и второй внутренней фаской разделки шва 5232, если внутренняя система сварки 5004 используется для наложения слоя прохода при заварке корня шва внутри труб 1022a, 1022b.
[00229] В одном варианте реализации изобретения, наружные фаски разделки шва 5230 и 5234 могут содержат, соответственно, первые наружные фаски разделки шва 5230а и 5234а и вторые наружные фаски разделки шва 5230b и 5234b. В одном варианте реализации изобретения, первые наружные фаски разделки шва 5230a и 5234a скошены под углом EB1 по отношению к оси N-N, перпендикулярной продольной оси A-A сегментов трубы 1022a, 1022b. В одном варианте реализации изобретения, угол EB1 составляет 5°.
[00230] В одном варианте реализации изобретения, вторые наружные фаски разделки шва 5230b и 5234b скошены под углом EB2 по отношению к оси N-N. В одном варианте реализации изобретения, угол EB2 больше угла EB1. В одном варианте реализации изобретения, угол EB2 составляет 45°.
[00231] В одном варианте реализации изобретения, наружные фаски разделки шва 5230 и 5234 могут содержать одну фаску разделки шва. В одном варианте реализации изобретения, наружные фаски разделки шва 5230 и 5234 могут содержать одну непрерывную поверхность, имеющую J-образную форму.
[00232] В одном варианте реализации изобретения, внутренние фаски разделки шва 5228 и 5232 скошены под углом IB по отношению к оси N-N. В одном варианте реализации изобретения, угол IB составляет 37,5°. В одном варианте реализации изобретения, внутренние фаски разделки шва 5228 и 5232 могут иметь отрезок B, измеренный вдоль оси N-N, от соответствующих внутренних поверхностей трубы 5130 и 5132. В одном варианте реализации изобретения, отрезок В, измеренный вдоль оси N-N, от соответствующих внутренних поверхностей трубы 5130 и 5132, составляет 0. 05 дюйма.
[00233] В одном варианте реализации изобретения, наружные фаски разделки шва 5230 и 5234 и внутренние фаски разделки шва 5228 и 5232 могут быть отделены друг от друга поверхностью, не имеющей фаски. В одном варианте реализации изобретения, поверхность, не имеющая фаски, может иметь отрезок NB, измеренный вдоль оси N-N. В одном варианте реализации изобретения, отрезок NB, измеренный вдоль оси N-N, составляет 0. 05 дюйма. В одном варианте реализации изобретения, поверхность, не имеющая фаски, является необязательной и наружные фаски разделки шва 5230 и 5234 и их соответствующие внутренние фаски разделки шва 5228 и 5232 могут находиться рядом (и касаться) друг друга.
[00234] В одном варианте реализации изобретения, внутренние фаски разделки шва 5228 и 5232 сегментов трубы 1022а, 1022b могут иметь один и тот же угол фаски. В одном варианте реализации изобретения, наружные фаски разделки шва 5230 и 5234 сегментов трубы 1022а, 1022b могут иметь один и тот же угол фаски(ок). В другом варианте реализации изобретения, угол фаски внутренних фасок разделки шва 5228 и 5232 сегментов трубы 1022a, 1022b может отличаться. В другом варианте реализации изобретения, угол(ы) фаски внешних фасок разделки шва 5230 и 5234 сегментов трубы 1022a, 1022b может отличаться.
[00235] В одном варианте реализации изобретения, размеры В внутренних фасок разделки шва, размер NB поверхности, на имеющей фаски, и угла фаски IB, EB1 и EB2 могут отличаться и зависеть от толщины Т сегментов трубы 1022a, 1022b.
[00236] В одном варианте реализации изобретения, конец 1038a трубы 1022a и конец 1038b трубы 1022a соединены для образования кромки под сварку 5236, формируемую между ними. В одном варианте реализации изобретения, кромка под сварку 5236 может иметь V-образное поперечное сечение. В одном варианте реализации изобретения, конец 1038а трубы 1022а и конец 1038b трубы 1022b спроектирован и подготовлен таким образом, чтобы иметь J-образную конфигурацию для того, чтобы кромка под сварку, образуемая при соединении конца 1038а трубы 1022а и конца 1038b трубы 1022b вместе, имела U-образную конфигурацию. В другом варианте реализации изобретения, форма кромки под сварку зависит от сварочных параметров или условий сварки.
[00237] Как проиллюстрировано на Фиг. 2, в одном варианте реализации изобретения, металл сварного шва 1034 выполнен с возможностью соединения первого сегмента трубы 1022а и второго сегмента трубы 1022b. В одном варианте реализации изобретения, металл сварного шва 1034 может содержать Инконель или сплав Инконель. В одном варианте реализации изобретения, металл сварного шва 1034 может содержать материал, имеющий более высокую прочность, чем материал труб. В одном варианте реализации изобретения, состав металла сварного шва 1034 может отличаться по составу от материала труб. Например, в одном варианте реализации изобретения, металл сварного шва может содержать Инконель или сплав Инконель, а материал первого сегмента трубы 1022а и второго сегмента трубы 1022b может содержать нержавеющую сталь.
[00238] В одном варианте реализации изобретения, металл сварного шва 1034 и/или сварное соединение 1026 содержит множество слоев сварного шва 1014, 1016, 1018 и 1020. Например, в одном варианте реализации изобретения, множество слоев прохода сварного шва 1014, 1016, 1018 и 1020 могут содержать проход при заварке корня шва 1014, горячий проход 1016, один или более слоев заполняющего прохода 1018 и слой облицовочного прохода 1020, как будет более подробно описано ниже. Слой(и) прохода сварного шва может взаимозаменяемо называться в данном документе слоем(ями) прохода. В одном варианте реализации изобретения, проход сварочного шва (например, проход при заварке корня шва, горячий проход, заполняющий проход(ы), облицовочный проход) может быть одинарным проходом сварочного инструмента или системы сварки вдоль сварного соединения 1026. В одном варианте реализации изобретения, валик сварного шва или сварной шов образуется в результате каждого прохода сварного шва.
[00239] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 1A, 1B и 2, способ 1000 для сварки секций или сегментов трубы 1022a и 1022b вместе, как правило, включает процедуру прохода при заварке корня шва 1002, процедуру горячего прохода 1004, процедуру заполняющего и облицовочного прохода 1006, процедуру проверки сварного шва 1008, процедуру нагрева 1010 и процедуру нанесения покрытия 1012. В одном варианте реализации изобретения, процедура заполняющего прохода и облицовочного прохода 1006 может содержать одну или более процедуру заполняющего прохода сварного шва 1006а и процедуру облицовочного прохода сварного шва 1006b. В одном варианте реализации изобретения, способ 1000, как правило, представляет собой процедуру многопроходного сварного шва или многослойного сварного шва, которая содержит, к примеру, процедуру прохода при заварке корня шва 1002, процедуру горячего прохода сварного шва 1004, и процедуру заполняющего и облицовочного прохода 1006.
[00240] В одном варианте реализации изобретения, один или более проходов сварного шва (например, проход при заварке корня шва, горячий проход, заполняющий проход(ы), облицовочный проход) способа 1000 многопроходного или многослойного сварного шва может быть выполнен одной и той же системой сварки или инструментом в разное время. В одном варианте реализации изобретения, проходы сварного шва могут выполняться последовательно одной и той же системой или инструментом. Например, в одном варианте реализации изобретения, процедуры прохода при заварке корня шва и горячего прохода могут выполняться последовательно внутренней системой сварки 5004 (как будет более подробно описано ниже) внутри труб. В одном варианте реализации изобретения, процедуры заполняющего и облицовочного прохода могут выполняться последовательно внешней системой сварки 7500 снаружи труб.
[00241] В одном варианте реализации изобретения, внутренняя система сварки 5004, как правило, выполнена с возможностью сварки сегментов трубы 1022а и 1022b внутри трубопровода 1024, а внешняя система сварки 7500, как правило, выполнена с возможностью сварки сегментов труб 1022а 1022b снаружи трубопровода 1024. В одном варианте реализации изобретения, в результате сварки, выполняемой внутренней системой сварки 5004, образуется К-образный валик сварного шва или слой, а в результате сварки, выполняемой внешней системой сварки 7500, образуется J-образный валик сварного шва или слой.
[00242] В одном варианте реализации изобретения, процедуры горячего, заполняющего и облицовочного прохода могут выполняться последовательно внешней системой сварки 7500 снаружи труб, при этом только процедура прохода при заварке корня шва выполняется внутренней системой сварки 5004 (как будет более подробно описано ниже) внутри труб.
[00243] В одном варианте реализации изобретения, один или более проходов сварного шва (например, проход при заварке корня шва, горячий проход, заполняющий проход(ы), облицовочный проход) способа 1000 многопроходного или многослойного сварного шва может быть выполнен разными системами сварки или инструментами в одно и то же или разное время. В одном варианте реализации изобретения, проходы сварного шва могут выполняться последовательно разными системами сварки или инструментами.
[00244] В одном варианте реализации изобретения, каждая из процедур горячего, заполняющего или облицовочного прохода выполняется в своей соответствующей сварочной кабине снаружи труб. В одном варианте реализации изобретения, сварочная кабина представляет собой относительно небольшую камеру, приблизительно 12 футов в ширину, 10 футов в длину и 8 футов в высоту, в котором установлена внешняя система сварки и перемещается от одного сварного соединения к другому сварному соединению посредством хвостовой платформы. Сварочная кабина, как правило, представляет собой раму из легкого металла, покрытую тонким листовым металлом. Сварочная кабина имеет специальный пол, разработанный для поворота вверх, позволяющего сварочной кабине опускаться на трубы и затем разворачиваться обратно для получения удобного доступа к трубе. В одном варианте реализации изобретения, каждая из одной или более процедур заполняющего прохода выполняется в разных сварочных кабинах, каждая из которых содержит внешнюю систему сварки.
[00245] В одном варианте реализации изобретения, процедура прохода при заварке корня шва 1002 является первой сварочной процедурой способа 1000 выполнения многопроходного или многослойного сварного шва. В одном варианте реализации изобретения, процедура прохода при заварке корня шва 1002 выполняется внутренней системой сварки 5004. В одном варианте реализации изобретения, процедура прохода при заварке корня шва 1002 выполняется торцевой внутренней системой сварки 3001 (как будет более подробно описано ниже), содержащей встроенную систему питания сварки.
[00246] В одном варианте реализации изобретения, выполняемая затем с помощью внутренней системы сварки 5004 процедура прохода при заварке корня шва 1002, занимает 1,03 минуты. В одном варианте реализации изобретения, продолжительность цикла для процедуры прохода при заварке корня шва составляет 4 минуты (это время рассчитано с момента, когда приводная тяга или фал 5034 установлен в режим автоматического перемещения). В одном варианте реализации изобретения, общая продолжительность цикла процедуры прохода при заварке корня шва (выполняемой внутренней системой сварки 5004) составляет 13, 15 минуты (включая 2,30 минуты для процедуры замены катушки/сварочной проволоки) и средняя продолжительность цикла процедуры прохода при заварке корня шва (выполняемой внутренней системой сварки 5004) составляет 4,42 минуты.
[00247] В одном варианте реализации изобретения, процедура прохода при заварке корня шва 1002 выполняется внешней системой сварки 7500. В одном варианте реализации изобретения, процедура прохода при заварке корня шва 1002 выполняется внешней системой сварки 7500 с помощью системы продувки и проверки 7001. В одном варианте реализации изобретения, процедура прохода при заварке корня шва 1002 выполняется внешней системой сварки 7500 с помощью торцевых зажимов. В одном варианте реализации изобретения, процедура прохода при заварке корня шва 1002 выполняется внешней системой сварки 7500 с помощью расположенных изнутри зажимов 7050, 7052. В одном варианте реализации изобретения, расположенные изнутри зажимы могут представлять собой стандартные зажимы или зажимы с продувкой (например, систему продувки и проверки 7001).
[00248] В одном варианте реализации изобретения, процедура прохода при заварке корня шва 1002 формирует слой прохода при заварке корня шва 1014. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 1A и 1B, слой прохода при заварке корня шва 1014 представляет собой первый валик сварного шва или слой в способе 1000 выполнения многопроходного или многослойного сварного шва. В одном варианте реализации изобретения, слой прохода при заварке корня шва также называется корневой герметизирующий валик или слой. В одном варианте реализации изобретения, процедура прохода при заварке корня шва 1002 выполняется дуговой сваркой металлическим электродом в среде защитного газа (GMAW). В одном варианте реализации изобретения, процедура прохода при заварке корня шва 1002 выполняется дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW). В одном варианте реализации изобретения, процедура прохода при заварке корня шва 1002 выполняется дуговой сваркой металлическим электродом в среде защитного газа на коротком замыкании (GMAW-S). В одном варианте реализации изобретения, процедура прохода при заварке корня шва 1002 выполняется посредством других сварочных процессов, как будет понятно специалистам в данной области техники.
[00249] В одном варианте реализации изобретения, процедура горячего прохода 1004 является второй сварочной процедурой способа 1000 выполнения многопроходного или многослойного сварного шва. В одном варианте реализации изобретения, процедура горячего прохода 1004 выполняется внутренней системой сварки 5004. В одном варианте реализации изобретения, процедура горячего прохода 1004 может выполняться торцевой внутренней сварочной системой 3001, содержащей встроенную систему питания сварки.
[00250] В одном варианте реализации изобретения, процедура горячего прохода 1004 выполняется внешней системой сварки 7500. В одном варианте реализации изобретения, процедура горячего прохода 1004 выполняется внешней системой сварки с помощью расположенных изнутри зажимов. В одном варианте реализации изобретения, расположенные изнутри зажимы могут представлять собой стандартные зажимы или зажимы для продувки и контроля. В другом варианте реализации изобретения, процедура горячего прохода 1004 выполняется ручным сварочным аппаратом. В таком варианте реализации изобретения, концы трубы имеют конфигурацию, содержащую разделку шва под углом в 30°.
[00251] В одном варианте реализации изобретения, выполняемая затем процедура горячего прохода 1004 с помощью внешней системы сварки (в сварочной кабине) и со стороны траншеи, может занимать 1,06 минуты. В одном варианте реализации изобретения, выполняемая затем процедура горячего прохода 1004 с помощью внешней системы сварки (в сварочной кабине) и с рабочей стороны, может занимать 58 секунд. В одном варианте реализации изобретения, продолжительность цикла процедуры горячего прохода составляет 2,38 минуты (это время рассчитано с момента, когда сварочная кабина для горячего прохода установлена на трубе). В одном варианте реализации изобретения, общая продолжительность цикла для трех циклов процедуры горячего прохода, выполняемой внешней системой сварки в сварочной кабине составляет 11,35 минут, а средняя продолжительность цикла для процедуры горячего прохода, выполняемой внешней системой сварки в сварочной кабине составляет 3,34 минуты.
[00252] В одном варианте реализации изобретения, процедура горячего прохода 1004 формирует сварочный слой горячего прохода 1016. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 2, слой горячего прохода шва 1016 представляет собой второй валик сварного шва или слой, наносимый в способе 1000 выполнения многопроходного или многослойного сварного шва. В одном варианте реализации изобретения, процедура горячего прохода 1004 следует сразу за процедурой прохода при заварке корня шва 1002. В одном варианте реализации изобретения, процедура горячего прохода 1004 выполняется дуговой сваркой металлическим электродом в среде защитного газа (GMAW). В одном варианте реализации изобретения, процедура горячего прохода 1004 выполняется дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW). В одном варианте реализации изобретения, процедура горячего прохода 1004 выполняется дуговой сваркой металлическим электродом в среде защитного газа на коротком замыкании (GMAW-S). В одном варианте реализации изобретения, процедура горячего прохода 1004 выполняется посредством других сварочных процессов, как будет понятно специалистам в данной области техники.
[00253] В одном варианте реализации изобретения, одна или более процедур заполняющего прохода 1006а и процедур облицовочного прохода 1006b процедуры заполняющего и облицовочного прохода 1006 выполняются внешней системой сварки 7500. В одном варианте реализации изобретения, процедура заполняющего и облицовочного прохода 1006 выполняется на множестве станций. В другом варианте реализации изобретения, процедура заполняющего и облицовочного прохода 1006 выполняется ручным сварочным аппаратом. В таком варианте реализации изобретения, концы трубы имеют конфигурацию, содержащую разделку шва под углом в 30°.
[00254] В одном варианте реализации изобретения, одна или более процедура заполняющего прохода 1006а следует (или выполняется после) процедуры горячего прохода 1004. В одном варианте реализации изобретения, одна или более процедуры заполняющего прохода 1006а формируют слои(й) заполняющего прохода сварного шва 1018. Слои(й) 1018 заполняющего прохода выполнен с возможностью заполнения кромки под сварку и зачистки, практически, заподлицо с поверхностью сегментов трубы 1022а и 1022b трубопровода 1024. В одном варианте реализации изобретения, количество процедур заполняющего прохода 1006а в способе 1000 выполнения многопроходного или многослойного сварного шва может отличаться. В одном варианте реализации изобретения, количество процедур заполняющего прохода 1006а в способе 1000 выполнения многопроходного или многослойного сварного шва может зависеть от толщины свариваемых вместе сегментов трубы 1022а и 1022b трубопровода 1024.
[00255] В одном варианте реализации изобретения, процедуры заполняющего прохода 1006а выполняются дуговой сваркой металлическим электродом в среде защитного газа (GMAW). В одном варианте реализации изобретения, процедуры заполняющего прохода 1006а выполняются дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW). В одном варианте реализации изобретения, процедуры заполняющего прохода 1006а выполняются импульсно-дуговой сваркой металлическим электродом в среде защитного газа (GMAW-P). В одном варианте реализации изобретения, процедуры заполняющего прохода 1006а выполняются посредством других сварочных процессов, как будет понятно специалистам в данной области техники.
[00256] В одном варианте реализации изобретения, процедура облицовочного прохода 1006b является последней или финальной сварочной процедурой способа 1000 выполнения многопроходного или многослойного сварного шва. В одном варианте реализации изобретения, процедура облицовочного прохода 1006b следует (или выполняется после) процедур(ы) заполняющего прохода 1006a. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 2, слой облицовочного прохода сварного шва 1020 представляет собой валик сварного шва или слой, накладываемый после процедуры заполняющего прохода 1006а. В одном варианте реализации изобретения, процедура облицовочного прохода 1006b также может называться процедурой перекрывающего прохода. В одном варианте реализации изобретения, процедура облицовочного прохода 1006b формирует слой облицовочного прохода сварного шва 1020. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 2, слой облицовочного прохода сварного шва 1020 представляет собой последний или финальный валик сварного шва, накладываемый в способе 1000 выполнения многопроходного или многослойного сварного шва. В одном варианте реализации изобретения, слой облицовочного прохода сварного шва 1020 практически выступает над поверхностью сегментов трубы 1022а и 1022b трубопровода 1024.
[00257] В одном варианте реализации изобретения, процедура облицовочного прохода 1006b выполняется дуговой сваркой металлическим электродом в среде защитного газа (GMAW). В одном варианте реализации изобретения, процедура облицовочного прохода 1006b выполняется дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW). В одном варианте реализации изобретения, процедура заполняющего прохода 1006а выполняются импульсно-дуговой сваркой металлическим электродом в среде защитного газа (GMAW-P). В одном варианте реализации изобретения, процедура облицовочного прохода 1006а выполняется посредством других сварочных процессов, как будет понятно специалистам в данной области техники.
[00258] В одном варианте реализации изобретения, процедура прохода при заварке корня шва 1002 являться только процедурой прохода способа 1000 выполнения многопроходного или многослойного сварного шва, выполняемой внутренней системой сварки 5004, при этом процедура горячего прохода 1004 и процедура заполняющего прохода 1006 выполняются с использованием внешней системы сварки 7500.
[00259] В другом варианте реализации изобретения, и процедура прохода при заварке корня шва 1002, и процедура горячего прохода 1004 способа 1000 выполнения многопроходного или многослойного сварного шва выполняются внутренней системой сварки 5004, при этом процедура заполняющего и облицовочного прохода 1006 выполняется с использованием внешней системы сварки 7500.
[00260] В еще одном варианте реализации настоящего изобретения, процедура прохода при заварке корня шва 1002, процедура горячего прохода 1004 и процедура заполняющего прохода 1006 выполняются с использованием внешней системы сварки 7500. В одном варианте реализации изобретения, зажимы для продувки и контроля используются внутри труб 1022а, 1022b, при этом внешняя система сварки 7500 выполняет процедуру прохода при заварке корня шва 1002, процедуру горячего прохода 1004 и процедуру заполняющего и облицовочного прохода 1006.
[00261] Фиг. 2G-2I иллюстрируют поперечный разрез трубопроводов 1024 со сформированными между ними сварными соединениями 1026.
[00262] Фиг. 2G иллюстрирует поперечный разрез трубопровода 1024 со сформированным между ним сварным соединением 1026. Например, сварное соединение 1026 на Фиг. 2G содержит слой прохода при заварке корня шва 1014 и слой горячего прохода 1016, сформированные внутренней системой сварки 5004 внутри труб 1022а, 1022b, при этом один или более слоев заполняющего прохода 1018 и слой облицовочного прохода 1020 сформирован внешней системой сварки 7500 снаружи труб 1022а, 1022b.
[00263] Отдельные слои похода сварного шва (например, слой прохода при заварке корня шва 1014, слой горячего прохода 1016, слои заполняющего и облицовочного прохода 1018 и 1022) также хорошо видны на Фиг. 2. Граница 1032 между металлом сварного шва 1034 и материалом трубы 1036 можно легко и явно рассмотреть на Фиг. 2. В одном варианте реализации изобретения, форма границы 1032 (как проиллюстрировано в виде линии ABCDE) характерна для трубопровода 1024 сваренного (например, посредством процедуры прохода при заварке корня шва 1002 и/или процедуры горячего прохода 1004) внутри трубопровода 1024.
[00264] В одном варианте реализации изобретения, когда обе процедуры - процедура прохода при заварке корня шва 1002, и процедура горячего прохода 1004 способа 1000 выполнения многопроходного или многослойного сварного шва - выполняются внутренней системой сварки 5004 внутри трубопровода 1024, расположение слоя прохода при заварке корня шва 1014 и слоя горячего прохода 1016 меняется местами (например, по сравнению со сварным соединением, в котором процедура прохода при заварке корня шва выполняется внутренней системой сварки 5004 внутри трубопровода 1024, а процедура горячего прохода 1004 выполняется внешней системой сварки снаружи трубопровода 1024). В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 2 и 2G, слой горячего прохода 1016 располагается ближе к внутренней продольной оси А-А сваренных первой и второй труб 1022а и 1022b, чем слой прохода при заварке корня шва 1014.
[00265] В одном варианте реализации изобретения, слой горячего прохода 1016 металла сварного шва 1034 имеет по меньшей мере соответствующую часть 5238, расположенную ближе к продольной оси А-А, чем внутренняя поверхность 5130, 5132 сваренных труб 1022а и 1022b, в области 5240 и 5242 сваренных труб 1022а и 1022b, непосредственно прилегающей к металлу сварного шва 1034 с противоположной стороны металла сварного шва 1034. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 2 и 2G, когда обе процедуры - процедура прохода при заварке корня шва 1002 и процедура горячего прохода 1004 способа 1000 выполнения многопроходного или многослойного сварного шва - выполняются внутренней системой сварки 5004 внутри трубопровода 1024, область шейки 1028 сварного соединения 1026 образуется дальше от внутренних стенок 5130, 5132 трубопровода 1024.
[00266] В одном варианте реализации изобретения, слой прохода при заварке корня шва 1024 расположен во внутренней ФАСКЕ 5228, 5232 первой и второй трубы 1022а и 1022b, а слой горячего прохода 1016 расположен на верхней части слоя прохода при заварке корня шва 1014 (то есть, ближе к внутренней продольной оси А-А). В одном варианте реализации изобретения, внутренняя система сварки 5004 построена и смонтирована для выполнения более чем одного прохода сварного шва внутри трубопровода 1024. В одном варианте реализации изобретения, внутренняя система сварки 5004 построена и смонтирована для приведения в действие в радиальном направлении для того, чтобы внутренняя система сварки 5004 могла регулировать высоту сварочной горелки 5502 между двумя проходами (например, между процедурой прохода при заварке корня шва 1002 и процедурой горячего прохода 1004).
[00267] В одном варианте реализации изобретения, дополнительный слой(и) прохода сварного шва могут накладываться сверху слоя горячего прохода 1016 и располагаться ближе к внутренней продольной оси А-А сваренной первой и второй трубы 1022а, 1022b, чем слой горячего прохода 1016. Например, в одном варианте реализации изобретения, один или более слоев заполняющего прохода 1018 может формироваться внутренней системой сварки 5004 таким образом, чтобы один или более слоев заполняющего прохода 1018 накладывался на слой горячего прохода 1016 и располагался ближе к внутренней продольной оси А-А сваренной первой и второй труб 1022а, 1022b, чем слой горячего прохода 1016. Например, в одном варианте реализации изобретения, один или более слоев заполняющего прохода 1018 и слоев облицовочного прохода 1020 могут формироваться внутренней системой сварки 5004 таким образом, чтобы один или более слоев заполняющего прохода 1018 и слоев облицовочного прохода 1020 накладывался на слой горячего прохода 1016 и располагался ближе к внутренней продольной оси А-А сваренной первой и второй труб 1022а, 1022b, чем слой горячего прохода 1016.
[00268] В другом варианте реализации изобретения, один или более слоев заполняющего прохода 1018 и слой облицовочного прохода 1020 накладываются во внутренней фаске 5230, 5234 первой и второй трубы 1022а и 1022b, и могут формироваться внешней системой сварки 7500 снаружи трубопровода 1024.
[00269] Фиг. 2Н иллюстрирует поперечный разрез трубопровода 1024 со сформированным между ним сварным соединением 1026. Например, сварное соединение 1026 на Фиг. 2H содержит слой прохода при заварке корня шва 1014, сформированный внутренней системой сварки 5004 внутри труб 1022а, 1022b, при этом слой горячего прохода 1016, один или более слоев заполняющего прохода 1018, и слой облицовочного прохода 1020 сформированы внешней системой сварки 7500 снаружи труб 1022а, 1022b. В одном варианте реализации изобретения, слой прохода при заварке корня шва 1014 накладывается во внутренней фаске 5228, 5232 первой и второй трубы 1022а и 1022b. В одном варианте реализации изобретения, слой горячего прохода 1016, один или более слоев заполняющего прохода 1018 и слой облицовочного прохода 1020 накладываются во внешних фасках 5230, 5234 первой и второй трубы 1022а и 1022b.
[00270] Фиг. 2I иллюстрирует поперечный разрез трубопровода 1024 со сформированным между ним сварным соединением 1026. Например, сварное соединение 1026 на Фиг. 2I содержит слой прохода при заварке корня шва 1014, слой горячего прохода 1016, один или более слоев заполняющего прохода 1018 и 1020, сформированные внешней системой сварки 7500 снаружи труб 1022а и 1022b. В одном варианте реализации изобретения, слой прохода при заварке корня шва 1014, один или более слоев горячего прохода 1016, один или более слоев заполняющего прохода 1018 и слой облицовочного прохода 1020 накладываются во внешних фасках 5230, 5234 первой и второй трубы 1022а и 1022b.
[00271] В одном варианте реализации изобретения, после выполнения сварного соединения 1026, сварное соединение 1026 проверяется во время процедуры проверки сварного шва 1008. В одном варианте реализации изобретения, процедура проверки сварного шва 1008 выполняется после процедуры заполняющего и облицовочного прохода 1006. В одном варианте реализации изобретения, сварное соединение 1026 очищается перед проведением процедуры проверки сварного шва 1008. В одном варианте реализации изобретения, значительное количество тепла генерируется во время сварочных процедур (например, процедур 1002, 1004, и 1006). В одном варианте реализации изобретения, процедура проверки сварного шва 1008 выполняется при рабочей температуре, меньшей, чем наивысшая температура сварки. В одном варианте реализации изобретения, сварное соединение 1026 может быть охлаждено перед процедурой проверки сварного шва 1008 внутренней системой охлаждения 2010 или 6500 (как описано более подобно ниже). В одном варианте реализации изобретения, процедура проверки сварного шва 1008 может содержать любой тип неразрушающего тестирования/проверки сварного соединения 1026.
[00272] В одном варианте реализации изобретения, процедура проверки сварного шва 1008 может содержать автоматизированное ультразвуковое тестирование (АУТ). В одном варианте реализации изобретения, автоматизированное ультразвуковое тестирование сварного соединения 1026 может использоваться для условий применения сварки трубопровода как на суше, так и в открытом море. В одном варианте реализации изобретения, АУТ выполнено с возможностью его использования в условиях массового производства. В одном варианте реализации изобретения, АУТ выполнено с возможностью его использования для обнаружения и определения размеров дефектов сварного шва.
[00273] В одном варианте реализации изобретения, автоматизированное ультразвуковое тестирование выполняется системой АУТ сканирования (например, 6801, как проиллюстрировано на Фиг. 136A). В одном варианте реализации изобретения, система АУТ сканирования содержит систему ультразвукового датчика. В одном варианте реализации изобретения, система АУТ сканирования может быть переносной. В одном варианте реализации изобретения, система АУТ сканирования также может содержать систему сбора данных, функционально связанную с системой ультразвукового датчика. В одном варианте реализации изобретения, система ультразвукового датчика может содержать излучатель, выполненный с возможностью отправлять, к примеру, ультразвуковые сигналы (например, волновые импульсы) внутри сегментов трубы 1022а и 1022b и/или кольцевого шва 1026 между ними. В одном варианте реализации изобретения, ультразвуковые сигналы или импульсы отправляются с частотой от 1 Гц до 20 000 Гц. В одном варианте реализации изобретения, частота ультразвуковых волн может варьироваться в пределах от 0,5 МГц до 23 МГц.
[00274] В одном варианте реализации изобретения, ультразвуковые сигналы или импульсы, посылаемые излучателем, выполнены с возможностью отражать от границ, где меняется плотность кольцевого шва 1026. В одном варианте реализации изобретения, система ультразвукового датчика может содержать приемник, выполненный с возможностью получать/обнаруживать отраженные импульсы. В одном варианте реализации изобретения, приемник выполнен с возможностью измерять интенсивность отраженных импульсов и формировать электрический сигнал, пропорциональный интенсивности отраженных импульсов. В одном варианте реализации изобретения, излучатель и приемник системы ультразвукового датчика могут иметь множество элементов или компонентов. В одном варианте реализации изобретения, система ультразвукового датчика может активироваться избирательно для определения ультразвуковых импульсов в заданном местоположении.
[00275] Водном варианте реализации изобретения, диапазон автоматизированного ультразвукового тестирования (АУТ) может включать времяпролетную дифракцию (ToFD), фазированную решетку (PA), картирование коррозии, и/или полную проверку сварного шва. В одном варианте реализации изобретения, времяпролетная дифракция (ToFD) ультразвуковой проверки сварного шва может использоваться, когда определено множество участков разделки шва.
[00276] В одном варианте реализации изобретения, АУТ процедуры проверки сварного шва может включать полное покрытие эхоимпульсной ультразвуковой проверкой сварного шва. В одном варианте реализации изобретения, технологии эхоимпульсной ультразвуковой проверки используют датчики на фазированной решетке (РА) в сочетании с проверкой ToFD для получения очень точных измерений дефектов сварного шва. В одном варианте реализации изобретения, сварные швы разбиваются на зоны (зональная селективность), которые оцениваются отдельно, а результаты собираются в комплексный анализ сварного шва. В одном варианте реализации изобретения, линейное и секторальное сканирование обеспечивают превосходную проверку сварного шва. В одном варианте реализации изобретения, ToFD ультразвуковой проверки сварного шва может использоваться для полного покрытия эхоимпульсной ультразвуковой проверкой сварного шва.
[00277] В еще одном варианте реализации изобретения, процедура проверки сварного шва 1008 может содержать рентгенографическое тестирование. В одном варианте реализации изобретения, рентгенографическое тестирование выполняется рентгенографической системой. В одном варианте реализации изобретения, рентгенографическая система содержит излучатель, выполненный с возможностью излучать рентгенографическое излучение в сегменты трубы 1022а и 1022b, и кольцевой шов 1026 между ними. В одном варианте реализации изобретения, интенсивность рентгенографического излучения может ослабляться материалом сегментов трубы 1022а и 1022b и кольцевым швом 1026 между ними. В одном варианте реализации изобретения, рентгенографическая система содержит приемник, выполненный с возможностью измерять интенсивность рентгенографического излучения, проходящего через материал сегментов трубы 1022а и 1022b и кольцевой шов 1026 между ними.
[00278] В одном варианте реализации изобретения, процедура проверки сварного шва 1008 может содержать проверку гамма-излучением и рентгенографическим излучением в непосредственной близости. В одном варианте реализации изобретения, процедура проверки сварного шва 1008 может содержать магнитно-порошковый контроль (MPI) или контроль методом проникающей краски (DPI). В одном варианте реализации изобретения, процедура проверки сварного шва 1008 может содержать любую другую неразрушающую проверку (NDT), например, помимо прочего, ультразвуковую проверку направляемой волной (MFL), проверку вихревыми токами, твердометрию, проверку методом рассеивания магнитного потока (MFL), стилоскопирование, исследование картирования коррозии и т. д. В одном варианте реализации изобретения, неразрушающая проверка (NDT), главным образом, может означать любую проверку, выполненную с возможностью идентификации дефектов сварного шва без повреждения труб и/или сварного шва между ними.
[00279] Как проиллюстрировано на Фиг. 2G, в одном варианте реализации изобретения, как описано выше, каждый сегмент трубы 1022а, 1022b содержит внутреннюю металлическую часть 5244, окруженную внешним защитным покрытием (например, изолирующим материалом) 5246. В одном варианте реализации изобретения, концы 5248 и 5250 свариваемых сегментов трубы 1022а, 1022b имеют выступающую внутреннюю металлическую часть.
[00280] В одном варианте реализации изобретения, после процедуры проверки сварного шва 1008 внешнее защитное покрытие обратно накладывается на сварное соединение 1026. Например, изолятор накладывается на выступающие концы 5248, 5250 сваренных труб 1022а, 1022b так, чтобы изолятор 5246А (как проиллюстрировано на Фиг. 118) приклеился на внешнюю поверхность 5254 внутренней металлической части трубы 5244, изолируя, таким образом, ранее выступающие концы труб 5248, 5250 труб 1022а, 1022b.
[00281] В одном варианте реализации изобретения, чтобы способствовать применению наружного защитного покрытия или изолятора, сварное соединение 1026 и окружающие части сегментов трубы 1022а и 1022b трубопровода 1024 нагреваются до предварительно заданной температуры нанесения покрытия. В одном варианте реализации изобретения, выступающие концы 5248, 5250 сваренных труб 1022а, 1022b нагреваются. В одном варианте реализации изобретения, предварительно заданная температура нанесения покрытия представляет собой температуру, необходимую для нанесения внешнего защитного покрытия или изолятора. В одном варианте реализации изобретения, предварительно заданная температура нанесения покрытия задана для обеспечения хорошей адгезии или прилипания между внешним защитным покрытием или изолятором и трубой 1024.
[00282] В одном варианте реализации изобретения, процедура нагревания 1010 выполняется после процедуры проверки сварного шва 1008. В одном варианте реализации изобретения, процедура индукционного предварительного нагревания может использоваться для нагрева выступающих концов 5248, 5250 сваренных труб 1022а, 1022b трубопровода 1024 для подготовки к применению защитного материала(ов) или изолятора.
[00283] В одном варианте реализации изобретения, процедура нагревания 1010 выполняется системой нагрева 5304 (которая проиллюстрирована и пояснена на Фиг. 115A и 115B). В одном варианте реализации изобретения, система нагрева может содержать систему электрического нагрева. В одном варианте реализации изобретения, система нагрева может содержать индукционную катушку сверхвысокой частоты (СВЧ), выполненную с возможностью мгновенного нагрева выступающих концов 5248, 5250 сваренных труб 1022а, 1022b трубопровода 1024 до заданной температуры нанесения покрытия. В одном варианте реализации изобретения, система нагрева также выполнена с возможностью регулировки температуры выступающих концов 5248, 5250 сваренных труб 1022а, 1022b трубопровода 1024 для поддержания подходящей температуры нанесения покрытия. В одном варианте реализации изобретения, система нагрева может содержать систему нагрева с обратной связью, позволяющую системе нагрева достигать и поддерживать требуемую температуру нанесения покрытия, а также датчик температуры, функционально связанный с системой обратной связи. В одном варианте реализации изобретения, датчик температуры может представлять собой контактный или бесконтактный датчик температуры. В одном варианте реализации изобретения, система нагрева с обратной связью может содержать один или более датчиков, выполненных с возможностью определять другие параметры процедуры нагревания - время нагревания, и т. д.
[00284] В одном варианте реализации изобретения, процедура нанесения покрытия 1012 выполняется непосредственно после процедуры нагревания 1010. В одном варианте реализации изобретения, процедура нанесения покрытия 1012 выполняется в кабине для нанесения покрытия (например, аналогичной по конструкции со сварочной кабиной), имеющей в своем составе головку для нанесения покрытия, построенную и смонтированную для применения/распыления/нанесения смеси изолятора/покрытия/эпоксидной смолы на выступающие концы 5248, 5250 сваренных труб 1022а, 1022b трубопровода 1024. В одном варианте реализации изобретения, головка для нанесения покрытия выполняет процедуру нанесения покрытия менее чем за минуту. В одном варианте реализации изобретения, головка для нанесения покрытия выполняет процедуру нанесения покрытия за 50 секунд.
[00285] В одном варианте реализации изобретения, изолятор/покрытие наносится на нагретые выступающие концы 5248, 5250 сваренных труб таким образом, чтобы изолятор/покрытие 5246А (как проиллюстрировано на Фиг. 118) приклеился на внешнюю поверхность 5254 внутренней металлической части трубы, изолируя, таким образом, ранее выступающие концы труб 5248, 5250 труб 1022а, 1022b.
[00286] В одном варианте реализации изобретения, покрытие наносится на внешние поверхности или участки сегментов трубы 1022а и 1022b, окружающие сварное соединение 1026 для создания изолирующего барьера, предотвращающего или минимизирующего коррозию на сваренных участках.
[00287] В одном варианте реализации изобретения, покрытие может содержать полипропиленовое покрытие. В одном варианте реализации изобретения, покрытие может содержать полиэтиленовое покрытие. В одном варианте реализации изобретения, покрытие может содержать полиуретановое покрытие. В одном варианте реализации изобретения, покрытие может содержать теплоизолирующее (например, от потерь тепла при нагреве) покрытие. В одном варианте реализации изобретения, покрытие может содержать антикоррозионное покрытие. В одном варианте реализации изобретения, покрытие может содержать износостойкое покрытие. В одном варианте реализации изобретения, покрытие может содержать наплавляемое эпоксидное покрытие (FBE). В одном варианте реализации изобретения, покрытие может содержать наплавляемое эпоксидное покрытие (FBE) вместе с двойным базовым слоем химически модифицированного полипропилена (CMPP) или полиэтилена (CMPE). В одном варианте реализации изобретения, сразу после этого слой химически модифицированного полипропилена (CMPP) или полиэтилена (CMPE) сопровождается нанесением полипропиленовой (PP) или полиэтиленовой (PE) пленки. В одном варианте реализации изобретения, покрытие может содержать многокомпонентное жидкое покрытие (MCL) (например, MCL покрытия на основе уретана и эпоксидной смолы). В одном варианте реализации изобретения, покрытие может содержать изоляцию сварного шва (FJC).
[00288] В одном варианте реализации изобретения, покрытие может содержать полипропилен, получаемый литьем под давлением. В таком варианте реализации изобретения, трубопровод 1024 предварительно нагревается до температуры 180°C перед нанесением покрытия из полипропилена, получаемого литьем под давлением.
[00289] В одном варианте реализации изобретения, может использоваться автоматизированное оборудование для нанесения материалов для покрытия на сварное соединение 1026. В одном варианте реализации изобретения, система подачи покрытия может содержать систему нанесения покрытия, полученного литьем под давлением, как проиллюстрировано и описано подробно в отношении Фиг. 117A и 117B. В одном варианте реализации изобретения, система подачи покрытия может содержать систему пламенного напыления покрытия. В одном варианте реализации изобретения, изолятор/покрытие может наносится на выступающие участки сварного соединения с использованием распыляющего устройства. В одном варианте реализации изобретения, распыляющее устройство выполнено с возможностью распыления изолирующего материала на выступающий участок трубы в области сварных швов. В одном варианте реализации изобретения, распыляющее устройство проиллюстрировано и описано в отношении Фиг. 116A-116B.
[00290] В одном варианте реализации изобретения, процедура очистки абразивными материалами может выполняться для подготовки трубопровода 1024 для нанесения покрытия. В одном варианте реализации изобретения, процедура очистки абразивными материалами может выполняться перед процедурой нагревания 1010. В одном варианте реализации изобретения, окисленное сварное соединение трубы очищается пескоструйным аппаратом для удаления всех загрязнений.
[00291] В одном варианте реализации изобретения, система нанесения покрытия может содержать систему нанесения покрытия с обратной связью, позволяющую системе нанесения покрытия получать требуемое покрытие на трубопроводе 1024 и один или более датчиков, функционально связанных с системой нанесения покрытия с обратной связью. В одном варианте реализации изобретения, один или более датчиков выполнены с возможностью определять следующие параметры процедуры нанесения покрытия - время нагревания, температуру нагревания, температуру материала покрытия, объем материала покрытия и т. д.
[00292] В одном варианте реализации изобретения, способ 1000 может содержать другие процедуры, которые не проиллюстрированы на Фиг. 1A. В одном варианте реализации изобретения, эти другие процедуры способа 1000 проиллюстрированы и пояснены в отношении Фиг. 1B.
[00293] В одном варианте реализации изобретения, способ 1000 может включать процедуру подготовки трубы 1040, процедуру выравнивания трубы 1042, процедура дополнительной проверки сварного шва 1044, процедуру ремонта 1046, процедуру охлаждения 1048 и процедуру развертывания трубопровода 1050. В одном варианте реализации изобретения, каждая из этих процедур является необязательной.
[00294] В одном варианте реализации изобретения, процедура подготовки трубы 1040 выполняется перед процедурой прохода при заварке корня шва 1002. В одном варианте реализации изобретения, процедура подготовки трубы 1040 выполняется перед процедурой выравнивания трубы 1042.
[00295] В одном варианте реализации изобретения, процедура подготовки трубы 1040 может содержать процедуру резания 1040а. В одном варианте реализации изобретения, процедура резания 1040а выполняется для подготовки кромки или концов сегментов трубы 1022а, 1022b к сварке. В одном варианте реализации изобретения, во время процедуры резания 1040а, свариваемые вместе сегменты трубы 1022а и 1022b обрезаются до нужных размеров. В одном варианте реализации изобретения, процедура резания 1040а может выполняться на месте производства.
[00296] В одном варианте реализации изобретения, способ может содержать процедуру укладки труб, в которой трубы распределяются в соответствии с проектом (перед процедурой соединения/сварки). В одном варианте реализации изобретения, каждое соединение сегмента трубы имеет определенное место в трубопроводе. Команда укладчиков убеждается, что каждая часть трубы размещена там, где она должна находиться. Инспекторы проверяют назначенные номера труб, чтобы убедиться, что соединения находятся в правильном порядке.
[00297] В одном варианте реализации изобретения, способ может содержать процедуру гибки, в которой трубы изгибают для того, чтобы они соответствовали характеру местности трассы трубопровода. В одном варианте реализации изобретения, трубы вставляют в станок для гибки труб и затем позиционируют дорн в трубе. Дорн построен и смонтирован для приложения давления внутри трубы для предотвращения выпучивания при изгибании. Оператор позиционирует трубу и выполняет изгиб. После выполнения изгиба труба удаляется из станка для гибки труб. После процедуры гибки каждая часть трубы устанавливается на место.
[00298] В одном варианте реализации изобретения, процедура подготовки трубы 1040 может содержать процедуру снятия фаски 1040b. В одном варианте реализации изобретения, процедура снятия фаски 1040b выполняется для подготовки кромки или концов сегментов трубы 1022а, 1022b к сварке. В одном варианте реализации изобретения, во время процедуры снятия фаски 1040b концы свариваемых вместе секций трубы или сегментов 1022а и 1022b срезают под углом до заданных размеров. В одном варианте реализации изобретения, требуемые фаски могут быть механически обработаны на концах сегментов трубы 1022. В одном варианте реализации изобретения, аппарат для обработки концов трубы вводится в трубу и фиксируется на трубе (за счет подъема башмаков внутреннего зажима). В одном варианте реализации изобретения, процедура снятия фаски 1040b может занимать 10 секунд. В одном варианте реализации изобретения, оператор может вручную проверить сформированную фаску посредством углового калибра 5801, проиллюстрированного на Фиг. 2C-2F. Фиг. 2C-2E иллюстрируют, соответственно, вид спереди, вид в перспективе и вид сбоку на угловой калибр 5801, при этом Фиг. 2F иллюстрирует укрупненный вид детали А на Фиг. 2C. В одном варианте реализации изобретения, процедуры снятия фаски 1040а, 1040b могут выполняться на месте производства.
[00299] В одном варианте реализации изобретения, стандартная глубина разделки шва для монтажной сварки внутри трубы составляет 0,050 дюйма. В одном варианте реализации изобретения, валик сварного шва составляет около 3 миллиметров в высоту, таким образом, валик сварного шва выступает над поверхностью на высоту от 0,05 до 0,07 дюйма. Для выполнения двух проходов сварного шва (например, прохода при заварке корня шва и горячего прохода), в одном варианте реализации изобретения, разделка шва может быть вырезана на глубину от 0,150 до 0,170 дюйма.
[00300] В одном варианте реализации изобретения, процедура выравнивания трубы 1040 выполняется перед процедурой прохода при заварке корня шва 1002. В одном варианте реализации изобретения, процедура выравнивания трубы 1042 выполняется в промежутке между процедурой подготовки трубы 1040 и процедурой прохода при заварке корня шва 1002. В одном варианте реализации изобретения, процедура предварительного нагрева может выполняться перед процедурой сварки (например, перед процедурой прохода при заварке корня шва) для нагрева трубы свыше 100°C для того, чтобы испарилась вся влага с поверхности трубы.
[00301] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 2G, процедура выравнивания трубы 1042 может содержать представление второй трубы 1022а на втором конце 1038b первой трубы 1022b и выравнивание свариваемых концов 1038а, 1038b первой и второй трубы 1022а, 1022b. В одном варианте реализации изобретения, внутренняя система сварки 5004 может содержать систему обратной связи (например, с использованием измерительного датчика 5056, одного или более процессоров 5140, двигателей для ориентации 5030, 5074, внешней платформы 5330, 6010А, 6010В, внутренних зажимов 5144, 5144, 7050, 7052, как будет пояснено более подробно ниже), выполненную с возможностью определять, правильно ли выравнены концы 1038а, 1038b первой и второй трубы 1022а, 1022b. Термин «двигатель», широко используемый в данном документе, означает любой тип электромеханического двигателя, например, электрического двигателя, гидравлического двигателя, пневматического двигателя.
[00302] В одном варианте реализации изобретения, дополнительная процедура проверки сварного шва 1044 может выполняться в промежутке между процедурой горячего прохода 1004 и процедурой заполняющего и облицовочного прохода 1006. В одном варианте реализации изобретения, дополнительная процедура проверки сварного шва 1044 может содержать рентгенографическое тестирование. В одном варианте реализации изобретения, рентгенографическое тестирование выполняется рентгенографической системой. В одном варианте реализации изобретения, система рентгенографического тестирования содержит излучатель, выполненный с возможностью испускать рентгенографическое излучение в сегменты трубы 1022а и 1022b, и сформированные между ними слои прохода при заварке корня шва и горячего прохода. В одном варианте реализации изобретения, интенсивность рентгенографического излучения может ослабляться материалом сегментов трубы 1022а и 1022b, а также сформированными между ними слоями прохода при заварке корня шва и горячего прохода 1014, 106. В одном варианте реализации изобретения, рентгенографическая система содержит приемник, выполненный с возможностью измерять интенсивность рентгенографического излучения, проходящего через материал сегментов трубы 1022а и 1022b, и сформированные между ними слои прохода при заварке корня шва и горячего прохода 1014, 1016. В другом варианте реализации изобретения, процедура проверки сварного шва 1044 может содержать проверку гамма-излучением и рентгенографическим излучением в непосредственной близости.
[00303] В одном варианте реализации изобретения, процедура ремонта 1046 выполняется после процедуры проверки сварного шва 1008, и перед процедурами нагревания и нанесения покрытия 1010 и 1012. В одном варианте реализации изобретения, процедура ремонта 1046 выполнена с возможностью ремонта любых дефектов сварного шва, которые обнаружены во время проведения процедуры проверки сварного шва 1008.
[00304] Процедура ремонта сварного шва, описанная в данном документе, может быть одной из различных типов процедур. В одном варианте реализации изобретения, дополнительная сварочная операция выполняется поверх предыдущего сварного шва для исправления любого дефекта сварного шва. В другом варианте реализации изобретения, сварной шов, имеющие дефекты, может быть отшлифован или, при желании, полностью срезан (вручную или автоматически) перед выполнением последующей операцией ремонта.
[00305] В одном варианте реализации изобретения, после процедур нагревания и нанесения покрытия 1010 и 1012, разрешается охлаждение трубопровода 1024 до необходимой температуры перед дополнительными этапами обработки, которые могут быть реализованы (например, перед обмоткой соединенных сегментов трубы или перемещением/размещением сегментов трубы в воде или на каком-либо другом подходящее местоположении на суше). В одном варианте реализации изобретения, процедура охлаждения 1048 выполняется после процедуры нанесение покрытия 1012. В одном варианте реализации изобретения, процедура охлаждения 1048 выполняется системой охлаждения 2010, 2110, 2210, 65000 (как проиллюстрировано и описано в отношении Фиг. 104-112B и 119-136), которые выполнены с возможностью отвода тепла от сваренных труб таким образом, чтобы снизить их температуру до допустимой температуры эффективной обмотки. Например, температура трубопровода должен быть в пределах предварительно заданной температуры (например, от 50 до 70 °C) для выполнения процедуры намотки, процедуры S-образной укладки труб и т. д. В одном варианте реализации изобретения, система охлаждения может представлять собой внутреннюю систему охлаждения, выполненную с возможностью охлаждения сваренных труб внутри трубопровода 1024.
[00306] В одном варианте реализации изобретения, сваренные трубы могут охлаждаться потоком воздуха в течение определенного времени. В одном варианте реализации изобретения, сваренные трубы могут охлаждаться путем распыления или разливания жидкости по наружной части изоляции/покрытия на трубопроводе. В одном варианте реализации изобретения, процедура разбрызгивания или разливания жидкости может выполняться в одной или более станциях.
[00307] В одном варианте реализации изобретения, процедура охлаждения 1048 выполняется, к примеру, для процедуры сварки на барже, процедуры сварки плетей трубопровода на береговой трубосварочной базе и процедуры сварки главного трубопровода на береговой трубосварочной базе. В одном варианте реализации изобретения, процедура сварки главного трубопровода на берегу и процедура сварки плетей трубопровода в море могут не содержать отдельной процедуры охлаждения.
[00308] В одном варианте реализации изобретения, процедура развертывания/опускания трубопровода 1050 выполняется после процедуры нанесения покрытия 1012. В одном варианте реализации изобретения, процедура развертывания/опускания трубопровода 1050 выполняется после процедуры охлаждения 1048.
[00309] В одном варианте реализации изобретения, процедура развертывания трубопровода 1050 может содержать процедуру намотки 1050а, процедуру S-образной укладки труб 1050b или процедуру опускания трубопровода 1050с.
[00310] В одном варианте реализации изобретения, процедура намотки 1050а выполнена с возможностью намотки трубопровода на корабль, который транспортирует трубопровод на его конечное место назначения или местоположение. В одном варианте реализации изобретения, температура трубопровода должен быть в пределах предварительно заданной температуры (например, от 50 до 70 °C) для выполнения процедуры намотки 1050a. В одном варианте реализации изобретения, предварительно заданная температура (например, от 50 до 70 °C) задана для предотвращения любого повреждения во время процедуры намотки 1050а.
[00311] В одном варианте реализации изобретения, процедура S-образной укладки труб представляет собой процедуру укладки труб в море, при которой трубопровод опускается в море в горизонтальном положении. В одном варианте реализации изобретения, во время процедуры S-образной укладки труб трубопровод сталкивается с конца корабля по S-образной кривой. В одном варианте реализации изобретения, температура трубопровода должен быть в пределах предварительно заданной температуры (например, от 50 до 70 °C) для выполнения процедуры S-образной укладки труб 1050b. В одном варианте реализации изобретения, предварительно заданная температура (например, от 50 до 70 °C) задана для предотвращения любого повреждения во время процедуры S-образной укладки труб 1050b.
[00312] Процедура намотки, процедура S-образной укладки труб и процедура J-образной укладка труб описана подробно по отношению к Фиг. 136B-E.
[00313] В одном варианте реализации изобретения, процедура опускания 1050с трубопровода выполнена с возможностью позиционирования/опускания трубопровода в предварительно вырытую траншею.
[00314] В одном варианте реализации изобретения, состояние/условия выполнение сварки трубопровода может быть классифицировано на пять категорий, называемых: процедура сварки главного трубопровода на суше, процедура торцевой сварки на суше, процедура сварки главного трубопровода на береговой трубосварочной базе, процедура сварки плетей трубопровода на береговой трубосварочной базе и процедура сварки на барже.
[00315] Процедура сварки главного трубопровода на суше проиллюстрирована на Фиг. 3. Процедура сварки главного трубопровода на суше, как правило, выполняется на уровне земной поверхности и рядом с предварительно вырытой траншеей, в которой будет располагаться трубопровод. В одном варианте реализации изобретения, наземные трубопроводы свариваются вместе по секциям, к примеру, до 1 мили в длину. Сварочные станции наземной сварки располагаются рядом друг с другом. Процедуры, выполняемые перед сваркой и после сварки, процесса сварки на суше отделены от фактической сварочной процедуры таким образом, что процедуры, выполняемые перед и после сварки, могут выполняться с их собственной скоростью. После того, как сегменты трубопровода сварены вместе, они опускаются предварительно вырытую траншею.
[00316] Процедура сварки плетей трубопровода проиллюстрирована на Фиг. 4. Процедура сварки плетей трубопровода на суше, как правило, реализуется в предварительно вырытой траншее, в которой будет располагаться трубопровод. Другими словами, секции или сегменты обрезаются до нужной длины и свариваются вместе в предварительно вырытой траншее.
[00317] Процедура сварки главного трубопровода на береговой трубосварочной базе проиллюстрирована на Фиг. 5. Процедура сварки главного трубопровода на береговой трубосварочной базе, как правило, выполняется в обстановке, приближенной к заводской. Все действия процедуры сварки главного трубопровода на береговой трубосварочной базе происходят внутри непрерывного производственного процесса, приближенного и соответствующего заводским условиям. Например, трубы свариваются, проверяются и на них наносится покрытие вдоль монтажной линии для формирования плети труб (например, достигающей, в некоторых случаях, 7 километров). Плети труб хранятся до тех пор, пока они не будут смотаны на корабле для транспортировки к месту их конченого назначения. Другими словами, когда корабль/баржа находится вдалеке от береговой трубосварочной базы, сваренные трубы хранятся в виде длинных секций. Плети труб сматываются на большие катушки на баржах (как правило, в виде J-образной укладки) и разматываются, когда баржа достигает места выполнения работ.
[00318] Процедура сварки плетей трубопровода на береговой трубосварочной базе проиллюстрирована на Фиг. 6. Процедура сварки плетей трубопровода на береговой трубосварочной базе используется для соединения предварительно собранных секций трубопровода или сегментов вместе, в том виде, в котором они будут смотаны на корабль/судно, который, как правило, транспортирует трубопровод к его конечному месту назначения. Соединение охлаждается после нанесения покрытия, что снижает скорость сматывания. Все процедуры сварки плетей трубопровода на береговой трубосварочной базе выполняются на одной и той же станции.
[00319] Процедура сварки на барже проиллюстрирована на Фиг. 7. Процедура сварки на барже, как правило, выполняется в условиях, приближенных к заводским, на борту плавучего основания. Все действия процедуры сварки на барже, как правило, выполняются внутри непрерывного производственного процесса, приближенного и соответствующего заводским условиям. Трубопровод размещается в его конечном месте назначение при отделении от судна.
[00320] Каждое из этих мест выполнения сварки трубопровода может содержать одну или более процедур, описанных в отношении Фиг. 1A и 1B. Одна и более систем, описанных в данной патентной заявке (например, внутренняя система сварки 5004, внутренняя система сварки плетей трубопровода 3001, система продувки и проверки 7001, внешняя система сварки 7500 и внутренняя система охлаждения 2010) могут использоваться в рабочих процедурах таких мест выполнения сварки трубопровода.
[00321] Например, согласно Фиг. 3, процедура сварки главного трубопровода на суше начинается с процедуры подготовки трубы, в которой механически выполняется адаптированная под сварной шов фаска на каждом конце труб. Это выполняется подготовительной бригадой, которая работает на небольшом расстоянии перед бригадой сварщиков. После процедуры подготовки трубы выполняется процедура прохода при заварке корня шва. В одном варианте реализации изобретения, процедура прохода при заварке корня шва выполняется внутренней системой сварки 5004. В одном варианте реализации изобретения, процедура прохода при заварке корня шва выполняется внешней системой сварки 7500 с помощью расположенного изнутри зажима(ов) 7050, 7052. После процедуры прохода при заварке корня шва выполняется процедура горячего прохода. Процедура горячего прохода может выполняться как внешней системой сварки, так и внутренней системой сварки 5004.
[00322] В одном варианте реализации изобретения, обе процедуры - процедура горячего прохода и прохода при заварке корня шва - выполняются внутренней системой сварки 5004. В другом варианте реализации изобретения, только процедура прохода при заварке корня шва выполняется внутренней системой сварки 5004, при этом процедура горячего прохода выполняется внешней системой сварки 7500.
[00323] В одном варианте реализации изобретения, процедура заполняющего и облицовочного прохода выполняются после процедуры горячего прохода. В одном варианте реализации изобретения, процедура заполняющего и облицовочного прохода выполняется внешней системой сварки 7500. В одном варианте реализации изобретения, процедура заполняющего и облицовочного прохода выполняется на множестве станций.
[00324] После процедуры заполняющего и облицовочного прохода выполняется процедура проверки сварного шва. Например, для проверки может использоваться ультразвуковая, рентгенографическая или магнитная проверка области сварного шва. Любые дефекты, обнаруженные во время процедуры проверки сварного шва, устраняются во время процедуры ремонта сварного шва. Сваренные трубы покрываются наплавляемым эпоксидным покрытием. Наплавляемое эпоксидное покрытие накладывается на (нагретый) выступающий конец сваренной трубы таким образом, чтобы наплавляемое эпоксидное покрытие приклеилось к внешней поверхности внутренней части трубы. Процедура нанесения покрытия выполняется независимой бригадой, которая работает после ремонтной бригады. Заем трубопровод опускается в предварительно вырытую траншею. Процедура опускания трубопровода может выполняться независимой бригадой, которая работает перед бригадой, наносящей покрытие.
[00325] Как проиллюстрировано на Фиг. 4, процедура сварки плетей трубопровода на суше начинается с процедуры подготовки трубы. Заранее не известна требуемая длина трубы, таким образом наложение предназначено для процедуры сварки плетей трубопровода на суше. Как только трубы располагаются в траншее, одна труба обрезается для коррекции длины и механически выполняется необходимая фаска на конце трубы. После процедуры подготовки трубы выполняется процедура прохода при заварке корня шва.
[00326] В одном варианте реализации изобретения, процедура прохода при заварке корня шва выполняется внутренней системой сварки плетей трубопровода 3001. В другом варианте реализации изобретения, процедура прохода при заварке корня шва выполняется системой зажима при сварке плетей трубопровода с помощью внешней системы сварки 7500. В другом варианте реализации изобретения, процедура прохода при заварке корня шва выполняется ручным сварочным аппаратом с помощью размещенных снаружи зажимов.
[00327] После процедуры прохода при заварке корня шва выполняется процедура горячего прохода. В одном варианте реализации изобретения, процедура горячего прохода выполняется внутренней системой сварки плетей трубопровода 3001. В другом варианте реализации изобретения, процедура горячего прохода выполняется внешней системой сварки 7500. В другом варианте реализации изобретения, процедура горячего прохода выполняется ручным сварочным аппаратом.
[00328] В одном варианте реализации изобретения, обе процедуры - процедура горячего прохода и прохода при заварке корня шва - выполняются внутренней системой сварки плетей трубопровода 3001. В другом варианте реализации изобретения, только процедура прохода при заварке корня шва выполняется внутренней системой сварки плетей трубопровода 3001, при этом процедура горячего прохода выполняется внешней системой сварки 7500.
[00329] Процедура заполняющего и облицовочного прохода выполняются после процедуры горячего прохода. В одном варианте реализации изобретения, процедура заполняющего и облицовочного прохода выполняется внешней системой сварки 7500. В другом варианте реализации изобретения, процедура заполняющего и облицовочного прохода выполняется ручным сварочным аппаратом. Процедура заполняющего и облицовочного прохода осуществляется снаружи труб. После процедуры заполняющего и облицовочного прохода выполняется процедура проверки сварного шва. Например, для проверки может использоваться ультразвуковая, рентгенографическая или магнитная проверка области сварного шва. Процедура проверки сварного шва осуществляется независимой бригадой, которая работает перед сварочной бригадой. Любые дефекты, обнаруженные во время процедуры проверки сварного шва, устраняются во время процедуры ремонта сварного шва. Процедура ремонта выполняется независимой бригадой, которая работает перед бригадой, выполняющей проверку. Сваренные трубы покрываются наплавляемым эпоксидным покрытием. Наплавляемое эпоксидное покрытие накладывается на (нагретый) выступающий конец сваренной трубы таким образом, чтобы наплавляемое эпоксидное покрытие приклеилось к внешней поверхности внутренней части трубы. Процедура нанесения покрытия выполняется независимой бригадой, которая работает после ремонтной бригады.
[00330] Как проиллюстрировано на Фиг. 5, процедура сварки главного трубопровода на береговой трубосварочной базе начинается с процедуры подготовки трубы, в которой механически выполняется необходимая фаска на концах трубы. После процедуры подготовки трубы выполняется процедура прохода при заварке корня шва. В одном варианте реализации изобретения, процедура прохода при заварке корня шва выполняется внутренней системой сварки 5004. В другом варианте реализации изобретения, процедура прохода при заварке корня шва выполняется системой продувки и проверки с помощью внешней системы сварки 7500. В другом варианте реализации изобретения, процедура прохода при заварке корня шва выполняется внутренними зажимами с помощью внешней системы сварки.
[00331] После процедуры прохода при заварке корня шва выполняется процедура горячего прохода. В одном варианте реализации изобретения, процедура горячего прохода выполняется внутренней системой сварки 5004. В другом варианте реализации изобретения, процедура горячего прохода выполняется внешней системой сварки 7500.
[00332] В одном варианте реализации изобретения, обе процедуры - процедура горячего прохода и прохода при заварке корня шва - выполняются внутренней системой сварки 5004. В другом варианте реализации изобретения, только процедура прохода при заварке корня шва выполняется внутренней системой сварки 5004, при этом процедура горячего прохода выполняется внешней системой сварки 7500. В еще одном варианте реализации изобретения, процедура прохода при заварке корня шва выполняется внешней системой сварки 7500 с помощью внутренних зажимов с продувкой 7001, при этом процедура горячего прохода выполняется внешней системой сварки 7500.
[00333] Процедура проверки сварного шва рентгенографическим излучением выполняется после процедуры горячего прохода. Процедура проверки сварного шва рентгенографическим излучением является необязательной.
[00334] Процедура заполняющего и облицовочного прохода выполняется после процедуры горячего прохода и процедуры проверки сварного шва рентгенографическим излучением. В одном варианте реализации изобретения, процедура заполняющего и облицовочного прохода выполняется внешней системой сварки. В одном варианте реализации изобретения, процедура заполняющего и облицовочного прохода выполняется на множестве станций.
[00335] После процедуры заполняющего и облицовочного прохода выполняется процедура проверки сварного шва для выполнения проверки сварного шва сварного соединения. Например, для проверки может использоваться ультразвуковая, рентгенографическая или магнитная проверка области сварного шва. Любые дефекты, обнаруженные во время процедуры проверки сварного шва, устраняются во время процедуры ремонта сварного шва. Сваренные трубы покрываются покрытием из полипропилена, полученного литьем под давлением. Покрытие из полипропилена, полученного литьем под давлением, накладывается на (предварительно нагретые до 180°C) выступающие концы трубы таким образом, чтобы покрытие из полипропилена, полученного литьем под давлением, приклеилось к внешней поверхности внутренней части трубы. После процедуры нанесения покрытия выполняется процедура охлаждения. Допускается охлаждение труб потоком воздуха в течение определенного времени.
[00336] Как проиллюстрировано на Фиг. 6, процедура сварки плетей трубопровода на береговой трубосварочной базе начинается с процедуры подготовки трубы, в которой механически выполняется необходимая фаска на концах трубы. После процедуры подготовки трубы выполняется процедура прохода при заварке корня шва. В одном варианте реализации изобретения, процедура прохода при заварке корня шва выполняется внутренней системой сварки плетей трубопровода 3001. В другом варианте реализации изобретения, процедура прохода при заварке корня шва выполняется системой зажимного устройства с продувкой 7001 с помощью внешней системы сварки 7500. В другом варианте реализации изобретения, процедура прохода при заварке корня шва выполняется внутренними зажимами с помощью внешней системы сварки.
[00337] После процедуры прохода при заварке корня шва выполняется процедура горячего прохода. В одном варианте реализации изобретения, процедура горячего прохода выполняется внутренней системой сварки плетей трубопровода 3001. В другом варианте реализации изобретения, процедура горячего прохода выполняется внешней системой сварки.
[00338] В одном варианте реализации изобретения, обе процедуры - процедура горячего прохода и прохода при заварке корня шва - выполняются внутренней системой сварки плетей трубопровода 3001. В другом варианте реализации изобретения, только процедура прохода при заварке корня шва выполняется системой сварки плетей трубопровода 3001.
[00339] Процедура проверки сварного шва рентгенографическим излучением выполняется после процедуры горячего прохода. Процедура проверки сварного шва рентгенографическим излучением является необязательной.
[00340] Процедура заполняющего и облицовочного прохода выполняются после процедуры горячего прохода. В одном варианте реализации изобретения, процедура заполняющего и облицовочного прохода выполняется внешней системой сварки. В одном варианте реализации изобретения, процедура заполняющего и облицовочного прохода выполняется на множестве станций.
[00341] После процедуры заполняющего и облицовочного прохода выполняется процедура проверки сварного шва для выполнения проверки сварного шва сварного соединения. Например, для проверки может использоваться ультразвуковая, рентгенографическая или магнитная проверка области сварного шва. Любые дефекты, обнаруженные во время процедуры проверки сварного шва, устраняются во время процедуры ремонта сварного шва. Сваренные трубы покрываются покрытием из полипропилена, полученного литьем под давлением. Покрытие из полипропилена, полученного литьем под давлением, накладывается на (предварительно нагретые до 180°C) выступающие концы трубы таким образом, чтобы покрытие из полипропилена, полученного литьем под давлением, приклеилось к внешней поверхности внутренней части трубы. После процедуры нанесения покрытия выполняется процедура охлаждения. В одном варианте реализации изобретения, трубы могут охлаждаться за счет разливания или распыления воды по наружной поверхности изоляции. В другом варианте реализации изобретения, трубы могут охлаждаться внутренней системой охлаждения. В одном варианте реализации изобретения, трубы могут сматываться на судно после процедуры охлаждения. В одном варианте реализации изобретения, температура труб должна находиться в интервале от 50 до 70°C во время процедуры намотки для того, чтобы предотвратить любое повреждение во время процесса намотки. В одном варианте реализации изобретения, все процедуры последовательности сварки плетей трубопровода на береговой трубосварочной базе выполняются на одном и том же местоположении.
[00342] Как проиллюстрировано на Фиг. 7, процедура сварки плетей трубопровода на барже начинается с процедуры подготовки трубы, в которой механически выполняется необходимая фаска на концах трубы. После процедуры подготовки трубы выполняется процедура прохода при заварке корня шва. В одном варианте реализации изобретения, процедура прохода при заварке корня шва выполняется внутренней системой сварки 5004. В другом варианте реализации изобретения, процедура прохода при заварке корня шва выполняется системой зажимного устройства с продувкой 7001 с помощью внешней системы сварки 7500. В другом варианте реализации изобретения, процедура прохода при заварке корня шва выполняется внутренними зажимами с помощью внешней системы сварки 7500.
[00343] После процедуры прохода при заварке корня шва выполняется процедура горячего прохода. В одном варианте реализации изобретения, трубы продвигаются для выполнения процедуры горячего прохода после выполнения процедуры прохода при заварке корня шва. В одном варианте реализации изобретения, процедура горячего прохода выполняется внутренней системой сварки 5004. В другом варианте реализации изобретения, процедура горячего прохода выполняется внешней системой сварки.
[00344] В одном варианте реализации изобретения, обе процедуры - процедура горячего прохода и прохода при заварке корня шва - выполняются внутренней системой сварки 5004. В другом варианте реализации изобретения, только процедура прохода при заварке корня шва выполняется внутренней системой сварки 5004. Процедура проверки сварного шва рентгенографическим излучением выполняется после процедуры горячего прохода. Процедура проверки сварного шва рентгенографическим излучением является необязательной.
[00345] Процедура заполняющего и облицовочного прохода выполняется после процедуры горячего прохода и процедуры проверки сварного шва рентгенографическим излучением. В одном варианте реализации изобретения, процедура заполняющего и облицовочного прохода выполняется внешней системой сварки. В одном варианте реализации изобретения, процедура заполняющего и облицовочного прохода выполняется на множестве станций.
[00346] После процедуры заполняющего и облицовочного прохода выполняется процедура проверки сварного шва для выполнения проверки сварного шва. Например, для проверки может использоваться ультразвуковая, рентгенографическая или магнитная проверка области сварного шва. Любые дефекты, обнаруженные во время процедуры проверки сварного шва, устраняются во время процедуры ремонта сварного шва. Сваренные трубы покрываются покрытием из полипропилена, полученного литьем под давлением. Покрытие из полипропилена, полученного литьем под давлением, накладывается на (предварительно нагретые до 180°C) выступающие концы трубы таким образом, чтобы покрытие из полипропилена, полученного литьем под давлением, приклеилось к внешней поверхности внутренней части трубы. После процедуры нанесения покрытия выполняется процедура охлаждения. В одном варианте реализации изобретения, трубы могут охлаждаться за счет разливания или распыления воды по наружной поверхности изоляции. В одном варианте реализации изобретения, процедура охлаждения выполняется на множестве станций. В другом варианте реализации изобретения, трубы могут охлаждаться внутренней системой охлаждения. В одном варианте реализации изобретения, трубы сталкиваются с конца судна в S-образной конфигурации. В одном варианте реализации изобретения, температура труб должна находиться в интервале от 50 до 70°C во время процедуры S-образной укладки труб для предотвращения любого повреждения во время процедуры S-образной укладки труб.
[00347] В одном варианте реализации изобретения, предоставляется полевая система 5000 для сварки двух труб 1022а, 1022b. В данном документе термина «полевая система» является общим термином, предназначенным для обозначения изложенной в данном документе систем(ы) в целом, и/или любой из подсистем самой по себе. К примеру, «полевая система» может обозначать комбинацию внутренней системы проверки, внешнего сварочного аппарата, внутреннего охладителя трубы и системы неразрушающей ультразвуковой проверки вместе с удаленной системой обработки uLog (например, удаленной компьютерной системой 13704). В другом примере, «полевая система» может обозначать, к примеру, отдельно внутреннюю систему сварки, отдельно внутреннюю систему проверки, отдельно внутреннюю систему охлаждения, отдельно сварочный аппарат для сварки плетей трубопровода. Другими словами, «полевая система» может обозначать, к примеру, отдельно внутреннюю систему сварки 5004, отдельно внутреннюю систему проверки 7001, отдельно внутреннюю систему охлаждения 6500, отдельно сварочный аппарат для сварки плетей трубопровода 3001.
[00348] Как иллюстрировано на Фиг. 8, 9, 10-1, 10-2 и 10-3, в одном варианте реализации изобретения, каждый сегмент трубы 1022a или 1022b, имеет продольную ось, как показано стрелкой A-A. Как станет ясно из описания ниже, полевая система 5000 выполнена с возможностью служить опорой для множества сегментов трубы 1022а, 1022b, и регулировать их положение и/или ориентацию пока оба сегмента трубы 1022а, 1022b не будут выровнены вдоль одной продольной оси А-А, а один конец каждого из сегментов трубы 1022а, 1022b не соединится впритык в местах стыковки. Фиг. 9 иллюстрирует укрупненный вид полевой системы 5000 на Фиг. 8, в которой кромки образуют контактную поверхность 5002 (также известную, как соединение с «подгонкой»). В одном варианте реализации изобретения, полевая система 5000 содержит внутреннюю систему сварки 5004, которая наносит сварочный шов на внутреннюю контактную поверхность 5002 изнутри подогнанных сегментов трубы 1022а, 1022b. Для наложения сварного шва на внутреннюю поверхность соединения 5002 внутренняя система сварки 5004 вкатывается через конец одного из сегментов трубы 1022b, как проиллюстрировано на Фиг. 10-1. Затем, второй сегмент трубы 1022а размещается и регулируется до тех пор, пока оба сегмента 1022а, 1022b не будут должным образом выровнены. В одном варианте реализации изобретения, внутренняя система сварки 5004 накладывает сварной шов (например, дуговой сваркой металлическим электродом в среде защитного газа «GMAW») изнутри сегментов трубы 1022а, 1022b на боковую поверхность или сопрягаемую поверхность сегмента трубы 1022а, 1022b и в v-образный зазор, образованный скошенной кромкой/фаской двух сегментов трубы 1022а, 1022b (может использоваться другая форма поперечного разреза, отличающаяся от v-образного зазора).
[00349] Фиг. 9А иллюстрирует частичный поперечный разрез трубопровода 1024, демонстрирующий идеальное выравнивание сварочной головки 5502 внутренней системы сварки 5004 по отношению к внутренней разделке шва 5228 и 5232 (вдоль продольной оси А-А труб 1022а, 1022b). В проиллюстрированном варианте реализации изобретения, трубы 1022а, 1022b идеально выровнены относительно друг друга и не имеют никакого ступенчатого перехода (т. е., разницы по высоте между фасками труб 1022а, 1022b после выравнивания трубы).
[00350] В одном варианте реализации изобретения, полевая система 5000 может содержать наружные зажимы 5302, используемые для наружной фиксации труб вместе (внешнее по отношению к трубам). В одном варианте реализации изобретения, внешние зажимы 5302 имеют пруты поперек сварного соединения, и сварка может выполняться в ручном режиме. В одном варианте реализации изобретения, внешние зажимы 5302 могут приводиться в действие гидравлически или могут приводиться в действие механически (например, с использованием ручного рычага). Например, в одном варианте реализации изобретения, внешние зажимы 5302 могут быть зажимами тип-тон, как проиллюстрировано на Фиг. 7A и 7B.
[00351] В одном варианте реализации изобретения, внутренняя система сварки 5004 соединена с внешней структурой/системой (т. е. внешней по отношению к свариваемым трубам 1022а, 1022b) посредством фала 5034 (как проиллюстрировано на Фиг. 10-1). В одном варианте реализации изобретения, внешняя система представляет собой удаленную обрабатывающую систему uLog. В одном варианте реализации изобретения, фал 5034 может иметь длину в интервале от 40 до 80 футов (например, для трубы, длина которой составляет от 40 до 80 футов). В одном варианте реализации изобретения, фал 5034 может называться «приводная тяга». В одном варианте реализации изобретения, приводная тяга/фал 5034 может быть жестко соединена с внутренней системой сварки 5004. Другими словами, приводная тяга/фал 5034 является постоянным элементом внутренней системы сварки 5004. В одном варианте реализации изобретения, фал 5034 содержит структурный трубчатый элемент, защищающий все кабели, провода и шланги (например, которые соединяют внешнюю структуру/систему и внутреннюю систему сварки 5004) от повреждения.
[00352] В одном варианте реализации изобретения, когда внутренняя система сварки 5004 перемещается от одного соединения (сварного) трубы к следующему соединению (сварному) трубы, фал 5034 отсоединяется в точке отсоединения DP (как проиллюстрировано на Фиг. 10-2). Такое отсоединение способствует размещению нового/поступающего сегмента трубы 1022а в определенном положении по отношению к первой трубе 1022b. Фиг. 10-2 иллюстрируют, что кабели, шланги и провода (например, которые соединяют внешнюю структуру/систему и внутреннюю система сварки 5004) на конце каждой приводная тяга/фала 5034 отсоединяются и что новый/поступающий сегмент трубы 1022а размещается в определенном положении по отношению к первой трубе 1022b.
[00353] Как проиллюстрировано на Фиг. 10-3, в одном варианте реализации изобретения, после поступающей трубы 1002а, размещенной в определенном положении по отношению к первой трубе 1002b, фал 5034 может высовываться/вытягиваться из поступающей трубы 1002а на расстояние HР. В одном варианте реализации изобретения, расстояние HР, на которое может высовываться/вытягиваться фал 5034 из поступающей трубы 1002а находится в пределах от 1 до 5 футов.
[00354] Фал 5034, как правило, используется для подачи жидкости (сжатого воздуха), передачи электрических сигналов и/или передачи коммуникационных сигналов между внешней структурой/системой и внутренней системой сварки 5004. В одном варианте реализации изобретения, система сварки плетей трубопровода 3001 не содержит приводную тягу или фал.
[00355] Например, фал 5034 может содержать линию электропитания сварки, выполненную с возможностью подачи электропитания к сварочным горелкам. В одном варианте реализации изобретения, фал 5034 содержит три линии электропитания сварки для независимой подачи электропитания трем связанным сварочным горелкам во внутренней система сварки 5004. В одном варианте реализации изобретения, количество линий электропитания сварки в фале 5034 может меняться и зависеть от количества сварочных горелок во внутренней системе сварки 5004.
[00356] В одном варианте реализации изобретения, фал 5034 может содержать коммуникационные линии, выполненные с возможностью обмениваться данными с измерительным датчиком 5056, камерой контроля 5112 и/или другими электронными модулями (например, для запуска или остановки сварки) внутренней системы сварки 5004. В одном варианте реализации изобретения, обмен данными с внутренней системой сварки 5004, включая обмен данными с измерительным датчиком 5056, камерой контроля 5112, и/или другими электронными компонентами внутренней системы сварки 5004, может выполняться беспроводным способом. Следует понимать, что если предоставляется множество сварочных горелок, то также предоставляется множество измерительных датчиков/лазеров 5056.
[00357] В одном варианте реализации изобретения, фал 5034 может содержать линию подачи жидкости, выполненную с возможностью обеспечивать подачу сжатого воздуха во внутреннюю систему сварки 5004. В одном варианте реализации изобретения, фал 5034 может содержать другие (отдельные) линии электропитания, выполненные с возможностью подавить электроэнергию для батарей 5116 для их подзарядки. В одном варианте реализации изобретения, отдельная линия электропитания для подзарядки батарей 5116 является необязательной. В одном варианте реализации изобретения, фал 5034 может содержать отдельную линию электропитания, выполненную с возможностью подачи питания к одному или более электронным модулям, и/или двигателям внутренней системы сварки 5004. В другом варианте реализации изобретения, отдельная линия электропитания является необязательной.
[00358] В одном варианте реализации изобретения, внутренняя система сварки 5004 используется для труб, имеющих внутренний диаметр от 26 до 28 дюймов с толщиной стенки трубы от 0 до 1 дюйма. В связи с этим, внутренняя система сварки 5004 выполнена с возможностью соответствовать размеру отверстия от 24 до 28 дюймов. В одном варианте реализации изобретения, внутренняя система сварки 5004 используется для труб, имеющих внутренний диаметр 24 дюйма или меньше с толщиной стенки трубы от 0 до 1 дюйма. В одном варианте реализации изобретения, внутренняя система сварки 5004 используется для труб, имеющих наружный диаметр 24 дюйма или меньше. В одном варианте реализации изобретения, внутренняя система сварки 5004 используется для труб, имеющих наружный диаметр от 26 до 28 дюймов.
[00359] Фиг. 10A иллюстрирует сооружаемую внутреннюю систему сварки 5004, выполненную по размеру и размещаемую в трубах, имеющих внутренний диаметр 26 дюймов с толщиной стенки 1 дюйм. Например, в одном варианте реализации изобретения, наружный диаметр каркасной конструкции внутренней системы сварки 5004 составляет 23,32 дюйма применительно к трубам с внутренним диаметром 26 дюймов (с толщиной стенки 1 дюйм). Например, для трубы с внутренним диаметром 26 дюймов (с толщиной стенки 1 дюйм) наружный диаметр каркасной конструкции (не имеющей собственных колес) внутренней системы сварки 5004 составляет 23,32 дюйма.
[00360] Фиг. 10В иллюстрирует сооружаемую внутреннюю систему сварки 5004, выполненную по размеру и размещаемую в трубах, имеющих внутренний диаметр 24 дюйма с толщиной стенки 1 дюйм. Например, в одном варианте реализации изобретения, наружный диаметр каркасной конструкции внутренней системы сварки 5004 составляет 21,32 дюйма применительно к трубам с внутренним диаметром 24 дюймов (с толщиной стенки 1 дюйм). Например, для трубы с внутренним диаметром 24 дюйма наружный диаметр каркасной конструкции (не имеющей собственных колес) внутренней системы сварки 5004 составляет 21,32 дюйма.
[00361] В одном варианте реализации изобретения, диаметр каркаса внутренней системы сварки 5004 может зависеть от возможности внутренней системы сварки проходить через изгибы трубы. В одном варианте реализации изобретения, стандартный минимальный радиус изгиба трубы составляет 30 умноженное на D, где D - наружный или внешний диаметр трубы. Другими словами, радиус оси поворота трубы в 30 раз больше наружного или внешнего диаметра трубы. Например, для трубы с наружным или внешним диаметром 26 дюймов минимальный радиус изгиба, необходимый для прохождения внутренней системы сварки 5004 составляет 780 дюймов (т. е. (26 дюймов) x 30). Например, для трубы с наружным или внешним диаметром 24 дюйма минимальный радиус изгиба, необходимый для прохождения внутренней системы сварки 5004 составляет 720 дюймов (т. е. (24 дюймов) x 30). В одном варианте реализации изобретения, длина каркаса внутренней системы сварки 5004 ограничена его размещением.
[00362] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 1°C и 10D, полевая система 5000 может содержать платформу 5330 для транспортировки и перемещения первой трубы 1022а и второй трубы 1022b. В одном варианте реализации изобретения, платформа 5330 выполнена с возможностью подведения второй трубы 1022а со второго 1038b конца первой трубы 1022b после установки каркаса внутренней системы сварки 5004 на втором конце первой трубы 1022b. В одном варианте реализации изобретения, платформа 5330 может называться «модуль стыковки» (LUM).
[00363] В одном варианте реализации изобретения, при необходимости, для удержания труб 1022а, 1022b могут использоваться несколько платформ. Например, если труба 1022а, 1022b небольшая и гибкая, могут использоваться не менее четырех платформ, установленных с промежутками вдоль всей длины трубы 1022а, 1022b. Если труба 1022а или 1022b большая и жесткая, могут использоваться только две платформы вдоль всей длины трубы 1022а, 1022b.
[00364] В одном варианте реализации изобретения, могут использоваться две платформы для транспортировки и перемещения трубы таким образом, что каждая платформа устанавливается на конце трубы. В одном варианте реализации изобретения, для транспортировки и перемещения трубы используются три платформы таким образом, что две платформы устанавливаются на концах трубы, а одна платформа устанавливается в центральной части секции трубы. В одном варианте реализации изобретения, размещенная по центру платформа выполнена с возможностью обеспечить только поддержку и без возможности соединения. В одном варианте реализации изобретения, платформа 5330, используемая для поступающей трубы 1022а, может быть полностью выполнена с возможностью транспортировать, перемещать и подводить поступающую трубу 1022а ко второму концу первой трубы 1022b (после того, ка к узел каркаса внутренней системы сварки 5004 установлен на втором конце первой трубы 1022b) и повторного выравнивания поступающей трубы 1022а в том случае, если данные профиля предварительного сварного шва обнаруживают необходимость регулировки.
[00365] В одном варианте реализации изобретения, платформа 5330 может содержать набор внешних по отношению к трубам 1022а, 1022b приводимых в действие роликов 5332. В одном варианте реализации изобретения, ролики 5332 платформы 5330 могут называться «наружные поворотные элементы». В одном варианте реализации изобретения, наружная поверхность 5346 и/или 5348 (как проиллюстрировано на Фиг. 2G) первой трубы 1022a и/или второй трубы 1022b входят в подвижное соприкосновение с наружным(и) поворотным(и) элементом(ами) 5332, что способствует регулировке относительного положения труб 1022а, 1022b на основе инструкций от одного или более процессоров 5140.
[00366] В одном варианте реализации изобретения, платформа 5330 содержит зафиксированный каркас 5334, выполненный с возможностью жестко соединятся с поверхностью (например, основанием), первый подвижный каркас 5336, выполненный с возможностью перемещения для позиционирования трубы в горизонтальной плоскости, и второй подвижный каркас 5338, выполненный с возможностью позиционирования трубы в вертикальной плоскости.
[00367] В одном варианте реализации изобретения, платформа 5330 может приводится в действие гидравлически. Например, гидравлические цилиндры 5340, размещенные по бокам платформы 5330 могут быть выполнены с возможностью перемещения второго подвижного каркаса 5338. В одном варианте реализации изобретения, гидравлический цилиндр(ы) 5342, размещенные под платформой 5330 могут быть выполнены с возможностью перемещения первой подвижной платформы 5336. В одном варианте реализации изобретения, перемещение платформ 5330 (размещенных с обоих концов труб) может быть скоординированным для регулировки линейного перемещения трубы 1022а или 1022b во всех трех направлениях (вверх-вниз, влево-вправо, назад-вперед) и регулировки углового перемещения трубы 1022а или 1022b в двух направлениях (наклона в вертикальной и горизонтальной плоскости)).
[00368] В одном варианте реализации изобретения, платформа 5330 функционально связана с одним или более процессорами 5140. В одном варианте реализации изобретения, платформа 5330 соединена беспроводным способом или с использованием проводного соединения с одним или более процессорами 5140 таким образом, что в случае если данные профиля предварительного сварного шва обнаруживают необходимость регулировки, гидравлические цилиндры 5340 и 5342 приводятся в действие для перемещения и повторного выравнивания поступающей трубы 1022а на основе данных профиля предварительного сварного шва. В одном варианте реализации изобретения, размещенные снаружи ролики 5332 могут быть функционально связаны и управляться одним или более процессорами 5140 посредством первого подвижного каркаса 5336 и второго подвижного каркаса 5338.
[00369] В одном варианте реализации изобретения, платформа 5300 может приводится в действие электрически. Например, Фиг. 73 иллюстрирует приводимые в действие электричеством платформы 6010А и 6010В. В одном варианте реализации изобретения, ролики платформ 6010А и 6010В могут управляться двигателями для линейного и/или углового перемещения трубы 1022а или 1022b. В одном варианте реализации изобретения, платформы 6010А 6010В могут содержать двигатели, функционально связанные с шарико-винтовой передачей, позволяющей перемещать первый подвижный каркас и/или второй подвижный каркас.
[00370] В общем случае, при выравнивании труб для сварочной процедуры, могут возникать две ошибки выравнивания, к примеру, ошибка углового выравнивания трубы и ошибка позиционирования трубы. Как проиллюстрировано на Фиг. 10E, ошибка углового выравнивания приводит к возникновению зазора 5344 на одной стороне трубы. Как проиллюстрировано на Фиг. 10F, ошибка позиционирования приводит к появлению ступенчатого перехода, т. е. выступа на одной стороне (например, 1022b), и впадины на другой стороне (e. g.,1022a).
[00371] В одном варианте реализации изобретения, платформы 5330 или платформы 6010А и 6010В используются при выравнивании трубопровода и сварочных процедурах на суше. В условиях установки трубопровода в море, обе ошибки - углового выравнивания и позиционирования - могут корректироваться посредством передачи управляющих сигналов от одного или более процессоров 5140 платформе 5330 или платформам 6010А и 6010В (для управления соответствующими роликами 5332). Таки образом, один или боле процессоров 5140 выполнены с возможностью регулировать относительное положение между трубами (для корректировки ошибок их выравнивания) посредством управления платформой 5330 или платформами 6010A и 6010B. В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью приведения в действие платформы 5330 для относительного перемещения между собой первой трубы 1022а и второй трубы 1022b на основе данных о профиле предварительного сварного шва для изменения области контактной поверхности 5136 между трубами 1022а, 1022b перед сварочными операциями на основе инструкций от одного или более процессоров 5140.
[00372] В одном варианте реализации изобретения, трубы 1002а, 1002b могут выравниваться краном и зажимом (внутренним или внешним). В одном варианте реализации изобретения, зажимы могут быть построены и смонтированы для выравнивания двух труб 1022а, 1022b как горизонтально, так и вертикально. В одном варианте реализации изобретения, кран выполнен с возможностью управления осевым положением и по двум углам (наклона в вертикальной и горизонтальной плоскости).
[00373] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 11, внутренняя система сварки 5004 содержит самую переднюю секцию 5006, центральную секцию 5008 и секцию привода 5010.
[00374] В одном варианте реализации изобретения, элементы каркаса самой передней секции 5006, центральной секции 5008 и секции привода 5010 вместе могут называться узел каркаса или каркас внутренней системы сварки 5004. В одном варианте реализации изобретения, каркас или узел каркаса внутренней системы сварки 5004 могут быть выполнены с возможностью поддержки всех компонентов каждой из секций: самой передней секции 5006, центральной секции 5008 и секции привода 5010. В одном варианте реализации изобретения, каркас или узел каркаса внутренней системы сварки 5004 может содержать самую переднюю секцию каркаса 5026 (как проиллюстрировано на Фиг. 12), переднюю секцию каркаса 5068 (как проиллюстрировано на Фиг. 23), и секцию привода каркаса 5278 (как проиллюстрировано на Фиг. 32A). В одном варианте реализации изобретения, каркас или узел каркаса внутренней система сварки 5004 выполнен с возможностью размещения внутри труб 1022а, 1022b.
[00375] В одном варианте реализации изобретения, самая передняя секция 5006 является секцией, где подключены внешние кабели, провода и шланги от внешней системы/структуры (внешней по отношению к свариваемым трубам). В одном варианте реализации изобретения, самая передняя секция 5006 выполнена с возможностью размещения в ней всех компонентов, обеспечивающих выполнение сварочного шва, как описано более подробно ниже. В одном варианте реализации изобретения, центральная секция 5008 выполнена с возможностью выравнивания сегментов трубы 1022а, 1022b и выполнения сварочных процедур. В одном варианте реализации изобретения, секция привода 5010 выполнена с возможностью перемещения внутренней системы сварки 5004 от одного соединения трубы к следующего соединению трубы. В одном варианте реализации изобретения, секция привода 5010 также выполнена с возможностью размещения в ней батарей, сжатого воздуха и защитного газа, которые являются частью внутренней системы сварки 5004, необходимой для работы.
[00376] В одном варианте реализации изобретения, некоторые компоненты внутренней системы сварки 5004 размещены таким образом, что половина компонентов размещена в самой передней секции 5006, а оставшиеся компоненты размещены в центральной секции 5008. В одном варианте реализации изобретения, некоторые компоненты внутренней системы сварки 5004 размещены в одной из трех секций внутренней системы сварки 5004, но при этом соединены с другими тремя секциями внутренней системы сварки 5004. Например, компоненты внутренней системы сварки 5004 размещены в самое передней секции 5006 внутренней системы сварки 5004 и соединены только с центральной секцией 5008 внутренней системы сварки 5004.
[00377] Фиг. 12 иллюстрирует укрупненный вид самой передней секции 5006 внутренней системы сварки 5004. В одном варианте реализации изобретения, самая передняя секция 5006 внутренней системы сварки 5004 содержит сцепное устройство 5012, самый передний электронный модуль 5014, контактное кольцо 5016, клапан управления передним зажимом 5018, узел подачи проволоки 5020, датчик переднего положения 5022, регулируемые направляющие 5024, самую переднюю секцию каркаса 5026, направляющие ролики 5028, передний двигатель вращения 5030 и переднюю вращающуюся муфту 5032. В одном варианте реализации изобретения, самый передний электронный модуль 5014 может содержать один или более процессоров 5014. В одном варианте реализации изобретения, клапан управления передним зажимом 5018, датчик переднего положения 5022 и передний двигатель вращения 5030 могут быть функционально связаны с один или более процессоров 5140.
[00378] Фиг. 13-22 иллюстрируют вид различных компонентов самой передней секции 5006 внутренней системы сварки 5004. Например, Фиг. 13 иллюстрирует сцепное устройство 5012, Фиг. 14 иллюстрирует переднюю вращающуюся муфту 5032, Фиг. 15 иллюстрирует переднее контактное кольцо 5016, Фиг. 16 иллюстрирует самую переднюю секцию каркаса 5026, Фиг. 17 иллюстрирует регулируемые направляющие 5024, Фиг. 18 иллюстрирует направляющие ролики 5028, Фиг. 19 иллюстрируют передний двигатель вращения 5030, Фиг. 20 иллюстрирует клапан управления передним зажимом 5018, Фиг. 21 иллюстрирует датчик переднего положения 5022, и Фиг. 22 иллюстрирует узел подачи проволоки 5020, соответственно.
[00379] Фиг. 11A иллюстрирует вид фала 5034, на котором внутренняя система сварки 5004 выполнена с возможностью соединения с первым концом 5035 фала 5034, и систему управления оператора 5039, выполненную с возможностью соединения со вторым концом 5037 фала 5034. В одном варианте реализации изобретения, первый конец 5035 фала 5034 соединен со сцепным устройством 5012 самой передней секцией 5006 внутренней системы сварки 5004. В одном варианте реализации изобретения, обмен данными (внутренней системы сварки 5004) с системой Ulog выполнен с возможностью его организации посредством одного или более процессоров, или модулей в системе управления оператора 5039. В одном варианте реализации изобретения, система управления оператора 5039 размещается снаружи по отношению к свариваемым трубам 1022а, 1022b.
[00380] В одном варианте реализации изобретения, самая передняя секция каркаса 5026 построена и смонтирована для размещения в ней/поддержки всех компонентов самой передней секции 5006 внутренней системы сварки 5004. В одном варианте реализации изобретения, самая передняя секция каркаса 5026 построена и смонтирована для обеспечения точке крепления для всех компонентов спереди внутренней системы сварки 5004 и защиты этих компонентов от повреждения. В одном варианте реализации изобретения, самая передняя секция каркаса 5026 построена и смонтирована для направления новых сегментов трубы для выравнивания с предыдущими/существующими сегментами. В одном варианте реализации изобретения, самая передняя секция 5026 может быть сделана из стали или других материалов, как будет понятно специалистам в данной области техники.
[00381] В одном варианте реализации изобретения, самая передняя секция каркаса 5026 построена и смонтирована таким образом, что содержит носовой обтекатель конусной формы, позволяющий внутренней системе сварки 5004 с легкостью перемещаться в новых сегментах трубы во время соединения/сварки новых сегментов трубы с предыдущими/существующими сегментами трубы. В одном варианте реализации изобретения, носовой обтекатель конусной формы самого переднего каркаса 5026 может служить выравнивающей структурой, выполненной с возможностью способствовать выравниванию второй трубы 1022b по отношению к первой трубе 1022а. В одном варианте реализации изобретения, носовой обтекатель конусной формы выполнен с возможностью выдвигаться наружу из второго конца первой трубы 1022а, что способствует выравниванию второй трубы 1022b по отношению к первой трубе 1022а.
[00382] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 12, самая передняя секция каркаса 5026 содержит датчик 5352, выполненный с возможностью определять конец трубы, когда каркас внутренней системы сварки 5004 возвращается в отверстие трубы после сварки предыдущей трубы. В одном варианте реализации изобретения, датчик 5352 может быть выполнен с возможностью быть подвижным вместе с каркасом внутренней системы сварки 5004. В одном варианте реализации изобретения, датчик 5352 функционально связан или соединен с один или более процессоров 5140.
[00383] В одном варианте реализации изобретения, датчик 5352 может быть поворотным переключателем. Например, поворотный переключатель может иметь выступающий вниз стержень или провод, смещенный в сторону внутренней поверхности трубы и выполненный с возможностью продвигаться, касаясь внутренней поверхности трубы до того момента, пока он не достигнет ее края, и выдвигаться вниз после достижения края трубы для приведения в действие поворотного переключателя, обнаруживая, таким образом, конец трубы. Например, когда самая передняя секции каркаса 5026 достигает конца трубы, ее часть выдвинется наружу из трубы для того, чтобы принять на себя следующую свариваемую трубу, при этом провод выполнен с возможностью выдвигаться наружу из его нормального положения для обнаружения конца трубы. В другом варианте реализации изобретения, датчик 5352 может быть датчиком линейного перемещения, выполненным с возможностью быть функционально связанным с колесами/роликами внутренней системы сварки 5004 для определения расстояния, которое проходит внутренняя система сварки 5004 и использования этой информации для определения/обнаружения конца трубы известной длины.
[00384] В одном варианте реализации изобретения, датчик 5352 выполнен с возможностью обнаруживать область контактной поверхности 5136 между трубами 1022а, 1022b. В одном варианте реализации изобретения, один или более процессоров 5140 выполнен с возможностью управлять приводными двигателями 5124 для перемещения каркаса внутренней системы сварки 5004 по меньшей мере через одну из труб 1022а, 1022b до тех пор, пока датчик 5352 не обнаружит область контактной поверхности 5136. В одном варианте реализации изобретения, датчик 5352 выполнен с возможностью обнаруживать размещение внутренней системы сварки 5004 в области контактной поверхности между двумя трубами 1002а, 1002b. В одном варианте реализации изобретения, датчик 5352 может быть измерительным датчиком 5056. В одном варианте реализации изобретения, датчик 5352 может быть лазером. В одном варианте реализации изобретения, датчик 5352 может быть камерой контроля 5112. В одном варианте реализации изобретения, измерительный датчик 5056 и/или камера контроля 5112 выполнены с возможностью выполнять также и измерительные функции датчика 5352.
[00385] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 12, конец 5208 самой передней секции каркаса 5026 выполнен с возможностью соединения с фланцевой частью 5210 (как проиллюстрировано на Фиг. 23) переднего зажима 5142 центральной секции 5008. В одном варианте реализации изобретения, конец 5208 самой передней секции каркаса 5026 выполнен с возможностью соединения с фланцевой частью 5210 переднего зажима 5142 центральной секции 5008 с использованием крепежных элементов, например, болтов 5212 (как проиллюстрировано на Фиг. 23).
[00386] Передняя вращающаяся муфта 5032 в самой передней секции 5006 проиллюстрирована на Фиг. 12 и 14. Вращающаяся муфта, в общем случае, представляет собой муфту или соединение, построенное и смонтированное так, чтобы обеспечить вращение двух объединенных/соединенных элементов. Вращающаяся муфта построена и смонтирована таким образом, чтобы обеспечить уплотнение между стационарным подающим каналом (трубой или трубопроводом) и вращающимся элементом (барабаном, цилиндром или шпинделем) для предотвращения попадания текучей среды и/или ее вытекания из вращающегося элемента. Текучие среды, которые, как правило, используются с вращающимися муфтами, включают сжатый воздух и продувочный газ. Вращающаяся муфта, как правило, содержит корпус, вал, уплотнение и подшипник. Подшипники и уплотнение смонтированы вокруг вала. Подшипники используются для того, чтобы элемент вращающегося соединения, как вал, так и корпус, мог вращаться. Уплотнение построены и смонтированы для предотвращения вытекания наружу текучей среды (например, сжатого воздуха или продувочного газа) через вращающуюся муфту во время работы. Во время работы вращающаяся муфта зажимается на впускном клапане для смыкания с выпускным клапаном. В это время текучая среда проходит во вращающуюся муфту из своего источника и удерживается внутри вращающейся муфты во время ее перемещения. Эта текучая среда покидает вращающуюся муфту, когда пересекается с отверстием клапана во время вращения, и больше текучей среды снова попадает во вращающуюся муфту при следующем вращении.
[00387] В одном варианте реализации изобретения, передняя вращающаяся муфта 5032 выполнена с возможностью обеспечить прохождение через нее потока сжатого воздуха. В одном варианте реализации изобретения, передняя вращающаяся муфта 5032 (например, описанная в отношении Фиг. 25) построена и смонтирована для приема сжатого воздуха из задней вращающейся муфты 5072 (к примеру, посредством заднего контактного кольца 5080, поворотной ступицы 5078 и переднего контактного кольца 5016). Задняя вращающаяся муфта имеет, преимущественно, те же компоненты и работает, преимущественно, таким же образом, что и передняя вращающаяся муфта 5032, и, следовательно, не проиллюстрировано также детально, как передняя вращающаяся муфта 5032.
[00388] В одном варианте реализации изобретения, передняя вращающаяся муфта 5032 построена и смонтирована для передачи части полученного сжатого воздуха в клапан управления передним зажимом 5018 (для приведения в действие и управления передним зажимом 5142) посредством клапана 5204. В одном варианте реализации изобретения, передняя вращающаяся муфта 5032 построена и смонтирована для передачи оставшейся части полученного сжатого воздуха в компрессор или внешний баллон системы подачи воздуха 5029 (как проиллюстрировано на Фиг. 70) для пополнения системы (например, наполнения баллона сжатым воздухом) посредством клапана 5204. В одном варианте реализации изобретения, оставшаяся часть полученного сжатого воздуха подается в компрессор или баллон системы подачи воздуха 5029 (как проиллюстрировано на Фиг. 70) через переднюю вращающуюся муфту 5032.
[00389] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 70, два клапана 5115 и 5117 выполнены с возможностью быть закрытыми в начале процедуры пополнения. Во время процедуры пополнения, сжатый воздух из баллона системы подачи воздуха 5029 проходит через клапан 5115, 5117 и 5204 к передней вращающейся муфте 5032, из передней вращающейся муфты 5032 к задней вращающейся муфте 5072, а затем, через клапаны 5198,5196, 5194 и 5113 к баллону со сжатым воздухом 5128 для пополнения баллона со сжатым воздухом 5128 сжатым воздухом. В одном варианте реализации изобретения, давление на всем пути движения текучей среды (или линии передачи текучей среды) между внешним баллоном системы подачи воздуха 5029 и баллоном со сжатым воздухом 5128 поддерживается на уровне давления в баллоне во время процедуры пополнения.
[00390] В одном варианте реализации изобретения, передняя вращающаяся муфта 5032 в самой передней секции 5006 также выполнена с возможностью сжатому воздуху из фала 5034 поступать в узел подачи проволоки 5020, закрепленный с возможностью вращения на поворотной ступице 5078 центральной секции 5008.
[00391] Переднее контактное кольцо 5016 в самой передней секции 5006 проиллюстрировано на Фиг. 12 и 15. Контактное кольцо представляет собой электромеханическое устройство (электрическое соединение), построенное и смонтированное для передачи электрической энергии и коммуникационных сигналов из стационарной конструкции во вращающуюся конструкцию. Контактное кольцо может использоваться в любых электромеханических системах, которым требуется свободное продолжительное вращение во время передачи энергии и/или сигналов данных. Контактное кольцо содержит стационарную конструкцию (контактную щетку), которая трется по наружному диаметру вращающейся конструкции. Так как вращающаяся конструкция совершает оборот, электрический ток или сигнал проводится через стационарную конструкцию к вращающейся конструкции, осуществляющей соединение. Стационарная конструкция может представлять собой графитовый или металлический контакт (щетку), а вращающаяся структура может представлять собой металлическое кольцо. Если необходимо иметь более одной электрической цепи, дополнительные узлы кольцо/щетка размещаются последовательно вдоль оси вращения. Как щетки, так и кольца являются стационарными, тогда как другие компоненты являются вращающимися.
[00392] В одном варианте реализации изобретения, переднее контактное кольцо 5016 выполнено с возможностью передачи коммуникационных сигналов от самого переднего электронного модуля 5014 к модулю подачи проволоки 5046 узла подачи проволоки 5020. В одном варианте реализации изобретения, переднее контактное кольцо 5016 также выполнено с возможностью обеспечивать передачу (сварочной) энергии и передачу коммуникационных сигналов от фала 5034 к внутренней системе сварки 5004.
[00393] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 12 и 17, регулируемые направляющие 5024 построены и смонтированы для улучшения выравнивания сегментов трубы 1022а, 1022b. В одном варианте реализации изобретения, регулируемые направляющие 5024 построены и смонтированы с возможностью приспосабливаться под разные размеры трубы. В одном варианте реализации изобретения, регулируемые направляющие 5024 также построены и смонтированы для защиты центральной секции 5008 от удара поступающего сегмента трубы 1022b. В одном варианте реализации изобретения, регулируемые направляющие 5024 внутренней системы сварки 5004 построены и смонтированы с возможностью регулировки их выдвигания немного больше, чем сложенные башмаки зажима (т. е. башмаки зажима 5157 в их сложенном положении), но при этом выдвигаются меньше, чем вытянутые башмаки зажима (т. е. башмаки зажима 5157 в их вытянутом положении).
[00394] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 12 и 18, направляющие ролики 5028 построены и смонтированы для предотвращения поступающего сегмента трубы 1022b от заедания на боковых стенках самой передней секции 5006. В одном варианте реализации изобретения, направляющие ролики 5028 построены и смонтированы с возможностью приспосабливаться под разные размеры трубы. В одном варианте реализации изобретения, направляющие ролики 5028 являются пассивными элементами.
[00395] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 12, самый передний электронный модуль 5014 содержит коммуникационные соединения с фалом 1034 и с передним контактным кольцом 5016. Например, в одном варианте реализации изобретения, самый передний электронный модуль 5014 выполнен с возможностью передачи энергии и коммуникационных сигналов к фалу 5034 и от него, и выполнен с возможностью передавать энергию и коммуникационные сигналы к переднему контактному кольцу 5016 и от него.
[00396] В одном варианте реализации изобретения, самый передний электронный модуль 5014 также выполнен с возможностью управлять передним двигателем вращения 5030 и передним клапаном управления зажимом 5018. В одном варианте реализации изобретения, самый передний электронный модуль 5014 дополнительно выполнен с возможностью получать сигналы от датчика переднего положения 5022.
[00397] Передний двигатель вращения 5030 в самой передней секции 5006 проиллюстрирован на Фиг. 12 и 19. В одном варианте реализации изобретения, передний двигатель вращения 5030 электрически синхронизирован с задним двигателем вращения 5074, размещенном в центральной секции 5008 (описанной ниже). В одном варианте реализации изобретения, оба двигателя вращения 5030 и 5074 выполнены с возможностью вращать поворотную ступицу 5078 центральной секции 5008, при этом оставляя неподвижными передний и задний зажимы 5142 и 5144.
[00398] В одном варианте реализации изобретения, передний двигатель вращения 5030 может содержать выносной редуктор (вследствие конструктивных ограничений). Например, в одном варианте реализации изобретения, передний двигатель вращения 5030 имеет электрический двигатель, содержащий ротор, вращающийся вал, вращаемый ротором и редуктор с внешними зубьями 5021а, поддерживаемый вращающимся валом двигателя, и содержащий на нем наружные зубья. Внешний редуктор 5021а может входить в зацепление с редуктором с внешними зубьями 5021b, также имеющем внешние зубья. Противоположный конец редуктора с внешними зубьями 5021b также имеет наружные зубья 5021с. Внешние зубья 5021с внешнего/ведущего редуктора построены и смонтированы для зацепления с внутренними зубьями 5023 (как проиллюстрировано на Фиг. 19), сформированными на внутренней кольцевой поверхности ведомого (кольцевого) элемента редуктора узла подачи проволоки 5020 для передачи крутящего момента от переднего двигателя вращения 5030 к узлу подачи проволоки 5020. В одном варианте реализации изобретения, наружные зубья 5021с внешнего/ведущего редуктора построены и смонтированы для зацепления с внутренними зубьями 5023, сформированными на ведомом (кольцевом) элементе редуктора 50212 узла подачи проволоки 5020 с использованием конструкции зубчатой передачи (см. 19) для передачи крутящего момента от переднего двигателя вращения 5030 к узлу подачи проволоки 5020.
[00399] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 12 и 20, передний клапан управления зажимом 5018 выполнен с возможностью получать сжатый воздух из стационарной части передней вращающейся муфты 5032.
[00400] В одном варианте реализации изобретения, передний клапан управления зажимом 5018 функционально связан для получения управляющих сигналов от переднего электронного модуля 5014. В одном варианте реализации изобретения, передний клапан управления зажимом 5018 выполнен с возможностью подачи сжатого воздуха для приведения в действие и работы переднего зажима 5142, когда он принимает сигналы от самого переднего электронного модуля 5014.
[00401] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 12 и 21, датчик переднего положения 5022 может представлять собой датчик приближения и датчик угла поворота колеса со специальным профилем. В одном варианте реализации изобретения, датчик угла поворота колеса построен и смонтирован для установки с возможностью вращения на узел подачи проволоки 5020, который вращается вместе с поворотной ступицей 5078.
[00402] В одном варианте реализации изобретения, датчик переднего положения 5022 функционально связан с передним электронным модулем 5014 для отправки управляющих сигналов. В одном варианте реализации изобретения, датчик приближения датчика переднего положения 5022 может быть выполнен с возможностью отправлять сигналы управления в передний электронный модуль 5014, когда датчик находится в высшей точке на датчике угла поворота колеса. В одном варианте реализации изобретения, самый передний электронный модуль 5014 выполнен с возможностью использовать сигналы, полученные от датчика переднего положения 5022 для обнаружения ориентации самой передней секции 5006 относительно оставшейся части внутренней системы сварки 5004 (например, поворотной ступицы 5078).
[00403] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 12, 22, 22A и 22B, узел подачи проволоки 5020 содержит держатель катушки с проволокой 5036, приспособление для правки проволоки 5038, боуден-трубку (направляющую) для сварочной проволоки 5040, клапан управления защитным газом 5042, систему подачи проволоки 5044, электронный модуль подачи проволоки 5046 и каркас узла подачи проволоки 5048. В одном варианте реализации изобретения, пример катушки для сварочной проволоки 5272 проиллюстрирован на Фиг. 22A. В одном варианте реализации изобретения, приспособление для правки проволоки 5038, клапан управления защитным газом 5042 и система подачи проволоки 5044 могут быть функционально связаны с один или более процессоров 5140. В одном варианте реализации изобретения, электронный модуль подачи проволоки 5046 может содержать один или более процессоров 5140.
[00404] В одном варианте реализации изобретения, узел подачи проволоки 5020 построен и смонтирован для размещения в нем катушек для проволоки 5272, держателей катушки для проволоки, приспособлений для правки проволоки, системы подачи проволоки и клапанов управления защитным газом для каждой из трех проиллюстрированных сварочных горелок 5520 в центральной секции 5008 внутренней системы сварки 5004. В проиллюстрированном варианте реализации изобретения, узел подачи проволоки 5020 содержит три держателя катушки для проволоки 5036, три приспособления для правки проволоки 5038, три боуден-трубки (направляющие) для сварочной проволоки 5040, три клапана управления защитным газом 5042 и три системы подачи проволоки 5044, связанные с тремя проиллюстрированными сварочными горелками 5502 в центральной секции 5008 внутренней системы сварки 5004. В одном варианте реализации изобретения, количество держателей катушки для проволоки, приспособлений для правки проволоки, боуден-трубок (направляющих) для сварочной проволоки, клапанов управления защитным газом катушек со сварочной проволокой/электродами и систем подачи проволоки во внутренней системе сварки 5004 может меняться в зависимости от количества сварочных горелок.
[00405] В одном варианте реализации изобретения, катушка для сварочной проволоки 5272 имеет размер 7 (7/8) дюйма и вес 10 фунтов. В одном варианте реализации изобретения, размер электрода или сварочной проволоки составляет 0,03 дюйма. В одном варианте реализации изобретения, электрод или сварная проволока сделаны из углеродистой стали. В одном варианте реализации изобретения, электрод или сварочная проволока произведены из углеродистой стали ER70S-6 для сварки электродом в инертном газе, к примеру, компанией ʺChicago Electric Welding Systemsʺ. В одном варианте реализации изобретения, электрод или сварочная проволока разработаны для использования с различными защитными газовыми смесями, например, 100% двуокисью углерода (CO2), смесью 75% аргона и 25% CO2, или смесью 98% аргона и 2% O2.
[00406] В одном варианте реализации изобретения, узел подачи проволоки 5020 построен и смонтирован для соединения с поворотным узлом 5078 центральной секции 5008 таким образом, чтобы вращение модуля подачи проволоки 5020 посредством переднего двигателя вращения напрямую передавалось на поворотную ступицу 5078. В одном варианте реализации изобретения, узел подачи проволоки 5020 построен и смонтирован для крепления (с использованием крепежных деталей) на поворотной ступице 5078 центральной секции 5008. В одном варианте реализации изобретения, узел подачи проволоки 5020 также построен и смонтирован для размещения в нем электроники для работы всех двигателей в узле подачи проволоки 5020 и поворотной ступице 5078.
[00407] В одном варианте реализации изобретения, каркас узла подачи проволоки 5048 построен и смонтирован пустотелым таким образом, чтобы обеспечить электропитанию, коммуникационным сигналам, защитному газу, сварочной проволоке/электродам, сигналам управления двигателем и сжатому воздуху поступать в него, выходить из него и проходить через него.
[00408] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 22, держатель катушки для проволоки 5036 построен и смонтирован для размещения и удерживания катушек для сварочной проволоки/электрода (не проиллюстрированы), используемых внутренней системой сварки 5004. В одном варианте реализации изобретения, держатель катушки для сварочной проволоки 5036 может содержать стопорный элемент 5220, выполненный с возможностью фиксировать на нем катушку для сварочной проволоки/электрода.
[00409] В одном варианте реализации изобретения, стопорный элемент 5220 может быть размещен на валу 5226 держателя сварочной проволоки 5036 с возможностью съема, с использованием стопора 5222, закрепленного на стопорном элементе 5220. Стопор 5222 может содержать область меньшего диаметра и область большего диаметра. В одном варианте реализации изобретения, приемное отверстие стопора может быть выполнено на валу 5226, имеющее форму поперечного сечения в виде обычной замкнутой окружности с боковым отверстием 5224 проходящим наружу от вала 5226. С такой конфигурацией стопор 5222 может размещаться подвижно, так, что и область меньшего диаметра, и область большего диаметра находятся внутри области приемного отверстия стопора, имеющей форму поперечного сечения в виде обычной замкнутой окружности. Когда область большего диаметра размещается в приемном отверстии стопора, вал 5226 накрывает область большего диаметра, которая не может пройти через боковое отверстие 5224, фиксируя стопорный элемент 5220 на валу 5226 за счет зацепления между стопором 5222 и приемным отверстием стопора. В другом варианте, когда стопор 5222 размещается таким образом, что область меньшего диаметра целиком накрывается приемным отверстием стопора, стопорный элемент 5220 может свободно сниматься с вала 5226, так как область меньшего диаметра может проходить через боковое отверстие 5224. Варианты реализации изобретения, стопорный элемент 5220 может быть закреплен с помощью фиксирующего винта на валу 5226 держателя катушки для проволоки 5036 с возможностью съема.
[00410] Сварочная проволока или электрод, которые выходят их катушки для сварочной проволоки/электрода, могут быть согнуты по отношению к ней. В одном варианте реализации изобретения, приспособление для правки проволоки 5038 выполнено с возможностью исправления постоянного изгиба и выравнивания сварочной проволоки (например, посредством наматывания сварочной проволоки в обратном направлении). Прямая конфигурация сварочной проволоки облегчает прохождение сварочной проволоки через боуден-трубку (направляющую) 5040 для сварочной проволоки. Кроме того, подача прямой сварочной проволоки к сварочной горелке 5502 приводит к образованию более плотных сварных швов. В одном варианте реализации изобретения, приспособление для правки проволоки 5038 является необязательным.
[00411] В одном варианте реализации изобретения, боуден-трубка (направляющая) для сварочной проволоки 5040 построена и смонтирована для направления сварочной проволоки/электрода из системы подачи сварочной проволоки 5044 к сварочной горелке 5502. В одном варианте реализации изобретения, боуден-трубка (направляющая) для сварочной проволоки 5040 прикреплена с обоих ее концов. В одном варианте реализации изобретения, сварочная проволока заключена в оболочку боуден-трубки (направляющей) для сварочной проволоки 5040.
[00412] В одном варианте реализации изобретения, система подачи сварочной проволоки 5044 построена и смонтирована для протягивания сварочной проволоки через приспособление для правки проволоки 5038 из катушки для сварочной проволоки 5272 и проталкивания сварочной проволоки через боуден-трубку (направляющую) для сварочной проволоки 5040 к сварочной горелке 5502.
[00413] В одном варианте реализации изобретения, система подачи сварочной проволоки 5044 выполнена с возможностью автоматического управления для доставки необходимого количества проволоки к сварочной горелке 5502. В одном варианте реализации изобретения, система подачи проволоки 5044 может содержать двигатель и два зубчатых колеса, выполненных с возможностью вытягивания сварочной проволоки через приспособление для правки проволоки 5038 из катушки для сварочной проволоки 5272 и проталкивания сварочной проволоки через боуден-трубку (направляющую) для сварочной проволоки 5040 к сварочной горелке 5502. В одном варианте реализации изобретения, двигатель(и) системы подачи проволоки 5004 может содержать датчик угла поворота, выполненный с возможностью измерять число оборотов двигателя. В одном варианте реализации изобретения, двигатель(и) системы подачи проволоки 5004 функционально связан с одним или более процессорами 5140. Эта информация используется одним или более процессорами 5140 для определения количества проволоки, подаваемой к сварочной горелке 5502 и для регулировки количества сварочной проволоки, продаваемой к сварочной горелке 5502. В одном варианте реализации изобретения, при вращении поворотной ступицы 5078, сварочная проволока/электрод подается к горелке 5502 узлом подачи проволоки 5020.
[00414] В одном варианте реализации изобретения, клапан регулировки защитного газа 5042 выполнен с возможностью управлять расходом подачи защитного газа к сварочной горелке через линию подачи защитного газа. В одном варианте реализации изобретения, каждая сварочная горелка 5502 имеет соответствующий клапан защитного газа 5042, соединенный с ней.
[00415] В одном варианте реализации изобретения, защитный газ хранится в секции привода 5010 и подводится к узлу подачи проволоки 5020 шлангом/линией подачи защитного газа для распределения между одной или более сварочными горелками 5502. В одном варианте реализации изобретения, клапан регулировки защитного газа 5042 выполнен с возможностью получать защитный газ из задней поворотной муфты 5072 (например, посредством заднего контактного кольца 5080 и поворотной ступицы 5078).
[00416] В одном варианте реализации изобретения, клапан защитного газа 5042 функционально связан для получения сигналов управления от электронного модуля подачи проволоки 5046. В одном варианте реализации изобретения, клапан регулировки защитного газа 5042 выполнен с возможностью подачи защитного газа к соответствующей сварочной горелке, когда он получает сигналы от электронного модуля подачи сварочной проволоки 5046.
[00417] В одном варианте реализации изобретения, электронный модуль подачи проволоки 5046 выполнен с возможностью отправлять и получать электрическую энергию и передавать коммуникационные сигналы через переднее по ходу контактное кольцо 5016 к самому переднему электронному модулю 5014. В одном варианте реализации изобретения, электронный модуль подачи проволоки 5046 выполнен с возможностью отправлять и получать электрическую энергию и передавать коммуникационные сигналы через заднее по ходу контактное кольцо 5080 к самому переднему электронному модулю 5064.
[00418] В одном варианте реализации изобретения, электронный модуль подачи проволоки 5046 выполнен с возможностью управлять всеми двигателями и клапанами, закрепленными на поворотной ступице 5078 центральной секции 5008. Например, электронный модуль подачи проволоки 5046 выполнен с возможностью управлять системой подачи проволоки, осевым перемещением сварочной горелки 5502, радиальным перемещением сварочной горелки 5502, движением бокового наклона сварочной горелки 5502 и/или подачей защитного газа. Другими словами, электронный модуль подачи проволоки 5046 функционально связан с клапаном(ами) управления защитным газом 5042 для управления потоком и подачей защитного газа к сварочной горелке(ам) 5502.
[00419] В одном варианте реализации изобретения, электронный модуль подачи проволоки 5046 функционально связан с двигателем осевого перемещения сварочной горелки 5550 для управления осевым перемещением сварочной горелки 5502. В одном варианте реализации изобретения, электронный модуль подачи проволоки 5046 функционально связан с двигателем радиального перемещения сварочной горелки 5512 для управления радиальным перемещением сварочной горелки 5502. В одном варианте реализации изобретения, электронный модуль подачи проволоки 5046 функционально связан с двигателем бокового наклона сварочной горелки 5588 для управления перемещением бокового наклона сварочной горелки 5502. В одном варианте реализации изобретения, двигатель осевого перемещения сварочной горелки 5550, двигатель радиального перемещения сварочной горелки и двигатель бокового наклона 5588 либо по отдельности, либо вместе называться «двигатель(и) сварочной горелки».
[00420] В одном варианте реализации изобретения, электронный модуль подачи проволоки 5046 выполнен с возможностью обмениваться данными с измерительным датчиком 5056 и управлять им, а также камерой контроля 5112, установленными на поворотной ступице 5078. В одном варианте реализации изобретения, измерительный датчик 5056 переносится узлом каркаса внутренней системы сварки 5004. В одном варианте реализации изобретения, камера контроля 5112 переносится узлом каркаса внутренней системы сварки 5004.
[00421] В одном варианте реализации изобретения, измерительный датчик 5056 может содержать измерительный лазер, трехмерную камеру контроля, систему контроля посредством ультразвукового датчика, измерительный электрический емкостной пробник и любые другие измерительные датчики, как будет понятно специалистам в данной области техники.
[00422] Фиг. 23 и 24 иллюстрируют вид спереди и поперечный разрез центральной секции 5008 внутренней системы сварки 5004. В одном варианте реализации изобретения, как упоминалось выше, самая передняя часть каркаса 5026 самой передней секции 5006 соединена с передним зажимом 5142 центральной секции 5008, а узел подачи проволоки 5020 соединен с возможностью вращения с поворотной ступицей 5078.
[00423] В одном варианте реализации изобретения, центральная секция 5008 внутренней системы сварки 5004 содержит передний зажим 5142 (или первое устройство зацепления трубы 5052), измерительный датчик 5056, узел сварочной головки или модуль горелки 5500, задний зажим 5144 (и второе устройство зацепления трубы 5054), клапан управления задним зажимом 5062, электронный модуль центральной секции 5064, ролики подошвы 5066, каркас центральной секции 5068, регулируемые направляющие 5070, задний двигатель вращения 5074, датчик заднего положения 5076, поворотная ступица 5078 и заднее контактное кольцо 5080.
[00424] В одном варианте реализации изобретения, передний зажим 5142 (или первое устройство зацепления трубы 5052), измерительный датчик 5056, узел сварочной головки или узел горелки 5500, задний зажим 5144(и второе устройство зацепления трубы 5054), клапан управления задним зажимом 5062, задний двигатель вращения 5074, датчик заднего положения 5076 функционально связаны с одним или более процессорами 5140. В одном варианте реализации изобретения, камера контроля 5112 функционально связана с одним или более процессорами 5140. В одном варианте реализации изобретения, электронный модуль центральной секции 5064 может содержать один или более процессоров 5140. Термин «устройство зацепления трубы», используемый в данном документе, означает зажим, который жестко фиксируется на поверхности трубы или внутреннее уплотнение, выполненное с возможностью создания уплотнения для газа вплотную ко внутренней поверхности трубы, или комбинацию вышеупомянутого зажима и уплотнения. Например, в одном варианте реализации изобретения, первое устройство зацепления трубы 5052 может представлять собой первый зажим 5142, первое уплотнение 5146 или их комбинацию. В одном варианте реализации изобретения, второе устройство зацепления трубы 5054 может представлять собой второй зажим 5144, второе уплотнение 5148 или их комбинацию. В одном варианте реализации изобретения, первое и второе устройство зацепления трубы 5052 и 5054 переносятся узлом каркаса внутренней системы сварки 5004.
[00425] Фиг. 25-31 иллюстрируют вид различных компонентов центральной секции 5008 внутренней системы сварки 5004. Например, Фиг. 25 иллюстрирует заднюю вращающуюся муфту 5072, Фиг. 26 иллюстрирует заднее контактное кольцо 5080, Фиг. 27 иллюстрирует каркас центральной секции 5068 и регулируемые направляющие 5070, Фиг. 28 иллюстрирует ролики башмака 5066, Фиг. 29 иллюстрирует клапан управления задним зажимом 5062, Фиг. 30 иллюстрирует передний зажим 5142, и Фиг. 31 иллюстрирует поворотный модуль 5078 соответственно.
[00426] Задняя вращающаяся муфта 5072 в центральной секции 5008 проиллюстрирована на Фиг. 23, 24 и 25. В одном варианте реализации изобретения, структура и работа задней вращающейся муфты 5072 аналогична передней вращающейся муфте 5032, и, следовательно, структура и работа задней вращающейся муфты 5072не описана подробно в данном документе, за исключением различий, приведенных выше.
[00427] В одном варианте реализации изобретения, задняя вращающаяся муфта 5072 выполнена с возможностью прохождения через нее потока сжатого воздуха и потока защитного газа (или продувочного газа). В одном варианте реализации изобретения, задняя вращающаяся муфта 5072 в центральной секции 5008 выполнена с возможностью соединения потока сжатого воздуха из баллона со сжатым воздухом 5128 (как проиллюстрировано на Фиг. 32A и B) секции привода 5010 через поворотную ступицу 5078 центральной секции 5008 с передней вращающейся муфтой 5032. В одном варианте реализации изобретения, задняя вращающаяся муфта 5072 в центральной секции 5008 также выполнена с возможностью соединения баллона с защитным газом 5114 (как проиллюстрировано на Фиг. 32A и 32B) в секции привода 5010 с клапаном управления защитным газом 5042 в узле подачи проволоки 5020 самой передней секции 5006.
[00428] В одном варианте реализации изобретения, задняя вращающаяся муфта 5072 построена и смонтирована для передачи полученной порции сжатого воздуха в клапан управления задним зажимом 5062 (для работы заднего зажима 5144). В одном варианте реализации изобретения, задняя вращающаяся муфта 5072 построена и смонтирована для передачи оставшейся части полученного сжатого воздуха в переднюю вращающуюся муфту 5032 (например, посредством заднего контактного кольца 5080, поворотной ступицы 5078 и переднего контактного кольца 5016). В одном варианте реализации изобретения, оставшаяся часть полученного сжатого воздуха подается в переднюю вращающуюся муфту 5032 и проходит через заднюю вращающуюся муфту 5072.
[00429] В одном варианте реализации изобретения, передняя и задняя вращающиеся муфты 5032 и 5072 настоящей патентной заявки могут быть одними из имеющихся в продаже типов муфт под названием ʺSeries 012 2 Pass Threaded Shaft Unionsʺ, производимых компанией ʺRotary Systems, Inc.ʺ В другом варианте реализации изобретения, передняя и задняя вращающиеся муфты настоящей патентной заявки могут любыми вращающимися муфтами, как будет понятно специалистам в данной области техники.
[00430] В одном варианте реализации изобретения, структура и работа заднего контактного кольца 5080 аналогична переднему контактному кольцу 5016, и, следовательно, структура и работа заднего контактного кольца 5080 не описана подробно в данном документе, за исключением различий, приведенных выше.
[00431] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 23, 24 и 26, заднее контактное кольцо 5080 в центральной секции 5008 выполнено с возможностью передачи коммуникационных сигналов между электронным модулем подачи проволоки 5046 и электронным модулем центральной секции 5064.
[00432] В одном варианте реализации изобретения, заднее и переднее контактное кольцо 5016 и 5080 настоящей патентной заявки могут быть одними из имеющихся в продаже колец под названием AC6275, производимых компанией ʺMoog, Inc.ʺ В одном варианте реализации изобретения, переднее и заднее контактное кольцо 5016 и 5080 настоящей патентной заявки могут иметь номинальную силу тока 50 ампер. В другом варианте реализации изобретения, переднее и заднее контактное кольцо настоящей патентной заявки могут любыми вращающимися муфтами, как будет понятно специалистам в данной области техники.
[00433] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 23 и 24, электронный модуль центральной секции 5064 в центральной секции 5008 содержит коммуникационные кабели, идущие к узлу подачи проволоки 5020 через заднее контактное кольцо 5080 и коммуникационные кабели, идущие к секции привода 5010. В одном варианте реализации изобретения, электронный модуль центральной секции 5064 в центральной секции 5008 выполнен с возможностью управления задним двигателем вращения 5074 и получения сигналов от датчика заднего положения 5076. В одном варианте реализации изобретения, электронный модуль центральной секции 5064 в центральной секции 5008 также выполнен с возможностью управления клапаном заднего зажима 5062.
[00434] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 23, 24 и 27, каркас центральной секции 5068 построен и смонтирован для размещения в нем/поддержки всех компонентов центральной секции 5008 внутренней системы сварки 5004. В одном варианте реализации изобретения, каркас центральной секции 5068 построен и смонтирован для предоставления точек установки для всех компонентов, расположенных в центральной секции 5008 и для защиты этих компонентов от повреждения. В одном варианте реализации изобретения, каркас центральной секции 5068 также построен и смонтирован для подключения секции привода 5010 через универсальный шарнир, позволяющий внутренней системе сварки 5004 поворачивать в изогнутых трубах. В одном варианте реализации изобретения, каркас центральной секции 5068 может быть сделан из стали или других материалов, как будет понятно специалистам в данной области техники.
[00435] В одном варианте реализации изобретения, конец 5214 каркаса центральной секции 5068 выполнен с возможностью соединения с фланцевой частью 5216 заднего зажима 5144. В одном варианте реализации изобретения, конец 5214 каркаса центральной секции 5068 выполнен с возможностью соединения с фланцевой частью 5216 заднего зажима 5144 с использованием крепежных деталей, к примеру, болтов 5218.
[00436] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 23, 24 и 27, регулируемые направляющие 5070 построены и смонтированы для облегчения центровки внутренней системы сварки 5004 при установке внутренней системы сварки 5004 в трубе. В одном варианте реализации изобретения, регулируемые направляющие 5070 также построены и смонтированы для защиты центральной секции 5008 от удара концом сегмента трубы. В одном варианте реализации изобретения, регулируемые направляющие 5070 построены и смонтированы с возможностью приспосабливаться под разные размеры трубы.
[00437] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 23, 24 и 28, ролики подошвы 5066 построены и смонтированы для удержания массы центральной секции 5008. В одном варианте реализации изобретения, ролики подошвы 5066 построены и смонтированы подпружиненными для защиты внутренней системы сварки 5004 от вибрационных толчков при переходе внутренней системы сварки 5004 через валик сварного шва. В одном варианте реализации изобретения, ролики подошвы 5066 построены и смонтированы с возможностью регулировки угла башмака для облегчения движения внутренней системы сварки 5004 по прямой в трубе. В одном варианте реализации изобретения, ролики башмака 5066 построены и смонтированы с возможностью приспосабливаться по высоте под разные размеры трубы. В одном варианте реализации изобретения, ролики башмака 5066 являются пассивными элементами.
[00438] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 23, 24 и 29, клапан управления задним зажимом 5062 построен и смонтирован для получения сжатого воздуха из стационарной части задней вращающейся муфты 5072.
[00439] В одном варианте реализации изобретения, клапан управления задним зажимом 5062 функционально связан для получения управляющих сигналов от электронного модуля центральной секции 5064. В одном варианте реализации изобретения, клапан управления задним зажимом 5062 выполнен с возможностью подачи сжатого воздуха для приведения в действие и работы заднего зажима 5144, когда он принимает сигналы от электронного модуля центральной секции 5064.
[00440] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 24, датчик заднего положения 5076 может представлять собой датчик приближения и датчик угла поворота колеса со специальным профилем. В одном варианте реализации изобретения, датчик угла поворота колеса построен и смонтирован для установки с возможностью вращения на поворотной ступице 5078.
[00441] В одном варианте реализации изобретения, датчик заднего положения 5076 функционально связан для передачи сигналов управления к электронному модулю центральной секции 5064. Например, в одном варианте реализации изобретения, датчик приближения датчика заднего положения 5076 может быть выполнен с возможностью отправлять сигналы управления в электронный модуль центральной секции 5064, когда датчик находится в высшей точке на датчике угла поворота колеса. В одном варианте реализации изобретения, электронный модуль центральной секции 5064 выполнен с возможностью использовать сигналы, полученные от датчика переднего положения 5076 для обнаружения ориентации центральной секции 5008 относительно оставшейся части внутренней системы сварки 5004 (например, поворотной ступицы 5078).
[00442] Задний двигатель вращения 5074 в центральной секции 5008 проиллюстрирована на Фиг. 24. В одном варианте реализации изобретения, задний двигатель вращения 5074 электрически синхронизирован с передним двигателем вращения 5030 таким образом, что двигателя вращения 5030 и 5074 вместе выполнены с возможностью вращать поворотную ступицу 5078 центральной секции 5008, удерживая, при этом, передние и задние зажимы 5142, 5144 стационарно. В одном варианте реализации изобретения, двигатели вращения 5030 и 5074 выполнены с возможностью вращения сварочной горелки 5502 по окружности (вращение на 360°) вдоль контактной поверхности 5136. В одном варианте реализации изобретения, двигатели вращения 5030 и 5074, выполненные с возможностью направлять исследовательский пучок излучения, также выполнены с возможностью приводить в движение сварочную горелку 5502 по меньшей мере на 360° относительно оси трубы A-A, таким образом, чтобы выполнить непрерывный поворотный проход при заварке корня шва.
[00443] В одном варианте реализации изобретения, передний двигатель вращения 5030 и задний двигатель вращения 5074 могут называться «двигатели для ориентации». В одном варианте реализации изобретения, передний двигатель вращения 5030 и задний двигатель вращения 5074 функционально связаны с одним или более процессорами 5140.
[00444] В одном варианте реализации изобретения, передний двигатель вращения 5074 имеет электрический двигатель, содержащий ротор, вращающийся вал, вращаемый ротором, и ведущее зубчатое колесо, поддерживаемое вращающимся валом, и содержащее на нем зубья. Зубья на ведущем зубчатом колесе построены и смонтированы для зацепления с зубьями, сформированными на элементе ведомой шестерни 5079 поворотной ступицы 5078 для передачи вращающего момента от заднего двигателя вращения 5074 к поворотной ступице 5078.
[00445] В одном варианте реализации изобретения, поворотная ступица 5078 построена и смонтирована для вращения во время сварки, во время процедур сканирования перед сваркой и после сварки. В одном варианте реализации изобретения, поворотная ступица 5078 расположена между первым и вторым зажимами 5142 и 5144. Так как первый и второй зажимы 5142 и 5144 не соединены физически друг с другом, передний двигатель вращения 5030 и задний двигатель вращения 5074 на каждом конце поворотной ступицы 5078 синхронизированы для удержания двух труб 1022а, 1022b от перемещения друг относительно друга. В одном варианте реализации изобретения, два устройства зацепления трубы 5142, 5144 могут вращаться относительно друг друга за счет поворота переднего двигателя вращения 5030 и заднего двигателя вращения 5074, к примеру, с разными скоростями и/или в разные стороны. В одном варианте реализации изобретения, только когда передний двигатель вращения 5030 и задний двигатель вращения 5074 проворачиваются с одной и той же скоростью в одном и том же направлении, сварочная горелка 5502 и измерительный датчик 5056 вращаются вдоль контактной поверхности 5136 между труб 1022а, 1022b (например, без перемещения устройств зацепления трубы 5142, 5144).
[00446] В одном варианте реализации изобретения, центральная часть 5077 поворотной ступицы 5078 содержит прорези/отверстия, через которые рассчитано пропускание шлангов с защитным газом, боуден-трубок (направляющих), сварочных кабелей электропитания, кабелей двигателя, кабелей измерительного датчика, и кабелей камеры.
[00447] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 23, 24 и 30, передний зажим 5142 имеет пустотелую конфигурацию. В одном варианте реализации изобретения, отверстие 5082 через центр переднего зажима 5142 построено и смонтировано достаточно большим, чтобы все необходимые кабели и шланги прошли через него. В одном варианте реализации изобретения, отверстие 5082 переднего зажима 5142 также построено и смонтировано, чтобы предусмотреть возможность использования структурных элементов, необходимых для удержания массы передней половины внутренней системы сварки 5004, а также для поддержания выравнивания двух половин/сегментов трубы 1022а, 1022b сварного соединения. В одном варианте реализации изобретения, передний и задний зажимы 5142, 5144 построены и смонтированы для установки на поворотную ступицу 5078, например, с помощью радиально-упорных подшипников 5108, 5098 с предварительным натягом для обеспечения жесткости.
[00448] В одном варианте реализации изобретения, внутренняя поверхность 5130, 5132 первой трубы 1022а и/или второй трубы 1022b входит в зацепление и управляется первым зажимом 5142 и вторым зажимом 5144, соответственно, для регулировки относительного позиционирования труб на основе инструкций от одного или более процессоров 5140. В одном варианте реализации изобретения, регулировка относительного позиционирования труб 1022а, 1022b достигается без расцепления первого устройства зацепления трубы 5144 от внутренней поверхности 5132 первой трубы 1022b и без расцепления второго устройства зацепления трубы 5142 от внутренней поверхности 5130 второй трубы 1022а. Это может быть сделано, так как двигатели вращения 5030 и 5074 выполнены с возможностью вращения труб 1022а, 1022b без расцепления устройств зацепления трубы 5144, 5142, как описано в данной патентной заявке.
[00449] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 23, 24 и 30, передний зажим 5142, как правило, содержит поршень 5084, цилиндр 5086, вкладыш 5088, пальцы башмака зажима 5090, рычаги 5092, вал 5094, ступицу 5096, передний подшипник 5098, паукообразный элемент 5100, кожух 5102, передний диск 5104, задний диск 5106, задний подшипник 5108 и втулку 5110. В одном варианте реализации изобретения, задний подшипник 5108 и передний подшипник 5098 выполнены с возможностью удерживать поворотную ступицу 5078. В одном варианте реализации изобретения, задний зажим 5144 имеет ту же структуру, конфигурацию и принцип работы, как описано выше в отношении переднего зажима 5142 и, таким образом, структура, конфигурация и принцип работы заднего зажима 5144 не описан подробно в данном документе.
[00450] В одном варианте реализации изобретения, передний зажим 5142 выполнен с возможностью фиксации одной из труб 1022а, 1022b, а второй зажим 5144 выполнен с возможностью фиксации второй из труб 1022а, 1022b. В одном варианте реализации изобретения, один из зажимов 5142, 5144 может называться «первый зажим», а другой из зажимов 5142, 5144 может называться «второй зажим». В одном варианте реализации изобретения, зажимы 5142, 5144 внутренней системы сварки 5004 могут либо по отдельности, либо вместе назваться «тормозной системой» внутренней системы сварки 5004, которая удерживает каркас внутренней системы сварки 5004 в заданном положении внутри трубы 1022а, 1022b. В одном варианте реализации изобретения, передний и задний зажимы 5142, 5144 являются радиальными зажимами, которые входят в зацепление с внутренней поверхностью 5130, 5132 труб 1022а, 1022b соответственно, для удержания внутренней системы сварки 5004 от перемещения. Работа переднего и заднего зажимов 5142 и 5144 будет описана более подробно ниже.
[00451] В одном варианте реализации изобретения, внутренняя система сварки 5004 содержит первое устройство зацепления трубы 5052, второе устройство зацепления трубы 5054, измерительный датчик 5056, один или более процессоров 5140; и сварочную горелку 5502. В одном варианте реализации изобретения, измерительный датчик 5056, камера контроля 5112, сварочная горелка 5502 и узел сварочной головки 5500 установлены с возможностью вращения на поворотной ступице 5078. Структура, конфигурация и принцип работы каждого из перечисленных элементов - первого устройства зацепления трубы 5052, второго устройства зацепления трубы 5054, измерительного датчика 5056, камеры контроля 5112, сварочной горелки 5502 и узла сварочной головки 5500 описаны более подробно в отношении Фиг. 30 и 33-59 и их соответствующих описаний.
[00452] Фиг. 32A и 32B иллюстрируют укрупненный вид и вид сверху на секцию привода 5010 внутренней системы сварки 5004. В одном варианте реализации изобретения, секция привода 5010 внутренней системы сварки 5004 содержит баллоны с защитным газом 5114, батареи 5116, электронный модуль секции привода 5118, пневматические клапана 5120, приводные колеса или ролики 5122, приводные двигатели 5124, тормоза 5126 и баллон со сжатым воздухом 5128. В одном варианте реализации изобретения, пневматические клапана 5120 содержат клапан тормоза 5190 и клапан приводного колеса 5192 (оба проиллюстрированы на Фиг. 70). В одном варианте реализации изобретения, секция привода 5010 внутренней системы сварки 5004 содержит каркас секции привода 5278. В одном варианте реализации изобретения, каркас секции привода 5278 может быть сделан из стали или других материалов, как будет понятно специалистам в данной области техники.
[00453] В одном варианте реализации изобретения, электронный модуль секции привода 5118 может содержать один или более процессоров 5140. В одном варианте реализации изобретения, пневматические клапана 5120 (клапан тормоза 5190 и клапан приводного колеса 5192) и двигатели привода 5124 могут быть функционально связаны с одним или более процессорами 5140.
[00454] В одном варианте реализации изобретения, секция привода 5010 может быть соединена с центральной секцией 5008 посредством универсального соединения 5123 и упругих элементов 5125.
[00455] В одном варианте реализации изобретения, баллоны со сжатым газом 5114 построены и смонтированы для содержания в них защитного газа, необходимого для сварочных горелок 5502. В одном варианте реализации изобретения, шланги построены и смонтированы для соединения баллонов с защитным газом 5114 с задней вращающейся муфтой 5072 в центральной секции 5008.
[00456] В одном варианте реализации изобретения, батареи 5116 являются литий-ионными батареями. В одном варианте реализации изобретения, батареи 5116 выполнены с возможностью питать электрической энергией все электронные компоненты, а также электрические приводные двигатели 5124 внутренней системы сварки 5004. Например, в одном варианте реализации изобретения, батареи 5116 выполнены с возможностью питать электрической энергией электронный модуль центральной секции 5064, электронный модуль самый передней секции 5014, электронный модуль секции привода 5118 и электронный модуль подачи проволоки 5046. В одном варианте реализации изобретения, батареи 5116 могут быть функционально связаны с одним или более процессорами 5114.
[00457] В одном варианте реализации изобретения, батареи 5116 также выполнены с возможностью питать электрической энергией двигатель радиальной сварочной горелки 5512, двигатель наклонной сварочной горелки 5588, двигатель осевой сварочной горелки 5550, двигатели систем подачи проволоки 5044, передний и задний двигатели вращения 5030 и 5074, и приводные двигатели 5124. В одном варианте реализации изобретения, батареи 5116 выполнены без возможности питания системы сварки электрической энергией. В одном варианте реализации изобретения, батареи 5116 выполнены с возможностью поставлять электрическую энергию только в электронный модуль приводной секции 5118 и к приводным двигателям 5124, тогда как электрическая энергия к оставшимся двигателям и электронным модулям внутренней системы сварки 5004, включая двигатель радиальной сварочной горелки 5512, двигатель наклонной сварочной горелки 5518, двигатель осевой сварочной горелки 5550, двигатели систем подачи проволоки 5044, передние и задние двигатели вращения 5030 и 5074, электронный модуль центральной секции 5064, электронный модуль самой передней секции 5014, и электронный модуль подачи проволоки 5046, получают электрическую энергию от внешних источников питания посредством приводной тяги/фала 5034.
[00458] В одном варианте реализации изобретения, приводные двигатели 5124 выполнены с возможностью управлять роликами или колесами 5122 для перемещения узла каркаса (включая первое устройство зацепления трубы 5052, второе устройство зацепления трубы 5054, сварочную горелку 5502, измерительный датчик 5056) внутренней системы сварки 5004, от одного конца трубы 1022а, 1022b до второго конца трубы 1022а, 1022b вдоль внутренней поверхности 5130, 5132 трубы 1022а, 1022b. В одном варианте реализации изобретения, приводные двигатели 5124 секции привода 5010 выполнены с возможностью перемещать каркас внутренней системы сварки 5004 по трубопроводу 1004 после завершения каждого сварного шва. В одном варианте реализации изобретения, приводные двигатели 5124 секции привода 5010 выполнены с возможностью ускорять и замедлять внутреннюю систему сварки 5004 в трубопроводе 1004.
[00459] В одном варианте реализации изобретения, источник электропитания закреплен на узле каркаса внутренней системы сварки 5004 и выполнен с возможностью питания электроэнергией приводных двигателей 5124. В одном варианте реализации изобретения, приводные двигатели 5124 секции привода 5010 работают от электроэнергии. В одном варианте реализации изобретения, приводные двигатели 5124 секции привода 5010 работают от батарей 5116.
[00460] В одном варианте реализации изобретения, приводные ролики 5122 выполнены с возможностью зацепления с внутренней поверхностью 5130, 5132 одной или более труб 1022а, 1022b. В одном варианте реализации изобретения, приводные ролики 5122 функционально связаны с приводными двигателями 5124 секции привода 5010. В одном варианте реализации изобретения, приводные ролики 5122 выполнены с возможностью приведения их в действие пневматическим цилиндром 5137, который функционально связан с пневматическими клапанами 5120, для получения сжатого воздуха из баллона со сжатым воздухом 5128. В одном варианте реализации изобретения, приводные ролики 5122 выполнены из эластомерных материалов или из резины.
[00461] В одном варианте реализации изобретения, приводные ролики 5122 выполнены с возможностью обеспечивать перемещение внутренней системы сварки 5004 по трубопроводу 1004 после выполнения каждого сварного шва. В одном варианте реализации изобретения, внутренняя система сварки 5004 может содержать приводные ролики 5122, выполненные с возможностью поддерживать при вращении каркас или узел каркаса внутренней системы сварки 5004. Например, в одном варианте реализации изобретения, внутренняя система сварки 5004 содержит четыре активных приводных колеса. Другими словами, два приводных колеса с каждой стороны, развернутые на 180°. В одном варианте реализации изобретения, количество приводных колес может меняться. В одном варианте реализации изобретения, приводные ролики 5122 могут содержать на них протекторы для увеличения сцепления при движении внутренней системы сварки 5004 через трубопровод.
[00462] В одном варианте реализации изобретения, два из четырех приводных роликов 5122 могут непосредственно соединяться с соответствующими приводными двигателями 5124 и управляться ими. В одном варианте реализации изобретения, другие два приводных ролика 5122 могут соединяться с приводными колесами с приводом от двигателя посредством цепного привода 5111 и приводится в движение приводными колесами с приводом от двигателя.
[00463] В одном варианте реализации изобретения, приводные ролики 5122 построены и смонтированы для управления системой сварки 5004 внутри труб 1022а, 1022b пока система сварки 5004 не достигнет заданного положения. В одном варианте реализации изобретения, приводные ролики 5122 построены и смонтированы для прижатия к внутренней поверхности трубы пневматическим цилиндром.
[00464] В одном варианте реализации изобретения, тормоза 5126 выполнены с возможностью приведения их в действие пневматическим цилиндром 5133, который функционально связан с пневматическими клапанами 5120, для получения сжатого воздуха из баллона со сжатым воздухом 5128. В одном варианте реализации изобретения, тормоза 5126 внутренней системы сварки 5004 предназначены для использования в аварийной ситуации. Например, тормоза 5126 могут использоваться в случае, когда приводной двигатель 5124 секции привода 5010 не может уменьшить скорость внутренней системы сварки 5004 по некоторым причинам. Например, тормоза 5126 могут применяться на склонах для удержания внутренней системы сварки 5004 от скатывания в трубопровод 1004 или выпадения из трубы в зависимости от направления уклона. В одном варианте реализации изобретения, тормоза 5126 выполнены с возможностью управления как в автоматическом, так и в ручном режиме.
[00465] В одном варианте реализации изобретения, тормоза 5126 могут также использоваться для фиксации каркаса внутренней системы сварки 5004 на месте внутри труб во время сварочных процедур, процедуры сканирования перед сваркой и/или процедуры сканирования после сварки. Например, тормоза 5126 могут быть выполнены с возможностью фиксации каркаса внутренней системы сварки 5004 в заданное положение внутри труб от перемещения во время сварочных процедур, процедуры сканирования перед сваркой и/или процедуры сканирования после сварки.
[00466] В одном варианте реализации изобретения, баллон со сжатым воздухом 5128 построен и смонтирован для хранения воздуха, необходимого для работы тормозов 5126, приводных роликов 5122, и переднего и заднего зажимов 5142, 5144. В одном варианте реализации изобретения, баллон со сжатым воздухом 5128 построен и смонтирован для соединения с фалом 5030 посредством передней и задней вращающейся муфты 5032, 5072 таким образом, что баллон со сжатым воздухом 5128 может быть пополнен при необходимости.
[00467] В одном варианте реализации изобретения, пневматические клапана 5120 построены и смонтированы для управления воздухом, поступающим к двум пневматическим цилиндрам, выполненным с возможностью активировать и задействовать тормоза 5126 и приводные ролики 5122 соответственно.
[00468] В одном варианте реализации изобретения, электронный модуль секции привода 5118 выполнен с возможностью передачи коммуникационных сигналов дальше к электронному модулю центральной секции 5064. В одном варианте реализации изобретения, электронный модуль центральной секции 5118 также выполнен с возможностью управлять приводными двигателями 5124 и двумя пневматическими клапанами 5120.
[00469] В одном варианте реализации изобретения, один или более процессоров 5140 выполнен с возможностью управлять приводными двигателями 5124 для перемещения каркаса внутренней системы сварки 5004 по меньшей мере через одну из труб 1022а, 1022b до тех пор, пока датчик 5352 не обнаружит область контактной поверхности 5136 между трубами 1022а, 1022b. В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью управлять тормозной системой внутренней системы сварки 5004 для фиксации каркаса внутренней системы сварки 5004 в определенное положение внутри труб 1022а, 1022b от перемещения, которое определяет положение измерительного датчика 5056 по отношению к области контактной поверхности 5136, чтобы обеспечить возможность измерительному датчику 5056 обнаружить профиль области контактной поверхности 5136 между трубами 1022а, 1022b.
[00470] Фиг. 33 иллюстрирует вид центральной секции 5008 внутренней системы сварки 5004, располагаемой внутри сегментов трубы 1022а, 1022b, где некоторые компоненты центральной секции 5008 не проиллюстрированы для ясности. Например, проиллюстрированы передний и задний зажимы 5142, 5144, поворотная ступица 5078, узел сварочной головки 5500, измерительный датчик 5056 и камера контроля 5112 на Фиг. 33.
[00471] В одном варианте реализации изобретения, полевая система 5000 для сварки двух труб содержит компьютерную систему 5138, способствующую выполнению сварки. В одном варианте реализации изобретения, компьютерная система 5138 содержит один или более процессоров 5140, соединенной с возможностью обмена данными с системой сварки 5004. В одном варианте реализации изобретения, компьютерная система 5138 и ее один или более процессоры 5140 могут быть соединены с возможностью обмена данными с системой сварки 5004 (и одним или более ее компонентами) посредством одного или более проводного или беспроводного канала связи. В качестве примера, проводные каналы связи могу содержать один или более канал Ethernet, коаксиальный канал связи, оптоволоконный канал связи, или другие проводные каналы связи. В качестве другого примера, беспроводные каналы связи могут содержать один или более Wi-Fi канал связи, канал связи Bluetooth, каналы связи малого радиуса действия (NFC), сотовые каналы связи, или другие беспроводные каналы связи. В одном варианте реализации изобретения, один или более компонентов системы сварки 5004 могут быть соединены с возможностью обмена данными друг с другом посредством одного или более вышеупомянутого проводного или беспроводного канала связи. В одном варианте реализации изобретения, может быть полезным использовать один или более беспроводных каналов связи, чтобы обеспечить возможность одному или более процессорам 5140 или одному или более компонентам системы сварки 5004 обмениваться данными друг с другом для снижения количества коммуникационных кабелей в системе сварки 5004 для снижения риска потенциального запутывания кабелей, что приведет к задержкам в работе или повреждению других компонентов системы сварки 5004. Например, за счет уменьшения количества коммуникационных кабелей в системе сварки 5004 в некоторых вариантах реализации изобретения, может снизиться потенциальное запутывание кабелей во время вращения измерительных устройств (например, измерительного лазера, камеры контроля или других измерительных устройств), сварочной горелки, или других компонентов системы сварки 5004.
[00472] В одном варианте реализации изобретения, компьютерная система 5138 и ее один или более процессоров 5140 могут быть размещены в полевой системе 5000. В другом варианте реализации изобретения, компьютерная система 5138 и ее один или более процессоров 5140 могут быть размещены удаленно от полевой системы 5000. В одном варианте реализации изобретения, один или более процессоров 5140 могут содержать цифровой процессор, аналоговый процессор, цифровую схему, разработанную для обработки информации, аналоговую схему, разработанную для обработки информации, конечный автомат, и/или другие механизмы для электронной обработки информации.
[00473] Следует понимать, что в контексте данного документа термин «один или более процессоров» может означать отдельный встроенный процессор, локальный по отношению к определенной системе или компоненту, описанному в данном документе, внешний и локальный по отношению к определенной системе или компоненту, описанному в данном документе, или расположенному удаленно по отношению к определенной системе или компоненту, описанному в данном документе. Кроме того, соединение между одним или более процессорами может быть проводным или беспроводным. Дополнительно, термин «один или более процессоров» может также означать множество встроенных и локальных процессоров, множество отдельный и локальных процессоров, множество процессоров, расположенных удаленно, или любую комбинацию встроенных (и локальных), отдельных (и локальных) и удаленных процессоров. Относительно встроенных процессоров, такие процессоры означают процессоры, которые физически перемещается (т. е. физически подключен и перемещается) вместе с определенной системой или компонентом. Относительно отдельных процессоров, это означает процессоры, которые являются локальными по отношению к производственному участку и обмениваются данными беспроводным способом с встроенными электронными компонентами. Отдельными процессорами также называются электронными компонентами, связанными со встроенной системой (например, посредством приводной тяги), и являющимися локальными по отношению к производственному участку. При рассмотрении в другом свете, если процессор перемещается вместе с приводной тягой, его также следует рассматривать как «встроенный» процессор.
[00474] В одном варианте реализации изобретения, первое устройство зацепления трубы 5002 выполнено с возможностью зацепления с внутренней поверхностью 5130 первой трубы, позволяющее первому устройству зацепления трубы 5052 быть зафиксированным относительно первой трубы 1022а. В одном варианте реализации изобретения, второе устройство зацепление трубы 5054 выполнено с возможностью зацепления с внутренней поверхностью 5132 второй трубы 1022b, позволяющие второму устройству зацепление трубы 5054 быть зафиксированным на второй трубе 1022b.
[00475] В одном варианте реализации изобретения, измерительный датчик 5056 расположен между первым устройством зацепления трубы 5052 и вторым устройством зацепления трубы 5054, и выполнен с возможностью испускать исследовательский пучок излучения. В одном варианте реализации изобретения, один или более двигателей измерительного датчика функционально связаны с измерительным датчиком 5056 для направления исследовательского пучка излучения вдоль контактной поверхности 5136 между трубами 1022а, 1022b. В одном варианте реализации изобретения, передний и задний двигатели вращения 5030 и 5074 могут отдельно или вместе назваться «двигателем измерительного датчика». В одном варианте реализации изобретения, передний и задний двигатели вращения 5030 и 5074 выполнены с возможностью вращательно перемещать измерительный датчик 5056 вдоль контактной поверхности 5136. В одном варианте реализации изобретения, измерительный датчик 5056 выполнен с возможностью генерировать сигналы на основе профиля контактной поверхности 5136 между трубами 1022а, 1022b. В одном варианте реализации изобретения, контактная поверхность 5136 является кольцевой контактной поверхностью. В одном варианте реализации изобретения, область контактной поверхности 5136 представляет собой внутреннюю поверхность труб 1022а, 1022b в области труб 1022а, 1022b, расположенной рядом с тем местом, где будет выполняться сварочный шов.
[00476] В данном документе термин «область контактной поверхности» означает внутренние поверхности свариваемых труб в области и, дополнительно, в непосредственной близости, от того места где размещается металл сварного шва. Область контактной поверхности содержит по меньшей мере часть или, дополнительно, всю внутреннюю разделку шва обеих свариваемых труб, если такая разделка шва предусмотрена. В одном варианте реализации изобретения, область контактной поверхности содержит все скошенные грани, а также продолжается за пределами скошенных граней, если такие скошенные грани предусмотрены.
[00477] В одном варианте реализации изобретения, колеса 5028 на самой передней секции 5006 внутренней системы сварки построены и смонтированы для удержания зажимов от заедания на внутренних поверхностях трубы. Чем меньше колеса 5028 выдвигается, тем легче внутренней системе сварки подстраиваться под изгибы трубы. В одном варианте реализации изобретения, колеса 5028 могут регулироваться. В одном варианте реализации изобретения, колеса 5028 могут не регулироваться. В одном варианте реализации изобретения, подпружиненные колеса или ролики подошвы 5066 (как проиллюстрировано на Фиг. 23) на заднем зажиме 5144 и регулируемые колеса 5276 (как проиллюстрировано на Фиг. 32A) на задней части секции привода 5008 построены и смонтированы таким образом, чтобы ось симметрии зажима была ниже, примерно на 0,25 дюйма, оси симметрии трубы. При такой конфигурации, когда зажимы расширяются относительно внутренней поверхности трубы, расширительное устройство удерживает зажим над колесами, вместо того, чтобы прижимать колеса к внутренним стенкам трубы.
[00478] Варианты реализации изобретения, «устройство зацепления трубы» содержит зажим, который надежно входит в зацепление с поверхностью трубы. Зажим, к примеру, может содержать один или более башмаков, или других поддерживающих элементов, выполненных с возможностью надежно входить в зацепление с поверхностью трубы для предотвращения перемещения вышеуказанной трубы. В другом варианте реализации изобретения, «устройство зацепления трубы» содержит уплотнение, которое герметизирует зацепление с внутренней поверхностью трубы таким образом, чтобы препятствовать прохождению газа через него. Такое уплотнение может содержать, к примеру, надувную камеру, эластичный элемент или другие инженерные конструкции, которые входят в зацепление с внутренней поверхностью трубы, чтобы препятствовать прохождению газа через него. Такое уплотнение может использоваться для удаления кислорода из области свариваемой трубы для того, чтобы предотвратить или уменьшить окисление в результате сварочного процесса. В еще одном варианте реализации изобретения, устройство зацепления трубы содержит комбинацию зажима и уплотнения, или один или более зажимов и/или одно или более уплотнений.
[00479] В одном варианте реализации изобретения, первое устройство зацепления трубы 5052 содержит первый зажим 5142 и второе устройство зацепления трубы 5054 содержит второй зажим 5144.
[00480] В одном варианте реализации изобретения, первое устройство зацепления трубы 5052 содержит первое уплотнение 5146 и второе устройство зацепления трубы 5054 содержит второе уплотнение 5148.
[00481] В одном варианте реализации изобретения, второе уплотнение 5148 и второй зажим 5144 могут называться, соответственно, задним уплотнением 5148 и задним зажимом 5144. В одном варианте реализации изобретения, первое уплотнение 5146 и первый зажим 5142 могут называться, соответственно, передним уплотнением 5146 и передним зажимом 5142.
[00482] В одном варианте реализации изобретения, первое устройство зацепления трубы 5052 содержит зажим 5142, и второе устройство зацепления трубы 5054 содержит зажим 5148. В одном варианте реализации изобретения, первое устройство зацепления трубы 5052 содержит уплотнение 5146, и второе устройство зацепления трубы 5054 содержит зажим 5144.
[00483] В одном варианте реализации изобретения, первое устройство зацепления трубы 5052 содержит зажим 5142 и уплотнение 5146, и второе устройство зацепления трубы 5054 содержит зажим 5144 и уплотнение 5148. В одном варианте реализации изобретения, первое устройство зацепления трубы 5052 содержит зажим 5142 и уплотнение 5146, и второе устройство зацепления трубы 5054 содержит зажим 5144. В одном варианте реализации изобретения, первое устройство зацепления трубы 5052 содержит зажим 5142 и уплотнение 5146, и второе устройство зацепления трубы 5054 содержит уплотнение 5148. В одном варианте реализации изобретения, первое устройство зацепления трубы 5052 содержит зажим 5142, и второе устройство зацепления трубы 5054 содержит зажим 5144 и уплотнение 5148. В одном варианте реализации изобретения, первое устройство зацепления трубы 5052 содержит уплотнение 5146, и второе устройство зацепления трубы 5054 содержит зажим 5144 и уплотнение 5148.
[00484] В конфигурации, когда есть уплотнение на одной стороне измерительного датчика 5056 и камеры контроля 5112 и зажим на другой (противоположной) стороне измерительного датчика 5056 и камеры контроля 5112, продувочный газ под высоким давлением направляется в область между зажимом и уплотнением. Продувочный газ из области между зажимом и уплотнением может просачиваться через небольшой зазор между свариваемыми трубами, а также может выходить из труб со стороны измерительного датчика 5056 и камеры контроля 5112, где нет уплотнения и просто установлен зажим. Такая дополнительная конфигурация предотвращает появление избыточного давления в области между зажимом и уплотнением (например, по сравнению с конструкцией, имеющей два уплотнения, по одному со стороны измерительного датчика 5056 и камеры 5112), без оснащения регулятором для регулировки давления в области продувочного газа, и/или отдельного предохранительного клапана избыточного давления в области между зажимом и уплотнением. Продолжительная подача продувочного газа под высоким давлением в область между зажимом и уплотнением выполнена с возможностью снижения уровня кислорода в области, прилегающей к сварочной горелке во время выполнения сварочной операции.
[00485] В другом варианте реализации изобретения, по этой причине, первое и второе уплотнение могут дополнительно иметь отверстия, предотвращающие образование избыточного давления в камере с продувочным газом, образованной между первым и вторым уплотнениями. В другом варианте реализации изобретения, одно или оба уплотнения, когда для уплотнения используется надувная камера, могут быть частично наполнены воздухом для предоставления предварительно заданного или рассчитанного зазора вокруг них, позволяющего выходить продувочной области с необходимой скоростью.
[00486] Если используются два продувочных уплотнения 5146, 5148 инертный газ вводится в продувочную камеру между ними. Тем не менее, следует понимать, что продувочные уплотнения 5146, 5148 не обязательно (и, как правило, не делают) создают идеальное уплотнение. Инертный газ выходит, к примеру, через зазор между двумя свариваемыми трубами 1022а, 1022b. Инертный газ также может выходить вокруг уплотнений 5146, 5148, которые не обязательно являются идеальными. Конечно, во время сварочных операций зазор между трубами 1022а, 1022b слегка закрывается и уплотняется. В результате, давление в продувочной камере между трубами 1022а, 1022b может вырасти при создании сварного шва между трубами 1022а, 1022b. По этой причине, используется датчик давления внутри продувочной камеры, обнаруживающий давление внутри продувочной камеры и генерирующий сигналы для одного или более процессоров 5140, которые, в свою очередь, передаются одному или более клапанам и/или одному или более регуляторам, управляя или регулируя, таки образом, давление продувочного газа внутри продувочной камеры для предотвращения образования избыточного давления. Избыточное давление внутри продувочной камеры будет прилагать большее, чем заданное, давление газа, направленное наружу, через зазор между свариваемыми трубами и потенциально может изменить результат выполнения сварного шва. В различных вариантах реализации изобретения, только отдельные уплотнения 5146, 5148 применяются для создания камеры, уплотнение которой выполнено только с одной стороны. Тем не менее, такая конструкция предусматривает подходящую продувочную камеру, по большей части лишенную кислорода, а также предотвращает возможное образование избыточного давления. В таком варианте реализации изобретения, инертный продувочный газ будет выходить не только через зазор между трубами, но и через конец трубы, который не уплотнен, и, в связи с этим, может потребляться большее количество газа по сравнению с вариантом реализации двойного уплотнения.
[00487] В одном варианте реализации изобретения, измерительный датчик 5056 и камера контроля 5112 выполнены с возможностью размещения вдоль оси симметрии (по отношению к оси трубы) между первым зажимом 5142 и вторым зажимом 5148. Другими словами, и первый зажим 5142, и второй зажим 5148 расположены на противоположных сторонах относительно оси симметрии измерительного датчика 5056 и камеры контроля 5112.
[00488] В одном варианте реализации изобретения, измерительный датчик 5056 и камера контроля 5112 выполнены с возможностью размещения вдоль оси симметрии (по отношению к оси трубы) между первым уплотнением 5146 и вторым зажимом 5144. Другими словами, и первое уплотнение 5146, и второй зажим 5144 расположены на противоположных сторонах относительно оси симметрии измерительного датчика 5056 и камеры контроля 5112.
[00489] В одном варианте реализации изобретения, измерительный датчик 5056 и камера контроля 5112 выполнены с возможностью размещения вдоль оси симметрии (по отношению к оси трубы) между первым зажимом 5142 и вторым зажимом 5144. Другими словами, и первый зажим 5142, и второй зажим 5144 расположены на противоположных сторонах относительно оси симметрии измерительного датчика 5056 и камеры контроля 5112.
[00490] В одном варианте реализации изобретения, измерительный датчик 5056 и камера контроля 5112 выполнены с возможностью размещения вдоль оси симметрии (по отношению к оси трубы) между первым уплотнением 5146 и вторым уплотнением 5148. Другими словами, и первое уплотнение 5146, и второе уплотнение 5148 расположены на противоположных сторонах относительно оси симметрии измерительного датчика 5056 и камеры контроля 5112.
[00491] В одном варианте реализации изобретения, измерительный датчик 5056 и камера контроля 5112 выполнены с возможностью размещения вдоль оси симметрии (по отношению к оси трубы) между первым уплотнением 5146, первым зажимом 5142, вторым зажимом 5144 и вторым уплотнением 5148. Другими словами, первое уплотнение 5146 и второй зажим 5142 расположены с одной стороны от оси симметрии измерительного датчика 5056 и камеры контроля 5112, а второй зажим 5144 и второе уплотнение 5148 расположены с другой стороны от оси симметрии измерительного датчика 5056 и камеры контроля 5112.
[00492] В одном варианте реализации изобретения, измерительный датчик 5056 и камера контроля 5112 выполнены с возможностью размещения вдоль оси симметрии (по отношению к оси трубы) между первым уплотнением 5146, первым зажимом 5142 и вторым уплотнением 5148. Другими словами, первое уплотнение 5146 и первый зажим 5142 расположены с одной стороны от оси симметрии измерительного датчика 5056 и камеры контроля 5112, а второе уплотнение 5148 расположено с другой (противоположной) стороны от оси симметрии измерительного датчика 5056 и камеры контроля 5112.
[00493] В одном варианте реализации изобретения, измерительный датчик 5056 и камера контроля 5112 выполнены с возможностью размещения вдоль оси симметрии (по отношению к оси трубы) между первым уплотнением 5146, вторым уплотнением 5148 и вторым зажимом 5144. Другими словами, второе уплотнение 5148 и второй зажим 5144 расположены с одной стороны от оси симметрии измерительного датчика 5056 и камеры контроля 5112, а первое уплотнение 5146 расположено с другой (противоположной) стороны от оси симметрии измерительного датчика 5056 и камеры контроля 5112.
[00494] В одном варианте реализации изобретения, измерительный датчик 5056 и камера контроля 5112 выполнены с возможностью размещения вдоль оси симметрии (по отношению к оси трубы) между первым уплотнением 5146, первым зажимом 5142 и вторым зажимом 5144. Другими словами, первое уплотнение 5146 и первый зажим 5142 расположены с одной стороны от оси симметрии измерительного датчика 5056 и камеры контроля 5112, а второе уплотнение 5144 расположено с другой (противоположной) стороны от оси симметрии измерительного датчика 5056 и камеры контроля 5112.
[00495] В одном варианте реализации изобретения, измерительный датчик 5056 и камера контроля 5112 выполнены с возможностью размещения вдоль оси симметрии (по отношению к оси трубы) между первым зажимом 5142, вторым уплотнением 5148 и вторым зажимом 5144. Другими словами, второе уплотнение 5148 и второй зажим 5144 расположены с одной стороны от оси симметрии измерительного датчика 5056 и камеры контроля 5112, а первый зажим 5142 расположен с другой (противоположной) стороны от оси симметрии измерительного датчика 5056 и камеры контроля 5112.
[00496] В одном или более вариантах реализации изобретения, так как измерительный датчик 5056 расположен между зажимами 5142, 5144, можно извлечь данные профиля между зажимами 5142, 5144 после того, как зажимы 5142, 5144 будут зафиксированы на месте. По этой причине, измерительный датчик 5056 может продолжить сканирование и обнаружение профиля области контактной поверхности 5136 во время выполнения сварочной операции. Это может быть целесообразным в некоторых вариантах применения, так как область контактной поверхности 5136 может слегка изменяться за счет сварки двух труб 1022а, 1022b, за счет того, что само сварное соединение может менять область контактной поверхности 5136 в других областях, которые еще не сварены. В связи с этим, измерительный датчик 5056 позволяет обнаружить и определить любые изменения одной или более характеристик области контактной поверхности 5136 «на лету» или в режиме реального времени в близких к свариваемым областям области контактной поверхности 5136. Дополнительно, так как измерительный датчик 5056 расположен между зажимами 5142, 5144, можно извлечь предварительные данные профиля перед сваркой из области контактной поверхности 5136 после приложения прижимного усилия зажимами 5142, 5144. Прижимное усилие зажимов 5142, 5144 само по себе может изменять область контактной поверхности 5136. Например, прижимное усилие может слегка изменять расстояние между концами трубы и/или относительное смещение по высоте между концами трубы в определенных (или всех) областях области контактной поверхности 5136. Дополнительно, прижимное усилие, прилагаемое зажимами 5142, 5144 может изменить правильную круглую форму одной или обеих труб (например, первый зажим может изменить правильную круглую форму первой свариваемой трубы и/или второй зажим может изменить правильную круглую форму второй свариваемой трубы). В одном варианте реализации изобретения, к примеру, башмаки зажима для любого из зажимов 5142, 5144 расположены симметрично и равномерно распределены по окружности вокруг внутренней поверхности зацепляемой трубы. Дополнительно, наиболее удаленная поверхность каждого башмака зажима может быть равноудалена от центральной оси зажима. Расстояние между каждым башмаком зажима может быть задано таким образом, чтобы быть немного больше, чем внутренний диаметр трубы. В таком случае, если каждый башмак зажима выдвигается в сое максимальное положение, прижимное усилие зажима 5142, 5144 используется для незначительного изменения отклонения от круглой формы трубы, по сравнению с трубой с более круглой формой. До тех пор, пока не будет приложено полное прижимное усилие обоими зажимами 5142, 5144, профиль области контактной поверхности 5136 еще не может быть полностью определена, так как возможно изменение формы. Измерительный датчик 5136, описанный в данном документе, может использоваться для определения профиля после использования зажатия трубы.
[00497] В одном или более вариантах реализации изобретения, так как измерительный датчик 5056 и/или камера контроля 5112 расположены между двумя уплотнениями, измерительный датчик 5056 и/или камера контроля 5112 могут извлечь данные о профиле из промежутка между уплотнениями 5146, 5148 после того, как уплотнения 5146, 5148 войдут в зацепление с внутренней поверхностью 5130, 5132 свариваемых труб 1022а, 1022b. По этой причине, измерительный датчик 5056 может продолжать сканирование и обнаружение профиля области контактной поверхности 5136 перед. во время, и/или после сварочной операции, в которой области между уплотнениями 5146, 5148 снабжены или заполнены продувочным газом. Это может быть целесообразным в некоторых вариантах применения, так как область контактной поверхности 5136 может быть проинспектирована измерительным датчиком 5056 и/или камерой контроля 5112 перед, во время, и/или после сварочной операции без разрушения уплотнения 5146, 5148. К примеру, если измерительный датчик 5056 и/или камера контроля 5112 (совместно с одним или более процессорами 5140) обнаружит(ат), что необходимо небольшое изменение сварного шва или необходима дополнительная сварочная операция, такое изменение или дополнительная сварочная операция может быть выполнена без необходимости установки продувочной камеры в другом месте (например, по сравнению с проектируемой конструкцией, в которой измерительный датчик и/или камера контроля после сварки расположены снаружи продувочной камеры и измерительный датчик 5056 и/или камера контроля 5112 вводятся для проверки области свариваемой контактной поверхности 5136 только после отключения продувочной камеры). Таким образом, измерительный датчик 5056 может использоваться для сканирования области контактной поверхности 5136 между трубами 1022а, 1022b для обнаружения профиля области контактной поверхности 5136 между трубами 1022а, 1022b после выполнения сварочной операции и генерирования данных о профиле после сварки на основе сканирования, а эти данные о профиле после сварки могут быть получены, а также дополнительно скорректированы или выполнен другой дополнительный сварной шов на основе данных о профиле после сварки без высвобождения зажимов 5142, 5144 и/или уплотнений 5146, 5148.
[00498] В одном варианте реализации изобретения, зажимы 5142, 5144 выполнены с возможностью вращения. В одном варианте реализации изобретения, зажимы 5142, 5144 выполнены с возможностью вращения в разных направлениях относительно друг друга.
[00499] Дополнительно, как описано в данном документе, настоящая система обеспечивает относительное вращение первого зажима и второго зажима 5142, 5144 между собой, после того, как они зафиксированы, соответственно, на первой и второй внутренней поверхности трубы 5130, 5132. Это может быть выполнено с помощью одного или более двигателей для ориентации 5030, 5074, управляющих одним или обоими зажимами 5142, 5144, как описано в данном документе. Такое относительное вращение труб 1022а, 1022b может осуществляться в ответ на обнаружение данными профиля перед сваркой, что доступно лучшее угловое совпадение между концами труб, и оно может быть выполнено за счет вращения относительного вращения одного или обоих зажимов 5142, 5144. Такое относительное вращение выполняется без необходимости отсоединения первого и второго зажима 5142, 5144, пока измерительный датчик 5056 остается вдоль оси симметрии между зажимами 5142, 5144. После поворота первой и/или второй трубы 1022а, 1022b создается новый профиль области контактной поверхности 5136, и измерительный датчик 5056 может снова использоваться для сканирования области контактной поверхности 5136 для получения новых данных о профиле перед сваркой. Следует понимать, что так как не нужно отключать ни один из зажимов 5142, 5144 для получения новых данных о профиле перед сваркой, можно избежать излишнего простоя. Следует понимать, что во время относительного вращения труб 1022а, 1022b, в одном варианте реализации изобретения, ролики 5332 внешняя платформа 5330 (6010А, 6010В) может использоваться (согласно инструкциям) один или более процессоров 5140) для работы в сочетании с одним или более зажимами 5142, 5144 для выполнения такого относительного вращения.
[00500] В одном варианте реализации изобретения, зажимы 5142, 5144 и уплотнения 5146, 5148 расположены внутри труб 1022а, 1022b для формирования внутренней области/участка, имеющей уплотнение. В одном варианте реализации изобретения, зажимы 5142, 5144 и уплотнения 5146, 5148 выполнены с возможностью уплотнять противоположные стороны свариваемого шва.
[00501] В одном варианте реализации изобретения, зажим 5142 и уплотнение 5146 активируются вместе, а зажим 5144 и уплотнение 5148 также активируются вместе. В одном варианте реализации изобретения, зажимы 5142, 5144 и уплотнения 5146, 5148 управляются одним и тем же клапаном.
[00502] В одном варианте реализации изобретения, уплотнения 5146, 5148 активируются вместе с зажимом 5142. В одном варианте реализации изобретения, уплотнения 5146, 5148 активируются вместе с зажимом 5144. В одном варианте реализации изобретения, зажим 5142 и уплотнение 5146 активируются независимо друг от друга, и зажим 5144 и уплотнение 5148 также активируются независимо друг от друга. В одном варианте реализации изобретения, отдельная система управления уплотнением может быть выполнена с возможностью управлять работой обоих уплотнений 5146, 5148, независимо (и отдельно от) от системы управления зажимом, выполненной с возможностью управлять работой обоих зажимов 5142, 5144.
[00503] В одном варианте реализации изобретения, зажим 5144 расположен относительно конца трубы 1022b. В одном варианте реализации изобретения, затем зажим 5142 и уплотнение 5146 активируются вместе. В одном варианте реализации изобретения, когда труба 1022а расположена относительно трубы 1022b, зажим 5144 и уплотнение 5148 активируются вместе.
[00504] В одном варианте реализации изобретения, зажимы 5142, 5144 выполнены с возможностью перемещения между полностью выведенным положением (как проиллюстрировано на Фиг. 35B), где зажимы 5142, 5144 не контактируют с внутренней поверхностью 5130, 5132 труб 1022а, 1022b и выдвинутым положением (как проиллюстрировано на Фиг. 35A), где зажимы 5142, 5144 выполнены с возможностью приложения прижимного усилия к внутренней поверхности 5130, 5132 труб 1022а, 1022b. В одном варианте реализации изобретения, зажимы 5142, 5144 построены и смонтированы для зацепления (соприкосновения) с трубами 1022а, 1022b и передачи усилий, которые захватывают и придают форму трубам 1022а, 1022b.
[00505] В одном варианте реализации изобретения, структура, конфигурация и принцип работы зажимов 5142, 5144 проиллюстрированы и пояснены в отношении Фиг. 30 и 33-42. Например, Фиг. 33 и 34 иллюстрируют вид в перспективе и поперечный разрез центральной секции 5008 внутренней системы сварки 5004, размещаемой внутри сегментов трубы 1022а, 1022b, при этом, оба зажима 5142, 5144 и уплотнения 5146, 5148 входят в зацепление с внутренней поверхностью 5130 и 5132 сегментов труб 1022а, 1022b, и, при этом, некоторые компоненты центральной секции 5008 не проиллюстрированы для ясности; Фиг. 35 иллюстрирует вид центральной секции 5008 внутренней системы сварки 5004, размещаемой внутри сегментов трубы 1022а, 1022b, при этом, только зажимы 5142, 5144 (без уплотнений) входят в зацепление с внутренней поверхностью 5130 и 5132 сегментов труб 1022а, 1022b, и, при этом, некоторые компоненты центральной секции 5008 не проиллюстрированы для ясности; Фиг. 36 иллюстрирует вид в перспективе башмака зажима 5157, закрепленного на пальце башмака зажима 5090, расположенного в паукообразном элементе 5100; Фиг. 37 иллюстрирует вид в перспективе паукообразного элемента 5100; Фиг. 38 иллюстрирует вид в перспективе пальца башмака зажима 5090; и Фиг. 39 и 40 иллюстрируют вид в перспективе ступицы 5096 зажимов 5142 или 5140 с пальцами башмака зажима 5090 и рычагами 5092, присоединенными к ним.
[00506] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 35C, зажимы 5142, 5144 проиллюстрированы в сложенном положении для иллюстрации того, как направляющие 5062, 5070 выдвигаются немного выше. На фиг. 35C сварочные горелки 5502 проиллюстрированы в выдвинутых положениях. Как правило, сварочные горелки 5502 могут быть в выдвинутом положении только после того, как зажимы 5142, 5144 будут в выдвинутом положении.
[00507] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 36, система сварки 5004 может содержать множество первых башмаков зажима 5157, равномерно распределенных по окружности независимо друг от друга на их соответствующем паукообразном элементе 5100, и множество вторых башмаков зажима 5157 равномерно распределенных по окружности независимо друг от друга на их соответствующем паукообразном элементе 5100.
[00508] В одном варианте реализации изобретения, башмаки зажима 5157 могут иметь различную высоту для разных размеров труб и могут быть точно отрегулированы, к примеру, с помощью прокладок или других элементов регулировки. В одном варианте реализации изобретения, башмаки зажима 5157 могут быть самоцентрирующимися элементами. В одном варианте реализации изобретения, башмаки зажима 5157 внутренней системы сварки 5004 построены и смонтированы так, чтобы иметь радиальный зазор около 1 дюйма с внутренней поверхностью трубы.
[00509] В одном варианте реализации изобретения, каждый башмак зажима 5157 содержит контактирующие с поверхностью трубы элементы (или с поверхностями) 5156. В одном варианте реализации изобретения, контактирующие с поверхностью трубы элементы 5156 построены и смонтированы для вхождения в зацепление посредством трения с внутренней поверхностью 5130, 5132 труб 1022а, 1022b с обеих сторон области контактной поверхности 5136, когда зажимы 5152, 5154 выдвигаются.
[00510] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 30 и 36-38, каждый башмак зажима 5157 построен и смонтирован для соединения с определенным пальцем башмака зажима 5090 и размещения на нем. В одном варианте реализации изобретения, палец башмака зажима 5090 построен и смонтирован для выдвигания через его соответствующее отверстие 5158 в паукообразном элементе 5100. В одном варианте реализации изобретения, отверстия 5158 в паукообразном элементе 5100 построена и смонтировано, главным образом, для выдвигания в радиальном направлении в паукообразном элементе 5100 таким образом, чтобы обеспечить перемещение (например, радиального перемещения вверх и вниз) пальца башмака зажима 5090 в соответствующем отверстии 5158 в паукообразном элементе 5100. В одном варианте реализации изобретения, паукообразный элемент 5100 может быть любым элементом, который построен и смонтирован, чтобы способствовать перемещению пальцев башмака зажима 5090 таким образом, чтобы зажимы 5142, 5144 прилагали прижимающее усилие на внутреннюю поверхность 5130, 5132 труб 1022а, 1022b.
[00511] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 38, один конец 5164 пальца башмака зажима 5090 присоединен к башмаку зажима 5157, а другой конец 5166 пальца башмака зажима 5090 присоединен к рычагу 5092. В одном варианте реализации изобретения, конец 5166 пальца башмака зажима 5090 содержит вырез 5168, который построен и смонтирован для установки в него рычага 5092. В одном варианте реализации изобретения, конец 5166 пальца башмака зажима 5090 также содержит отверстия 5170, которые построены и смонтированы для установки крепежных деталей 5172 для соединения рычага 5092 с концом 5166 пальца башмака зажима 5090.
[00512] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 37, паукообразный элемент 5100 может содержать отверстия 5162, которые построены и смонтированы, чтобы обеспечить возможность соединения между пальцем башмака зажима 5090 и рычагом 5092. В одном варианте реализации изобретения, отверстия 5162 паукообразного элемента 5100 также построены и смонтированы, чтобы обеспечить возможность перемещения рычага 5092, когда зажимы 5142, 5144 перемещаются между сложенным и выдвинутым положением. В одном варианте реализации изобретения, паукообразный элемент 5100 закреплен на соответствующем зажиме 5142 или 5144.
[00513] В одном варианте реализации изобретения, рычаг 5092 представляет собой элемент удлиненной формы с отверстиями, выполненными на его концах. В одном варианте реализации изобретения, концы рычагов, как правило, имеют закругленную конфигурацию, обеспечивающую возможность перемещения рычага 5092, когда зажимы 5142, 5144 перемещаются между их сложенным и выдвинутым положением.
[00514] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 30, 39 и 40, один конец рычага 5092 соединен с пальцем башмака зажима 5090, а другой конец рычага 5092 соединен со ступицей 5096. В одном варианте реализации изобретения, каждый башмак зажима соединен таким образом со ступицей 5096 посредством своего соответствующего пальца башмака зажима 5090 и рычага 5092.
[00515] В одном варианте реализации изобретения, ступица 5096 может содержать вырезы 5174 (как проиллюстрировано на Фиг. 40), которые построены и смонтированы, чтобы обеспечить возможность соединений между рычагами 5092 и ступицей 5096. В одном варианте реализации изобретения, вырезы 5174 ступицы 5096 также построены и смонтированы, чтобы обеспечить возможность перемещения рычагов 5092 в вырезах 5174, когда зажимы перемещаются между их сложенным и выдвинутым положением.
[00516] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 30, зажим 5152 или 5154 содержит цилиндр 5086, поршень 5084 и вал 5094. В одном варианте реализации изобретения, поршень 5084 выполнен с возможностью перемещаться в осевом направлении в цилиндре 5086, а вал 5094 удерживает поршень 5084. В одном варианте реализации изобретения, вал 5094 перемещается вместе с поршнем 5084.
[00517] В одном варианте реализации изобретения, ступица 5096 построена и смонтирована для соединения с валом 5094, который продольно перемещается поршнем 5084, совершающем возвратно-поступательные движения в осевом направлении, например, приводимый в действие давлением текучей среды (гидравлической или пневматической) внутри цилиндра 5086.
[00518] Зажимы 5142, 5144 перемещаются из сложенного положения (как проиллюстрировано на Фиг. 35B), где зажимы 5142, 5144 не контактируют с внутренней поверхностью 5130, 5132 труб 1022а, 1022b, в выдвинутое положение (как проиллюстрировано на Фиг. 35A), в котором зажимы 5142, 5144 выполнены с возможностью приложения прижимного усилия к внутренней поверхности 5130, 5132 труб 1022а, 1022b за счет активации цилиндра 5086 так, что поршень 5084 перемещается в осевом направлении в цилиндре 5086. В одном варианте реализации изобретения, сжатый воздух из передней вращающейся муфты 5032 через клапан управления передним зажимом 5018 попадает в канал 5031 (как проиллюстрировано на Фиг. 30). Поступающий в канал 5031 сжатый воздух давит на поршень 5084 вперед для перемещения зажимов 5142, 5144 в их выдвинутое положение.
[00519] Другими словами, осевое перемещение поршня 5084 приводит к осевому перемещению вала 5094, соединенного с поршнем 5084. В одном варианте реализации изобретения, осевое перемещение вала 5094, в свою очередь, приводит к осевому перемещению ступицы 5096. В одном варианте реализации изобретения, осевое перемещение ступицы 5096 преобразуется в радиальное перемещение пальцев башмака зажима 5090 посредством их рычагов 5092. Таким образом, радиальное усилие зажима генерируется давлением текучей среды сжатого воздуха, приводящего в действие поршень 5084, который приводит в действие рычаги 5092, преобразующие осевое перемещение поршня 5084 (посредством вала 5094 и ступицы 5096) в радиальное перемещение башмаков зажимов 5157.
[00520] В одном варианте реализации изобретения, размер цилиндра, прилагаемое давление текучей среды и размеры различных компонентов зажимов 5142 и 5144 могу изменяться для управления прижимной силой, прилагаемой зажимами к внутренней поверхности 5130, 5132 труб 1022а, 1022b.
[00521] В одном варианте реализации изобретения, уплотнения 5146, 5148, как правило, имеют тороидальную или кольцеобразную форму, позволяющую чести центральной секции (например, переднему зажиму 5142 или заднему зажиму 5144) проходить через них. В одном варианте реализации изобретения, уплотнения 5146, 5148 построены и смонтированы в качестве радиально выдвигающихся элементов. В одном варианте реализации изобретения, уплотнения 5146, 5148 построены и смонтированы для соединения с пневматической или гидравлической линией, которая транспортирует текучую среду к уплотнениям 5146, 5148 для их наполнения. Так как уплотнения 5146, 5148 наполняются, они построены и смонтированы для зацепления с внутренней поверхностью 5130, 5132 труб 1022а, 1022b, образуя, соответственно, камеру 5150 между ними. В одном варианте реализации изобретения, после наполнения уплотнение 5146 входит в зацепление с внутренней поверхностью 5130 трубы 1022а, а после наполнения уплотнение 5148 входит в зацепление с внутренней поверхностью 5130 трубы 1022b. В одном варианте реализации изобретения, после наполнения уплотнения 5146, 5148 входят в зацепление на противоположной стороне области контактной поверхности 5136. В одном варианте реализации изобретения, камера 5150 представляет собой закрытый объем, который может назваться «камерой продувочного газа». В одном варианте реализации изобретения, камера 5150 построена и смонтирована для поступления в нее продувочного газа.
[00522] В одном варианте реализации изобретения, внутренняя система сварки 5004 может содержать емкость с продувочным газом, выполненную с возможностью предоставления продувочного газа между наполненным первым уплотнением 5146 и наполненным вторым уплотнением 5148 для снижения содержания кислорода между первым и вторым наполненным уплотнениями 5146 и 5148 во время сварочной операции. В одном варианте реализации изобретения, продувочный газ может размещаться в секции привода 5010 внутренней системы сварки 5004. В одном варианте реализации изобретения, продувочный газ выполнен с возможностью предотвращать окисление во время сварочной процедуры. В одном варианте реализации изобретения, продувочный газ представляет собой инертный газ. В одном варианте реализации изобретения, продувочный газ может содержать аргон, гелий, азот или их комбинацию. В одном варианте реализации изобретения, продувочный газ содержит комбинацию аргона и CO2.
[00523] В одном варианте реализации изобретения, продувочный газ закачивается во внутреннюю герметизированную область, образованную между наполненным первым и вторым уплотнениями 5146, 5148. За счет уплотнения внутренней области от доступа кислорода, можно избежать окисления, возникающего вследствие воздействия очень высокой температуры во время сварочного процесса.
[00524] В одном варианте реализации изобретения, внутренняя система сварки 5044 может содержать датчик кислорода 5176 и датчик давления 5178. В одном варианте реализации изобретения, датчики кислорода и давления 5176 и 5178 функционально связаны с одним или более процессорами 5140. В одном варианте реализации изобретения, датчики кислорода и давления 5176 и 5178 построены и смонтированы для размещения в поворотной ступице 5078. В другом варианте реализации изобретения, датчики кислорода и давления 5176 и 5178 построены и смонтированы для размещения на паукообразном элементе 5100 (например, между зажимами).
[00525] В одном варианте реализации изобретения, датчик кислорода 5176 выполнен с возможностью измерять содержание кислорода в газе продувочной камеры 5150 и отправлять данные о содержании кислорода, указывающие на содержание кислорода в газе продувочной камеры 5150 одному или более процессорам 5140. В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью получать данные о содержании кислорода, сравнивать полученные данные о содержании кислорода с предварительно заданным значением содержания кислорода и генерировать сигнал о превышении содержания кислорода в газе, если данные о содержании кислорода больше, чем предварительно заданное значение содержания кислорода. В одном варианте реализации изобретения, на основе сигнала о превышении содержания кислорода внутренняя система сварки 5004 может быть выполнена с возможностью открыть конструкцию клапана, чтобы обеспечить возможность продувочному газу (из источника/емкости с продувочным газом) поступать в продувочную камеру 5150 до тех пор, пока измеренное содержание кислорода не упадет ниже предварительно заданного значения содержания кислорода. В одном варианте реализации изобретения, на основе сигнала о превышении содержания кислорода внутренняя система сварки 5004 может быть выполнена с возможностью остановить сварочную процедуру.
[00526] В одном варианте реализации изобретения, датчик давления 5178 выполнен с возможностью измерять давление инертного газа в продувочной камере 5150 и отправлять данные о давлении, которые указывают на давление инертного газа в продувочной камере 5150, одному или нескольким процессорам 5140. В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью получать данные о давлении, сравнивать полученные данные о давлении с предварительно заданным значением давления и генерировать сигнал, если данные о давлении превышают предварительно заданное значение давления. В одном варианте реализации изобретения, на основе сигнала об избыточном давлении, внутренняя система сварки 5004 может быть выполнена с возможностью открыть конструкцию выпускного клапана для выпуска давления в продувочной камере 5150 до тех пор, пока давление не упадет ниже предварительно заданного значения давления. В одном варианте реализации изобретения, на основе сигнала об избыточном давлении внутренняя система сварки 5004 может быть выполнена с возможностью остановить сварочную процедуру.
[00527] В одном варианте реализации изобретения, уплотнения 5146, 5148, емкость с продувочным газом, камера с продувочным газом 5150, образованная между уплотнениями 5146, 5148, датчики кислорода и давления 5176 и 5178, контролирующие газ в продувочной камере 5150 являются необязательными.
[00528] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 33, внутренняя система сварки 5004 содержит камеру контроля 5112, выполненную с возможностью размещения между первым устройством зацепления трубы 5052 и вторым устройством зацепления трубы 5054. В одном варианте реализации изобретения, камера контроля 5112 построена и смонтирована для установки с возможностью вращения на поворотную ступицу 5078.
[00529] В одном варианте реализации изобретения, камера контроля 5112 функционально связана с одним или более процессорами 5140. В одном варианте реализации изобретения, камера контроля 5112 выполнена с возможностью оправлять данные контроля перед, после или во время сварочной операции одному или более процессорам 5140.
[00530] В одном варианте реализации изобретения, данные камеры контроля, как правило, содержат изображение(я) сварного соединения, полученные камерой контроля 5112. В одном варианте реализации изобретения, камера контроля 5112 выполнена с возможностью получать изображение(я) сварного соединения во время или после сварочной операции.
[00531] В одном варианте реализации изобретения, данные камеры контроля, как правило, содержат изображение(я) области контактной поверхности 5136 между трубами 1022а, 1022b, полученные камерой контроля 5112. В одном варианте реализации изобретения, камера контроля 5112 выполнена с возможностью получать изображение(я) области контактной поверхности 5136 между трубами 1022а, 1022b перед или во время сварочной операции.
[00532] В одном варианте реализации изобретения, камера контроля 5112 может быть устройством любого типа, выполненным с возможностью получения снимка/просмотра снимка области контактной поверхности 5136 между трубами 1022а, 1022b. В одном варианте реализации изобретения, камера 5112 может быть двумерной (2D) камерой для визуального контроля сварного соединения или области контактной поверхности 5136 между трубами 1022а, 1022b.
[00533] В одном варианте реализации изобретения, камера контроля 5112 может быть двумерной (2D) камерой, оснащенной полупроводниковой матрицей с зарядовой связью (ПЗС). В одном варианте реализации изобретения, один или более процессоров 5140, связанных с камерой контроля 5112, могут быть выполнены с возможностью анализировать изображение(я), полученные камерой контроля 5112 для обнаружения любых дефектов, присутствующих в сварном шве. В одном варианте реализации изобретения, на внешний экран оператора может передаваться визуальный сигнал на основе такого анализа. Например, 2D-камера может быть цветной камерой и изменение в цвете может указывать оператору на наличие дефектов сварного шва. В одном варианте реализации изобретения, имеющиеся изменения в профиле также могут указывать на дефект сварного шва.
[00534] В одном варианте реализации изобретения, камера контроля 5112 выполнена с возможностью получения термического изображения (например, различных цветовых областей металла) сварного соединения/участка. Затем, термическое изображение анализируется для определения того, какая температура достигнута в разных участках сварного шва/участка.
[00535] В одном варианте реализации изобретения, изображения, предоставляемые камерой контроля 5112, могут быть цветными изображениями. В одном варианте реализации изобретения, один или более процессоров 5140, связанных с камерой контроля 5112, могут быть выполнены с возможностью анализировать цвет каждого пиксела полученного изображения для определения температуры, связанной с этим пикселом.
[00536] Варианты реализации изобретения, изображения, предоставляемые камерой контроля 5112, могут быть изображениями в оттенках серого цвета. В одном варианте реализации изобретения, один или более процессоров 5140, связанных с камерой контроля 5112, могут быть выполнены с возможностью анализировать интенсивность или яркость каждого пиксела полученного изображения для определения температуры, связанной с этим пикселом. В одном варианте реализации изобретения, один или более процессоров 5140, связанных с камерой контроля 5112, могут быть выполнены с возможностью анализировать свойства пикселов полученного изображения для определения, выходит ли температура за пределы порогового значения или предварительно заданного диапазона температур (и является ли она относительно очень высокой или относительно очень низкой) и/или есть ли большая разница температур между соседними пикселами. В одном варианте реализации изобретения, аномальная температура или разница температур могут указывать на наличие дефекта сварного шва.
[00537] Например, в одном варианте реализации изобретения, изображение может анализироваться для определения, достигла ли область или области сварного соединения/участка относительно очень высокой или относительно очень низкой температуры. В одном варианте реализации изобретения, изображение может анализироваться для определения, имеет ли область или области сварного соединения/участка разницу/изменение температуры. В одном варианте реализации изобретения, определяется температура каждой области сварного соединения/участка, и определенна таким образом температура каждой области сварного соединения/участка сравнивается с пороговым значением или предварительно заданным диапазоном температур для определения, достигла ли область или области сварного соединения/участка относительно очень высокой или относительно очень низкой температуры, и имеет ли область или области сварного соединения/участка разницу/изменение температуры.
[00538] В одном варианте реализации изобретения, камера контроля 5112 выполнена с возможностью следовать за сварочной горелкой 5502 таким образом, чтобы оператор мог контролировать сварной шов, как только сварочной горелкой 5502 выполняется сварной шов.
[00539] В различных вариантах реализации изобретения, измерительный датчик содержит лазер, 3D-камеру, ультразвуковой и электрический емкостной датчик. Если используется лазер, типом используемого лазера может быть лазерный датчик смещения. В одном варианте реализации изобретения, лазер может быть лазером высокоскоростной/высокоточной серии LK-G5000 лазерных датчиков смещения, производимых компанией ʺKeyenceʺ. В одном варианте реализации изобретения, лазер может быть лазером с микропроцессорным управлением, например, ʺSmart Laser Sensor SLS-050ʺ, производимым компанией ʺMeta Vision Systems Inc.ʺ
[00540] В одном варианте реализации изобретения, измерительный датчик может содержать излучатель для испускания исследовательского пучка излучения, и приемник для получения измерительных сигналов отраженного излучения. В одном варианте реализации изобретения, приемки датчика содержит датчик, обнаруживающий отраженное излучение и генерирующий сигналы на основе отраженного излучения. Эти сигналы принимаются одним или более процессорами. В одном варианте реализации изобретения, сигналы содержат данные и информацию, соответствующие трехмерному профилю области контактной поверхности между свариваемыми трубами и могут использоваться, к примеру, для определения относительной высоты расположенных рядом поверхностей труб в свариваемой области, относительного смещения между трубами, любой неравномерности в расположенных рядом поверхностях свариваемых труб (например, в их областях разделки шва). Дополнительно, так как измерительный датчик выполняет сканирование всей контактной поверхности между трубами, можно определить специфичный профиль контактной поверхности в каждой определенной области сканирования. Эта информация может использоваться одним или более процессорами для управления работой сварочной горелки для выполнения индивидуального/адаптированного сварного шва, который адаптирован в соответствии с определенным структурным профилем свариваемых труб в области их контактной поверхности.
[00541] В одном варианте реализации изобретения, система 5000 может содержать корпуса 5852, 5854 (как проиллюстрировано на Фиг. 31), которые выполнены с возможностью размещения в них и защиты, соответственно, измерительного датчика 5056 и камеры контроля 5112 от летящих горячих искр (брызг) от сварки, и/или других осколков, которые могут лететь в сторону измерительного датчика 5056 и/или камеры контроля 5112 во время сварочной операции.
[00542] В одном варианте реализации изобретения, корпуса 5852, 5854 измерительного датчика 5056 и/или камеры контроля 5112 могут быть выполнены из поликарбоната. В одном варианте реализации изобретения, части корпусов 5852, 5854 могут быть выполнены съемными, что способствует их очистке (например, удалению сварочных брызг или других осколков от сварки) или ремонту. В одном варианте реализации изобретения, части корпусов 5852, 5854 могут содержать защиту объектива камеры или защиту объектива измерительного датчика. В одном варианте реализации изобретения, части корпусов 5852, 5854 измерительного датчика 5056 и или камеры контроля 5112 могут быть выполнены с возможностью одноразового использования, таким образом, части корпуса 5852, 5854 могут быть легко заменены, если они забиты брызгами сварки или другими сварочными осколками. Например, в одном варианте реализации изобретения, камера контроля 5112 может содержать (прямоугольный) элемент из поликарбоната перед ее объективами, который может быть заменен при забивании/засорении брызгами сварки или другими сварочными осколками.
[00543] В одном варианте реализации изобретения, проверка перед сваркой, проверка «на лету» и проверка после сварки может выполняться измерительным датчиком 5056. В одном варианте реализации изобретения, проверка перед сваркой, проверка «на лету» и проверка после сварки может выполняться измерительным датчиком 5056 и камерой контроля 5112.
[00544] В одном варианте реализации изобретения, измерительный датчик 5056 может содержать излучатель 5180 для испускания исследовательского пучка излучения, и приемник 5182 для получения измерительных сигналов отраженного излучения. В одном варианте реализации изобретения, измерительный датчик 5056 испускает излучение по направлению к области контактной поверхности 5136. В одном варианте реализации изобретения, приемник 5182 измерительного датчика 5136 выполнен с возможностью принимать отраженное от поверхности излучение в области контактной поверхности 5136 и генерировать на его основе электронные сигналы. В одном варианте реализации изобретения, приемник или датчик 5182 измерительного датчика 5056 выполнен с возможностью воспринимать отраженный сигнал для распознания 3D-топографии сварного соединения/участка. Измерительный датчик 5056 может взаимозаменяемо называться в данном документе «измерительный лазер».
[00545] В одном варианте реализации изобретения, измерительный датчик 5136 содержит множество измерительных датчиков, которые передают излучение по направлению к области контактной поверхности 5136. В одном варианте реализации изобретения, каждый измерительный датчик может содержать приемник для приема отраженного от поверхности излучения в области контактной поверхности 5136 и генерировать на его основе электронные сигналы.
[00546] В одном варианте реализации изобретения, измерительный датчик 5056 может содержать лазерный датчик смещения. В одном варианте реализации изобретения, измерительный датчик 5056 может содержать датчик на основе комплементарного металло-оксидного полупроводника (КМОП). В одном варианте реализации изобретения, измерительный датчик 5056 может содержать объективы с высокой четкостью типа Ernostar. В одном варианте реализации изобретения, один или более процессоров 5140, связанных с измерительным датчиком 5056 выполнен с возможностью использования системы треугольников для определения позиции отраженного света на RS-CMOS-датчике.
[00547] В одном варианте реализации изобретения, измерительный датчик 5056 может получать входящее электропитание от электронного модуля подачи проволоки 5046. В одном варианте реализации изобретения, электронный модуль подачи проволоки 5046 выполнен с возможностью получать входящее электропитание от батарей 5116 в секции привода 5010 посредством заднего контактного кольца 5080. Таким образом, измерительный датчик 5056 получает входящее электропитание от батарей 5116 в секции привода 5010 посредством заднего контактного кольца 5080 и электронного модуля подачи проволоки 5046. Это может происходить, когда кабеля, шланги и/или провода к приводной тяге/фалу 5034 отключены от системы 5004, к примеру, когда система 5004 перемещается от одного сварного соединения к следующему сварному соединению.
[00548] В другом варианте реализации изобретения, измерительный датчик 5056 может получать входящее электропитание напрямую из фала/приводной тяги 5034. Например, когда кабели, шланги и/или провода к приводной тяге/фалу 5034 подключены к системе 5004, измерительный датчик 5056 может получать входящее электропитание напрямую от фала/приводной тяги 5034.
[00549] Следует понимать, что в некоторых вариантах реализации изобретения, может потребоваться электропитание к измерительному датчику 5056 и/или камере контроля 5112 и получение от них данных. Такое снабжение электропитанием и/или передача данных от измерительного датчика 5056 и/или камеры контроля 5112 может выполняться компонентами, например, одним или более процессорами 5140 и/или источником питания, находящимися снаружи устройства зацепления трубы (например, снаружи зажимов 5142, 5144 и/или уплотнений 5146, 5148). В некоторых вариантах реализации изобретения, где снабжение электроэнергией и/или передача данных выполняются через проводной (в противоположность беспроводному) коммуникационный и/или канал электропитания, такой проводной канал может принимать в расчет вращение поворотной ступицы 5078, к примеру, для снижения или предотвращения скручивания и/или запутывания проводного канала. По этой причине, в одном примере, как описано в данном документе, проводной канал (который может передавать информацию и/или электропитание) может быть снабжен (i) подвижной частью, которая перемещается с измерительным датчиком 5056, когда измерительный датчик 5056 направляет исследовательское излучение вдоль области контактной поверхности под действием вращающего усилия одного или более двигателей для ориентации, и (ii) стационарной частью, которая остается зафиксированной во время перемещения подвижной части. Стационарная и поворотная части проводного канала могут быть соединены посредством описанного контактного кольца, который обеспечивает поверхность контакта между подвижными и зафиксированными частями, чтобы обеспечить возможность передачи сигналов из подвижной части в стационарную часть. Следует понимать, что может использоваться либо отдельный проводной канал (например, со множеством отдельных проводов) или множество проводных каналов (отдельных каналов для подачи электропитания и обмена данными). Дополнительно, если к измерительному датчику подается встроенное электропитание, то через контактное кольцо проходит только коммуникационный канал. Если предоставляется беспроводной обмен данными с измерительным датчиком, то через контактное кольцо проходит только канал электропитания. Если предусмотрено встроенное электропитание и беспроводной обмен данными, то необходимо предусмотреть проводной обмен данными.
[00550] Аналогично описанному в отношении проводного коммуникационного канала, также необходимо предусмотреть подачу инертного газа к осевому положению между устройствами зацепления трубы (например, между зажимами и/или уплотнениями) через пневматический канал или магистраль для транспортировки инертного газа. Также необходимо уменьшить скручивание и/или запутывание пневматического канала, которые, в противном случае, возникают при вращении поворотной ступицы 5078. По этой причине, пневматический канал необходимо предусмотреть со стационарной частью, соединенной с источником инертного газа и подвижную часть, которая проходит в поворотную ступицу, подвижная часть соединяется со стационарной частью посредством вращающейся муфты. Вращающаяся муфта обеспечивает относительное вращение между стационарной и подвижной пневматическими частями.
[00551] В одном варианте реализации изобретения, измерительный датчик 5056 функционально связан с двигателем измерительного датчика для направления исследовательского пучка излучения вдоль контактной поверхности 5136 между трубами 1022а, 1022b. В одном варианте реализации изобретения, измерительный датчик 5056 и двигатель измерительного датчика могут быть функционально связаны с одним или более процессорами 5140. В одном варианте реализации изобретения, первый и второй двигатели вращения 5030 и 5074 могут вместе взаимозаменяемо называться двигателями измерительного датчика.
[00552] В одном варианте реализации изобретения, измерительный датчик 5056 выполнен с возможностью определять характеристики области контактной поверхности 5136 между трубами 1022а, 1022b. В одном варианте реализации изобретения, характеристики области контактной поверхности 5136 могут содержать зазор между трубами 1022а, 1022b. В одном варианте реализации изобретения, характеристики области контактной поверхности 5136 могут содержать радиальное смещение (например, вверх/вниз) между трубами 1022а, 1022b. В одном варианте реализации изобретения, характеристики области контактной поверхности 5136 могут содержать геометрически параметры на каждом местоположении сварного шва. В одном варианте реализации изобретения, характеристики области контактной поверхности 5136 могут содержать сколы, борозды или другие неровности труб 1022а, 1022b. В одном варианте реализации изобретения, характеристики области контактной поверхности 5136 могут содержать изменения закругленности труб 1022а, 1022b. В одном варианте реализации изобретения, характеристики области контактной поверхности 5136 могут содержать контуры разделки шва труб 1022а, 1022b (после выравнивания труб). В одном варианте реализации изобретения, характеристики области контактной поверхности 5136 могут содержать различные цветовые области металла сварного соединения/участка. Например, эти цветовые области анализируются для определения того, какая температура достигнута в разных областях сварного соединения/области.
[00553] В одном варианте реализации изобретения, измерительный датчик 5056 может быть выполнен с возможностью определять характеристики области контактной поверхности 5136 между трубами 1022а, 1022b, к примеру, перед активацией сварочной горелки 5502 для начала закрепления/сварки труб 1022а, 1022b друг с другом. Например, характеристики области контактной поверхности 5136 могут содержать геометрические параметры разделки шва трубы, зазора между внутренними прилегающими концами труб 1022а, 1022b (после выравнивания трубы), зазора между разделкой шва трубы 1022а, 1022b (после выравнивания трубы), и т. д. В одном варианте реализации изобретения, измерительный датчик 5056 может быть выполнен с возможностью определять характеристики области контактной поверхности 5136 между трубами 1022а, 1022b, к примеру, 1022b, во время сварочной операции в области контактной поверхности перед наложением на нее металла сварного шва. Например, характеристики области контактной поверхности 5136 могут содержать разницу по высоте между фасками труб после их выравнивания. В одном варианте реализации изобретения, характеристики области контактной поверхности 5136 могут содержать несоответствия по высоте между соседними кромками труб (например, на их внутренних скошенных краях). В одном варианте реализации изобретения, измерительный датчик 5056 может быть выполнен с возможностью определять характеристики области контактной поверхности 5136 между трубами 1022а, 1022b, к примеру, после сварочной операции. Например, эти характеристики области контактной поверхности 5136 могут содержать характеристики образованных валиков сварного шва, параметры формы сварного шва, например, несоответствие сопрягаемых деталей, впадина валика сварного шва, угол входа.
[00554] В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью управлять измерительным датчиком 5056 и двигателями 5030, 5074 для сканирования области контактной поверхности 5136 между трубами 1022а, 1022b.
[00555] В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью взаимодействовать с измерительным датчиком 5056 для сканирования области контактной поверхности 5136 между трубами 1022а, 1022b для определения профиля области контактной поверхности 5136 между трубами 1022а и 1022b перед сварочной процедурой и генерирования на его основе данных о профиле перед сваркой.
[00556] В данном документе термин «профиль» означает общее обозначение физических атрибутов свариваемой области контактной поверхности между трубами. Термин «данные о профиле» означает данные, соответствующие профилю, которые могут быть извлечены из области контактной поверхности. Например, такие данные могут быть получены за счет сканирования области контактной поверхности измерительным датчиком, например, лазером. Данные о профиле содержат различные типы информации о профиле, такие различные типы информации называются в данном документе «характеристиками».
[00557] В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью взаимодействовать с измерительным датчиком 5056 для сканирования области контактной поверхности 5136 между трубами 1022а, 1022b для определения профиля области контактной поверхности 5136 между трубами 1022а и 1022b во время сварочной процедуры в области контактной поверхности 5136 перед наложением на нее сварного шва и генерирования данных о профиле «на лету». В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью генерировать сигналы для управления сварочной горелкой 5502 на основе данных о профиле, полученных «на лету». Данные о профиле, получаемые «на лету», описаны более подробно ниже. В данном описании термин «на лету» также означает или относится к понятию «режим реального времени», означающему, что измерение или определение используется одним или более процессорами во время текущей сварочной операции для управления сварочным аппаратом. Конечно, из-за измерительного датчика запаздывание сварочной горелки относительно измерительного датчика/измерительного лазера имеет определенное значение, возникает определенный буфер (или небольшая задержка по времени) между получением данных о профиле и использованием таких данных одним или более процессорами для управления сварочной горелкой.
[00558] В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью взаимодействовать с измерительным датчиком 5056 для сканирования области контактной поверхности 5136 между трубами 1022а, 1022b для определения профиля области контактной поверхности 5136 между трубами 1022а и 1022b после сварочной процедуры и генерирования на его основе данных о профиле после сварки. Данные о профиле, получаемые после сварки, описаны более подробно ниже.
[00559] В одном варианте реализации изобретения, измерительный датчик 5056 выполнен с возможностью работать совместно со сварочной горелкой 5502 системы сварки 5004 для определения профиля контактной поверхности и/или профиля металла сварного шва для наложения металла сварного шва в нужном количестве и в нужном месте на торцевое соединение. В одном варианте реализации изобретения, измерительный датчик 5056 выполнен с возможностью исследования сварного шва и отправки сигнала одному или более процессорам 5140 шарнирной сварочной головки 5502 для управления перемещением сварочной головки 5502 вокруг всего торцевого соединения. Точнее говоря, сварочная горелка 5502 выполнена с возможностью следовать за измерительным датчиком за счет того, что система управления сварочной головкой непрерывно получает информацию о профиле сварного шва от торцевого соединения. Затем, информация используется для непрерывной регулировки сварочной горелки 5502 для достижения необходимой структуры/профиля сварного шва.
[00560] В одном варианте реализации изобретения, внутренняя система сварки 5004 может содержать измерительный датчик для каждой сварочной горелки 5502. В одном варианте реализации изобретения, внутренняя система сварки 5004 содержит три сварочные горелки 5502 и три связанных с ними измерительных датчика 5056. В одном варианте реализации изобретения, внутренняя система сварки 5004 может содержать два измерительных датчика для каждой сварочной горелки 5502. В одном варианте реализации изобретения, количество измерительных датчиков, используемых во внутренней системе сварки 5004 может изменяться.
[00561] В одном варианте реализации изобретения, полевая система 5000 настоящей патентной заявки представляет собой интеллектуальную внутреннюю систему проверки, содержащую внутренние системы автоматического управления и контроля, включая камеру контроля 5112, измерительный датчик 5056 и сварочную головку или горелку 5502 между расположенных с промежутком зажимов 5142, 5144 и конструкции уплотнения 5146, 5148. В одном варианте реализации изобретения, полевая система 5000 настоящей патентной заявки представляет собой интеллектуальную внутреннюю систему проверки, содержащую камеру контроля 5112 и измерительный датчик 5056 между расположенных с промежутком зажимов 5142, 5144 и конструкции уплотнения 5146, 5148. В одном варианте реализации изобретения, полевая система 5000 настоящей патентной заявки представляет собой интеллектуальную внутреннюю систему проверки, содержащую внутренние системы автоматического управления и контроля, включая камеру контроля 5112, измерительный датчик 5056 и сварочную головку или горелку 5502 между расположенных с промежутком зажимов 5142, 5144.
[00562] В одном варианте реализации изобретения, система сварки закреплена на задней части зажима для центровки труб и становится встроенным аналитическим инструментом, который минимизирует время простоя, связанное с использованием сторонних инструментов. В одном варианте реализации изобретения, и камера контроля 5112, и измерительный датчик 5056 используются для проверки сварного соединения. В одном варианте реализации изобретения, камера контроля 5112 выполнена с возможностью получать двумерное изображение сварного шва и анализировать цвет сварного соединения. Так как цвет сварного соединения указывает на температуру материала, которая была достигнута во время сварочной процедуры, информация, полученная камерой контроля 5112 помогает определить, был ли выполнен сварной шов правильно. В одном варианте реализации изобретения, измерительный датчик 5056 выполнен с возможностью анализировать профиль сварного шва. В одном варианте реализации изобретения, измерительный датчик 5056 совместно с двумерным (2D) цветной камерой 5112, оснащенной полупроводниковой матрицей с зарядовой связью (ПЗС) выполнен с возможностью выполнять проверку корня шва непосредственно после процедуры прохода при заварке корня шва и горячего прохода. В одном варианте реализации изобретения, система сварки 5004 выполнена с возможностью предоставлять профиль прохода при заварке корня шва и первичное 2D-изображение, иллюстрирующее изменение цвета и любые геометрически дефекты слоя прохода при заварке корня шва. В одном варианте реализации изобретения, система сварки 5004 выполнена с возможностью создания постоянной регистрации профиля слоя прохода при заварке корня шва и визуального изображения, которое может быть сохранено и воспроизведено на электронном устройстве пользователя (например, на ноутбуке).
[00563] В одном варианте реализации изобретения, проверка, выполняемая измерительным датчиком 5056 совместно с цветной камерой 5112, может быть использована в качестве справочной информации для АУТ-проверки сварного шва. В одном варианте реализации изобретения, проверка, выполняемая измерительным датчиком 5056 совместно с цветной камерой 5112, может использоваться для проверки по принципу «годен-не годен» (прошел/не прошел тест(проверку)) для сварных швов прохода при заварке корня и горячего прохода. В одном варианте реализации изобретения, если обнаружен дефект корня шва, сварное соединение срезается и подготавливается на той же станции за долго до того, как если бы дефект был бы обнаружен после наплавления всех проходов, что позволяет предотвратить значительные потери производственного времени.
[00564] В одном варианте реализации изобретения, внутренняя система сварки 5004 содержит систему обратной связи, которая выполнена с возможностью быть функционально связанной со множеством датчиков и одним или более процессорами 5140. В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью анализировать данные, предоставленные множеством датчиков. В одном варианте реализации изобретения, один или множество датчиков содержат датчик температуры, выполненный с возможностью предоставлять информацию о температуре сварного соединения и/или контролировать температуру во время сварочной процедуры. В одном варианте реализации изобретения, один или множество датчиков содержат датчик металла сварного шва, выполненный с возможностью контролировать используемый металл сварного шва во время сварочной процедуры. В одном варианте реализации изобретения, один или множество датчиков могут содержать датчики, выполненные с возможностью контролировать скорость и время сварочной процедуры.
[00565] Фиг. 41 иллюстрирует вид спереди в перспективе узла сварочной головки 5500, при этом Фиг. 42 и 43 иллюстрируют вид сзади в перспективе узла сварочной головки 5500. Фиг. 44-46 иллюстрируют левосторонний вид в перспективе, правосторонний вид в перспективе и поперечный разрез узла сварочной головки 5500, при этом некоторые компоненты узла сварочной головки 5500 не проиллюстрированы для ясности.
[00566] В одном варианте реализации изобретения, в проиллюстрированном варианте реализации изобретения, центральная секция 5008 может содержать три сварочные горелки 5502. В другом варианте реализации изобретения, центральная секция 5008 может содержать две сварочные горелки 5502. В еще одном варианте реализации изобретения, центральная секция 5008 может содержать одну сварочную горелку 5502. В одном варианте реализации изобретения, количество сварочных горелок может меняться.
[00567] В одном варианте реализации изобретения, узел сварочной головки 5500 содержит сварочную горелку 5502 и узел корпуса сварочной горелки 5504. В одном варианте реализации изобретения, сварочная горелка 5502 содержит наконечник 5503. В одном варианте реализации изобретения, узел сварочной головки 5500 (сварочная горелка 5502 и узел корпуса сварочной горелки 5504) транспортируются каркасом или узлом каркаса внутренней системы сварки 5004.
[00568] В одном варианте реализации изобретения, сварочная горелка 5502 построена и смонтирована для подачи или направления плавящегося электрода 5507 в область/зону сварки. Проволока плавящегося электрода 5507 подается из источника (например, барабана или катушки с проволокой) через систему подачи проволоки 5044. В одном варианте реализации изобретения, сварочная горелка 5502 построена и смонтирована для соединения с источником электропитания (например, источником электропитания постоянного тока). В одном варианте реализации изобретения, электрическая дуга между проволокой плавящегося электрода 5507 и трубами 1022а, 1022b нагревает трубы 1022а, 1022b, что приводит к их плавлению и образованию соединения. В одном варианте реализации изобретения, вместе с проволокой плавящегося электрода 5507 подается защитный газ через сварочную горелку 5502, который защищает сварочную процедуру от примесей в воздухе. В одном варианте реализации изобретения, защитный газ подается к области/зоне сварки через штуцер, который содержит газовый стакан 5505. В одном варианте реализации изобретения, электрод 5507 может выдвигаться за пределы газового стакана 5505.
[00569] В одном варианте реализации изобретения, защитный газ, хранящийся в секции привода 5010, подводится к узлу подачи проволоки 5020 шлангом/линией подачи защитного газа для распределения между одной или более сварочными горелками 5502. В одном варианте реализации изобретения, клапан регулировки защитного газа 5042 выполнен с возможностью получать защитный газ из задней поворотной муфты 5072 (например, посредством заднего контактного кольца 5080, поворотной муфты 5078 и переднего контактного кольца 5016). В одном варианте реализации изобретения, клапан регулировки защитного газа 5042 выполнен с возможностью управлять расходом подачи защитного газа к сварочной горелке 5502 через линию подачи защитного газа. В одном варианте реализации изобретения, каждая сварочная горелка 5502 имеет соответствующий клапан защитного газа 5042, соединенный с ней. В одном варианте реализации изобретения, клапан регулировки защитного газа 5042 выполнен с возможностью подачи защитного газа к соответствующей сварочной горелке 5502, когда он получает сигналы от электронного модуля подачи сварочной проволоки 5046.
[00570] В одном варианте реализации изобретения, сварочная горелка 5502 выполнена с возможностью ее транспортировки злом каркаса внутренней системы сварки 5004 и выполнена с возможностью создания сварного шва на конце второго конца первой трубы 1022а. В одном варианте реализации изобретения, сварочная горелка 5502 выполнена с возможностью ее размещения с внутренней стороны внутри первой трубы 1022а и/или второй трубы 1022b для выполнения внутренней сварочной операции. В одном варианте реализации изобретения, размещенная изнутри сварочная горелка 5502 установлена на (расположена на) и соединена с поворотной муфтой 5078.
[00571] В одном варианте реализации изобретения, сварочная горелка 5502 может иметь по меньшей мере три степени свободы. В одном варианте реализации изобретения, степени свободы шарнирного соединения позволяют сварочной горелке 5502 быть действенной и эффективной при заполнении профилей контактной поверхности там где это необходимо.
[00572] Степенями свободы, как правило, называется свобода перемещения сварочной горелки 5502 в трехмерном пространстве. Поступательное перемещение или смещение, как правило, называется линейным перемещением или смещением вдоль трех взаимно перпендикулярных осях X, Y и Z.
[00573] В одном варианте реализации изобретения, в данном документе термин позиционирование, как правило, означает поступательное перемещение или смещение. В одном варианте реализации изобретения, позиционирование может быть относительным или абсолютным.
[00574] В одном варианте реализации изобретения, система координат может включать: ось Y, расположенную фактически параллельно продольной оси А-А (как проиллюстрировано на Фиг. 8) труб 1022а, 1022b; ось Х, расположенную перпендикулярно к оси Y; и ось Z, перпендикулярную к оси Y и расположенную фактически параллельно радиальной оси R-R (как проиллюстрировано на Фиг. 8) труб 1022a, 1022b. Например, поступательное перемещение вдоль оси Х, как правило, означает перемещение вперед и назад. Поступательное перемещение вдоль оси Y, как правило, означает перемещение влево и вправо. Поступательное перемещение вдоль оси Z, как правило, означает перемещение вверх и вниз.
[00575] Вращательное перемещение или смещение, как правило, означает поворот вокруг этих трех взаимно перпендикулярных осей X, Y и Z. Поворот вокруг трех взаимно перпендикулярных осей X, Y и Z, как правило, означает поворот вокруг вертикальной оси (ось Z), поворот вокруг поперечной оси (ось Y) и поворот вокруг продольной оси (ось Х). Например, вращательное перемещение вокруг оси Х, как правило, означает наклонное перемещение влево и вправо. Вращательное перемещение вокруг оси Y, как правило, означает наклонное перемещение вперед или (обратно) назад. Вращательное перемещение вокруг оси Z, как правило, означает вращательное движение влево и вправо.
[00576] В одном варианте реализации изобретения, в данном документе термин ориентирование, как правило, означает вращательное перемещение или смещение. В одном варианте реализации изобретения, ориентирование может быть относительным или абсолютным.
[00577] В одном варианте реализации изобретения по меньшей мере три степени свободы могут содержать два поступательных перемещения сварочной горелки 5502 вдоль двух из трех взаимно перпендикулярных осей X, Y и Z, и одно вращательное перемещение сварочной горелки 5502 вокруг этих же трех взаимно перпендикулярных осей X, Y и Z.
[00578] В одном варианте реализации изобретения, два поступательных перемещения сварочной горелки 5502 вдоль двух из трех взаимно перпендикулярных осей X, Y и Z могут содержать перемещение вверх и вниз сварочной горелки 5502 и поперечное перемещение (например, слева направо) сварочной горелки 5502. В одном варианте реализации изобретения, перемещение вверх и вниз сварочной горелки 5502 может означать радиальное перемещение (т. е., фактически, параллельно к радиальной оси R-R труб 1022а, 1022b) сварочной горелки 5502, а поперечное перемещение (слева направо) сварочной горелки 5502 может означать осевое перемещение (т. е., фактически, параллельно продольной оси А-А труб 1022а, 1022b) сварочной горелки 5502.
[00579] В одном варианте реализации изобретения, одно вращательное перемещение сварочной горелки 5502 вокруг одной из трех взаимно перпендикулярных осей X, Y и Z может включать наклонное перемещение вперед или (обратно) назад сварочной горелки 5502.
[00580] В одном варианте реализации изобретения, сварочная горелка 5502 установлена для перемещения вокруг оси поворота Р (как проиллюстрировано на Фиг. 54, 56 и 58) на или близкой к сварочному наконечнику 5503 сварочной горелки 5502, таким образом, что сварочная ванна создается на сварочном наконечнике 5503, как правило, совпадающему с осью поворота Р. В одном варианте реализации изобретения, ось поворота Р расположена перед сварочным наконечником 5503. Например, в одном варианте реализации изобретения, сварочная горелка 5502 разработана для поворота вокруг оси поворота Р (как проиллюстрировано на Фиг. 54, 56 и 58), на которой проволока электрода 5507 контактирует с трубой 1022а, 1022b. В одном варианте реализации изобретения, сварочная горелка 5502 установлена для перемещения таким образом, что она шарнирно соединена вокруг оси, близкой к сварочной горелке 5503. В одном варианте реализации изобретения, ось проходит через ось поворота Р и, фактически, параллельна продольной оси А-А труб 1022а, 1022b.
[00581] В одном варианте реализации изобретения, сварочная горелка 5502 функционально связана с одним или более двигателями сварочной горелки 5596. В одном варианте реализации изобретения, один или более двигателей сварочной горелки 5596 и сварочная горелка 5502 выполнены с возможностью позиционирования внутри первой и/или второй трубы 1022а, 1022b. В одном варианте реализации изобретения, один или более двигателей сварочной горелки 5596 выполнены с возможностью перемещать сварочную горелку 5502 относительно первого и второго устройства зацепления трубы 5052, 5054 после их фиксации, соответственно, относительно первой трубы и второй трубы 1022а, 1022b.
[00582] В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью управлять одним или более двигателями сварочной горелки 5596 для управления положением и ориентацией сварочной горелки 5502. Например, как описано более подробно ниже, один или более двигателей сварочной горелки 5596 могут содержать двигатель радиальной сварочной горелки 5512, выполненный с возможностью управлять радиальным положением и ориентацией сварочной горелки 5502, двигатель осевой сварочной горелки 5550, выполненный с возможностью управлять осевым положением и ориентацией сварочной горелки 5502 и двигатель наклонной сварочной горелки 5588, выполненный с возможностью управлять наклонным положением и ориентацией сварочной горелки 5502.
[00583] В одном варианте реализации изобретения, двигатели 5030 и 5074 выполнены с возможностью перемещения сварочной горелки 5502 по окружности вокруг области контактной поверхности 5136 и также для перемещения измерительного датчика 5056 вокруг области контактной поверхности 5136 одновременно со сварочной горелкой 5502. В одном варианте реализации изобретения, сварочная горелка 5502 тянет за собой измерительный датчик 5056. В одном варианте реализации изобретения, передний и задний двигатели вращения 5030 и 5074 выполнены с возможностью вращения поворотной ступицы 5078 и вращения сварочной горелки 5502, измерительного датчика 5056 и камеры контроля 5112, которые расположены на поворотной ступице 5078 и соединены с ней. В одном варианте реализации изобретения, передний и задний двигатели вращения 5030 и 5074 могут взаимозаменяемо называться двигателями кольцевой сварочной горелки.
[00584] В одном варианте реализации изобретения, один или более процессоров 5140 функционально связаны с одним или более двигателями для ориентации 5030 и 5074 для вращения первого зажима 5142 относительно второго зажима 5144 таким образом, чтобы вращать первую трубу 1022а относительно второй трубы 1022b на основе инструкций от одного или более процессоров 5140.
[00585] В одном варианте реализации изобретения, двигатели 5030 и 5074 выполнены с возможностью перемещения сварочной горелки 5502 по окружности вокруг области контактной поверхности 5136 и также для перемещения камеры контроля 5112 вокруг области контактной поверхности 5136 одновременно со сварочной горелкой 5502. В одном варианте реализации изобретения, сварочная горелка 5502 тянет за собой камеру контроля 5112. В одном варианте реализации изобретения, камера контроля 5112 тянет за собой сварочную горелку 5502.
[00586] В одном варианте реализации изобретения, двигатели 5030 и 5074 выполнены с возможностью перемещения сварочной горелки 5502 по окружности вокруг области контактной поверхности 5136 и также выполнены с возможностью перемещения и камеры контроля 5112, и измерительного датчика 5056 вокруг области контактной поверхности 5136 одновременно со сварочной горелкой 5502. В одном варианте реализации изобретения, сварочная горелка 5502 тянет за собой измерительный датчик 5056 и камеру контроля 5112. В одном варианте реализации изобретения, сварочная горелка 5502 тянет за собой измерительный датчик 5056 и двигает перед собой камеру контроля 5112.
[00587] В одном варианте реализации изобретения, двигатели 5030 и 5074 выполнены с возможностью передвигать сварочную горелку 5502 в первом направление вращения во время прохода при заварке корня шва и передвигать сварочную горелку 5502 во втором направлении, противоположном первому направлению, во время горячего прохода.
[00588] В одном варианте реализации изобретения, двигатели 5030 и 5074 выполнены с возможностью передвигать сварочную горелку 5502 по меньшей мере на 360° относительно оси А-А трубы (как проиллюстрировано на Фиг. 8) таким образом, чтобы выполнить непрерывный вращательный проход при заварке корня шва. В одном варианте реализации изобретения, возможен поворот на 360° сварочной головки 5502 относительно оси А-А (вокруг внутренней поверхности трубы), так как сварочная горелка 5502 установлена на поворотной ступице 5078 (т. е. выполнена с возможностью осевого вращения).
[00589] В одном варианте реализации изобретения, один или более двигателей сварочной горелки 5596 выполнен с возможностью перемещения сварочной горелки 5502 в продольном направлении (как проиллюстрировано на Фиг. 48 и 49) внутри труб 1022а, 1022b, по направлению к внутренней поверхности 5130, 5132 и в противоположную от нее сторону (как проиллюстрировано на Фиг. 33), труб 1022a, 1022b. В одном варианте реализации изобретения, один или более двигателей сварочной горелки 5596 выполнены с возможностью перемещения сварочной горелки 5502 под углом к сварному шву (как проиллюстрировано на Фиг. 56 и 58). В одном варианте реализации изобретения, двигатели 5030 и 5074 выполнены с возможностью перемещения сварочной горелки 5502 по окружности вдоль контактной поверхности 5136.
[00590] В одном варианте реализации изобретения, узел сварочной головки 5500 содержит систему радиального позиционирования 5506, выполненную с возможностью обеспечить радиальное перемещение сварочной горелки 5502, систему осевого позиционирования 5508, выполненную с возможностью обеспечить осевое перемещение сварочной горелки 5502, и систему наклонного позиционирования 5510, выполненную с возможностью обеспечить наклонное перемещение сварочной горелки 5502.
[00591] В одном варианте реализации изобретения, узел корпуса горелки 5504 построен и смонтирован для размещения в нем сварочной горелки 5502, системы осевого позиционирования 5506, системы осевого позиционирования 5508 и системы наклонного позиционирования 5510. В одном варианте реализации изобретения, узел корпуса горелки 5504 выполнен с возможностью защищать компоненты сварочной горелки 5502 и различные компоненты ее систем позиционирования 5506, 5508 и 5510 от сварочной температуры и брызг.
[00592] В одном варианте реализации изобретения, узел корпуса горелки 5504 может содержать элементы основания 5509 и два боковых элемента корпуса 5511 и 5513. Например, элемент основания 5509 может быть соединен с боковым элементом корпуса 5511 и 5513 с использованием любого подходящего механизма крепления (например, крепежных элементов 5527). В одном варианте реализации изобретения, узел корпуса горелки 5504 может содержать первый поперечный элемент корпуса 5522 и, противоположный, второй поперечный элемент корпуса 5523, построенные и смонтированные для соединения боковых элементов корпуса 5511 и 5513 друг с другом на уровне верхних концов. Например, первый и второй поперечные элементы элемент корпуса 5522, 5523 могут быть соединены с боковыми элементами корпуса 5511 и 5513 с использованием любого подходящего механизма крепления (например, крепежных элементов 5525).
[00593] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 41-46, сварочная горелка 5502 установлена для перемещения системой радиального позиционирования 5506 таким образом, что сварочный наконечник 5503 выполнен с возможностью перемещаться по направлению к сварочной поверхности 5130, 5132 труб 1022а, 1022b и в обратном от них направлении. В одном варианте реализации изобретения, один или более процессоров 5140 выполнен с возможностью управлять одним или более двигателями сварочных горелок 5512 для регулировки радиального расстояния сварочного наконечника 5503 внутри труб 1022а, 1022b до области контактной поверхности 5136.
[00594] В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью управлять одним или более двигателями сварочной горелки 5512 для перемещения сварочного наконечника 5503 радиально от области контактной поверхности 5136 после прохода при заварке корня шва так, чтобы адаптироваться к металлу сварного шва, наложенному в шве при заварке корня, и обеспечить возможность горячего прохода поверх прохода при заварке корня шва внутри труб 1022а, 1022b (ближе к продольной оси А-А).
[00595] В одном варианте реализации изобретения, один или более процессоров 5140, выполненных с возможностью управлять одним или более двигателями, могут быть частью электронного модуля подачи проволоки 5046.
[00596] В одном варианте реализации изобретения, система радиального позиционирования 5506 выполнена с возможностью обеспечить перемещение сварочной горелки 5502 радиально по отношению к изменению профиля формы трубы для регулировки расстояния от сварочного наконечника до обрабатываемой детали (например, трубе) при множественных проходах (например, проходе при заварке корня шва и горячем проходе), и для возврата назад от трубы 1022а, 1022b при перемещении внутренней системы сварки.
[00597] В одном варианте реализации изобретения, система радиального позиционирования 5506 выполнена с возможностью обеспечить радиальное перемещение сварочной горелки 5502 на расстояние 1,25 дюйма. В одном варианте реализации изобретения, сварочная горелка 5502 перемещается системой радиального позиционирования 5506 между нормальным, нерабочим и приподнятым положением. Как проиллюстрировано на Фиг. 43, сварочная горелка 5502 приподнята (в свое приподнятое положение) системой радиального позиционирования 5506 так, что сварочная горелка 5502 расположена на правильном/необходимом/предварительно заданном расстоянии от труб 1022а, 1022b для выполнения сварочной процедуры.
[00598] В одном варианте реализации изобретения, система радиального позиционирования 5506 может содержать линейный привод. В одном варианте реализации изобретения, система радиального позиционирования 5506 может содержать двигатель (электрический) 5512 радиальной сварочной горелки, ходовой винт 5514 и гайку винтовой передачи 5516. В одном варианте реализации изобретения, двигатель 5512 выполнен с возможностью (например, механически соединен) вращения ходового винта 5514. В одном варианте реализации изобретения, двигатель 5512 выполнен с возможностью вращения как по часовой стрелке, так и против часовой стрелки, что приводит к приподниманию или опусканию сварочной горелки 5502, фактически, параллельно радиальной оси R-R (как проиллюстрировано на Фиг. 8) труб 1022a, 1022b. В одном варианте реализации изобретения, двигатель 5512 выполнен с возможностью прямого соединения для вращения ходового винта 5514. Варианты реализации изобретения, двигатель 5512 выполнен с возможностью непрямого соединения, например, через последовательность передач или коробку передач для вращения ходового винта 5514.
[00599] В одном варианте реализации изобретения, ходовой винт 5514 содержит механически выполненную резьбу на его наружной поверхности, проходящую по всей его длине. В одном варианте реализации изобретения, гайка винтовой передачи 5516 построена и смонтирована для навинчивания на ходовой винт 5514 и содержит резьбу на своей внутренней поверхности.
[00600] В одном варианте реализации изобретения, система радиального позиционирования 5506 содержит две вертикальных направляющих штанги 5518 и 5520, расположенные с двух сторон и параллельно ходовому винту 5514. В одном варианте реализации изобретения, передние вертикальные направляющие штанги 5518 и 5520 соединены с элементом основания 5509 узла корпуса горелки 5504 одним своим концом и соединены с первым поперечным элементом корпуса 5522 вторым своим концом. В одном варианте реализации изобретения, концы передних направляющих штанг 5518 и 5520 проходят через отверстия, выполненные в элементе основания 5509 узла сварочной горелки 5504 для соединения передних вертикальных направляющих штанг 5518 и 5520 с элементом основания 5509 узла корпуса горелки 5504. В одном варианте реализации изобретения, концы передних вертикальных направляющих штанг 5518 и 5520 проходят через отверстия, выполненные в первом поперечном элементе корпуса 5522 для соединения передних направляющих штанг 5518 и 5520 с первым поперечным элементом корпуса 5522.
[00601] В одном варианте реализации изобретения, конец ходового винта 5514 (противоположный концу, соединенному с двигателем 5512) построен и смонтирован для прохождения через отверстия 5534 в первом поперечном элементе корпуса 5522.
[00602] В одном варианте реализации изобретения, система радиального позиционирования 5506 содержит две задние вертикальные направляющие штанги 5600 и 5602, расположенные параллельно ходовому винту 5514 и двум передним направляющим штангам 5518 и 5520. В одном варианте реализации изобретения, задние вертикальные направляющие штанги 5600 и 5602 соединены с элементом основания 5509 узла корпуса горелки 5504 одним своим концом и соединены со вторым поперечным элементом корпуса 5523 вторым своим концом. В одном варианте реализации изобретения, концы задних вертикальных направляющих штанг 5600 и 5602 проходят через отверстия, выполненные в элементе основания 5509 узла сварочной горелки 5504 для соединения задних вертикальных направляющих штанг 5600 и 5602 с элементом основания 5509 узла корпуса горелки 5504. В одном варианте реализации изобретения, концы задних вертикальных направляющих штанг 5600 и 5602 проходят через отверстия, выполненные во втором поперечном элементе корпуса 5523 для соединения задних вертикальных направляющих штанг 5600 и 5602 со вторым поперечным элементом корпуса 5523.
[00603] В одном варианте реализации изобретения, система радиального позиционирования 5506 также содержит поперечный элемент радиального позиционирования 5524 и два вертикальных элемента радиального позиционирования 5526. В одном варианте реализации изобретения, два вертикальных элемента радиального позиционирования 5526 соединены с обоими концами поперечного элемента радиального позиционирования 5524. В одном варианте реализации изобретения, поперечный элемент радиального позиционирования 5524 и два вертикальных элемента радиального позиционирования 5526 системы радиального позиционирования 5506 выполнены с возможностью перемещения во время радиального перемещения сварочной горелки 5502.
[00604] В одном варианте реализации изобретения, поперечный элемент радиального позиционирования 5524 могут иметь выступающие концы 5528, выполненные с возможностью зацепления с вырезом или выступающими концами приемных отверстий 5530 двух вертикальных элементов радиального позиционирования 5526. В одном варианте реализации изобретения, после того, как выступающие концы 5528 поперечного элемента радиального позиционирования 5524 проходят через вырезы или выступающие приемные отверстия 5530 двух вертикальных элементов радиального позиционирования 5526, поперечный элемент радиального позиционирования 5524 и два вертикальных элемента радиального позиционирования 5526 могут быть надежно соединены друг с другом любым подходящим крепежным механизмом (например, крепежными деталями 5532).
[00605] В одном варианте реализации изобретения, поперечный элемент радиального позиционирования 5524 содержит отверстия для установки через них передних вертикальных направляющих штанг 5518 и 5520. Такая конфигурация позволяет поперечному элементу радиального позиционирования 5524 перемещаться со скольжением в заданное положение на передних вертикальных направляющих штангах 5518 и 5520. В одном варианте реализации изобретения, ходовой винт 5514 выполнен с возможностью проходить через центральное отверстие 5536 поперечного элемента радиального позиционирования 5524.
[00606] В одном варианте реализации изобретения, система радиального позиционирования 5506 также содержит два задних элемента радиального позиционирования 5604 и 5606. В одном варианте реализации изобретения, два вертикальных элемента радиального позиционирования 5526 соединены с двумя задними элементами радиального позиционирования 5604 и 5606. В одном варианте реализации изобретения, два задних элемента радиального позиционирования 5604 и 5606 и два вертикальных элемента радиального позиционирования 5526 системы радиального позиционирования 5506 выполнены с возможностью перемещения во время радиального перемещения сварочной горелки 5502.
[00607] В одном варианте реализации изобретения, каждый задний элемент радиального позиционирования 5604 и 5606 имеет концы, которые выполнены с возможностью зацепления с концами своих соответствующих вертикальных элементов радиального позиционирования 5526. В одном варианте реализации изобретения, после зацепления концов задних элементов радиального позиционирования 5604 и 5606 с концами двух вертикальных элементов радиального позиционирования 5526, каждый задний элемент радиального позиционирования 5604 и 5606 может быть жестко закреплен со своим соответствующим вертикальным элементом радиального позиционирования 5526 с использованием подходящего крепежного механизма (например, крепежных деталей 5608).
[00608] В одном варианте реализации изобретения, задние элементы радиального позиционирования 5604 и 5606 содержат отверстия для установки через них, соответственно, задних вертикальных направляющих штанг 5600 и 5602. Такая конфигурация позволяет задним элементам радиального позиционирования 5604 и 5606 перемещаться со скольжением в заданное положение на задних вертикальных направляющих штангах 5600 и 5602.
[00609] В одном варианте реализации изобретения, гайка винтовой передачи 5516 выполнена с возможностью взаимной блокировки с частью поперечного элемента радиального позиционирования 5524 таким образом, что вращение гайки винтовой передачи 5516 блокируется вместе с ходовым винтом 5514. Другими словами, гайка винтовой передачи 5516 удерживается от вращения вместе с ходовым винтом 5514, вследствие чего гайка винтовой передачи 5516 выполнена с возможностью перемещать вверх и вниз ходовой винт 5514. В одном варианте реализации изобретения, гайка винтовой передачи 5516 взаимно блокируется и размещается в центральном отверстии 5536 поперечного элемента радиального позиционирования 5524. В одном варианте реализации изобретения, ходовой винт 5514 выполнен с возможностью проходить через отверстие заблокированной гайки винтовой передачи 5516.
[00610] В одном варианте реализации изобретения, два вертикальных элемента радиального позиционирования 5526 соединены друг с другом с использованием переднего и заднего поперечных поддерживающих элементов 5610 и 5612. Например, передний поддерживающий элемент 5610 построен и смонтирован для соединения с передней и нижней частью двух вертикальных элементов радиального позиционирования 5526 с использованием любого подходящего крепежного механизма (например, крепежных деталей 5614). Задний поперечный поддерживающий элемент 5612 построен и смонтирован для соединения с задней и нижней частью двух вертикальных элементов радиального позиционирования 5526 с использованием любого подходящего крепежного механизма (например, крепежных деталей 5616).
[00611] В одном варианте реализации изобретения, сварочный узел 5500 также содержит два вертикальных элемента позиционирования 5538 и верхний элемент позиционирования 5540. В одном варианте реализации изобретения, два вертикальных элемента позиционирования 5538 соединены с концами верхнего элемента позиционирования 5540. В одном варианте реализации изобретения, концы верхнего элемента позиционирования 5540 имеют L-образную форму. В одном варианте реализации изобретения, соответствующие соединительные части двух вертикальных элементов позиционирования 5538 могут содержать конфигурацию, сопряженную по форме, выполненную с возможностью зацепления с L-образной конфигурацией концов верхнего элемента позиционирования 5540. В одном варианте реализации изобретения, после зацепления L-образной конфигурации концов верхнего элемента позиционирования 5540 с конфигурацией, сопряженной по форме, соответствующих частей двух вертикальных элементов позиционирования 5538, верхний элемент позиционирования 5540 и два вертикальных элемента позиционирования 5538 могут быть надежно соединены друг с другом с использованием любого подходящего крепежного механизма (например, крепежных деталей 5542).
[00612] В одном варианте реализации изобретения, система осевого позиционирования 5508 выполнена с возможностью обеспечить возможность сварочной горелке 5502 перемещаться в осевом направлении для поддержания сварочной горелки 5502 в разделке шва при перемещении сварочной горелки 5502 вокруг трубы, и обеспечить возможность сварочной горелке 5502 осциллировать внутри разделки шва при необходимости заполнить разделку шва.
[00613] Фиг. 47 иллюстрируют сварочную грелку 5502 расположенную в нормальном, выровненном по центру, осевом положении. В одном варианте реализации изобретения, система осевого позиционирования 5508 выполнена с возможностью обеспечить осевое перемещение сварочной горелки 5502 на расстояние +/- 1 дюйм. Например, как показано на фиг. 48 и 49, сварочная горелка 5502 передвигается системой осевого позиционирования 5508, соответственно, в осевом перемещении на +1 дюйм и на -1 дюйм в осевом перемещении таким образом, что сварочная горелка 5502 располагается на правильном/необходимом/предварительно заданном расстоянии от свариваемой трубы.
[00614] Фиг. 50 и 51 иллюстрируют левосторонний вид в перспективе и изображение в разобранном виде узла сварочной головки 5500, при этом некоторые компоненты узла сварочной головки 5500 не проиллюстрированы для ясности. Фиг. 52 иллюстрирует вид снизу в перспективе верхнего элемента позиционирования 5540 узла сварочной горелки. Фиг. 53 иллюстрирует верхнюю вертикальную проекцию узла сварочной головки 5500, при этом некоторые компоненты узла сварочной головки 5500 не проиллюстрированы для ясности.
[00615] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 50-53, система осевого позиционирования 5508 может являться линейным приводом. В одном варианте реализации изобретения, система радиального позиционирования 5508 может содержать двигатель (электрический) 5550 осевой сварочной горелки, ходовой винт 5552 и гайку винтовой передачи 5554. В одном варианте реализации изобретения, конфигурация и принцип работы каждого двигателя 5550, ходового винта 5552 и гайки винтовой передачи 5554 системы осевого позиционирования 5508 аналогичны двигателю 5512, ходовому винту 5514 и гайке винтовой передачи 5516 системы радиального позиционирования 5506 и, в связи с этим, не описаны более подробно в данном документе. В одном варианте реализации изобретения, когда ходовой винт 5552 проворачивается двигателем 5550, гайка винтовой передачи 5554 проходит вдоль резьбы.
[00616] В одном варианте реализации изобретения, система осевого позиционирования 5508 содержит две горизонтальные направляющие штанги 5556 и 5558, расположенные на и параллельно обеим сторонам расположенного горизонтально ходового винта 5552. В одном варианте реализации изобретения, каждая из горизонтальных направляющих штанг 5556 и 5558 соединена с верхним элементом позиционирования 5540 с двух его концов. В одном варианте реализации изобретения, концы горизонтальных направляющих штанг 5556 и 5558 проходят через отверстия, выполненные в верхнем элементе позиционирования 5540 для соединения горизонтальных направляющих штанг 5556 и 5558 с верхним элементом позиционирования 5540. В одном варианте реализации изобретения по меньшей мере концы каждой горизонтальной направляющей штанги 5556 и 5558 содержат выступающий элемент 5560, выполненный с возможностью установки в соответствующую приемную часть выступающего элемента 5562, выполненную в отверстии на верхнем элементе позиционирования 5540 для фиксации горизонтальных направляющих штанг 5556 и 5558 с верхним элементом позиционирования 5540.
[00617] В одном варианте реализации изобретения, узел сварочной головки 5500 содержит каркас сварочной горелки 5564, выполненный с возможностью размещения в нем сварочной горелки 5502. В одном варианте реализации изобретения, каркас сварочной горелки 5564 содержит три проходящие горизонтально отверстия 5566, 5568 и 5570, и проходящее вертикально отверстие 5572, выполненное в нем. В одном варианте реализации изобретения, горизонтальные направляющие штанги 5556 и 5558 выполнены с возможностью проходить, соответственно, через отверстия 5566 и 5570 каркаса сварочной горелки 5564. В одном варианте реализации изобретения, горизонтально расположенный ходовой винт 5552 выполнен с возможностью проходить через отверстие 5568 каркаса сварочной горелки 5564. В одном варианте реализации изобретения, сварочная горелка 5502 выполнена с возможностью проходит через отверстие 5572 каркаса сварочной горелки 5564. В одном варианте реализации изобретения, каркас сварочной горелки 5564 может содержать поддерживающую часть 5574, выполненную с возможностью поддерживать часть сварочной горелки 5502, когда сварочная горелка 5502 размещена в отверстии 5572 каркаса сварочной горелки 5564.
[00618] В одном варианте реализации изобретения, часть 5584 каркаса сварочной горелки 5564 выполнена с возможностью входить в зацепление с частью 5586 сварочной горелки 5502 так, чтобы предотвратить вращение сварочной горелки 5502, когда сварочная горелка 5502 размещена в отверстии 5572 каркаса сварочной горелки.
[00619] В одном варианте реализации изобретения, двигатель 5550 выполнен с возможностью (например, механически соединен) вращения ходового винта 5552. В одном варианте реализации изобретения, двигатель 5512 выполнен с возможностью вращения как по часовой стрелке, так и против часовой стрелки, что приводит перемещению влево или вправо сварочной горелки 5502 фактически параллельно оси А-А (как проиллюстрировано на Фиг. 8) труб 1022a, 1022b. Варианты реализации изобретения, двигатель 5550 выполнен с возможностью непрямого соединения, например, через последовательность передаточных механизмов 5576, 5578 и 5580 для вращения ходового винта 5552. Другими словами, двигатель 5550 содержит выходной вал 5582 и двигатель 5550, функционально соединенный с ходовым винтом 5552 через передаточный механизм 5576, 5578 и 5558, входящий в зацепление с выходным валом 5582 двигателя 5550. В одном варианте реализации изобретения, передаточный механизм 5576 соединен с выходным валом 5582 двигателя 5550, передаточный механизм 5580 соединен с или закреплен на ходовом винте 5552, а передаточный механизм 5576 и 5580 соединены друг с другом посредством передаточного механизма 5578. За счет соединения двигателя 5550 с ходовым винтом 5552 через передаточный механизм 5576, 5578 и 5580, ходовой винт 5552 приводится в действие при работе двигателя 5550. В другом варианте реализации изобретения, двигатель 5550 выполнен с возможностью прямого соединения (т. е. без передаточных механизмов) для вращения ходового винта 5552.
[00620] В дном варианте реализации изобретения, гайка винтовой передачи 5554 выполнена с возможностью взаимной блокировки с частью каркаса сварочной горелки 5564 таким образом, что блокируется вращение гайки винтовой передачи 5554 вдоль ходового винта 5552. Другими словами, гайка винтовой передачи 5554 удерживается от вращения вдоль ходового винта 5552, в связи с этим гайка винтовой передачи 5554 выполнена с возможностью поперечного передвижения/перемещения (т. е. фактически параллельно осевому направлению Y-Y, как проиллюстрировано на Фиг. 53) вместе с ходовым винтом 5552. В одном варианте реализации изобретения, гайка винтовой передачи 5554 заблокирована и размещена в отверстии 5568 каркаса сварочной горелки 5564. В одном варианте реализации изобретения, ходовой винт 5552 выполнен с возможностью проходить через отверстие заблокированной гайки винтовой передачи 5554.
[00621] В одном варианте реализации изобретения, система наклонного позиционирования 5510 выполнена с возможностью обеспечить изменение сварочной горелкой 5502 своего угла наклона в плоскости перемещения для расчета изменений в направлении сварки относительно направления гравитации. В одном варианте реализации изобретения, угол наклона сварочной горелки 5502 может изменяться для компенсации силы гравитации. В одном варианте реализации изобретения, угол наклона сварочной горелки 5502 может регулироваться для компенсации ориентации вследствие влияния гравитации. В одном варианте реализации изобретения, угловая ориентация сварочной горелки 5502 управляется на основе профиля области контактной поверхности. В одном варианте реализации изобретения, угол наклона сварочной горелки 5502 может регулироваться «на лету» на основе данных о профиле. В одном варианте реализации изобретения, угол наклона сварочной горелки 5502 может регулироваться на основе данных о профиле «на лету», для компенсации и/или корректировки других условий сварки (т. е. не только для силы гравитации).
[00622] Так как сварочная горелка может осциллировать во время сварочной операции, можно учесть силы гравитации, воздействующие на сварочную ванну при вращении сварочной горелки вокруг неподвижной трубы. В конкретном случае, угол сварочной горелки может изменяться за счет приведение в действие по меньшей мере одним двигателем сварочной горелки (т. е. двигателя наклона сварочной горелки 5588), в зависимости от того, перемещается ли сварочная горелка вверх относительно силы гравитации или вниз относительно силы гравитации. Один или более двигателей (например, двигатель наклона сварочной горелки 5588) также могут изменять угол сварки в пределах плоскости вращения на основе определенного местоположения в пределах перемещения вверх или вниз сварочной горелки. Следует понимать, что так как сварочная горелка может осциллировать в некоторых вариантах реализации изобретения, лучше, чтобы она была наклонена для компенсации силы гравитации, и также необходимо, чтобы она не была зафиксирована, допуская, что, к примеру, что она будет перемещаться только вниз по отношению к силе гравитации. В некоторых вариантах реализации изобретения, как указано выше, настоящая патентная заявка предполагает, что сварка может выполняться при перемещении сварочной горелки вверх (в противоположную сторону от силы гравитации) или вниз (в сторону силы гравитации). Дополнительно, сварочная горелка может осциллировать в зависимости от различных положений при повороте (например, выполнении сварочной операции под углом 10 градусов от верхней мертвой точки может теоретически слегка отличаться о требований, когда сварной шов выполняется при 90 градусах от верхней мертвой точки вследствие (к примеру) сил гравитации, воздействующих на сварочную ванну, а также тенденции сварочной ванны по разному удерживаться на внутренней поверхности трубы при разных положениях на свариваемой трубе).
[00623] В одном варианте реализации изобретения, двигатели 5030 и 5074, направляющие измерительный датчик 5056, также вращают сварочную горелку 5002 по окружности по плоскости вращения для создания сварного шва вдоль области контактной поверхности 5136. В одном варианте реализации изобретения, двигатель наклонного позиционирования 5588 управляет угловой осцилляцией сварочной горелки 5502, как правило, в пределах плоскости вращения. В одном варианте реализации изобретения, угловая ориентация сварочной горелки 5502 управляется на основе положения горелки. В одном варианте реализации изобретения, сварочная горелка 5502 выполнена с возможностью шарнирного вращения вдоль сварного шва по плоскости вращения.
[00624] В одном варианте реализации изобретения, сварочная горелка 5502 настроена таким образом, что сварочная горелка 5502 может иметь разный угол наклона при каждом повороте на 90°. Например, в одном варианте реализации изобретения, сварочная горелка 5502 может иметь угол наклона 1 при выполнении сварочной процедуры в пределах 1 сектора от 2 часов до 5 часов, сварочная горелка 5502 может иметь угол наклона 2 при выполнении сварочной процедуры в пределах 2 сектора от 5 часов до 8 часов, сварочная горелка 5502 может иметь угол наклона 3 при выполнении сварочной процедуры в пределах 3 сектора от 8 часов до 11 часов, и сварочная горелка 5502 может иметь угол наклона 4 при выполнении сварочной процедуры в пределах 4 сектора от 11 часов до 2 часов. В одном варианте реализации изобретения, сварочная горелка 5502 настроена таким образом, что сварочная горелка 5502 может иметь разный угол наклона при каждом повороте на 30°. В одном варианте реализации изобретения, сварочная горелка 5502 настроена таким образом, что сварочная горелка 5502 может иметь разный угол наклона при каждом повороте на 60°. В одном варианте реализации изобретения, сварочная горелка 5502 настроена таким образом, что сварочная горелка 5502 может иметь разный угол наклона при каждом повороте на 120°. В одном варианте реализации изобретения, сварочная горелка 5502 настроена таким образом, что сварочная горелка 5502 может иметь разный угол наклона при повороте на любой необходимый угол.
[00625] В одном варианте реализации изобретения, сварочная горелка 5502 может быть выполнена с возможностью иметь постоянно изменяемый угол наклона для компенсации или корректировки непрерывного изменения ориентации сварочной горелки относительно направления гравитации. В одном варианте реализации изобретения, сварочная горелка 5502 может быть настроена для поступательного изменения угла наклона горелки на основе положения, в котором находится сварочная горелка (т. е. положения сварочной горелки вдоль кругового шва).
[00626] Фиг. 54 иллюстрируют сварочную грелку 5502 расположенную в нормальном, не наклонном положении. В одном варианте реализации изобретения, система наклонного позиционирования 5510 выполнена с возможностью обеспечить сварочной горелке 5502 угловой наклон в диапазоне +/- 5°. Например, как показано на фиг. 55 и 56, сварочная горелка 5502 перемещается системой наклонного позиционирования 5510 с угловым наклоном в диапазоне +5°так, что сварочная горелка 5502 располагается на правильном/необходимом/предварительно заданном расстоянии от свариваемой трубы. Как иллюстрировано на Фиг. 57 и 58, сварочная горелка 5502 перемещается системой наклонного позиционирования 5510 с угловым наклоном, соответственно, -5°так, что сварочная горелка 5502 располагается на правильном/необходимом/предварительно заданном расстоянии от свариваемой трубы. В одном варианте реализации изобретения, система наклонного позиционирования 5510 выполнена с возможностью обеспечить сварочной горелке 5502 угловой наклон в диапазоне +/- 7°. В одном варианте реализации изобретения, система наклонного позиционирования 5510 выполнена с возможностью обеспечить сварочной горелке 5502 угловой наклон в диапазоне, меньшем чем +/- 5°.
[00627] В одном варианте реализации изобретения, кольцевая дуга между осевой точкой Р и точкой столкновения частиц PI (как проиллюстрировано на Фиг. 56 и 58) исследовательского излучения с областью контактной поверхности остается, как правило, постоянной во время сварочной процедуры. В одном варианте реализации изобретения, один или более процессоров 5140 знают о постоянном дуговом расстоянии между осевой точкой Р (например, сварочного наконечника) и точкой исследования PI, таким образом, один или более процессоров 5140 выполнены с возможностью управлять осцилляцией и поворотом сварочной горелки 5502 на основе данных о проверке профиля перед сваркой.
[00628] Такая конфигурация сварочной горелки 5502, которая позволяет сварочной грелке 5502 вращаться вокруг оси вращения Р, обеспечивает возможность изменения угла сварочной горелки 5502 во время сварки без влияния на скорость, с которой перемещается сварочная горелка 5502. Например, это особенно полезно для систем сварки со множеством сварочных горелок. В одном варианте реализации изобретения, изменение углов наклона сварочных горелок не будет выполняться в одно и то же время, в таком случае, было бы целесообразно, чтобы изменение угла горелки происходило без какого-либо негативного влияния на сварочные горелки.
[00629] В одном варианте реализации изобретения, система наклонного позиционирования 5510 содержит двигатель наклона сварочной горелки 5588, направляющие рельсы 5544, направляющие ролики 5546. В одном варианте реализации изобретения, направляющие рельсы 5544 выполнены с возможностью зацепления с направляющими роликами 5546, что способствует наклонному позиционированию сварочной горелки 5502. В проиллюстрированном варианте реализации изобретения, направляющие ролики 5546 могут содержать два верхних и два нижних направляющих ролика. В одном варианте реализации изобретения, система наклонного позиционирования 5510 содержит один направляющий рельс 5544 и четыре его направляющих ролика 5546, расположенных на противоположных концах узла сварочной горелки 5500.
[00630] В одном варианте реализации изобретения, направляющие ролики 5546 построены и смонтированы для соединения с их соответствующими элементами вертикального позиционирования 5538. В одном варианте реализации изобретения, каждый вертикальный элемент радиального позиционирования 5526 выполнен с возможностью соединения с соответствующим направляющим рельсом 5544 с использованием любого подходящего крепежного механизма (например, крепежных деталей 5548). Такая конфигурация позволяет каждому вертикальному элементу радиального позиционирования 5526 быть соединенным с соответствующим элементом вертикального позиционирования 5538 посредством зацепления с соответствующим направляющим рельсом 5544 и направляющими роликами 5546.
[00631] В одном варианте реализации изобретения, двигатель 5588 выполнен с возможностью (например, механически соединен) вращения передаточного механизма 5590. В одном варианте реализации изобретения, двигатель 5588 выполнен с возможностью вращения как по часовой стрелке, так и против часовой стрелки, таким образом, чтобы вызвать наклон сварочной горелки 5502 вперед или назад.. В одном варианте реализации изобретения, двигатель 5588 выполнен с возможностью соединения, например, посредством передаточного механизма 5590, с направляющей штангой 5544. Другими словами, двигатель 5588 содержит выходной вал 5592, а передаточный механизм 5590 соединен с выходным валом 5592 двигателя 5588. За счет соединения двигателя 5588 с направляющим рельсом 5544 посредством передаточного механизма 5590, направляющий рельс 5544 перемещается при работе двигателя 5588.
[00632] В одном варианте реализации изобретения, направляющий рельс 5544 выполнен с возможностью направлять верхние и нижние направляющие ролики 5546. В одном варианте реализации изобретения, верхние и нижние направляющие ролики 5546 поджимаются направляющим рельсом 5544 так, чтобы верхние и нижние направляющие ролики 5546 выполнены с возможностью вызвать перемещение элементов вертикального позиционирования 5538 (соединенных с сними), позволяя, таким образом, сварочной горелке 5502 изменять свой угол наклона в плоскости перемещения.
[00633] В одном варианте реализации изобретения, два противоположных элемента вертикального позиционирования 5538 соединены друг с другом посредством верхнего элемента позиционирования 5540 таким образом, что перемещение одного из элементов вертикального позиционирования 5538 (т. е. вызываемое двигателем 5588) приводит к аналогичному перемещению другого элемента вертикального позиционирования 5538. Конфигурация из двух горизонтальных направляющих штанг 5556 и 5558, соединенных с верхним элементом позиционирования 5540 двумя своими концами, также способствует преобразованию перемещения от одного элемента вертикального позиционирования 5538 к другому.
[00634] Работа системы радиального позиционирования 5506 описана более подробно ниже. Когда ходовой винт 5514 проворачивается двигателем 5512, гайка винтовой передачи 5516 проходит вдоль резьбы. В одном варианте реализации изобретения, направление движения гайки винтовой передачи 5516 зависит от направления вращения ходового винта 5514 двигателем 5512.
[00635] Так как гайка винтовой передачи 5516 заблокирована в отверстии 5536 поперечного элемента радиального позиционирования 5524, поперечный элемент радиального позиционирования 5524 выполнен с возможностью передвигать/перемещать ходовой винт 5514 вдоль гайки винтовой передачи 5516. Подвижное зацепление между поперечным элементом радиального позиционирования 5524 и передними вертикальными направляющими штангами 5518 и 5520 также способствует такому (вверх и вниз) передвижению/перемещению поперечного элемента радиального позиционирования 5524.
[00636] Кроме того, так как поперечный элемент радиального позиционирования 5524 соединен с двумя вертикальными элементами радиального позиционирования 5526, перемещение (вверх или вниз) поперечного элемента радиального позиционирования 5524 приводит к перемещению (вверх или вниз) двух вертикальных элементов радиального позиционирования 5526.
[00637] Два вертикальных элемента радиального позиционирования 5526 также соединены с двумя задними элементами радиального позиционирования 5604 и 5606. Перемещение (вверх или вниз) двух вертикальных элементов радиального позиционирования 5526 приводит к перемещению (вверх или вниз) двух задних элементов радиального позиционирования 5604 и 5606 на задних вертикальных направляющих штангах 5600 и 5602. Подвижное зацепление между задними элементами радиального позиционирования 5604 и 5606 и задними вертикальными направляющими штангами 5600 и 5602 также способствует такому передвижению/перемещению (вверх и вниз) двух вертикальных элементов радиального позиционирования 5526.
[00638] Как упоминалось выше, каждый вертикальный элементу радиального позиционирования 5526 соединен с соответствующим элементом вертикального позиционирования 5538 посредством зацепления с соответствующим направляющим рельсом 5544 и направляющими роликами 5546. Таким образом, перемещение (вверх или вниз) каждого вертикального элемента радиального позиционирования 5526 также приводит к перемещению (вверх или вниз) его соответствующего элемента вертикального позиционирования 5538. Так как два элемента вертикального позиционирования 5538 жестко соединены с верхним элементом позиционирования 5540, перемещение (вверх или вниз) двух элементов вертикального позиционирования 5538 приводит к перемещению (вверх или вниз) верхнего элемента позиционирования 5540.
[00639] Так как сварочная горелка 5502 соединена с верхним элементом позиционирования 5540 посредством горизонтального ходового винта 5552, двух горизонтальных направляющих штанг 5556 и 5558 и каркаса сварочной горелки 5564, перемещение (вверх или вниз) верхнего элемента позиционирования 5540 приводит к перемещению (вверх или вниз) сварочной горелки 5502. Таким образом, сварочная горелка 5502 установлена для перемещения системой радиального позиционирования 5506 таким образом, что сварочный наконечник 5503 выполнен с возможностью перемещаться по направлению к сварочной поверхности труб 1022а, 1022b и в обратном от них направлении.
[00640] Работа системы осевого позиционирования 5508 описана более подробно ниже. Когда ходовой винт 5552 проворачивается двигателем 5550 посредством передаточного механизма 5576, 5578 и 5580, гайка винтовой передачи 5554 проходит вдоль резьбы. В одном варианте реализации изобретения, направление движения гайки винтовой передачи 5554 зависит от направления вращения ходового винта 5552 двигателем 5550.
[00641] Так как гайка винтовой передачи 5554 заблокирована в отверстии 5568 каркаса сварочной горелки 5564, каркас сварочной горелки 5564 выполнен с возможностью передвигаться/перемещаться (в поперечном направлении) вдоль гайки винтовой передачи 5554. Подвижное зацепление между каркасом сварочной горелки 5564 и горизонтальными направляющими штангами 5556 и 5558 также способствует таком передвижению/перемещению (вверх или вниз) каркаса сварочной горелки 5564. Подвижное зацепление между двумя горизонтальными направляющими штангами 5556 и 5558 и каркасом сварочной горелки 5564 также содействует таком передвижению/перемещению (вверх или вниз) каркаса сварочной горелки 5564 (и сварочной горелки 5502). В одном варианте реализации изобретения, величина осевого перемещения каркаса сварочной горелки 5564 ограничивается удлиненным отверстием 5594 в верхнем элементе позиционирования 5540.
[00642] Работа системы наклонного позиционирования 5510 описана более подробно ниже. При вращении передаточного механизма 5590 двигателем 5588 направляющий рельс 5544 передвигается по зубьям. В одном варианте реализации изобретения, направление движения направляющего рельса 5544 зависит от направления вращения передаточного механизма 5590 двигателем 5588.
[00643] В одном варианте реализации изобретения, верхние и нижние направляющие ролики 5546, поджимаемые направляющим рельсом 5544, выполнены с возможностью приводить в движение/наклонять соответствующие элементы вертикального позиционирования 5538 (соединенные с направляющими роликами 5546).
[00644] В одном варианте реализации изобретения, конфигурация двух противоположных элементов вертикального позиционирования 5538, соединенных друг с другом посредством верхнего элемента позиционирования 5540, обеспечивает, таким образом, перемещение одного из элементов вертикального позиционирования 5538 (т. е. вызываемое двигателем 5588), что приводит к аналогичному перемещению другого элемента вертикального позиционирования 5538. Конфигурация из двух горизонтальных направляющих штанг 5556 и 5558, соединенных с верхним элементом позиционирования 5540 двумя своими концами, также способствует преобразованию перемещения от одного элемента вертикального позиционирования 5538 к другому.
[00645] Когда элементы вертикального позиционирования 5538 и верхний элемент позиционирования 5540 перемещаются/наклоняются (вдоль двух горизонтальных направляющих штанг 5556 и 5558), то это перемещение позволяет сварочной горелке 5502 (соединенной с двумя горизонтальными направляющими штангами 5556 и 5558 посредством каркаса сварочной горелки 5564) изменять угол наклона сварочной горелки 5502 в плоскости перемещения.
[00646] Как упоминалось выше, сварочная горелка установлена для перемещения таким образом, что когда она двигается за счет двигателя наклона сварочной горелки 5588, она поворачивается вокруг точки, которая находится на наконечнике сварочной горелки или немного перед ним. Например, наконечник сварочной горелки может осциллировать вокруг сидит в сварочной ванне, создаваемой во время сварки. В результате, положение сварочной ванны не изменяется по отношению к радиусу, проведенному к сварочной ванне, не смотря на тот факт, что сварочная горелка может осциллировать за счет двигателя наклона сварочной горелки. Таким образом, длина дуги между сварочной ванной и точкой, в которой испускаемый исследовательский пучок излучения от проверочного лазера попадает на внутреннюю поверхность свариваемых труб (например, на область контактной поверхности), остается постоянной, так как двигатели ориентации вращают сварочную горелку и проверочный лазер, несмотря на осцилляцию сварочной горелки двигателем наклона сварочной горелки. И так как двигатели управления скоростью и ориентацией управляются и известны одному или нескольким процессорам, один или более процессоров могут управлять параметрами сварки в определенном участке области контактной поверхности, зная фиксированную длину дуги и основываясь на расчете процессором обнаруженного профиля сварного шва в приближающейся области перед сварочным наконечником. В одном варианте реализации изобретения, двигатели для ориентации предлагаются с преобразователями углового положения, функционально связанными с одним иди более процессорами, позволяющие одному или более процессорам определять угловое положение двигателей и, таким образом, положение зажимов и труб. В другом варианте реализации изобретения, сигналы от измерительного датчика (например, проверочного лазера), используемые для определения перемещения свариваемых труб, с учетом использования сигналов одним или более процессорами и зная фиксированную длину дуги, используются для управления горелкой в необходимом местоположении, соответствующем определенному положению сварочной горелки. В другом варианте реализации изобретения, точка для осцилляции сварочной горелки не обязательно должна быть в положении перед или на сварочном наконечнике, а длина дуги между сварочной ванной и точкой попадания лазерного излучения на область контактной поверхности не обязательно должна оставаться постоянной. Вместо этого, один или более процессоров, получив информацию о позиционировании наконечника сварочной горелки от одного или более двигателей сварочной горелки и/или измерительного датчика, использует ее для расчета текущего положения сварочного наконечника по отношению к трубе в реальном времени («на лету») для управления одним или более двигателями сварочной горелки и установки наконечника сварочной горелки в заданное положение на основе данных о профиле, полученных от измерительного датчика.
[00647] Как упоминалось выше, сварочная горелка установлена с возможностью перемещения или привода одним или более двигателями, как правило, в радиальном направлении, вдоль продольной оси наконечника сварочной грелки, как по направлению к внутренней поверхности свариваемой трубы, так и от нее. Следует понимать, что так как продольная ось сварочной горелки (например, через наконечник сварочной горелки) возможно является не совпадающей с радиусом свариваемой трубы (взятому по центральной оси) или радиусу поворотной центральной ступицы, учитывая тот факт, что сварочная горелка, как правило, направлена под углом к переднему направлению сварного шва (и поворачивается за счет двигателя наклона сварочной горелки 5588, когда речь идет о «радиальном» перемещении сварочной горелки и ее наконечника по направлению к внутренней поверхности трубы и от нее (например, области контактной поверхности), такое радиальное перемещение используется в контексте описанного выше). Например, такое радиальное перемещение сварочной горелки может рассматриваться со ссылкой на продольное перемещение сварочной горелки вдоль оси наконечника сварочной горелки. Так как сварочная горелка установлена для перемещения по меньшей мере одним двигателем сварочной горелки и, в частности, двигателем радиальной сварочной горелки 5512, позволяющим наконечнику горелки перемещаться по направлению к поверхности сварного шва и от него, сварочный наконечник также может перемещаться от области контактной поверхности после каждого прохода сварного шва для наплавления сварного материала. После того, как первое второе устройство зацепление трубы зафиксировано по отношению к трубам, сварочная горелка может использоваться для выполнения полного прохода при заварке корня шва, «корень» сварного шва является первым сварным швом, накладываемым между концами трубы (например, один 360-градусный шов). После выполнения прохода при заварке корня шва, сварочный наконечник может быть слегка перемещен (отведен) в сторону от внутренней поверхности труб (и, в частности, от материала сварного шва, нанесенного корневого сварного шва) так, что второй сварной проход также называемый «горячим» сварным проходом может выполняться сварочным наконечником на определенном расстоянии от материала прохода при заварке корня шва.
[00648] В одном варианте реализации изобретения, один или более процессоров 5140 управляют двигателями 5030 и 5074 и одной или более сварочными горелками 5502 для генерации законченного кольцевого сварного шва вдоль области контактной поверхности 5136 за счет вращения одной или более сварных горелок 5502 вдоль области контактной поверхности 5502 в одном направлении вращения до тех пор, пока законченный кольцевой сварной шов не будет выполнен.
[00649] В одном варианте реализации изобретения, одна или более сварочных горелок 5502 содержат множество сварочных горелок. В одном варианте реализации изобретения по меньшей мере одна из множества сварочных горелок выполняет сварной шов при направлении вращения вверх, при этом по меньшей мере еще одна их множества сварочных горелок выполняет сварной шов при направлении вращения вниз.
[00650] В одном варианте реализации изобретения, сварочный наконечник выполнен с возможностью быть указателем направления сварного шва. В одном варианте реализации изобретения, сварочная горелка всегда указывает на направление перемещения. Другими словами, сварочный наконечник, как правило, указывает в направлении перемещения. В одном варианте реализации изобретения, угол наклона сварочной горелки немного больше при выполнении сварочной горелкой 5502 процедуры во время подъема (когда сварочная горелка 5502 выполняет сварку при направлении вращения вверх), и угол наклона сварочной горелки немного меньше при выполнении сварочной процедуры на спуске (когда сварочная горелка 5502 выполняет сварку при направлении вращения вниз).
[00651] В одном варианте реализации изобретения, внутренняя система сварки выполнена с возможностью выполнять сварочную процедуру на спуске (то есть, выполнять сварной шов при направлении вращения вниз) при использовании сварочной процедуры с короткой дугой.
[00652] В одном варианте реализации изобретения, когда внутренняя система сварки выполнена с возможностью выполнять процедуру сварки на подъеме (то есть, выполнять сварочный шов при направлении вращения в верх), то производительность и качество сварного шва могут быть улучшены. В одном варианте реализации изобретения, сварочная процедура на подъеме выполнена с возможностью предоставить опцию для сварки обеих сторон трубы в одно и то же время, вместо сварочной процедуры на спуске, выполняемой на каждой стороне последовательно. Например, это может быть выполнено множеством сварочных горелок и иметь множество сварных швов с перекрытием. В качестве альтернативы, опцией может быть сварка 360° за один непрерывный проход для получения сварного шва только с одним перекрытием. В одном варианте реализации изобретения, требования потребителя и размер трубы могут обуславливать, какой подход будет использоваться.
[00653] В одном варианте реализации изобретения, в том случае, когда требованиями качества не обусловлено наличие только одного перекрытия сварного шва, сварной шов может выполняться множеством сварочных горелок, установленных внутри трубы. В одном варианте реализации изобретения, внутренняя система сварки 5004 может содержать четыре сварочных горелки, шесть сварочных горелок или восемь сварочных горелок, при этом половина этих сварочных горелок выполняет сварку при направлении вращения вниз, а другая половина этих сварочных горелок выполняет сварку при направлении вращения вверх. В одном варианте реализации изобретения, половина этих сварочных горелок выполнена с возможностью выполнять сварочную процедуру по часовой стрелке, а другая половина этих сварочных горелок выполнена с возможностью выполнять сварочную процедуру против часовой стрелки. В одном варианте реализации изобретения, четыре сварочные горелки внутренней системы сварки 5004 могут быть размещены с интервалом в 90° друг от друга и выполнены с возможностью вращения каждой горелки на 90°. В одном варианте реализации изобретения, шесть сварочных горелок внутренней системы сварки 5004 могут быть размещены с интервалом в 60° друг от друга и выполнены с возможностью вращения каждой горелки на 60°. В одном варианте реализации изобретения, восемь сварочных горелок внутренней системы сварки 5004 могут быть размещены с интервалом в 45° друг от друга и выполнены с возможностью вращения каждой на 45°. В одном варианте реализации изобретения, внутренняя система сварки 5004 может содержать две сварочные горелки, размещенные с интервалом 180° друг от друга и выполненные с возможностью вращения каждой горелки на 180°. В одном варианте реализации изобретения, внутренняя система сварки 5004 может содержать одну сварочную горелку, выполненную с возможностью вращения на 360°.
[00654] Возможность выполнять сварной шов в направлении вверх, а также направлении вниз, может увеличить скорость сварочной операции (время выполнения сварного шва), а также улучшить качество сварного шва (с учетом влияния сил гравитации в разных положениях). Кроме того, если представляется множество сварочных горелок, сварка выполняется в направлении как вверх, так и вниз в одно и то же время (например, множество распределенных по окружности сварочных горелок, перемещающихся в одном и том же направлении, одновременно наплавляя металл сварного шва), при это по меньшей мере одна сварочная горелка перемещается вверх, тогда как по меньшей мере еще одна перемещается вниз. Это быстрее, к примеру, по сравнению с последовательной сваркой при спуске вниз на каждой стороне трубы. В качестве альтернативы, в одном варианте реализации изобретения, отдельная сварочная горелка используется для выполнения 360-градусного сварного шва, обеспечивающей непрерывный сварной шов без перекрытия участков сварного шва. Такое перекрытие возникает, когда используется более чем одна сварочная горелка и конец каждой части сварного шва от ведомой сварочной горелки должен соединяться и слегка перекрывать начало следующей части сварного шва, наплавляемого сварочной горелкой спереди ведомой сварочной горелки. В результате, для некоторых вариантов применения, когда может потребоваться избежать перекрытия сварного шва (которое делает проход сварного шва менее однородным в точках перекрытия), эффективно использовать непрерывный 360-градусный внутренний сварной шов.
[00655] В одном варианте реализации изобретения, все сварочные горелки указывают на направление сварного шва вперед. Другими словами, они немного указывают в направлении сварного шва так, что наконечник сварочной горелки как бы «толкает» сварной шов, а не тянет его за собой. Это справедливо независимо от того, размещена ли сварочная горелка внутри, как в некоторых вариантах реализации изобретения, или снаружи, как в других вариантах реализации изобретения, описанных в данном документе. Это проиллюстрировано в отношении внутреннего сварочного аппарата, как проиллюстрировано на Фиг. 56A. В одном варианте реализации изобретения, наконечник сварочной горелки направлен под углом Ѳ (например, «упреждения») в диапазоне от 3 градусов до 7 градусов. Упреждение Ѳ определено как угол, измеренный между линией (радиусом) R от осевого центра свариваемых труб до наконечника сварочной горелки (или сварочной ванны), как проиллюстрировано на Фиг. 56A (линию R также можно рассматривать как радиус, взятый от осевого центра поворотной ступицы 5078 до наконечника горелки или сварочной ванны), и линией, проходящей через продольную ось А наконечника сварочной горелки. Как проиллюстрировано на Фиг. 56A, сварочная горелка перемещается с вращением в направлении против часовой стрелки, как проиллюстрировано в виде стрелки D. Упреждение Ѳ может изменяться за счет работы двигателя наклона сварочной горелки 5588, так как сварочная горелка передвигается двигателем для ориентации по окружности вокруг внутренней поверхности труб. Предполагается, что угол Ѳ будет немного больше (например,6 градусов), когда сварочная горелка перемещается вверх, и немного меньше (например,4 градуса), когда она перемещается вниз. Дополнительно, в одном варианте реализации изобретения, упреждение Ѳ может изменяться непрерывно на протяжении всего пути определенной сварочной горелки. В другом варианте реализации изобретения, труба может быть разделена на сектора, при этом угол сварки Ѳ меняется в зависимости от сектора. Например, при рассмотрении полного 360-градусного перемещения или перемещения, соответствующего часовой стрелке на часах, труба может быть разделена на сектора:2-5, 5-8, 8-11, 11-2. Один или более двигателей могут управляться одним или более процессорами для изменения границ сектора.
[00656] Как будет понятно исходя из Фиг. 56A, сварка выполняется в направлении против часовой стрелки на проиллюстрированном изображении. Для сварки в направлении по часовой стрелке, один или более процессоров 5140 посылают сигнал одному или более двигателям горелки так, что передаточный механизм 5590 выполняет вращение и сварочная горелка 5502 поворачивается (например, вокруг точки Р) так, что ось через горелку (линия А) перемещается в противоположную от радиальной линии R сторону. По этой причине, угол θ будет отрицательным при сварке по часовой стрелке. Это позволяет сварочной горелке указывать на переднее направление («толкание» сварной ванны), при сварке в направлении по часовой стрелке.
[00657] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 60A-63, внутренняя система сварки 5004 может содержать сварочную горелку WT, камеру C и два измерительных датчика L1 и L2. В одном варианте реализации изобретения, сварочная горелка WT и камера C отделены на угол 180°. В одном варианте реализации изобретения, угол между камерой и сварочной горелкой WT может меняться.
[00658] В одном варианте реализации изобретения, один или два измерительных датчика L1 и L2 могут быть направляющими измерительными датчиками, которые выполнены с возможностью направлять сварочную горелку WT во время сварочной процедуры, а также предоставлять данные перед сваркой. В одном варианте реализации изобретения, один или два измерительных датчика L1 и L2 могут быть буксирующими измерительными датчиками, которые выполнены с возможностью буксировать сварочную горелку WT во время сварочной процедуры, а также предоставлять данные после сварки.
[00659] В одном варианте реализации изобретения, измерительный датчик L1 и сварочная горелка WT отделены на угол 20°. В одном варианте реализации изобретения, измерительный датчик L2 и сварочная горелка WT отделены на угол 20°. В одном варианте реализации изобретения, угол между измерительным датчиком L2 и сварочной горелкой WT, и угол между измерительным датчиком L1 и сварочной горелкой WT может меняться.
[00660] В одном варианте реализации изобретения, угол между измерительным датчиком L2 и сварочной горелкой WT, и угол между измерительным датчиком L1 и сварочной горелкой WT может регулироваться. Например, в одном варианте реализации изобретения, когда L1 является направляющим измерительным датчиком, то угол между измерительным датчиком L1 и сварочной горелкой WT составляет 20° или меньше, а угол между буксирующим измерительным датчиком L2 и сварочной горелкой WT составляет более 20°. В одном варианте реализации изобретения, когда L2 является направляющим измерительным датчиком, то угол между измерительным датчиком L2 и сварочной горелкой WT составляет 20° или меньше, а угол между буксирующим измерительным датчиком L1 и сварочной горелкой WT составляет более 20°.
[00661] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 60A, измерительный датчик L1 расположен в начальном положении. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 60B, сварочная горелка WT начинает сварочную процедуру, когда сварочная горелка WT расположена в точке StartWT. В одном варианте реализации изобретения, сварочная горелка WT выполнена с возможностью перемещения в направлении по часовой стрелке (как указано стрелкой T1) во время сварочной процедуры. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 61, сварочная горелка WT заканчивает сварочную процедуру, когда сварочная горелка WT достигает точки StopWT. В одном варианте реализации изобретения, валик сварного шва WB1 образован сварочной горелкой WT при перемещении из точки StartWT в точку StopWT в направлении по часовой стрелке, указанном стрелкой T1. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 60B и 61, горелка WT следует за измерительным датчиком L1 во время перемещения из точки StartWT в точку StopWT в направлении по часовой стрелке, указанном стрелкой T1. После сварочной процедуры, сварочная горелка WT перемещается в направлении против часовой стрелки (то есть в противоположном к направлению стрелки T1) так, что измерительный датчик L2 позиционируется обратно в начальное положение, точку StartWT.
[00662] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 62, сварочная горелка WT начинает сварочную процедуру, когда сварочная горелка WT расположена в точке StartWT. В одном варианте реализации изобретения, сварочная горелка WT выполнена с возможностью перемещения в направлении против часовой стрелки (как указано стрелкой T2) во время сварочной процедуры. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 63, сварочная горелка WT заканчивает сварочную процедуру, когда сварочная горелка WT достигает точки StopWT. В одном варианте реализации изобретения, валик сварного шва WB2 образован сварочной горелкой WT при перемещении из точки StartWT в точку StopWT в направлении против часовой стрелки, указанном стрелкой T2. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 62-63, горелка WT следует за измерительным датчиком L2 во время перемещения из точки StartWT в точку StopWT в направлении против часовой стрелки, указанном стрелкой T2. После сварочной процедуры, сварочная горелка WT перемещается в направлении по часовой стрелке (то есть в противоположном к направлению стрелки T2) так, что лазер L1 позиционируется обратно в начальное положение, точку StartWT.
[00663] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 64-69, внутренняя система сварки 5004 может содержать сварочную горелку WT1 и WT2, камеру C и один измерительный датчик L. В одном варианте реализации изобретения, измерительный датчик L и сварочная горелка WT1 отделены на угол 20°. В одном варианте реализации изобретения, измерительный датчик L и сварочная горелка WT2 отделены на угол 20°. В одном варианте реализации изобретения, измерительный датчик L и камера С отделены на угол 180°.
[00664] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 64, измерительный датчик L расположен в начальном положении. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 65, сварочная горелка WT1 начинает сварочную процедуру, когда сварочная горелка WT1 расположена в точке StartWT1. В одном варианте реализации изобретения, сварочная горелка WT1 выполнена с возможностью перемещения в направлении против часовой стрелки (как указано стрелкой T1) во время сварочной процедуры. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 66, сварочная горелка WT1 заканчивает сварочную процедуру, когда сварочная горелка WT1 достигает точки StopWT1. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 66, валик сварного шва WBWT1 образован сварочной горелкой WT1 при перемещении из точки StartWT1 в точку StopWT1 в направлении против часовой стрелки, указанном стрелкой T1. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 64-66, горелка WT1 следует за измерительным датчиком L во время перемещения из точки StartWT1 в точку StopWT1 в направлении против часовой стрелки, указанном стрелкой T1. После сварочной процедуры, сварочная горелка WT1 перемещается в направлении против часовой стрелки (то есть в противоположном к направлению стрелки T1) так, что измерительный датчик L позиционируется обратно в начальное положение, проиллюстрированное на Фиг. 67.
[00665] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 68, сварочная горелка WT2 начинает сварочную процедуру, когда сварочная горелка WT2 расположена в точке StartWT2. В одном варианте реализации изобретения, сварочная горелка WT2 выполнена с возможностью перемещения в направлении против часовой стрелки (как указано стрелкой T2) во время сварочной процедуры. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 69, сварочная горелка WT2 заканчивает сварочную процедуру, когда сварочная горелка WT2 достигает точки StopWT2. В одном варианте реализации изобретения, валик сварного шва WBWT2 образован сварочной горелкой WT2 при перемещении из точки StartWT2 в точку StopWT2 в направлении против часовой стрелки, указанном стрелкой T2, как проиллюстрировано на Фиг. 69. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 68-69, горелка WT2 следует за измерительным датчиком L во время перемещения из точки StartWT2 в точку StopWT2 в направлении против часовой стрелки, указанном стрелкой T2. После сварочной процедуры, сварочная горелка WT2 перемещается в направлении против часовой стрелки (то есть в противоположном к направлению стрелки T2) так, что измерительный датчик L позиционируется обратно в начальное положение, проиллюстрированное на Фиг. 64 и 67.
[00666] В одном варианте реализации изобретения, внутренняя система сварки 5004 может содержать одну сварочную горелку и один измерительный датчик. В одном варианте реализации изобретения, угол между измерительным датчиком и сварочной горелкой может составлять 20° или меньше. В одном варианте реализации изобретения, измерительный датчик и сварочная горелка отделены на длину дуги AL (как проиллюстрировано на Фиг. 64), равную 3 дюймам. В одном варианте реализации изобретения, измерительный датчик и сварочная горелка отделены на длину дуги AL, равную 4 дюймам. В одном варианте реализации изобретения, угол между измерительным датчиком и сварочной горелкой может составлять 19°. В одном варианте реализации изобретения, угол между измерительным датчиком и сварочной горелкой может составлять 16°. В одном варианте реализации изобретения, угол между измерительным датчиком и сварочной горелкой может составлять 14°. В одном варианте реализации изобретения, угол между измерительным датчиком и сварочной горелкой может составлять 12°.
[00667] Фиг. 70 иллюстрирует схематическую диаграмму, отображающую поток сжатого воздуха через внутреннюю систему сварки 5004, при этом некоторые компоненты внутренней системы сварки 5004 не проиллюстрированы для ясности, а также для более лучшей иллюстрации других компонентов и/или характерных свойств внутренней системы сварки 5004.
[00668] Как проиллюстрировано на Фиг. 70, баллон со сжатым воздухом 5128, тормозной цилиндр 5133, цилиндр приводного колеса 5137, клапан тормоза 5190 и клапан приводного колеса 5192 проиллюстрированы в секции привода 5010 внутренней системы сварки 5004. Задняя вращающаяся муфта 5072, клапан управления задним зажимом 5062, задний зажим 5144 и передний зажим 5142 проиллюстрированы в центральной секции 5008 внутренней системы сварки 5004. Передняя вращающаяся муфта 5032 и клапан управления передним зажимом 5018 проиллюстрированы в самой передней секции 5006 внутренней системы сварки 5004.
[00669] В одном варианте реализации изобретения, баллон со сжатым воздухом 5128 имеет два отдельных коммуникационных канала, соединенных посредством клапана 5113. В одном варианте реализации изобретения, баллон со сжатым воздухом 5128 соединен коммуникационным каналом через канал передачи текучей среды с клапаном тормоза 5190 (и тормозным цилиндром 5133), клапаном приводного колеса 5192 (и цилиндром приводного ремня 5137), клапаном управления задним зажимом 5062 (и задним зажимом 5144), задней вращающейся муфтой 5072, передней вращающейся муфтой 5032, клапаном управления передним зажимом 5018 (и передним зажимом 5142), и компрессором 5029.
[00670] Сжатый воздух, хранящийся в баллоне со сжатым воздухом 5128 направляется через жидкостный канал к клапану 5194. Часть сжатого воздуха, полученная клапаном 5194, направляется к клапану тормоза 5190, а оставшаяся часть сжатого воздуха, полученная клапанном 5194 направляется к клапану 5196. Клапан тормоза 5190 соединен каналом передачи текучей среды через каналы 5198 и 5199 с тормозным цилиндром 5133. В одном варианте реализации изобретения, клапан тормоза 5190 выполнен с возможностью подачи сжатого воздуха для активации тормозного цилиндра 5133, когда он получает сигнал от электронного модуля секции привода 5118. Сжатый воздух приводит в действие тормозной цилиндр 5133, который посредством своей работы прилагает тормозное усилие к приводным роликам 5122. В одном варианте реализации изобретения, тормозной цилиндр 5133 и клапан тормоза 5190 могут называться тормозной системой, выполненной с возможностью фиксации каркаса внутренней системы сварки 5004 в заданном положении внутри труб 1022а, 1022b от перемещения. В одном варианте реализации изобретения, тормозная система, выполненная с возможностью фиксации каркаса внутренней системы сварки 5004 в заданном положении внутри труб 1022а, 1022b от перемещения, может содержать замок колеса/ролика. В одном варианте реализации изобретения, замок колеса/ролика выполнен с возможностью предотвращать перемещение одного или более роликов 5122 для фиксации каркаса внутренней системы сварки 5004. В одном варианте реализации изобретения, тормозная система также содержит замок двигателя. В одном варианте реализации изобретения, замок двигателя выполнен с возможностью предотвращать вращение приводных двигателей 5124, которые приводят в движение ролики 5122 для перемещения каркаса внутренней системы сварки 5004.
[00671] Часть сжатого воздуха, полученная клапаном 5196, направляется к клапану приводного колеса 5192, а оставшаяся часть сжатого воздуха, полученная клапанном 5196 направляется к клапану 5198. Клапан приводного колеса 5192 соединен каналом передачи текучей среды через каналы 5200 и 5201 с цилиндром приводного колеса 5137. В одном варианте реализации изобретения, клапан приводного колеса 5192 выполнен с возможностью подачи сжатого воздуха для активации тормозного цилиндра 5137, когда он получает сигнал от электронного модуля секции привода 5118. Сжатый воздух приводит в действие цилиндр приводного колеса 5137, который посредством своей работы прилагает тормозное усилие к приводным роликам 5122. В одном варианте реализации изобретения, цилиндр приводного колеса 5137 может быть функционально связан с валом, содержащем на себе приводные ролики 5122. В одном варианте реализации изобретения, цилиндр приводного колеса 5137 может быть функционально связан с валом посредством одного или более передаточного механизма.
[00672] В одном варианте реализации изобретения, и цилиндр приводного колеса 5137, и тормозной цилиндр 5133 - сжаты во время установки внутренней системы сварки 5004 в трубы. В одном варианте реализации изобретения, цилиндр приводного колеса 5137 сжат только когда внутренняя система сварки 5004 выводится из труб. В одном варианте реализации изобретения, цилиндр приводного колеса 5137 разжимается для ускорения или замедления (перемещения) внутренней системы сварки 5004 в трубах.
[00673] Часть сжатого воздуха, полученная клапаном 5198, направляется к задней вращающейся муфте 5072, а оставшаяся часть сжатого воздуха, полученная клапаном 5198 направляется к клапану управления задним зажимом 5062. Клапан управления задним зажимом 5062 соединен каналом передачи текучей среды через каналы 5202 и 5203 с задним зажимом 5144. В одном варианте реализации изобретения, канал передачи текучей среды 5202 используется для расширения зажимов 5144, а канал передачи текучей среды 5203 используется для отведения назад зажимов 5144. В одном варианте реализации изобретения, клапан управления задним зажимом 5062 выполнен с возможностью подачи сжатого воздуха для приведения в действие и работы заднего зажима 5144, когда он принимает сигналы от электронного модуля центральной секции 5064.
[00674] Сжатый воздух, выводимый через заднюю вращающуюся муфту 5072, направляется к передней вращающейся муфте 5032. Сжатый воздух, выводимый через переднюю вращающуюся муфту 5032, направляется к клапану 5204. Часть сжатого воздуха, полученная клапаном 5204, направляется к клапану управления передним зажимом 5018, а оставшаяся часть сжатого воздуха, полученная клапанном 5204 направляется к компрессору 5029. В одном варианте реализации изобретения, компрессор 5029 выполнен с возможностью пополнения системы (например, наполнения баллона сжатым воздухом) с использованием полученного сжатого воздуха.
[00675] Клапан управления передним зажимом 5018 соединен каналом передачи текучей среды через каналы 5206 и 5207 с передним зажимом 5142. В одном варианте реализации изобретения, канал передачи текучей среды 5206 используется для расширения переднего зажима 5142, а канал передачи текучей среды 5207 используется для отведения назад переднего зажима 5142. В одном варианте реализации изобретения, передний клапан управления зажимом 5018 выполнен с возможностью подачи сжатого воздуха для приведения в действие и работы переднего зажима 5142, когда он принимает сигналы от самого переднего электронного модуля 5014.
[00676] Фиг. 71 иллюстрирует схематическую диаграмму, отображающую поток снабжения электрической энергией, включая электропитание сварки, коммуникационные данные и данные управления через внутреннюю систему сварки 5004, при этом некоторые компоненты внутренней системы сварки 5004 не проиллюстрированы для ясности, а также для более лучшей иллюстрации других компонентов и/или характерных свойств внутренней системы сварки 5004.
[00677] Как проиллюстрировано на Фиг. 71, самый задний электронный модуль 5014, передний двигатель вращения 5030, датчик переднего положения 5022, клапан управления передним зажимом 5018, переднее контактное кольцо 5016, электронный модуль подачи проволоки 5046 узла подачи проволоки 5020, система подачи проволоки 5044 и клапан управления защитным газом 5042 проиллюстрированы в самой задней секции 5006 внутренней системы сварки 5004. Поворотная ступица 5078, сварочные горелки 5502, измерительные датчики 5056, камера контроля 5112, передний зажим 5142 и задний зажим 5144, заднее контактное кольцо 5080, электронный модуль центральной секции 5064, датчик заднего положения 5076, клапан управления задним зажимом 5062 и задний двигатель вращения 5074 проиллюстрированы в центральной секции 5008 внутренней системы сварки 5004. Батареи 5116, электронный модуль секции привода 5118, клапан тормоза 5190, клапан приводного колеса 5192 и приводные двигатели 5124 проиллюстрированы в секции привода 5010 внутренней системы сварки 5004.
[00678] В одном варианте реализации изобретения, электропитание сварки поступает к внутренней системе сварки 5004 через фал 5034. В одном варианте реализации изобретения, электропитание сварки через фал 5034 поступает к сварочным горелкам 5502 через переднее контактное кольцо 5016.
[00679] В одном варианте реализации изобретения, батареи 5116 секции привода 5010 выполнена с возможностью снабжения электроэнергией всех электронных модулей внутренней системы сварки 5004, включая самый задний электронный модуль 5014, электронный модуль подачи проволоки 5046, электронный модуль центральной секции 5064 и электронный модуль секции привода 5118. В одном варианте реализации изобретения, батареи 5116 секции привода 5010 выполнены с возможностью снабжения электропитанием всех электрических приводных двигателей внутренней системы сварки 5004, включая передний двигатель вращения 5030, двигатели систем подачи проволоки 5044, задний двигатель вращения 5074, приводные двигатели 5124, осевой двигатель сварочной горелки 5550, радиальный двигатель сварочной горелки 5512 и двигатель наклона сварочной горелки 5588.
[00680] В одном варианте реализации изобретения, электропитание от батарей 5116 напрямую подается к заднему контактному кольцу 5080, электронному модулю центральной секции 5064 и электронному модулю секции привода 5118. В одном варианте реализации изобретения, электропитание от батарей 5116 подается к переднему контактному кольцу 5016 посредством заднего контактного кольца 5080. Другими словами, электропитание от батарей 5116 передается от заднего контактного кольца 5080 к переднему контактному кольцу 5016. В одном варианте реализации изобретения, электропитание от батарей 5116 подается от переднего контактного кольца 5016 к самому заднему электронному модулю 5014 и электронному модулю подачи проволоки 5046.
[00681] В одном варианте реализации изобретения, электропитание от батарей 5116 подается из самого заднего электронного модуля 5014 к переднему двигателю вращения 5030, и от электронного модуля подачи проволоки 5046 к двигателям систем подачи проволоки 5044. В одном варианте реализации изобретения, электропитание от батарей 5116 подается от электронного модуля центральной секции 5064 к заднему двигателю вращения 5074. В одном варианте реализации изобретения, электропитание от батарей 5116 подается от электронного модуля секции привода 5118 к приводным двигателям 5124. В одном варианте реализации изобретения, электропитание от батарей 5116 подается от электронного модуля подачи проволоки 5046 к осевому двигателю сварочной горелки 5550, радиальному двигателю сварочной горелки 5512 и двигателю наклона сварочной горелки 5588.
[00682] В одном варианте реализации изобретения, батареи 5116 также выполнены с возможностью снабжения электроэнергией камеры контроля 5112 и измерительного датчика 5056. Например, электропитание от батарей 5116 подается от электронного модуля подачи проволоки 5046 к камере контроля 5112 и измерительному датчику 5056.
[00683] В одном варианте реализации изобретения, батареи 5116 также выполнены с возможностью снабжения электроэнергией датчика переднего положения 5022 и датчика заднего положения 5076. Например, электропитание от батарей 5116 подается от самого заднего электронного модуля 5014 к датчику переднего положения 5022 и от электронного модуля центральной секции 5064 к датчику заднего положения 5076.
[00684] В одном варианте реализации изобретения, батареи 5116 также выполнены с возможностью снабжения электроэнергией клапана управления передним зажимом 5018, клапаном управления защитным газом 5042, клапаном управления задним зажимом 5062, клапаном тормоза 5190 и клапаном приводного колеса 5192. Например, электропитание от батарей 5116 подается от самого заднего электронного модуля 5014 к клапану управления передним зажимом 5018, от электронного модуля подачи проволоки 5046 к клапану управления защитным газом 5042, от электронного модуля центральной секции 5064 к клапану управления задним зажимом 5062 и от электронного модуля 5118 к клапану тормоза 5190, и клапану приводного колеса 5192.
[00685] В одном варианте реализации изобретения, внутренняя система сварки 5004 выполнена с возможностью получать и передавать коммуникационные сигналы посредством фала 5034 на внешнюю компьютерную систему (например, имеющую один или более процессоров). В одном варианте реализации изобретения полученные коммуникационные сигналы могут перемещаться от фала 5034 к самому заднему электронному модулю 5014, затем к электронному модулю подачи проволоки 5046 посредством переднего контактного кольца 5016, затем к электронному модулю центральной секции 5064 посредством заднего контактного кольца 5080, а затем, к электронному модулю секции привода 5118.
[00686] В одном варианте изобретения, коммуникационный сигнал может перемещаться (в противоположном направлении относительно полученного сигнала) из электронного модуля секции привода 5118, затем, к электронному модулю центральной секции 5064, затем, к электронному модулю подачи проволоки 5046 посредством заднего контактного кольца 5080, затем, к самому заднему электронному модулю 5014 посредством переднего контактного кольца 5016, и к фалу (и внешней компьютерной системе, имеющей один или более процессоров).
[00687] В одном или более вариантах реализации изобретения, описанных в данном документе, и как понятно из Фиг. 71, один или более процессоров 5140, функционально связанных с измерительным датчиком 5056, например, измерительным лазером (или, дополнительно, множеством измерительных датчиков 5056, если предоставлен более чем один датчик) через проводной коммуникационный канал или каналы 5056а, которые передают сигналы от измерительного лазера 5056 к одному или более процессорам 5140. Проводной коммуникационный канал имеет (i) подвижную часть 5056b, которая перемещается вместе с измерительным датчиком 5056, когда измерительный лазер направляет исследовательский пучок излучения вдоль области контактной поверхности, и (ii) стационарную часть 5056с, которая остается неподвижной во время перемещения подвижной части 5056b. Система дополнительно содержит описанное ранее переднее контактное кольцо 5016 (которая, с одной стороны, считается частью проводного коммуникационного канала), которое предоставляет интерфейс между секцией подвижной части 5056b и секцией неподвижной части 5056с коммуникационного канала, позволяющий сигналам проходить от подвижной части 5056b к неподвижной части 5056с.
[00688] Следует понимать, что проводной коммуникационный канал или каналы 5056а (включая его подвижную и неподвижную части) также выполнены с возможностью (или, в альтернативном варианте, выполнены с возможностью в том случае, если предоставлен беспроводной коммуникационный канал для измерительных датчиков 5056, предназначенный для обмена данными с одним или более процессорами) передавать электроэнергию измерительным датчикам 5056 через контактное кольцо 5016.
[00689] Контактное кольцо 5016 содержит внешний статор 5016а и внутренний ротор 5016b (см. Фиг. 26). Внутренний ротор 5016b и статор 5016а имеют подшипники 5016k между ними. Статор 5016а жестко закреплен по отношению к центральному каркасу 5068 (см. Фиг. 23 и 24), тогда как ротор 5016b соединен с поворотной ступицей 5078 на ее центральной оси (например, см. Фиг. 24). Ротор 5016b вращается вместе с поворотной ступицей 5078, когда ступица приводится во вращение. Статор 5016а соединен с неподвижной частью 5056с проводного коммуникационного канала, а ротор 5016b соединен с подвижной частью 5056b проводного коммуникационного канала, как проиллюстрировано на Фиг. 26. Как видно на Фиг. 26, ротор 5016b переднего контактного кольца 5016 имеет полую цилиндрическую конфигурацию с центральным проходом 5016d через него. Проход 5016d позволяет другим каналам или линиям проходить через него, в частности, к примеру, пневматическим каналам от передней вращающейся муфты (например, внешнему каналу сжатого воздуха, который будет соединен с баллоном со сжатым воздухом 5128).
[00690] Понятно, что проводное соединение между измерительным датчиком 5056 и одним или более процессорами 5140, в некоторых вариантах реализации изобретения, может проходит через другие компоненты. Например, как показано на фиг. 71, коммуникационный канал от измерительного датчика 5056 может проходить через электронные компоненты подачи проволоки 5046 перед попаданием в контактное кольцо 5016.
[00691] Контактное кольцо 5016 позволяет подвижной части 5056b коммуникационного канала перемещаться вместе с поворотной ступицей 5078, так как ступица 5078 вращается во время выполнения операции сканирования измерительным датчиком 5056, во время сканирования перед сваркой области контактной поверхности между трубами перед сваркой, а также во время сканирования «на лету» области контактной поверхности между трубами во время сварочной операции.
[00692] Также следует понимать, что контактное кольцо 5016 дополнительно выполнено с возможностью подключать коммуникационное соединение между одним или более процессорами 5140 и камерой контроля 5112, а также предоставлять электропитание камере контроля 5112. Это осуществляется за счет одного и того же коммуникационного канала или каналов 5056а. Один или более процессоров 5140 выполнены с возможностью получать данные камеры контроля от камеры контроля 5112 перед, после или во время сварочной операции. Подвижная часть 5056b перемещается вместе с камерой (и поворотной ступицей 5078), когда камера сканирует область контактной поверхности, а неподвижная часть 5056с остается зафиксированной во время перемещения подвижной части 5056b, которая соединена с камерой 5112.
[00693] Дополнительно следует понимать, что то же контактное кольцо 5016 (и/или контактное кольцо 5080) выполнено с возможностью передачи электроэнергии другим компонентам, которые вращаются вместе с поворотной муфтой 5078. Например, как иллюстрировано на Фиг. 35B, каналы электропитания сварки 5502k для подачи сварочной электроэнергии к сварочным горелкам 5502, каналы электропитания и передачи команд 5550k для управления и снабжения электроэнергией одного или более двигателей сварочной горелки 5550, 5512, 5588, управляющих работой сварочной горелки - все эти каналы выполнены с возможностью проходить через контактное кольцо 5016. Например, в иллюстративных целях, на Фиг. 26 и 35B, неподвижная часть аппаратного канала электропитания для канала электропитания сварки 5502k обозначена как 5112с, а подвижная часть канала электропитания для сварки обозначена как 5112b. Следует понимать, что, в качестве альтернативы, они могут быть представлены за счет иллюстрации дополнительных каналов в том же контактном кольце 5016, или проиллюстрированы по отношению к отдельному контактному кольцу.
[00694] Аналогично, аппаратный канал передачи данных 5550k может быть предоставлен посредством контактного кольца 5016 для передачи команд (и управления), а также электропитания к двигателям сварочной горелки 5550, 5512, 5588. Для ясности, во избежание избыточности, подвижная часть 5550m этого аппаратного канала 5550k проиллюстрирована на Фиг. 35В, но не проиллюстрировано на Фиг. 26. Следует понимать, что данная Фиг. 26, а также Фиг. 71, используются для иллюстрации того, как контактное кольцо 5016 (или другое контактное кольцо) может использоваться для передачи электроэнергии и коммуникационных данных сварочным горелкам 5502, так как сварочные горелки вращаются вместе с поворотной ступицей 5078, получая, фактически, электроэнергию и команды управления для создания сварного шва во время сварочной операции.
[00695] Как проиллюстрировано на Фиг. 35B (и нескольких других фигурах), поворотная ступица 5078, как правило, имеет полую цилиндрическую часть 5078а. Середина цилиндрической части в области, которая, как правило, выровнена в осевом направлении со сварочной горелкой, лазерами и камерой, имеет множество отверстий или пазов 5078b, проходящих через нее. Отверстия 5078b позволяют подвижным каналам электропитания и каналам передачи данных от контактного кольца 5016 (и, дополнительно, от контактного кольца 5080) проходить наружу в радиальном направлении из внутренней части 5078с поворотной ступицы 5078 к наружной части ступицы 5078 для соединения между сварочными горелками, лазерами и камерой.
[00696] Следует понимать, что хотя поворотная ступица 5078 проиллюстрирована и описана в данном документе как имеющая цилиндрическую конфигурацию, ступица может иметь различную форму. Поворотная ступица может иметь любую трубчатую форму (просто для примера, с прямоугольным или треугольным сечением). Дополнительно, поворотная ступица также может взаимозаменяемо называться «поворотный каркас».
[00697] Как проиллюстрировано и описано выше, измерительный датчик 5056 установлен на внешней части цилиндрической ступицы, при этом цилиндрическая ступица имеет противоположные концы и радиальные отверстия 5078b между концами. Подвижная часть 5056b каналов электропитания и коммуникационных каналов проходит от переднего контактного кольца 5016 и электронного модуля подачи проволоки 5046, проходит через внутреннюю часть 5078с цилиндрической ступицы 5078, через радиальные отверстия 5078b и соединяется с одним или более измерительными датчиками 5056.
[00698] Как будет также понятно из Фиг. 24 и 35B, пневматическая линия 5032a, транспортирующая защитный газ (инертный газ), проходит через заднюю вращающуюся муфту 5072, через отверстия 5080d в контактном кольце, и проходит дальше через пустотелую внутреннюю часть 5078с поворотной ступицы 5078 к одному или более клапанов защитного газа 5042 (см. Фиг. 72), при этом клапаны установлены в электронном модуле подачи проволоки 5046 (см. Фиг. 71), который установлен на поворотной ступице 5078 для вращения вместе с ней. Гидравлический канал 5032а, который представляет собой подвижный канал, перемещающийся при вращении поворотной ступицы 5078, после соединения с клапанами защитного газа 5042, снова возвращается назад и снова проходит через пустотелую внутреннюю часть 5078с поворотной ступицы 5078 (по этой причине на проиллюстрированы два канала 5032а на Фиг. 24). Пневматический канал 5032а проходит через одно или более отверстий 5078b, таким образом проходя в непосредственной близости от наконечника сварочной горелки 5502. Пневматический канал 5032a, проиллюстрированный на Фиг. 35B, содержит подвижную часть пневматического канала, который вращается при вращении поворотной ступицы5078.
[00699] Фиг. 25 представляет собой частичный вид в разрезе передней вращающейся муфты 5032, которая, фактически, имеет ту же конструкцию, что и задняя вращающаяся муфта 5072. Передняя вращающаяся муфта 5032 используется для передачи сжатого воздуха из внешнего источника 5029 во встроенный баллон со сжатым воздухом 5128. Передняя вращающаяся муфта содержит статор 5032d и ротор 5032e. Ротор 5032e установлен на статоре 5032d посредством шарикоподшипников 5032f. Статор 5032d зафиксирован по отношению к центральному каркасу 5068, а ротор 5032е соединен с подвижной частью 5072d пневматического канала, противоположные концы подвижной части 5072d соединены с ротором или задней вращающейся муфтой 5072. Подвижная часть 5072d пневматического канала проходит через центральный проход 5016d контактного кольца 5016, таким образом вводится во внутреннюю часть 5078с поворотной ступицы 5078, а затем к ротору задней вращающейся муфты 5072.
[00700] Следует понимать, что хотя переднее контактное кольцо 5016 проиллюстрировано на Фиг. 26 и передняя вращающаяся муфта 5032 проиллюстрирована на Фиг. 25, одна и та же конфигурация для каждой из них применяется и к задней вращающейся муфте 5072, и к заднему контактному кольцу 5080.
[00701] Способ, с помощью которого подвижная часть пневматического канала проходит через центральный проход 5016d контактного кольца 5016 будет более понятным при рассмотрении поперечного разреза на Фиг. 24, который иллюстрирует это отличительное свойство в контексте его применения к заднему контактному кольцу 5080 и задней вращающейся муфте 5072. В частности, задняя вращающаяся муфта 5072 имеет наружный статор 5072а и внутренний ротор 5072b. Ротор 5072b получает сжатый воздух из вращающегося пневматического канала подачи 5072d (см. Фиг. 24 и 70; следует понимать, что Фиг. 70 представляет собой схематическое изображение, а канал 5072d схематически изображен на Фиг. 70, но проходит через внутреннюю часть 5078с поворотной ступицы, как проиллюстрировано на Фиг. 24). Вращающийся канал подачи 5072d соединен на его противоположном конце с ротором передней вращающейся муфты 5032. В частности, внешний расходный баллон 5029 сначала пропускает сжатый воздух через статор передней вращающейся муфты 5032, а затем выводит через ротор передней вращающейся муфты 5032. Передняя вращающаяся муфта 5032 имеет ротор, функционально связанный с поворотной ступицей 5078 таким образом, чтобы вращаться вместе. Вращающийся канал подачи 5072d проходит от ротора передней вращающейся муфты 5032 к ротору 5072b задней вращающейся муфты 5072. Сжатый воздух проходит через статор 5072а задней вращающейся муфты к неподвижному пневматическому каналу подачи 5072f, проходящему через него. Неподвижный пневматический канал подачи 5072f соединен через клапаны с баллоном со сжатым воздухом 5128, который периодически получает сжатый воздух из внешнего расходного баллона 5029, когда баллон 5128 израсходован. Как видно на Фиг. 24, вращающийся канал подачи 5072d проходит от ротора 5072b через центральное отверстие 5080d в заднем контактном кольце 5080. Затем, подвижный пневматический канал подачи 5072d проходит через проход 5078с внутри поворотной ступицы 5078 для соединения с передней вращающейся муфтой 5032.
[00702] Как видно на Фиг. 24, заднее контактное кольцо 5080 имеет внутренний ротор 5080r, внешний статор 5080s и подшипник 5080m между ними.
[00703] Как будет также понятно из Фиг. 24, 72, задняя вращающаяся муфта 5072 также имеет другой неподвижный канал 5072g, который получает защитный газ и баллона с защитным газом 5262, описанным более подробно ниже. Защитный газ проходит от статора 5072а к ротору 5072b, а затем наружу из ротора через подвижный пневматический канал 5032а. Подвижный пневматический канал 5032а проходит через отверстие 5080d в контактном кольце и в проходе 5078с. Пневматический канал 5032а перемещается вместе с вращением поворотной ступицы 5078. Противоположный конец пневматического канала 5032а соединяется с клапанами защитного газа 5042, а затем возвращается обратно (в связи с этим проиллюстрированы два канала 5032а на Фиг. 24) и проходит к сварочным горелкам 5502. По пути к сварочным горелкам 5502 подвижный пневматический канал 5032а проходит через отверстия 5078b в поворотной ступице 5078, как буде понятно из Фиг. 72.
[00704] Несмотря на то, что это не описано подробно в данном документе, следует понимать, что снабжение защитным газом через заднюю вращающуюся муфту 5072 также применимо к прохождению продувочного газа из баллона с продувочным газом 7070 через заднюю вращающуюся муфту 7072, как проиллюстрировано на Фиг. 94, описанной далее.
[00705] На фиг. 25 передняя вращающаяся муфта 5032 проиллюстрирована как имеющая два впускных и выпускных канала. Как проиллюстрировано, используется только один из каналов для передачи сжатого воздуха через пневматический канал (неподвижную часть 5032c и подвижную часть 5072d). Другие каналы не используются для передней вращающейся муфты, однако оба канала используются для задней вращающейся муфты 5072, как будет понятно из приведенного выше описания.
[00706] Следует понимать, что в некоторых вариантах реализации изобретения, может предоставляться беспроводное соединение к/от измерительного датчика, камеры и/или сварочной горелки, в этом случае использование контактного кольца для обеспечения определенной функциональности может быть пропущено.
[00707] В одном варианте реализации изобретения, коммуникационные сигналы могут не проходить по всему коммуникационному пути между фалом 5034 и электронным модулем секции привода 5118, и могут проходить между определенными устройствами/модулями коммуникационного пути.
[00708] В одном варианте реализации изобретения, все электронные модули во внутренней системе сварки 5004, включая самый передний электронный модуль 5014, электронный модуль подачи проволоки 5046, электронный модуль центральной секции 5064 и электронный модуль секции привода 5118 - каждый может иметь память, вторичное устройство хранения, и один или более процессоров, выполненных с возможностью управлять системой. В одном варианте реализации изобретения, все электронные модули во внутренней системе сварки 5004 могут быть выполнены с возможностью получать, обрабатывать, хранить, извлекать и передавать сигналы (датчиков или управления) и данные. В одном варианте реализации изобретения, эти электронные модули могут содержать другие компоненты. Например, различные электронные схемы, такие как схема подачи электропитания, схема формирования сигнала, схема привода соленоида и/или другие схемы, известные в данной области техники, могут быть интегрированы в электронные модули. В одном варианте реализации изобретения, все электронные модули во внутренней системе сварки 5004 могут быть выполнены с возможностью передавать управляющие сигналы, используемые для управления работой устройств, функционально связанных с ними, и получать данные или другие сигналы (датчиков) от устройств, функционально связанных с ними.
[00709] Например, самый передний электронный модуль 5014 функционально связан с передним двигателем вращения 5030, датчиком переднего положения 5022 и клапаном переднего зажима 5018. В одном варианте реализации изобретения, самый передний электронный модуль 5014 выполнен с возможностью передавать сигналы управления для управления работой переднего двигателя вращения 5030 и клапана управления передним зажимом 5018, и получать сигналы управления от датчика переднего положения 5022.
[00710] В одном варианте реализации изобретения, электронный модуль подачи проволоки 5046 функционально связан с клапаном управления защитным газом 5042, двигателями систем подачи проволоки 5044, осевым двигателем сварочной горелки 5550, радиальным двигателем сварочной горелки 5512 и двигателем наклона сварочной горелки 5588. В одном варианте реализации изобретения, электронный модуль подачи проволоки 5046 выполнен с возможностью передачи сигналов управления для работы клапана управления защитным газом 5042, двигателями систем подачи проволоки 5044, осевым двигателем сварочной горелки 5550, радиальным двигателем сварочной горелки 5512 и двигателем наклона сварочной горелки 5588.
[00711] в одном варианте реализации изобретения, электронный модуль центральной секции 5064 функционально связан с задним двигателем вращения 5074, датчиком заднего положения 5076 и клапаном управления задним зажимом 5062. В одном варианте реализации изобретения, электронный модуль центральной секции 5064 выполнен с возможностью передавать сигналы управления для управления работой заднего двигателя вращения 5074 и клапана управления задним зажимом 5062, и получать сигналы управления от датчика заднего положения 5076.
[00712] В одном варианте реализации изобретения, электронный модуль секции привода 5118 функционально связан с приводными двигателями 5124, клапаном тормоза 5190 и клапаном приводного колеса 5192. В одном варианте реализации изобретения, электронный модуль секции привода 5118 выполнен с возможностью передавать сигналы управления для управления работой приводных двигателей 5124, клапан тормоза 5190 и клапан приводного колеса 5192.
[00713] Фиг. 72 иллюстрирует схематическую диаграмму, отображающую поток защитного газа через внутреннюю систему сварки 5004, при этом некоторые компоненты внутренней системы сварки 5004 не проиллюстрированы для ясности, а также для более лучшей иллюстрации других компонентов и/или характерных свойств внутренней системы сварки 5004.
[00714] В одном варианте реализации изобретения, канал подачи инертного/защитного газа выполнен с возможностью управлять подачей инертного/защитного газа из источника инертного/защитного газа 5262 в область между первым и вторым зажимами 5142, 5144, и по направлению к области в непосредственной близости от сварочного наконечника 5503 сварочной горелки 5502 для снижения количество кислорода в непосредственной близости от сварочного наконечника 5503 во время сварочной операции.
[00715] Как проиллюстрировано на Фиг. 72, баллоны с защитным газом 5262 проиллюстрированы в секции привода 5010 внутренней системы сварки 5004. В одном варианте реализации изобретения, регулятор высокого давления 5264 может размещаться в секции привода 5010 внутренней системы сварки 5004. В одном варианте реализации изобретения, регулятор высокого давления 5264 может размещаться в центральной секции 5008 внутренней системы сварки 5004. В одном варианте реализации изобретения, задняя вращающаяся муфта 5072, сварочные горелки 5502, поворотная ступица 5078, задние и передние зажимы 5142, 5144 проиллюстрированы в центральной секции 5008 внутренней системы сварки 5004. В одном варианте реализации изобретения, передние и задние уплотнения 5146 и 5148 могут размещаться в центральной секции 5008 внутренней системы сварки 5004. Клапаны защитного газа 5042 проиллюстрированы в самой передней секции 5006 внутренней системы сварки 5004.
[00716] В одном варианте реализации изобретения, баллоны с защитным газом 5262 выполнены с возможностью поддерживать давление на уровне 500-2400 фунтов/кв. дюйм. Баллоны с защитным газом 5262 соединены каналом передачи текучей среды через каналы передачи текучей среды с задней вращающейся муфтой 5072. В одном варианте реализации изобретения, баллоны с защитным газом 5262 соединены каналом передачи текучей среды с задней вращающейся муфтой 5072 посредством клапана 5266 и регулятора высокого давления 5264. В одном варианте реализации изобретения, регулятор высокого давления 5264 выполнен с возможностью автоматического отсекания поток продувочного газа при давлении 75 фунтов/кв. дюйм. Другими словами, регулятор высокого давления 5264, как правило, установлен для снижения давления в баллоне с защитным газом 5262 до уровня 75 фунтов/кв. дюйм в канале передачи текучей среды после регулятора высокого давления 5264, и от задней вращающейся муфты 5072 к клапанам защитного газа 5042.
[00717] В одном варианте реализации изобретения, задняя вращающаяся муфта 5072 соединена каналом передачи текучей среды через канал передачи текучей среды с клапанами защитного газа 5042. В одном варианте реализации изобретения, защитный газ, хранящийся в баллонах с защитным газом 5262, передается через канал передачи текучей среды к задней вращающейся муфте 5072, а затем через канал передачи текучей среды из задней вращающейся муфты 5072 к клапанам защитного газа 5042. В одном варианте реализации изобретения, каждый клапан регулировки защитного газа 5042 выполнен с возможностью управлять расходом подачи защитного газа к соответствующей сварочной горелке 5502 через линию подачи защитного газа 5268. В одном варианте реализации изобретения, каждая сварочная горелка 5502 имеет соответствующий клапан защитного газа 5042, соединенный с ней. В одном варианте реализации изобретения, клапан защитного газа 5042 функционально связан для получения сигналов управления от электронного модуля подачи проволоки 5046. В одном варианте реализации изобретения, клапан регулировки защитного газа 5042 выполнен с возможностью подачи защитного газа к соответствующей сварочной горелке, когда он получает сигналы от электронного модуля подачи сварочной проволоки 5046.
[00718] В одном варианте реализации изобретения секция привода 5010 внутренней системы сварки 5004 может содержать баллоны с продувочным газом, баллоны с защитным газом 5262 и газовые баллоны со сжатым воздухом. В одном варианте реализации изобретения баллоны с защитным газом 5262 используются только для подачи защитного газа на сварочные горелки 5502. В одном варианте реализации изобретения отдельные баллоны с продувочным газом могут быть выполнены с возможностью заполнения и сохранения продувочного газа в камере продувочного газа. В одном варианте реализации изобретения сжатый воздух используется для наполнения уплотнений 5146 и 5148 и расширения зажимов 5142 и 5144.
[00719] В одном варианте реализации изобретения секция привода 5010 внутренней системы сварки 5004 может содержать газовые баллоны со сжатым воздухом и баллоны с продувочным/защитным газом. То есть, баллоны с продувочным и защитным газом являются одними и теми же. В одном варианте реализации изобретения сжатый воздух из газовых баллонов со сжатым воздухом используются для наполнения уплотнений 5146 и 5148 и расширения зажимов 5142 и 5144. В одном варианте реализации изобретения уплотнения 5146 и 5148 во внутренней системе сварки 5004 являются необязательными. В одном варианте реализации изобретения защитный газ, подаваемый на сварочные горелки 5502 и продувочный газ, подаваемый в камеру продувочного газа, подается посредством одного и того же баллона, содержащего продувочный/защитный газ. В одном варианте реализации изобретения подача продувочного газа в камеру продувочного газа является необязательной.
[00720] В одном варианте реализации изобретения секция привода 5010 внутренней системы сварки 5004 может содержать только баллоны с продувочным/защитным газом (т. е. отсутствуют газовые баллоны со сжатым воздухом). Это может иметь место в случае небольших внутренних систем сварки. В одном варианте реализации изобретения баллоны для продувочного/защитного газа выполнены с возможностью подачи продувочного/защитного газа на сварочные горелки 5502, продувочного/защитного газа в камеру продувочного газа и продувочного/защитного газа для наполнения уплотнений 5146 и 5148 и для расширения зажимов 5142 и 5144. В одном варианте реализации изобретения уплотнения 5146 и 5148 во внутренней системе сварки 5004 являются необязательными. В одном варианте реализации изобретения подача продувочного газа в камеру продувочного газа является необязательной.
[00721] На Фиг. 72A, 72B и 72C проиллюстрирован вид крупным планом внутренней сварочной горелки, используемой в системе предыдущего уровня техники и внутренней системы сварки 5004, соответственно, при этом трубы имеют широкий диапазон выравнивания зазора и радиального смещения. Например, как проиллюстрировано на Фиг. 72А, трубы 1022а, 1022b имеют зазор и радиальное смещение 1 мм.
[00722] Как проиллюстрировано на Фиг. 72B, в системе предшествующего уровня техники приподнятая кромка трубы защищает левую сторону кромки под сварку, что приводит к уменьшению глубины проплавления. Как проиллюстрировано на Фиг. 72С, один или более процессоров 5140, связанных с внутренней системой сварки 5004, выполнены с возможностью получения данных профиля сварки (например, до, во время и после процедуры сварки), а также выполнены с возможностью перемещения внутренней сварочной горелки 5502 и/или наклона внешней сварочной горелки 5502 для достижения полной глубины проплавления на основании полученных данных профиля сварки. Таким образом, данные профиля сварки из внутренней системы сварки 5004 могут использоваться для улучшения качества сварки.
[00723] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью получения от полевой системы 5000 данных профиля, связанных со сваркой области контактной поверхности 5136 между первой трубой 1022а и второй трубой 1022b. В одном варианте реализации изобретения соответствующие данные профиля основаны на сканировании области контактной поверхности 5136 между трубами 1022a, 1022b. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью сравнения одной или более характеристик соответствующих данных профиля с одной или более заранее заданными характеристиками профиля для формирования ответа к полевой системе 5000. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью передачи ответа к полевой системе 5000, чтобы на основе ответа вызвать выполнение полевой системой 5000 одной или более операций. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью передачи сигнала к полевой системе 5000 для прекращения процедуры, связанной со сваркой, изменения или усовершенствования протокола сварки, сохранения или дальнейшего анализа данных профиля области контактной поверхности 5136, сохранения или дальнейшего анализа данных профиля перед сваркой, сохранения или анализа данных профиля после сварки, подтверждения или модификации их версии и т.д.
[00724] В одном варианте реализации изобретения один или более процессоров 5140 функционально связаны с измерительным датчиком 5056 для определения профиля области контактной поверхности 5136 между двумя трубами 1022а, 1022b. В одном варианте реализации изобретения сварочная горелка 5502 выполнена с возможностью создания сварного шва в области контактной поверхности 5136 между трубами 1022а, 1022b на основании данных о профиле контактной поверхности 5136 между трубами 1022а, 1022b. В одном варианте реализации изобретения сварочная горелка (например, внешней системы сварки 7500) выполнена с возможностью создания сварного шва между трубами 1022а, 1022b на основании данных профиля области контактной поверхности 5136 между трубами 1022а, 1022b.
[00725] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью получения данных контроля от измерительного датчика 5056 до, после или во время операции сварки. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью получения данных контроля от камеры контроля 5112 до, после или во время операции сварки. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью получения данных контроля от измерительного датчика 5056 и камеры контроля 5112 до, после или во время операции сварки.
[00726] В одном варианте реализации изобретения камера контроля 5112 выполнена с возможностью сканирования области свариваемой контактной поверхности 5136 после выполнения сварочной операции. В одном варианте реализации изобретения камера контроля 5112 выполнена с возможностью отправки сигналов одному или более процессоров 5140 на основе сканирования. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью определения характеристики области свариваемой контактной поверхности 5136 на основе сигналов от камеры контроля 5112.
[00727] В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью анализа данных для автоматического обнаружения подрезов или других отклонений формы.
[00728] В одном варианте реализации изобретения в случае, когда значение характеристики области контактной поверхности 5136 больше предварительно заданного порогового значения, она может называться нежелательной характеристикой области контактной поверхности 5136. В одном варианте реализации изобретения в случае, когда значение характеристики области контактной поверхности 5136 больше предварительно заданного порогового значения и разность между значением характеристики и предварительно заданным пороговым значением находится в пределах предварительно заданного допустимого/приемлемого диапазона, определяется, что нет необходимости в коррекции нежелательной характеристики области контактной поверхности 5136. В одном варианте реализации изобретения в случае, когда значение характеристики области контактной поверхности 5136 больше предварительно заданного порогового значения и разность между значением характеристики и предварительно заданным пороговым значением не находится в пределах предварительно заданного допустимого/приемлемого диапазона, определяется, что необходимо корректировать нежелательную характеристику области контактной поверхности 5136.
[00729] В одном варианте реализации изобретения в случае, когда значение характеристики области контактной поверхности 5136 меньше предварительно заданного порогового значения, она может называться нежелательной характеристикой области контактной поверхности 5136. В одном варианте реализации изобретения в случае, когда значение характеристики области контактной поверхности 5136 меньше предварительно заданного порогового значения и разность между значением характеристики и предварительно заданным пороговым значением находится в пределах предварительно заданного допустимого/приемлемого диапазона, определяется, что нет необходимости в коррекции нежелательной характеристики области контактной поверхности 5136. В одном варианте реализации изобретения в случае, когда значение характеристики области контактной поверхности 5136 меньше предварительно заданного порогового значения и разность между значением характеристики и предварительно заданным пороговым значением не находится в пределах предварительно заданного допустимого/приемлемого диапазона, определяется, что необходимо корректировать нежелательную характеристику области контактной поверхности 5136.
[00730] В одном варианте реализации изобретения в случае, когда значение характеристики области контактной поверхности 5136 не находится в пределах предварительно заданного диапазона, она может называться нежелательной характеристикой области контактной поверхности 5136. В одном варианте реализации изобретения в случае, когда значение характеристики области контактной поверхности 5136 не находится в пределах предварительно заданного диапазона, а находится в пределах предварительно заданного допустимого/приемлемого диапазона, определяется, что нет необходимости в коррекции нежелательной характеристики области контактной поверхности 5136. В одном варианте реализации изобретения в случае, когда значение характеристики области контактной поверхности 5136 не находится в пределах предварительно заданного диапазона и не находится в пределах предварительно заданного допустимого/приемлемого диапазона, определяется, что нет необходимости в коррекции нежелательной характеристики области контактной поверхности 5136.
[00731] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью получения электронных сигналов (например, генерируемых приемником измерительного датчика 5136) для определения, требуется ли коррекция нежелательной характеристики области контактной поверхности 5136. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью отправки команд двигателям 5030, 5074, управляющим угловым положением относительно оси одной из труб, в ответ на обнаружение одной или более нежелательных характеристик области контактной поверхности 5136, чтобы посредством двигателей 5030, 5074 вызвать вращение одной из труб 1022а, 1022b относительно другой из труб 1022а, 1022b для коррекции нежелательной характеристики. В одном варианте реализации изобретения двигатели 5030, 5074 выполнены с возможностью перемещения радиальных зажимов 5142, 5144.
[00732] В одном варианте реализации изобретения сварочная горелка 5502, функционально связанная с одним или более процессорами 5140, выполнена с возможностью выполнения операции сварки для сварки труб 1022а, 1022b вместе в ответ на обнаружение одним или более процессорами 5140 отсутствия нежелательных характеристик.
[00733] В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью взаимодействия с измерительным датчиком 5056 для сканирования области контактной поверхности 5136 между трубами 1022а, 1022b для определения профиля области контактной поверхности 5136 между трубами 1022а, 1022b перед сварочной операцией и генерирования на его основе данных профиля перед сваркой. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью взаимодействия с измерительным датчиком 5056 для сканирования всей области контактной поверхности 5136 между трубами 1022a, 1022b для генерации данных профиля перед сваркой до наплавления металла сварного шва для сварки двух труб 1022а, 1022b вместе. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью взаимодействия с измерительным датчиком 5056 для сканирования области контактной поверхности 5136 для получения данных профиля перед сваркой после первого зажима 5142 и второго зажима 5144, входящих в зацепление с первой трубой и второй трубой 1022а, 1022b, соответственно.
[00734] Дополнительно или в качестве альтернативы, один или более процессоров 5140 выполнены с возможностью взаимодействия с камерой контроля 5112, устройством контроля на основе рентгеновской рентгенографии, устройством контроля на основе гамма-излучения, устройством ультразвукового контроля, устройством контроля магнитных частиц, устройством контроля вихревых токов или другими устройствами контроля для сканирования области контактной поверхности 5136 между трубами 1022a, 1022b для определения профиля области контактной поверхности 5136 перед операцией сварки.
[00735] Процедура сканирования/проверки перед сваркой является одинаковой для внутренней системы сварки 3001 и системы продувки и проверки 7001 и, следовательно, не будет описываться снова со ссылкой на стыковочную внутреннюю систему сварки 3001 и систему продувки и проверки 7001.
[00736] В различных вариантах реализации изобретения описанные в данной заявке данные профиля «перед сваркой» относятся к данным, полученным от измерительного датчика (например, с помощью проверочного лазера), который сканировал область контактной поверхности между двумя свариваемыми трубами, до приведения в действие сварочной горелки, чтобы начать соединение труб друг с другом. Эти данные профиля перед сваркой передаются одному или более процессорам для определения, в достаточной ли степени выровнены трубы перед наложением любого металла сварного шва на область контактной поверхности. В одном варианте реализации изобретения в случае, когда обнаружена несоосность, например, путем определения посредством одного или более процессоров, что несоосность выходит за допустимое значение несоосности, один или более процессоров выполнены с возможностью отправки сигналов к платформам, взаимодействующим с внешними поверхностями труб. Одна или обе платформы могут быть отрегулированы на основе выходных сигналов, полученных из данных профиля перед сваркой для регулировки относительного позиционирования между трубами для обеспечения допустимого значения несоосности выравнивания области интерфейса.
[00737] Следует понимать, что с учетом небольших несоответствий в структурах труб, часто (и обычно) не получается достичь абсолютно идеального выравнивания. Тем не менее, нет необходимости в таком идеальном выравнивании в случае, когда выравнивание находится в пределах области допустимых значений, подходящих для качественного сварного шва.
[00738] В одном варианте реализации изобретения данные профиля перед сваркой могут включать данные закругленности труб. В одном варианте реализации изобретения данные закругленности труб могут включать местоположение и величину минимального внутреннего диаметра, местоположение и величину максимального внутреннего диаметра, средний диаметр трубы, толщину стенки трубы, местоположение и величину минимальной толщины стенки и/или местоположение и величину максимальной толщины стенки. В одном варианте реализации изобретения данные закругленности труб могут включать сравнение между каждым местоположением и величиной минимального внутреннего диаметра, местоположением и величиной максимального внутреннего диаметра, местоположением и величиной минимальной толщины стенки, а также местоположением и величиной максимальной толщины стенки, и их соответствующими предварительно заданными значениями. В одном варианте реализации изобретения данные закругленности труб могут включать данные, полученные в результате сравнения между каждым средним внутренним диаметром трубы и средней толщиной стенки трубы, и их соответствующими предварительно заданными значениями. В одном варианте реализации изобретения данные закругленности труб могут включать отклонения внутреннего диаметра трубы во всех местоположениях по окружности трубы, полученные на основе сравнения.
[00739] В одном варианте реализации изобретения данные профиля перед сваркой могут включать данные профиля разделки шва трубы. В одном варианте реализации изобретения данные профиля разделки шва трубы могут включать геометрию разделки шва трубы. В одном варианте реализации изобретения данные профиля разделки шва трубы могут включать данные, полученные в результате сравнения между каждым размером и формой разделки шва, толщиной притупления кромки (контактного участка) разделки шва трубы, углом фаски разделки шва трубы, смещением разделки шва трубы и углом конуса разделки шва трубы, и их соответствующими предварительно заданными значениями. В одном варианте реализации изобретения данные профиля разделки шва трубы могут включать отклонения разделки шва трубы во всех местоположениях по окружности трубы, полученные на основе сравнения.
[00740] В одном варианте реализации изобретения данные профиля перед сваркой могут включать данные подгонки и выравнивания сварного соединения. В одном варианте реализации изобретения данные подгонки и выравнивания сварного соединения могут включать данные о зазоре между внутренними прилегающими концами (после выравнивания труб). В одном варианте реализации изобретения данные подгонки и выравнивания сварного соединения могут включать в себя данные о зазоре между разделками швов труб (после выравнивания труб). В одном варианте реализации изобретения данные подгонки и выравнивания сварного соединения могут включать в себя местоположение и величину минимального зазора, местоположение и величину максимального зазора и/или среднего зазора. В одном варианте реализации изобретения данные подгонки и выравнивания сварного соединения могут включать сравнение каждого местоположения и величины минимального зазора, и местоположения и величины максимального зазора и их соответствующих предварительно заданных значений. В одном варианте реализации изобретения данные подгонки и выравнивания сварного соединения могут включать данные, полученные в результате сравнения между величиной среднего зазора и его соответствующим предварительно заданным значением. В одном варианте реализации изобретения данные подгонки и выравнивания сварного соединения могут включать в себя отклонения зазоров труб во всех местоположениях по окружности трубы, полученные на основе сравнения. В одном варианте реализации изобретения данные подгонки и выравнивания сварного соединения могут включать в себя минимальные различия в высоте между трубами (например, допустимое выравнивание), и так далее.
[00741] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью взаимодействия с измерительным датчиком 5056 для сканирования области контактной поверхности 5136 после первого зажима 5142 и второго зажима 5144, входящих в зацепление с первой трубой и второй трубой 1022а, 1022b, соответственно. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью функционального соединения с первым устройство зацепления трубы 5052 трубы и вторым устройством зацепления трубы 5054. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью управления первым устройством зацепления трубы 5052 и/или вторым устройством зацепления трубы 5054 на основе данных профиля перед сваркой для изменения области контактной поверхности 5136 между трубами 1022а, 1022b перед операцией сварки.
[00742] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью изменения области контактной поверхности 5136 между трубами 1022а, 1022b перед операцией сварки путем приведения в действие первого устройства зацепления трубы 5052 и/или второго устройства зацепления трубы 5054 для изменения закругленности первой трубы 1022а и/или второй трубы 1022b на основе данных профиля перед сваркой. Например, в одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью изменения области контактной поверхности 5136 между трубами 1022а, 1022b перед операцией сварки путем избирательного приведения в действие одного или более башмаков зажима 5157 зажимов 5142 и/или 5144 для изменения округлости первой трубы 1022а и/или второй трубы 1022b на основе данных профиля перед сваркой.
[00743] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью изменения области контактной поверхности 5136 между трубами 1022а, 1022b перед операцией сварки путем приведения в действие первого устройства зацепления трубы 5052 и/или второго устройства зацепления трубы 5054 для вращения и/или продольного перемещения первой трубы 1022а и/или второй трубы 1022b на основе данных профиля перед сваркой. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью изменения области контактной поверхности 5136 между трубами 1022а, 1022b перед операцией сварки путем вращения одной трубы 1022а или 1022b относительно другой трубы 1022а или 1022b.
[00744] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью усовершенствования протокола сварки на основе данных профиля перед сваркой. В одном варианте реализации изобретения протокол сварки включает протокол скорости сварки и протокол положения сварочной горелки.
[00745] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью управления платформами 5330 (как проиллюстрировано на Фиг. 10А и 10В) или 6010А и 6010В (как проиллюстрировано на Фиг. 73) для подачи поступающей трубы 1022а на втором конце трубы 1022b (после позиционирования узла каркаса внутренней системы сварки 5004 на втором конце трубы 1022b) на основе данных профиля перед сваркой для изменения области контактной поверхности 5136 между трубами 1022а, 1022b перед операцией сварки. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью управления размещенными снаружи роликами 5332 платформ 5330 для подачи поступающей трубы 1022а на втором конце трубы 1022b (после позиционирования узла каркаса внутренней системы сварки 5004 на втором конце первой трубы 1022b) на основе данных профиля перед сваркой.
[00746] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью управления платформами 5330 (как проиллюстрировано на Фиг. 10А и 10В) или 6010А и 6010В (как проиллюстрировано на Фиг. 73), для создания относительного перемещения между первой трубой 1022а и второй трубой 1022b на основе данных профиля перед сваркой для изменения области контактной поверхности 5136 между трубами 1022а, 1022b перед операцией сварки. В одном варианте реализации изобретения в случае определения на основе данных профиля перед сваркой, что требуется регулировка, наружная поверхность 5346 и/или 5348 (как проиллюстрировано на Фиг. 2G) первой трубы 1022a и/или второй трубы 1022b входит в зацепление для регулировки относительного позиционирования труб 1022a, 1022b. В одном варианте реализации изобретения в случае определения на основе данных профиля перед сваркой, что требуется регулировка, платформы 5330 (как проиллюстрировано на Фиг. 10А и 10В) и 6010А и 6010В (как проиллюстрировано на Фиг. 73) управляются посредством одного или более процессоров 5140 (или контролируются иным образом) для зацепления с внешними поверхностями 5346 и/или 5348 (как проиллюстрировано на Фиг. 2G) первой трубы 1022a и/или второй трубы 1022b для регулировки относительного позиционирования труб 1022a, 1022b.
[00747] В одном варианте реализации изобретения в случае, когда требуется уточнение данных профиля перед сваркой, первый зажим и/или второй зажим 5142, 5144 размыкаются для обеспечения возможности регулировки относительного позиционирования труб 1022a, 1022b. В одном варианте реализации изобретения в случае, когда требуется уточнение данных профиля перед сваркой, первый зажим и/или второй зажим 5142, 5144 размыкаются для обеспечения возможности регулировки относительного позиционирования труб 1022a, 1022b. В одном варианте реализации изобретения в случае, когда требуется уточнение данных профиля перед сваркой, первый и второй зажимы являются размещенными снаружи зажимами и размыкаются для обеспечения возможности регулировки относительного позиционирования труб 1022a, 1022b. В одном варианте реализации изобретения первый и второй зажимы включают как размещенные внутри зажимы, так и размещенные снаружи зажимы. В одном варианте реализации изобретения в случае, когда требуется уточнение данных профиля перед сваркой, как размещенные внутри зажимы, так и размещенные снаружи зажимы, размыкаются для обеспечения возможности регулировки относительного позиционирования труб 1022a, 1022b.
[00748] В одном варианте реализации изобретения регулировка относительного позиционирования труб 1022a, 1022b (на основе данных профиля перед сваркой) может выполняться либо автоматически посредством процессоров 5140, управляющих размещенными снаружи роликами 5332 (как проиллюстрировано на Фиг. 10А и 10В) или выполняется оператором с использованием крана и (внутренних и/или внешних) зажимов. В одном варианте реализации изобретения регулировка относительного позиционирования труб 1022a, 1022b (на основе данных профиля перед сваркой) также может называться повторным выравниванием труб 1022a, 1022b.
[00749] В одном варианте реализации изобретения регулировка относительного позиционирования труб 1022a, 1022b (на основе данных профиля перед сваркой) может включать регулировку вдоль продольной оси труб 1022a, 1022b и/или регулировку вдоль радиальной оси труб 1022а, 1022b. В одном варианте реализации изобретения регулировка относительного позиционирования труб 1022a, 1022b (на основе данных профиля перед сваркой) может включать регулировку положения и регулировку ориентации труб 1022a, 1022b. В одном варианте реализации изобретения регулировка относительного позиционирования труб 1022a, 1022b (на основе данных профиля перед сваркой) может включать перемещение вверх и вниз и продольное перемещение (вдоль продольной оси труб 1022а, 1022b).
[00750] В одном варианте реализации изобретения внутренний и/или внешний зажим(ы) (удерживающие трубы 1022а, 1022b на месте во время процедуры перед сваркой) освобождаются, при этом для манипулирования трубой на основе данных профиля перед сваркой могут использоваться кран, размещенные снаружи ролики 5332 с электронным управлением или другие аналогичные устройства. В одном варианте реализации изобретения внутренний и/или внешний зажим(ы) (удерживающие трубы 1022а, 1022b на месте во время процедуры перед сваркой) освобождаются перед процедурой повторного выравнивания. В одном варианте реализации изобретения после повторного выравнивания труб 1022a, 1022b трубы 1022a, 1022b зажимаются с помощью внешних и/или внутренних зажимов.
[00751] В одном варианте реализации изобретения новая труба 1022а, подлежащая сварке, может вращаться вокруг ее продольной оси относительно предшествующей трубы 1022b, которая была сварена, на основе данных профиля перед сваркой, которые были получены от измерительного датчика (например, проверочного лазера) 5056. В частности, данные профиля перед сваркой могут быть использованы для определения того, что в некоторых случаях относительные положения вращения труб 1022а и 1022b могут быть изменены, для обеспечения наилучшего совпадения для сварки. Например, если каждая из труб 1022а, 1022b имеет небольшую закругленность, то совпадение труб так, чтобы большая ось каждой из двух труб, как правило, была выровнена и малая ось каждой из двух труб, как правило, была выровнена, может иметь общий положительный эффект. Таким образом, в одном варианте реализации изобретения измерительный датчик 5056 может генерировать сигналы, которые обрабатываются одним или более процессорами 5140, для определения более целесообразного углового положения для поступающей трубы 1022a, подлежащей сварке. Такое вращение может быть выполнено посредством одного или более процессоров 5140, которые приводят в действие передний двигатель вращения 5030 для вращения трубы 1022а перед операцией сварки. В частности, для вращения поступающей трубы 1022а центральный каркас 5068 остается неподвижным с точки зрения вращения относительно ранее сваренной трубы. Данная неподвижная с точки зрения вращения связь между центральным каркасом 5068 и трубой 1022b осуществляется за счет того, что задний зажим 5144, приводимый в действие посредством одного или более процессоров 5140, осуществляет надежное сцепление с внутренней поверхностью трубы 1022b для предотвращения взаимного вращения между ними. В дополнение к заднему зажиму 5144 и центральному каркасу 5068, является неподвижным с точки зрения вращения относительно трубы, задний двигатель вращения 5074 не приводится в действие посредством процессора 5140, при этом блокируется вращение вала двигателя. Из-за того, что вращение вала заднего двигателя вращения заблокировано, вся поворотная ступица 5078 остается неподвижной с точки зрения вращения относительно центрального каркаса 5068 и трубы 1022b. Затем активируется передний двигатель вращения 5030. Его вал вращается для приведения в действие передаточного механизма, как проиллюстрировано на Фиг. 19 и описано выше, так что зубья шестерни 23 входят в зацепление с возможностью вращения с помощью зубьями шестерни 5023 кольцевого зубчатого колеса 5021. Поскольку узел подачи проволоки 5020 (который прикреплен к поворотной ступице 5078) и поворотная ступица 5078 зафиксированы от вращения, передний двигатель вращения 5030 и передаточный механизм 5023, функционально связанный с ним, движется по окружности вдоль кольцевого зубчатого колеса 5021. Эта вращательная движущая сила, созданная на переднем двигателе вращения 5030, перемещает с возможностью вращения самую переднюю секцию каркаса 5026, с которой соединен двигатель 5030. В свою очередь вращение самой передней секции каркаса 5026 приводит в движение с возможностью вращения передний зажим 5142. Зажим 5142 вращается вокруг поворотной ступицы 5078 на подшипниках 5108, 5098, которые расположены между зажимом 5142 и поворотной ступицей 5078. Поскольку зажим 5142 вытянут и зажат на внутренней поверхности трубы 1022а, в результате труба 1022а вращается до положения, определенного посредством одного или более процессоров 5140, на основе сканированной информации, полученной перед сваркой от измерительного датчика 5056. Во время вращения трубы 1022а в случае, когда внешняя платформа (5330, 6010A, 6010B) входит в зацепление с внешней поверхностью трубы, ролики 5332 на внешней платформе (5330, 6010A, 6010B) управляются с помощью команд посредством одного или более процессоров 5140 для того, чтобы дополнительно находиться в состоянии свободного хода, при котором они являются пассивными, или дополнительно один или более двигателей, функционально связанные с роликами 5332, управляются с помощью команд посредством одного или более процессоров 5140 для осуществления движения роликов 5332 с частотой вращения, соразмерной (аналогичной или такой же как) скорости, с которой передний двигатель вращения 5030 осуществляет вращение внутри трубы 1022а. Этот последний подход создает вращательные силы для трубы 1022а как внутри, так и снаружи трубы, хотя в некоторых вариантах реализации изобретения может быть достаточной только одна движущая сила.
[00752] В только что описанном варианте реализации изобретения зажимы 5142 и 5144 входят в зацепление с соответствующими трубами 1022а и 1022b для предотвращения относительного вращения между каркасом 5026 и трубой 1022а и предотвращения вращения между центральным каркасом 5068 и трубой 1022b. Однако в одном или более вариантах реализации изобретения зажимы 5142 и 5144 не должны быть выполненными для осуществления данной функции. Вместо этого колеса, функционально связанные с обоими каркасами, могут быть выполнены с возможностью входить в зацепление со связанными трубами с достаточным трением и/или наружным усилием для предотвращения относительного вращения между трубами и каркасами. В одном варианте реализации изобретения посредством колес обеспечивается воздействие или перемещение между каркасами и трубами, благодаря чему обычно обеспечивается возможность продольного перемещения только между каркасами и трубами и предотвращается относительное вращательное движение между ними. Это может быть справедливо для колес на одном или более каркасах. Вариант выбора вхождения колес в зацепление может использоваться только на одном из каркасов, на обоих каркасах и может дополнительно использоваться в сочетании с методикой зажима для одного или обоих каркасов.
[00753] Описанные в данной заявке способы вращения труб также могут использоваться для возврата каркасов в требуемое «начальное» вращательное положение или вращательное положение «до упора» после завершения сварочной операции, при этом новая труба подается для следующего сканирования перед сваркой.
[00754] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью отправки данных профиля перед сваркой к удаленному процессору для дальнейшей обработки.
[00755] В одном варианте реализации изобретения, один или более процессоров 5140 выполнены с возможностью взаимодействия с измерительным датчиком 5056 для сканирования области контактной поверхности 5136 между трубами 1022а, 1022b для определения профиля области контактной поверхности 5136 между трубами 1022а и 1022b во время операции сварки в области контактной поверхности 5136 перед наложением на нее металла сварного шва и генерирования данных профиля «на лету».
[00756] Процедура сканирования/проверки «на лету» является одинаковой для внутренней системы сварки 3001 и системы продувки и проверки 7001 и, следовательно, не будет описываться снова со ссылкой на стыковочную внутреннюю систему сварки 3001 и систему продувки и проверки 7001.
[00757] В различных вариантах реализации изобретения данные профиля «на лету» относятся к данным, полученным от измерительного датчика во время операции сварки. Например, данные профиля «на лету» получают из положения непосредственно впереди (перед) свариваемой областью (например, 2,54 см - 15,24 см (1-6 дюймов) перед свариваемой областью). В частности, измерительный датчик сканирует область контактной поверхности в пределах области, подлежащей сварке, чтобы предоставить данные о профиле области контактной поверхности непосредственно перед нанесением металла сварного шва. Следует принимать во внимание, что профиль области контактной поверхности между трубами может незначительно изменяться по мере выполнения процесса сваривания большей части области контактной поверхности. Другими словами, сама последовательная сварка может незначительно изменить выравнивание/позиционирование труб в области контактной поверхности на участках области контактной поверхности, подлежащих сварке. Измерительный датчик измеряет профиль области контактной поверхности непосредственно перед нанесением сварочной горелкой металла сварного шва в областях контактной поверхности, подлежащих сварке, причем сигналы от измерительного датчика принимаются и используются посредством одного или более процессоров для вывода сигналов/команд к сварочной горелке и/или ее двигателям для управления различными параметрами сварочной горелки, чтобы адаптировать сварное соединение к трубам при их сваривании. Параметры сварочной горелки могут включать одно или более из следующего: скорость подачи проволоки, расход проволоки, ширина колебаний, форма колебаний, амплитуда колебаний, время сварки, расход газа, уровни мощности сварочной дуги, ток сварного шва, напряжение сварки, сопротивление сварного шва, скорость перемещения сварочной горелки, положение сварочного наконечника сварочной горелки вдоль оси трубы, угловое позиционирование сварочного наконечника сварочной горелки относительно ее плоскости вращения и/или расстояние от сварочного наконечника сварочной горелки до внутренних поверхностей свариваемых труб.
[00758] В одном варианте реализации изобретения данные профиля сварки «на лету» могут включать данные ступенчатого перехода. В одном варианте реализации изобретения данные профиля сварного шва в процессе работы могут включать данные ступенчатого перехода. В одном варианте реализации изобретения данные ступенчатого перехода могут включать сравнение между средней разностью высот и ее соответствующим предварительно заданным значением. В одном варианте реализации изобретения данные ступенчатого перехода могут включать отклонения разности высот труб во всех положениях по всему периметру труб на основании сравнения.
[00759] В одном варианте реализации изобретения данные о профиле сварного шва, полученные «на лету», могут включать характеристики сварного соединения.
В одном варианте реализации изобретения данные о профиле сварного шва, полученные «на лету», могут включать ширину сварного соединения и корневого зазора сварного соединения.
[00760] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью генерировать сигналы сварки для управления сварочной горелкой 5502 на основании данных о профиле, полученных «на лету». В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью управлять положением и скоростью сварочной горелки 5502 на основании данных о профиле, полученных «на лету», во время операции сварки. В одном варианте реализации изобретения двигатель 5588 горелки функционально связан с одним или более процессорами 5140 для управления углом наклона сварной горелки 5502 во время операции сварки.
[00761] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью давать одному или более двигателей горелки 5512 команды перемещать сварочный наконечник 5503 дальше от области контактной поверхности 5136 после каждого сварного прохода, чтобы разместить наплавку металла сварного шва. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью управлять осевым двигателем 5550 сварочной горелки для управления осевым движением сварочной горелки 5502 (то есть перемещать сварочный наконечник 5503 дальше от области контактной поверхности 5136).
[00762] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью генерировать начальный нанесенный на график профиль сварного шва на основании данных о профиле состояния перед сваркой и изменять/приспосабливать начальный нанесенный на график профиль сварного шва на основании данных о профиле, полученных «на лету».
[00763] В одном варианте реализации изобретения скорость подачи проволоки, ширина колебаний, уровни мощности сварочной дуги и/или расстояние от сварочного наконечника 5503 сварочной горелки 5502 до поверхностей труб, которые должны быть сварены, могут управляться на основании данных о профиле, полученных «на лету».
[00764] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью взаимодействовать с измерительным датчиком 5056 для сканирования области контактной поверхности 5136 между трубами 1022а, 1022b для определения профиля области контактной поверхности 5136 между трубами 1022а и 1022b после сварочной операции и генерирования на его основе данных о профиле после сварки. В одном варианте реализации изобретения данные о профиле состояния после сварки получены с использованием измерительного датчика 5056, расположенного внутри первой трубы 1022а и/или второй трубы 1022b, без расцепления первого устройства зацепления трубы 5052 или второго устройства зацепления трубы 5054, соответственно, c внутренней поверхностью 5130 первой трубы 1022а или внутренней поверхности 5132 второй трубы 1022b.
[00765] Процедура сканирования/проверки после сварки является одной и той же для системы сварки плетей трубопровода 3001 и системы продувки и проверки 7001 и, следовательно, не будет описана снова со ссылкой на систему сварки плетей трубопровода 3001 и систему продувки и проверки 7001.
[00766] В качестве дополнительного или альтернативного варианта, один или более процессоров 5140 выполнены с возможностью взаимодействия с камерой контроля 5112, устройством проверки рентгенографии, устройством проверки гамма-излучения, устройством ультразвукового контроля, устройством контроля магнитных частиц, устройством контроля вихревых токов или другими проверочными устройствами для сканирования области контактной поверхности 5136 между трубами 1022а, 1022b для определения профиля области контактной поверхности 5136 после операции сварки.
[00767] В одном варианте реализации изобретения данные о профиле состояния после сварки могут включать профиль(и) образованных валиков сварных швов. В одном варианте реализации изобретения данные о профиле состояния после сварки могут включать профиль(и) образованного прохода при заварке корня шва. В одном варианте реализации изобретения данные о профиле состояния после сварки могут включать характеристики формы сварного шва, такие как несоответствие, ослабление валика сварного шва и входной угол.
[00768] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью предписывать на основании данных о профиле после сварки выполнение еще одной операции сварки в области контактной поверхности 5136 между трубами 1022а, 1022b.
[00769] Некоторые переменные/параметры сварного шва хорошо известны своими взаимосвязями. Имеется ввиду, что изменение одной переменной/параметра сварки влечет за собой соответствующее изменение другой переменной/параметра сварки. Такие переменные/параметры сварки, как сварочный ток, сварочное напряжение, скорость перемещения сварочной горелки и погонная энергия, связаны между собой. Например, если сварочный ток увеличивается, а все остальные переменные/параметры сварки остаются без изменений, то напряжение уменьшается. Кроме того, если скорость перемещения сварочной горелки увеличивается, а все остальные переменные/параметры сварки остаются без изменения, то погонная энергия уменьшается. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью анализа собранных данных (например, до, после или во время операции сварки) для обнаружения проблем и изменения процесса/параметров. В одном варианте реализации изобретения на основании анализа и обнаружения один или более процессоров 5140 выполнены с возможностью приема внутренней системы сварки 5004 в автономном режиме для обслуживания по мере необходимости, чтобы предотвратить повторение ситуации.
[00770] В одном варианте реализации изобретения каждая точка данных, собранная/принятая одним или более процессорами 5140 до, после или во время операции сварки, сравнивается с ее соответствующим (золотому стандарту) идеальным значением сварки. Если какие-либо переменные процесса отличаются более чем на установленный/предварительно заданный предел, эти различия могут быть отмечены. Если различия превышают максимально допустимый объем дефекта, процесс сварки можно остановить, чтобы можно было исправить сварной шов. Со временем идеальные значения сварки и допустимые пределы могут быть улучшены по мере сбора большего количества данных о сварке.
[00771] В одном варианте реализации изобретения один или более процессоров могут быть выполнены с возможностью видеть, что произошло непосредственно перед тем, как имело место отклонение, и определить, имеется ли дефект в программировании цикла управления, который допустил наличие отклонения. В таком случае один или более процессоров могут отправить обновленную программу цикла управления во внутреннюю систему сварки 5004 и наблюдать, улучшает ли это изменение рабочие показатели внутренней системы сварки 5004.
[00772] В одном варианте реализации изобретения один или более процессоров также могут быть выполнены с возможностью контроля за командами, которые на месте дает оператор внутренней системе сварки 5004. Если эти команды определены так, чтобы предписывать дефекты сварки, один или более процессоров выполнены с возможностью отправки сообщения оператору о прекращении предоставления команд внутренней системе сварки 5004. Если команды определены для предотвращения дефектов сварки, один или более процессоров выполнены с возможностью отправки сообщения всем операторам, предписывая им начать использовать указанные команды.
[00773] В одном варианте реализации изобретения один или более процессоров выполнены с возможностью сбора и анализа данных неразрушающего контроля (NDT). В одном варианте реализации изобретения местоположения, в которых обнаружены дефекты сварки, можно сравнить с параметрами сварки, которые были зарегистрированы в том же месте, даже если дефект достаточно небольшой, чтобы не требовать ремонта. В одном варианте реализации изобретения один или более процессоров смогут получать информацию о дефектах сварки, которые не будут включены в обычный отчет о проверке. Это предоставляет одному или более процессорам очень хороший статистический образец по каждому параметру сварки и качеству произведенной сварки. Эта статистическая модель может использоваться для определения наилучших установочных параметров для каждого параметра сварки, а также допустимого отклонения от установочных параметров. Эти новые параметры могут быть переданы непосредственно во внутреннюю систему сварки 5004, поскольку каждое новое сканирование NDT улучшает статистическую модель.
[00774] В одном варианте реализации изобретения, как описано в данном документе, компьютерная система 5138 (содержащая один или более процессоров 5140) может представлять собой компьютерную систему, являющуюся локальной по отношению к полевой системе 5000. В другом варианте реализации изобретения, как описано в данном документе, компьютерная система 5138 может быть компьютерной системой, расположенной удаленно от полевой системы 5000 (например, удаленной компьютерной системой 13704 или другой удаленной компьютерной системой), и может быть соединена с возможностью связи с полевой системой 5000 или ее локальной компьютерной системой.
[00775] В одном варианте реализации изобретения один или более процессоров 5140 могут принимать (через приемник) данные о проверке, связанные с проверкой области контактной поверхности 5136 между трубами 1022a, 1022b от полевой системы 5000 (например, необработанные данные от проверочных устройств, данные с 2D- или 3D-изображениями, или другие данные о проверке). Одно или более проверочных устройств, используемых для проверки, могут содержать одну или любую комбинацию контрольного лазера, проверочную камеру, рентгенографическое проверочное устройство, устройство контроля гамма-излучения, ультразвуковое проверочное устройство, устройство контроля магнитных частиц, устройство токовихревого контроля, устройство контроля температуры или другое проверочное устройство. Данные проверки могут, соответственно, включать одну или любую комбинацию данных лазерного контроля, данные проверочной камеры, данные рентгенографического контроля, данные контроля гамма-излучения, данные ультразвукового контроля, данные контроля магнитных частиц, данные токовихревого контроля, данные контроля температуры или другие данные о проверке.
[00776] В одном варианте реализации изобретения один или более процессоров 5140 могут автоматически генерировать ответ, содержащий данные профиля для области контактной поверхности 5136 (например, данные профиля состояния перед сваркой, данные профиля «на лету», данные профиля состояния после сварки или другие данные) на основании полученных данных проверки, и передавать (через передатчик) данные профиля в полевую систему 5000. Например, в одном варианте реализации изобретения, когда принятые данные о проверке основаны на сканировании области контактной поверхности до операции сварки, один или более процессоров 5140 могут использовать полученные данные проверки для генерирования ответа, содержащего данные профиля состояния перед сваркой для области контактной поверхности 5136, и передавать (через передатчик) данные профиля состояния перед сваркой в полевую систему 5000. В одном варианте реализации изобретения, в котором принятые данные проверки основаны на сканировании области контактной поверхности во время операции сварки, один или более процессоров 5140 могут использовать полученные данные проверки для генерирования ответа, содержащего данные профиля сварки «на лету» для области контактной поверхности 5136, и передавать (через передатчик) данные профиля «на лету» в полевую систему 5000. В одном варианте реализации изобретения, в котором принятые данные проверки основаны на сканировании области контактной поверхности после операции сварки, один или более процессоров 5140 могут использовать полученные данные проверки для генерирования ответа, содержащего данные профиля после сварки для области контактной поверхности 5136, и передавать (через передатчик) данные профиля после сварки в полевую систему 5000.
[00777] В одном варианте реализации изобретения один или более процессоров 5140 могут автоматически генерировать ответ, содержащий один или более протоколов сварки или другие протоколы работы на основании принятых данных проверки, и передавать (через передатчик) протоколы операций в качестве данных о работе системы управления в полевую систему 5000. В качестве примера, после приема протоколов выполнения операций полевая система 5000 может выполнять одну или более операций на основании принятых протоколов выполнения операций. В другом варианте реализации изобретения один или более процессоров 5140 могут генерировать данные профиля на основании принятых данных проверки для получения данных профиля для области контактной поверхности 5136 (например, данные профиля состояния перед сваркой, данные профиля «на лету», данные профиля после сварки или другие данные профиля). В следующем варианте реализации изобретения один или более процессоров 5140 могут использовать данные профиля для получения протоколов сварки или других протоколов выполнения операций и передачи (через передатчик) протоколов выполнения операций в полевую систему 5000.
[00778] В одном варианте реализации изобретения один или более процессоров 5140 могут генерировать протокол сварки или другой протокол выполнения операций на основании данных проверки, связанных с одной или более другими трубами (кроме труб 1022a, 1022b), данных, связанных с входными параметрами (например, сварка или другие параметры), используемыми для выполнения одной или более операций (например, сварки или других операций) на других трубах, данных, связанных с наблюдениями за операциями, или других данных. В качестве примера один или более процессоров 5140 могут получать данные проверки от одной или более полевых систем и анализировать данные проверки, чтобы определить, имеет ли какая-либо труба дефекты, и какая из труб имеет дефекты. Затем процессоры могут сравнивать один или более наборов наблюдений за операцией, выполненной на одном или более объектах, на которых обнаружены дефекты (после выполнения операции), с одним или более других наборов наблюдений той же операции, выполненной на одном или более других объектов, на которых не обнаружены дефекты, чтобы определить, какие обстоятельства, вероятно, привели к возникновению дефекта (как описано более подробно в другом месте данного документа). На основании такого сравнения один или более процессоров 5140 могут генерировать протокол сварки или другой протокол выполнения операций таким образом, чтобы протокол выполнения операций предписывал избегать подобных обстоятельств или иным образом не допускать таких обстоятельств (которые, вероятно, привели к возникновению дефекта), когда протокол выполнения операций используется для одной или более последующих операций (например, последующих операций, которые являются такими же или похожи на выполненную и наблюдаемую операцию).
[00779] В одном варианте реализации изобретения один или более процессоров 5140 могут получать данные профиля состояния перед сваркой для области контактной поверхности 5136 (между трубами 1022а, 1022b), когда данные профиля состояния перед сваркой основаны на сканировании области контактной поверхности 5136 в полевой системе 5000 до начала операции сварки. В качестве примера один или более процессоров могут получать данные профиля состояния перед сваркой от полевой системы 5000. В качестве другого примера один или более процессоров 5140 могут генерировать данные профиля состояния перед сваркой на основании данных проверки, полученных от полевой системы 5000. После получения данных один или более процессоров 5136 могут анализировать данные профиля состояния перед сваркой для генерирования ответа для полевой системы 5000. В одном варианте реализации изобретения один или более процессоров 5140 могут сравнивать одну или более характеристик данных профиля состояния перед сваркой (например, характеристики закругленности трубы, характеристики профиля разделки шва трубы, характеристики подгонки сварного соединения, характеристики выравнивания и другие характеристики) с одной или более характеристик приемлемых заранее определенных профилей состояния перед сваркой. На основании данного сравнения процессоры 5140 могут передавать (через передатчик) ответ в виде данных о работе системы управления полевой системе 5000, предписывая, должна ли полевая система 5000 начинать операцию сварки.
[00780] В качестве примера, такой ответ может указывать, что область контактной поверхности 5136 находится в пределах спецификации для операции сварки, показывая, что полевая система 5000 должна начать операцию сварки. В качестве дополнительного или альтернативного варианта ответ может содержать один или более протоколов выполнения сварки для операции сварки. В качестве другого примера ответ может указывать, что область контактной поверхности 5136 не находится в пределах спецификации, показывая, что полевая система 5000 не должна выполнять операцию сварки в области контактной поверхности 5136 в ее текущем состоянии. В одном варианте применения ответ может указывать на необходимость изменения области контактной поверхности 5136 до операции сварки (например, необходимость перестроить трубы 1022a, 1022b или произвести другие изменения). Таким образом, ответ может предписать полевой системе 5000 управлять устройством зацепления труб в полевой системе 5000 для изменения области контактной поверхности 5136 до операции сварки таким образом, чтобы область контактной поверхности 5136 находилась в пределах спецификации для операции сварки.
[00781] В одном варианте реализации изобретения один или более процессоров 5140 могут сравнивать одну или более характеристик данных профиля (получать их на основании сканирования области контактной поверхности 5136 в полевой системе 5000) с одной или более заранее заданными характеристиками профиля для определения одной или более совпадающих характеристик. На основании совпадающих характеристик, например, один или более процессоров 5140 могут автоматически определять один или более протоколов сварки для сварки области контактной поверхности 5136 между трубами 1022a, 1022b и передачи (через передатчик) одного или более протоколов сварки в полевую систему 5000, чтобы предписать полевой системе 5000 выполнение операции сварки в области контактной поверхности 5136 на основании одного или более протоколов сварки. В качестве примера, протокол сварки может содержать один или более входных параметров, таких как скорость подачи проволоки, потребление проволоки, ширина колебаний, форма колебаний, амплитуда колебаний, время сварки, расход газа, уровни мощности сварочной дуги, сварочный ток, сварочное напряжение, электрического сопротивление при сварке, скорость перемещения сварочной горелки, положение сварочного наконечника сварочной горелки вдоль оси трубы, угловое позиционирование сварочного наконечника сварочной горелки относительно ее плоскости вращения, расстояние от сварочного наконечника сварочной горелки до внутренних поверхностей труб, подлежащих свариванию, или другие параметры.
[00782] В одном варианте реализации изобретения один или более процессоров 5140 могут получать данные профиля, полученные «на лету», для области контактной поверхности 5136 (между трубами 1022a, 1022b), когда данные профиля, полученные «на лету», основаны на сканировании области контактной поверхности 5136 в полевой системе 5000 во время операции сварки. В качестве примера один или более процессоров 5140 могут принимать (через приемник) данные профиля, полученные «на лету», от полевой системы 5000. В качестве другого примера один или более процессоров 5140 могут генерировать данные профиля, полученные «на лету», на основании данных проверки, полученных от полевой системы 5000. После получения данных один или более процессоров 5140 могут анализировать данные профиля, полученные «на лету», чтобы генерировать ответ для полевой системы 5000. В одном варианте реализации изобретения один или более процессоров 5140 могут сравнивать одну или более характеристик данных профиля, полученные «на лету» (например, характеристики закругленности трубы, характеристики профиля разделки шва трубы, характеристики подгонки сварного соединения и характеристики выравнивания, характеристики формы сварного шва или другие характеристики), с одной или более характеристик приемлемых заранее определенных профилей (например, заранее определенных профилей состояния перед сваркой, заранее определенных профилей состояния после сварки или других профилей). На основании данного сравнения процессоры 5140 могут передавать в полевую систему 5000 ответ, содержащий обновления данных, полученных «на лету», по одной или более характеристик сварки для операции сварки. В качестве примера ответ может предписывать полевой системе 5000 управление сварочной горелкой на основании обновленных данных, полученных «на лету», по характеристикам сварки во время операции сварки.
[00783] В одном варианте реализации изобретения один или более процессоров 5140 могут получать данные профиля после сварки для области контактной поверхности 5136 (между трубами 1022а, 1022b), когда данные профиля после сварки основаны на сканировании области контактной поверхности 5136 в полевой системе 5000 после выполнения операции сварки. В качестве примера один или более процессоров 5140 могут получать (через приемник) данные профиля после сварки от полевой системы 5000. В качестве другого примера один или более процессоров 5140 могут генерировать данные профиля после сварки на основании данных проверки, полученных от полевой системы 5000. После получения данных один или более процессоров 5140 могут анализировать профиль, полученный «на лету», чтобы генерировать ответ для полевой системы 5000. В одном варианте реализации изобретения один или более процессоров 5140 могут сравнивать одну или более характеристик данных профиля после сварки (например, характеристики формы сварного шва или другие характеристики) с одной или более характеристик приемлемых заранее определенных профилей после сварки. На основании такого сравнения процессоры 5140 могут передавать (через передатчик) ответ в полевую систему 5000, указывая, является ли приемлемым результат операции сварки. В качестве дополнительного или альтернативного варианта один или более процессоров 5140 могут автоматически определять один или более протоколов сварки для последующей операции (например, операции, которая устраняет или нивелирует дефект, возникший в результате операции сварки, операции, которая обычно следует за операцией сварки, если не обнаружен существенный дефект, и т.д.) и включать в передаваемый ответ один или более протоколов сварки.
[00784] В качестве примера, если выполняется операция сварки для корневого прохода, ответ может указывать, что корневой валик, полученный в результате операции сварки, находится в пределах спецификации, а также указывать, что должна начаться подготовка к последующей операции сварки для горячего прохода. Таким образом, ответ может предписывать полевой системе 5000 инициировать выполнение операции горячего прохода в области контактной поверхности 5136. В качестве другого примера ответ может указывать, что полученный корневой валик не находится в пределах спецификации. В одном варианте применения, например, ответ может указывать на то, что до дальнейшего уведомления полевая система 5000 не может продолжать операцию горячего прохода. В другом варианте применения ответ может указывать на то, что полевая система 5000 должна выполнить другой протокол сварки (отличающийся от иного заранее запланированного для операции горячего прохода), когда другой протокол сварки устраняет или нивелирует полученный в результате операции корневой валик, не находящийся в пределах спецификации.
[00785] В одном варианте реализации изобретения, когда один или более процессоров 5140 являются локальными по отношению к полевой системе 5000 (например, являются частью компьютерной системы, локальной по отношению к полевой системе 5000), один или более процессоров 5140 могут передавать в удаленную компьютерную систему данные проверки, связанные с проверкой области (например, области контактной поверхности 5136 или другой области) между трубами 1022а, 1022b. Переданные данные проверки могут, например, содержать одну или любую комбинацию типов данных проверки, описанных в данном документе. В одном варианте реализации изобретения один или более процессоров 5140 могут принимать (через приемник) ответ от удаленной компьютерной системы, реагирующей на передачу данных проверки в удаленную компьютерную систему (например, ответ, содержащий данные профиля состояния перед сваркой, данные профиля «на лету», данные профиля после сварки, подтверждение переданных данных профиля, протокол сварки или другой протокол выполнения операций, предупреждение о дефекте или другие данные). В одном варианте реализации изобретения ответ может быть получен из переданных данных проверки и дополнительных данных, принятых удаленной компьютерной системой. В качестве примера дополнительные данные могут быть связаны с наблюдениями за одной или более операций, выполняемых на других трубах, проверкой других труб, одним или более входных параметров, используемых для выполнения наблюдаемых операций, или другими данными (описанных в данном документе). Таким образом, например, одна или более операций в полевой системе (например, полевой системе 5000 или другой полевой системе) могут управляться на основании ранее недоступных больших баз данных с данными, полученными от одной и той же полевой системы и/или других полевых систем. Например, базы данных (содержащие данные о наблюдении за операциями на других трубах, проверке других труб, входные параметры для выполнения наблюдаемых операций или другие данные, полученные от одной и той же полевой системы или других полевых систем) могут использоваться для генерирования и выбора одного или более протоколов сварки или других протоколов выполнения последующих операций (описанных в данном документе) для предотвращения или уменьшения дефектов сварки или создания лучших сварных швов для настоящих и будущих заказчиков. В качестве другого примера, обширная база данных от разных полевых систем может использоваться для улучшения проверки и анализа (описанных в данном документе) для предоставления настоящим и будущим заказчикам более качественных продуктов (например, путем уменьшения дефектов сварки, обнаружения дефектов на ранних этапах процесса и т.д.).
[00786] В одном варианте реализации изобретения, когда один или более процессоров 5140 являются локальными по отношению к полевой системе 5000 (например, являются частью компьютерной системы, локальной по отношению к полевой системе 5000), один или более процессоров 5140 могут передавать профиль области контактной поверхности 5136 между трубами 1022a, 1022b в удаленную компьютерную систему (например, профиль, полученный на основании сканирования области контактной поверхности 5136). В ответ один или более процессоров 5140 могут принимать (через приемник) подтверждение профиля области контактной поверхности или модифицированную версию профиля области контактной поверхности 5136 от удаленной компьютерной системы. В одном варианте реализации изобретения один или более процессоров могут предписывать сварочной горелке сварочной системы 5004 выполнение сварки в области контактной поверхности 5136 на основании утверждения или модифицированной версии профиля области контактной поверхности 3136.
[00787] В качестве примера один или более процессоров 5140 полевой системы 5000 могут предписывать одному или более проверочных устройств проверку области контактной поверхности 5136 между трубами 1022a, 1022b для получения данных проверки (например, предварительные данные от проверочных устройств, данные с 2D- или 3D-изображениями, или другие данные проверки). Проверочные устройства, используемые для проверки, могут содержать одну или любую комбинацию типов проверочных устройств, описанных в данном документе. Полученные данные проверки могут, соответственно, содержать одну или любую комбинацию типов данных проверки, описанных в данном документе. В качестве еще одного примера, один или более процессоров 5140 могут определять профиль области контактной поверхности 5136 на основании полученных данных проверки, но могут и передавать данные проверки в удаленную компьютерную систему для оценки данных проверки. Один или более процессоров 5140 могут передавать свой определенный профиль области контактной поверхности 5136 в удаленную компьютерную систему для проверки точности. Исходя из собственной оценки данных проверки, удаленная компьютерная система может давать одному или более процессоров 5140 ответ, содержащий утверждение профиля области контактной поверхности 5136, с указанием того, что предоставленный профиль является неточным, или давать иной ответ. В качестве дополнительного или альтернативного варианта, если предоставленный профиль является неточным, удаленная компьютерная система может включать в ответ собственную модифицированную версию профиля области контактной поверхности 5316, полученную на основании оценки данных проверки, поступивших от удаленной компьютерной системы. В ответ на получение подтверждения, например, один или более процессоров 5140 могут предписать сварочной горелке сварочной системы 5004 начать или продолжить операцию сварки на основании своего определенного профиля области контактной поверхности 5136 для произведения сварки в области контактной поверхности 5316. Однако если получена модифицированная версия профиля, один или более процессоров 5140 могут предписать сварочной горелке сварочной системы 5004 начать или продолжить операцию сварки на основании модифицированной версии профиля для произведения сварки в области контактной поверхности 5316.
[00788] В одном варианте реализации изобретения, когда один или более процессоров 5140 являются локальными по отношению к полевой системе 5000 (например, частью компьютерной системы, локальной по отношению к полевой системе 5000), один или более процессоров 5140 могут взаимодействовать с контрольным лазером сварочной системы 5004 для сканирования области контактной поверхности 5136 между трубами 1022а, 1022b с целью определения профиля области контактной поверхности 5136 перед началом операции сварки и генерирования данных профиля состояния перед сваркой на основании сканирования. В следующем варианте реализации изобретения один или более процессоров 5140 могут передавать данные профиля состояния перед сваркой в удаленную компьютерную систему. В ответ один или более процессоров 5140 могут получать (через приемник) подтверждение данных профиля состояния перед сваркой или модифицированную версию данных профиля состояния перед сваркой от удаленной компьютерной системы. В одном варианте реализации изобретения один или более процессоров могут управлять устройством зацепления трубы 5052 и/или устройством зацепления трубы 5054 на основании утверждения или модифицированной версии данных профиля состояния перед сваркой для изменения области контактной поверхности 5136 между трубами до выполнения операции сварки.
[00789] В качестве примера один или более процессоров 5140 полевой системы 5000 могут предписывать одному или более проверочных устройств проверку области контактной поверхности 5136 между трубами 1022a, 1022b для получения данных проверки до начала операции сварки в области контактной поверхности 5136. Проверочные устройства, используемые для проверки, могут включать одну или любую комбинацию типов проверочных устройств, описанных в данном документе. Полученные данные проверки могут, соответственно, включать одну или любую комбинацию типов данных проверки, описанных в данном документе. Один или более процессоров 5140 могут генерировать данные профиля состояния перед сваркой на основании полученных данных проверки, но могут и передавать данные проверки в удаленную компьютерную систему для оценки данных проверки. Один или более процессоров 5140 могут передавать свои сгенерированные данные профиля состояния перед сваркой в удаленную компьютерную систему для проверки точности. Исходя из собственной оценки данных проверки, удаленная компьютерная система может давать одному или более процессоров 5140 ответ, содержащий подтверждение данных профиля состояния перед сваркой, с указанием того, что данные профиля состояния перед сваркой являются неточными, или давать другой ответ. Дополнительно или в качестве альтернативы, если предоставленные данные профиля состояния перед сваркой неточны, удаленная компьютерная система может в ответ давать собственную модифицированную версию данных профиля состояния перед сваркой, полученную на основании оценки данных, поступившей от удаленной компьютерной системы. В качестве еще одного примера, если данные профиля состояния перед сваркой указывают на то, что трубы 1022a, 1022b смещены, и получено подтверждение данных профиля состояния перед сваркой, то один или более процессоров 5140 могут предписать устройствам зацепления труб 5052, 5054 повторно выровнять трубы 1022а, 1022b перед началом операции сварки для произведения сварки в области контактной поверхности 5136. Однако если получена модифицированная версия данных профиля состояния перед сваркой, один или более процессоров 5140 могут вместо этого использовать модифицированную версию для выполнения последующих операций, например, с использованием модифицированной версии, чтобы определить, требуется ли повторное выравнивание и как его следует выполнить, выбрать протокол сварки для использования, чтобы произвести сварку в области контактной поверхности 5136, и т.д.
[00790] В одном варианте реализации изобретения, когда один или более процессоров 5140 являются локальными по отношению к полевой системе 5000 (например, являются частью компьютерной системы, локальной по отношению к полевой системе 5000), один или более процессоров могут разработать протокол сварки на основании подтверждения или измененной версии данных профиля состояния перед сваркой (полученной от удаленной компьютерной системы). В качестве примера, если получено подтверждение данных профиля состояния перед сваркой, один или более процессоров 5140 могут использовать свои сгенерированные данные профиля состояния перед сваркой для разработки протокола сварки, который будет использоваться для выполнения операции сварки в области контактной поверхности 5136. В качестве другого примера, если получена модифицированная версия данных профиля состояния перед сваркой, один или более процессоров 5140 могут использовать модифицированную версию для разработки протокола сварки, который будет использоваться для выполнения операции сварки в области контактной поверхности 5136.
[00791] В одном варианте реализации изобретения, когда один или более процессоров 5140 являются локальными по отношению к полевой системе 5000 (например, являются частью компьютерной системы, локальной по отношению к полевой системе 5000), один или более процессоров 5140 могут взаимодействовать с контрольным лазером сварочной системы 5004 для сканирования области контактной поверхности 5136 между трубами 1022а, 1022b для определения профиля области контактной поверхности 5136 во время операции сварки и генерирования данных профиля, полученных «на лету», на основании сканирования. В еще одном варианте реализации изобретения один или более процессоров 5140 могут передавать (через передатчик) данные профиля, полученные «на лету», в удаленную компьютерную систему. В ответ один или более процессоров 5140 могут получать (через приемник) подтверждение данных профиля, полученных «на лету», или модифицированную версию данных профиля, полученных «на лету», от удаленной компьютерной системы. В одном варианте реализации изобретения один или более процессоров 5140 могут управлять сварочной горелкой сварочной системы 5004 на основании утверждения или модифицированной версии данных профиля, полученных «на лету», во время операции сварки.
[00792] В качестве примера один или более процессоров 5140 полевой системы 5000 могут предписывать одному или более проверочных устройств проверку области контактной поверхности 5136 между трубами 1022а, 1022b для получения данных проверки во время операции сварки в области контактной поверхности 5136. Проверочные устройства, используемые для проверки, могут включать одну или любую комбинацию типов проверочных устройств, описанных в данном документе. Полученные данные проверки могут, соответственно, включать одну или любую комбинацию типов данных проверки, описанных в данном документе. Один или более процессоров 5140 могут генерировать данные профиля, полученные «на лету», на основании полученных данных проверки, но могут и передавать данные проверки в удаленную компьютерную систему для оценки данных проверки. Один или более процессоров 5140 могут передавать свои сгенерированные данные профиля, полученные «на лету», в удаленную компьютерную систему для проверки точности. Основываясь на собственной оценке данных проверки, удаленная компьютерная система может давать одному или более процессоров 5140 ответ, содержащий подтверждение данных профиля, полученных «на лету», с указанием того, что предоставленные данные профиля, полученные «на лету», являются неточными, или давать другой ответ. Дополнительно или в качестве альтернативы, если предоставленные данные профиля состояния после сварки неточны, удаленная компьютерная система может в ответ предоставлять собственную модифицированную версию данных профиля «на лету», полученных на основании оценки данных проверки, выполненной удаленной компьютерной системой.
[00793] В качестве еще одного примера, если получено подтверждение данных профиля, полученных «на лету», один или более процессоров 5140 могут использовать свои сгенерированные данные профиля, полученные «на лету», для обновления параметров сварки, используемых для управления протоколом сварочной горелкой сварочной системы 5004 (для выполнения операции сварки в области контактной поверхности 5136) при выполнении операции сварки. В качестве еще одного примера, если получена модифицированная версия данных профиля, полученных «на лету», один или более процессоров 5140 могут использовать модифицированную версию для обновления параметров сварки, используемых для управления протоколом сварочной горелки сварочной системы 5004 (для выполнения операции сварки в области контактной поверхности 5136) при выполнении операции сварки.
[00794] В одном варианте реализации изобретения, когда один или более процессоров 5140 являются локальными по отношению к полевой системе 5000 (например, являются частью компьютерной системы, локальной по отношению к полевой системе 5000), один или более процессоров 5140 могут взаимодействовать с контрольным лазером системы сварки 5004 для сканирования области контактной поверхности 5136 между трубами 1022а, 1022b для определения профиля области контактной поверхности 5136 после операции сварки и генерирования данных профиля после сварки на основании сканирования. В следующем варианте реализации изобретения один или более процессоров 5140 могут передавать данные профиля состояния после сварки в удаленную компьютерную систему. В ответ один или более процессоров 5140 могут принимать (через приемник) подтверждение данных профиля состояния после сварки или модифицированную версию данных профиля состояния после сварки от удаленной компьютерной системы.
[00795] В качестве примера один или более процессоров 5140 полевой системы 5000 могут предписывать одному или более проверочных устройств проверку области контактной поверхности 5136 между трубами 1022а, 1022b для получения данных проверки после операции сварки в области контактной поверхности 5136. Проверочные устройства, используемые для проверки, могут включать одну или любую комбинацию типов проверочных устройств, описанных в данном документе. Полученные данные проверки могут, соответственно, включать одну или любую комбинацию типов данных проверки, описанных в данном документе. Один или более процессоров 5140 могут генерировать данные профиля состояния после сварки на основании полученных данных проверки, но могут и передавать данные проверки в удаленную компьютерную систему для оценки данных проверки. Один или более процессоров 5140 могут передавать свои сгенерированные данные профиля состояния после сварки в удаленную компьютерную систему для проверки точности. Исходя из собственной оценки данных проверки, удаленная компьютерная система может давать одному или более процессоров 5140 ответ, содержащий подтверждение данных профиля состояния после сварки, с указанием того, что данные профиля состояния после сварки являются неточными, или давать другой ответ. В качестве дополнительного или альтернативного варианта, если предоставленные данные профиля состояния после сварки являются неточными, удаленная компьютерная система может в ответ давать собственную модифицированную версию данных профиля состояния после сварки, полученных на основании оценки данных проверки, выполненной удаленной компьютерной системой.
[00796] В одном варианте реализации изобретения, когда один или более процессоров 5140 являются локальными по отношению к полевой системе 5000 (например, являются частью компьютерной системы, локальной по отношению к полевой системе 5000), один или более процессоров 5140 могут на основании подтверждения или модифицированной версию данных профиля состояния после сварки (полученной от удаленной компьютерной системы) предписывать выполнение другой операции сварки в области контактной поверхности 5136 между трубами. В качестве примера, если получено подтверждение данных профиля состояния после сварки, один или более процессоров 5140 могут использовать свои сгенерированные данные профиля состояния после сварки для определения того, имеет ли результат операции сварки один или более дефектов, готова ли область контактной поверхности 5136 к следующему этапу операций, или для других определений. В одном варианте применения, например, после завершения операции корневого прохода в области контактной поверхности 5316 данные профиля состояния после сварки слоя корневого прохода в области контактной поверхности 5316 могут выявить, что слой корневого прохода недостаточно толстый. В ответ данные профиля состояния после сварки могут быть использованы для определения параметров сварки для операции сварки для компенсации недостаточной толщины или параметров сварки для операции горячего прохода для создания слоя горячего прохода (на слое корневого прохода), который компенсирует недостаточную толщину слоя корневого прохода. В качестве другого примера, если получена модифицированная версия данных профиля состояния перед сваркой, один или более процессоров 5140 могут использовать модифицированную версию для выполнения вышеуказанного вместо своих сгенерированных данных профиля состояния после сварки.
[00797] В одном варианте реализации изобретения параметры сварки, которые влияют на качество сварки, могут включать в себя напряжение, ток, скорость перемещения сварочной горелки, скорость подачи проволоки, поток газа и т.д. В одном варианте реализации изобретения другие параметры сварки, которые влияют на качество сварки, могут включать в себя сопротивление, температуру и т.д.
[00798] В одном варианте реализации изобретения напряжение, используемое в процессе сварки, может влиять на ширину валика сварного шва и форму валика сварного шва. В одном варианте реализации изобретения напряжение измеряется в вольтах. В одном варианте реализации изобретения сварочная система может содержать датчик напряжения, выполненный с возможностью измерения напряжения источника питания, используемого для создания сварочной дуги.
[00799] В одном варианте реализации изобретения ток, используемый в процессе сварки, может влиять на проникновение валика сварного шва. В одном варианте реализации изобретения ток измеряется в амперах. В одном варианте реализации изобретения сварочная система может содержать датчик тока, выполненный с возможностью измерения тока источника питания, используемого для создания сварочной дуги.
[00800] В одном варианте реализации изобретения скорость подачи сварки представляет собой скорость перемещения сварочного электрода во время сварки вдоль свариваемого соединения. В одном варианте реализации изобретения сварочный электрод подается от сварочной горелки. В одном варианте реализации изобретения скорость сварки можно контролировать, управляя сварочной горелкой, которая подает сварочный электрод. В одном варианте реализации изобретения скорость сварки в процессе сварки может влиять на размер валика сварного шва и/или проникновение валика сварного шва. В одном варианте реализации изобретения скорость сварки измеряется в миллиметрах/секунду или в дюймах/минуту.
[00801] В одном варианте реализации изобретения скорость подачи проволоки/использование проволоки представляет собой скорость, с которой материал сварочного электрода используется (или подается в сварной шов) в процессе сварки. В одном варианте реализации изобретения скорость подачи проволоки измеряется в миллиметрах/секунду или в дюймах/минуту. В одном варианте реализации изобретения сварочная система может содержать датчик скорости подачи проволоки, который выполнен с возможностью измерения потока материала сварочного электрода.
[00802] В одном варианте реализации изобретения скорость изменения массы катушки позволяет системе сварки измерять скорость, с которой сварочная проволока 5007 подается в сварной шов. В одном варианте реализации изобретения двигатель подачи работает с определенной/предварительно заданной скоростью, но колесо, которое толкает проволоку 5007, может проскальзывать из-за незначительных изменений в проволоке 5007 или из-за износа самого подающего колеса. Эти проскальзывания могут носить временный характер, и их наличие может регистрироваться и использоваться в цикле обратной связи контроля качества. Если проскальзывание является постоянным, один или более 5140 процессоров могут быть выполнены с возможностью увеличения скорости двигателя подачи для его компенсации. Со течением времени передаточное отношение повышающей передачи может быть увеличено. В конце концов, компенсация станет невозможной, и сварочная система 5004 будет выведена из эксплуатации для технического обслуживания. В одном варианте реализации изобретения отслеживание увеличения значения передаточного отношения повышающей передачи по всем системам сварки позволяет одному или более процессорам определять наилучший предел для максимально допустимого передаточного отношения повышающей передачи. Затем эта настройка может быть передана на все сварочные системы, находящиеся в эксплуатации. В одном варианте реализации изобретения один или более процессоров 5140 могут быть выполнены с возможностью обновления значения в любое время по мере того, как данные становятся доступными для минимизации технологических прерываний и сведения к минимуму частоты простоя механизма с целью технического обслуживания.
[00803] В одном варианте реализации изобретения сварочная система может содержать датчик потока газа, выполненный с возможностью определения/обнаружения скорости потока защитных газов, используемых в процедуре сварки. В одном варианте реализации изобретения защитный газ может быть активным газом, который выполнен с возможностью защиты расплавленной сварочной ванны. В одном варианте реализации изобретения датчик потока газа выполнен с возможностью обеспечения сигнала, пропорционального скорости потока газа в трубопроводе защитного газа. В одном варианте реализации изобретения один или более процессоров 5140 полевой системы 5000 выполнены с возможностью остановки сварки в том случае, когда скорость потока защитного газа выходит за пределы заданного диапазона скорости потока газа.
[00804] В одном варианте реализации изобретения трубы предварительно нагревают до начала процесса сварки. В одном варианте реализации изобретения температура труб может контролироваться одним или более датчиками температуры сварочной системы. В одном варианте реализации изобретения один или более датчиков температуры выполнены с возможностью измерения температуры трубы в каждой точке всей протяженности сварки. В одном варианте реализации изобретения один или более процессоров 5140 полевой системы 5000 выполнены с возможностью остановки процесса сварки в том случае, когда температуры труб не находятся в предварительно заданном температурном диапазоне.
[00805] В одном варианте реализации изобретения сварочная система может содержать датчик сопротивления, выполненный с возможностью определения/обнаружения входного электрического сопротивления сварочной системы.
[00806] В одном варианте реализации изобретения для каждого сварочного прохода должен использоваться правильный провод/сварочный электрод/наполнитель. Например, единственным различием между двумя катушками проволока является разница в диаметре проволоки, составляющая 0,1 миллиметра. В случае, когда этикетка изготовителя для катушки проволоки была смазана или выцвела, в сварочную систему может быть загружена неправильная катушка. Метка RFID на катушке содержит идентификатор катушки. В одном варианте реализации изобретения метка RFID на катушке может считываться датчиком в сварочной системе. В случае, когда метка RFID содержит неправильный идентификатор катушки, сварочная система выполнена с возможностью не подавать материал проволоки и предупреждать пользователя о необходимости замены на соответствующую проволоку.
[00807] В одном варианте реализации изобретения вес катушки может контролироваться одним или более процессорами 5140 полевой системы 5000. Если в процессе сварки заканчивается сварочная проволока, сигнал напряжения, который процессор использует для контроля расстояния между сварочным наконечником и рабочим участком, сходит на ноль. В ответ процессор перемещает наконечник ближе к рабочему участку, что заставляет наконечник касаться расплавленного металла сварки и вызывать дефект включения меди. Поэтому информация о точном весе проволоки, оставшейся на катушке, помогает сварочной системе не допустить начало сварочного прохода, для которого требуется больше сварочной проволоки, чем имеется в наличии. Кроме того, если вес катушки больше не меняется, это может указывать на пустую катушку или отказ механизма подачи проволоки. В любом случае один или более процессоров 5140 полевой системы 5000 выполнены с возможностью остановки процесса сварки.
[00808] В одном варианте реализации изобретения один или более процессоров 5140 полевой системы 5000 выполнены с возможностью отслеживания массы каждой катушки в режиме реального времени. Каждый сварочный проход в сварном соединении требует различного количества проволоки из-за изменения диаметра и изменения ширины заполняемого паза сварного шва.
[00809] Если один или более процессоров 5140 полевой системы 5000 определяют, что в катушке останется очень мало проволоки, чтобы завершить следующий сварочный проход, но в ней будет достаточно проволоки для завершения другого сварочного прохода, один или более процессоров 5140 полевой системы 5000 могут быть выполнены с возможностью информировать оператора о необходимости удалении катушки и передачи ее другому оператору. Например, катушка начинается с 10 фунтов проволоки, а для выполняемого сварочной системой сварного прохода требуется 1,3 фунта проволоки. Сварочная система сможет завершить свои сварные прохода на 7 сварных соединениях, прежде чем в катушке останется очень мало проволоки.
[00810] Когда катушка удаляется после прохождения 7-го сварного прохода, в этой катушке останется 0,9 фунта проволоки, которая будет потрачена впустую. Если есть еще один сварочный проход, для которого требуется, например, 1,1 фунта проволоки, то один или более процессоров 5140 полевой системы 5000 выполнены с возможностью предупреждать оператора о необходимости удаления катушки после 6 сварочных проходов. В этом случае катушка будет все еще содержать 2,2 фунта проволоки. Тогда эту катушку можно использовать для сварного прохода, для которого потребуется всего лишь 1,1 фунта проволоки, чтобы выполнить 2 таких сварочных прохода (без лишней траты проволоки).
[00811] В одном варианте реализации изобретения сварочная проволока 5507 проходит через сварочный наконечник 5503. Сварочный наконечник 5503 также имеет высокий сварочный ток. Оба этих фактора приводят к износу сварочного наконечника 5503. В этом случае точка контакта внутри сдвигается, что по своей сути влияет на характеристики дуги и, следовательно, на качество сварки. В одном варианте реализации изобретения параметры сварки, такие как напряжение, ток, подача проволоки, мощность и сопротивление, контролируются в режиме реального времени. Эти данные отправляются на планшет через один или более процессоров и должны быть проанализированы для сравнения сигнатур по вышеупомянутым переменным из-за интенсивного вычислительного характера анализа. Когда анализ обнаруживает неизбежную проблему, внутренней сварочной системе 5004 и оператору отправляется сообщение о необходимости замены сварочного наконечника 5503 перед началом следующей сварки. Кроме того, эти данные могут использоваться в цикле обратной связи контроля качества. В одном варианте реализации изобретения результаты, полученные из цикла обратной связи контроля качества, могут использоваться для обновления сигнатур износа сварочного наконечника «на лету».
[00812] В одном варианте реализации изобретения, приведенные в качестве примера параметры сварки, которые используются в процессах сварки на подъемах и спусках, проиллюстрированы на Фиг. 72D. Например, в одном варианте реализации изобретения по меньшей мере одна из множества сварочных горелок 5502 сваривает в направлении вращения вверх (то есть на подъем), в то время как по меньшей мере одна из множества сварочных горелок 5502 сваривает в направлении вращения вниз (то есть на спуск). В одном варианте реализации изобретения параметры сварки, показанные в данном документе, приводятся в качестве примера и никоим образом не оптимизированы и не включают в себя все, что может потребовать изменений во время выполнения этих процессов сварки. В одном варианте реализации изобретения скорость перемещения для выполнения сварки на спуске составляет 13,5 дюйма/минуту, а для выполнения сварки на подъеме составляет 10,0 дюймов/минуту. В одном варианте реализации изобретения амплитуда поперечных колебаний электрода составляет 0,09 дюйма для процесса сварки на спуске и 0,15 дюйма для процесса сварки на подъеме. В одном варианте реализации изобретения скорость колебания составляет 160 ударов в минуту для процесса сварки на спуске и 130 ударов в минуту для процесса сварки на подъеме. В одном варианте реализации изобретения волновой контроль 1 (то есть связанный со скоростью подачи проволоки) составляет 400 для процесса сварки на спуске по сравнению с 370 для процесса сварки на подъеме. В одном варианте реализации изобретения сварочные проходы были сварены при 16,5 В с источником питания, контролирующим напряжение.
[00813] Далее описана работа внутренней сварочной системы 5004. В одном варианте реализации изобретения внутренняя сварочная система 5004 выполнена с возможностью управления через повторяющийся цикл работы.
[00814] После того как определено, что сварка текущего сварочного соединения завершена, один или более процессоров 5140 выполнены с возможностью отправки сигналов связи электронному модулю подачи проволоки 5046 для управления (через управляющие сигналы) двигателями сварочной горелки 5512, 5550, 5588 (посредством) для возврата сварочных горелок 5502 в их исходные, убранные положения. Один или более процессоров 5140 также выполнены с возможностью отправки сигналов связи самому переднему электронному модулю 5014 для управления/отключения (посредством управляющих сигналов) клапана управления передним зажимом 5018 для отвода первого устройства зацепления 5052 в его исходное, убранное положение и отправки сигнала связи электронному модулю центральной секции 5064 для управления/отключения (посредством управляющих сигналов) клапана управления задним зажимом 5062 для убирания второго устройства зацепления 5054 в его исходное, убранное положение. Внутренняя сварочная система 5004 (содержащая сварочные горелки 5502 и зажимы 5144, 5142) должна быть перемещена к следующему сварному соединению.
[00815] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью передачи сигналов связи в электронный модуль секции привода 5118 для управления (через управляющие сигналы) приводными двигателями 5124 для ускорения внутренней сварочной системы 5004 с целью ее перемещения с заданной скоростью, а также последующего замедления и остановки на следующем сварном соединении. В одном варианте реализации изобретения заданная скорость, при которой внутренняя сварочная система 5004 ускоряется, может составлять 6 футов/секунду.
[00816] Когда второе устройство зацепления 5054 расположено на следующем сварном соединении, электронный модуль секции привода 5118 посылает сигналы связи в электронный модуль подачи проволоки 5046 для проверки выравнивания с концом трубы. В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 выполнен с возможностью управления одним или более измерительными датчиками 5056 для измерения того, где именно второе устройство зацепления 5054 находится относительно конца трубы. В одном варианте реализации изобретения поворотная ступица 5072 может не работать, когда один или более измерительных датчиков 5056 измеряют, где именно второе устройство зацепления 5054 находится относительно конца трубы.
[00817] В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 выполнен с возможностью отправки измеренных данных расстояния в электронный модуль секции привода 5118. В одном варианте реализации изобретения электронный модуль секции привода 5118 выполнен с возможностью управления (через управляющие сигналы) приводными двигателями 5124 для перемещения первого и второго устройств зацепления 5052, 5054, исходя из измеренных данных расстояния.
[00818] В одном варианте реализации изобретения, когда второе устройство зацепления 5054 надлежащим образом выровнено и расположено относительно конца трубы, электронный модуль секции привода 5118 выполнен с возможностью передачи в электронный модуль центральной секции 5064 сигналов связи о том, что внутренняя сварочная система 5004 находится в надлежащем положении на следующем сварном соединении. В одном варианте реализации изобретения электронный модуль центральной секции 5064 управляет (открывает посредством управляющих сигналов) клапаном управления задним зажимом 5062 для подъема второго устройства зацепления 5054 и захвата старой/существующей трубы.
[00819] Затем рабочей бригадой вводится следующий/новый сегмент трубы 1002а и надвигается на самую переднюю секцию 5006 внутренней сварочной системы 5004 в требуемое положение. В это время один или более процессоров 5140 выполнены с возможностью передачи сигналов связи в электронный модуль подачи проволоки 5046 для управления одним или более измерительными датчиками 5056 для проверки выравнивания труб. В одном варианте реализации изобретения один или более процессоров 5140 могут вращать поворотная ступица 5078 для произведения измерений в нескольких местах.
[00820] Если данные выравнивания трубы находятся в пределах заданного допуска, электронный модуль подачи проволоки 5046 посылает сигналы связи в самый передний электронный модуль 5014 для приведения в действие переднего зажима 5142. В одном варианте реализации изобретения самый передний электронный модуль 5014 контролирует/открывает (через управляющие сигналы) клапан управления передним зажимом 5018 для подъема первого устройства зацепления 5052 и захвата нового сегмента трубы 1002а.
[00821] Если данные выравнивания трубы не находятся в пределах заданного допуска, электронный модуль подачи проволоки 5046 посылает одному или более процессорам 5140 сигналы связи (сообщение), идентифицирующие несоосность между трубами 1022a, 1022b. В одном варианте реализации изобретения эта информация может быть передана оператору крана общепринятыми ручными сигналами оператора крана или электронным сигналом на терминал компьютерного дисплея в кабине крана.
[00822] После того как трубы зажаты, один или более процессоров 5140 выполнены с возможностью отправки сигналов связи в электронный модуль подачи проволоки 5046 для управления одним или более измерительных датчиков 5056 для измерения зазора и радиального смещения ступенчатого перехода в нескольких точках вдоль окружности сварного соединения. В одном варианте реализации изобретения эти данные сообщаются одному или более процессорам 5140 и сравниваются с допускаемыми допусками.
[00823] Если сборка соединения под сварку (то есть зазор и радиальное смещение ступенчатого перехода) находится в пределах заданного допуска, либо один или более процессоров 5140, либо электронный модуль подачи проволоки 5046 отправляет оператору сигналы связи, указывающие, что сварку можно начинать, или посылает сигналы связи в электронный модуль подачи проволоки 5046 для автоматического начала процесса сварки.
[00824] Если сборка соединения под сварку (то есть зазор и радиальное смещение ступенчатого перехода) не находится в пределах заданного допуска, то оператору отправляется предупреждение, и он может перезапустить последовательность зажима или отключить предупреждение. В одном варианте реализации изобретения внутренняя сварочная система 5004 выполнена с возможностью сварки вплоть до 4 миллиметров зазора и радиального смещения ступенчатого перехода.
[00825] В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 выполнен с возможностью автоматического запуска процесса сварки. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью отправки сигналов связи через фал 5034 в источник питания сварки, чтобы включить источник питания сварки для сварочной(ых) горелки(ок) 5502. В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 выполнен с возможностью управления/перемещения одной или более сварочных горелок 5502 в радиальном, осевом и/или угловом направлении в надлежащее положение для сварки. В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 перемещает одну или более сварочных горелок 5502 в радиальном, осевом и/или угловом направлении на надлежащее рабочее расстояние от трубы и к центру сварного соединения, измеренное одним или более измерительными датчиками 5056.
[00826] В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 также выполнен с возможностью контроля (включения) клапана(ов) защитного газа 5042 для подачи защитного газа на сварочную(ые) горелку(и) 5502 и управления двигателями системы подачи сварки 5044 для запуска подачи сварочной проволоки или электрода на сварочную(ые) горелку(и) 5502.
[00827] В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 посылает сигналы связи как в электронный модуль самой передней секции 5014, так и в электронный модуль центральной секции 5064 для запуска вращения поворотной ступицы 5078. В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 посылает сигналы связи как в электронный модуль самой передней секции 5014, так и в электронный модуль центральной секции 5064 для синхронизации переднего двигателя вращения 5030 и заднего двигателя вращения 5074. В одном варианте реализации изобретения электронный модуль самой передней секции 5014 посылает управляющие сигналы для управления передним двигателем вращения 5030, а электронный модуль центральной секции 5064 посылает управляющие сигналы для управления задним двигателем вращения 5074. Передний двигатель вращения 5030 и задний двигатель вращения 5074 выполнены с возможностью вращения поворотной ступицы 5078, причем передний и задний зажимы 5142, 5144 остаются неподвижными. В одном варианте реализации изобретения поворотная ступица 5078 продолжает вращаться до полной протяженности сварки.
[00828] В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 выполнен с возможностью управления одним или более измерительных датчиков 5056 для нахождения центра сварочного соединения и перемещения сварочной горелки 5502 в осевом направлении к сварному соединению.
[00829] В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 выполнен с возможностью измерения напряжения сварочной мощности. Данные измеренного напряжения могут использоваться электронным модулем подачи проволоки 5046 для определения расстояния от сварочной горелки 5502 до трубы. В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 выполнен с возможностью регулировки сварочной горелки 5502 в радиальном направлении для поддержания постоянного расстояния от сварочной горелки 5502 до трубы. В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 может вызывать колебания сварочной горелки 5502 в осевом направлении для повышения качества сварки.
[00830] В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 выполнен с возможностью изменения угла наклона сварочной горелки 5502 на основании того, какой участок сварного соединения сваривается. Например, угол наклона сварочной горелки 5502 в плоскости перемещения регулируется для компенсации силы тяжести.
[00831] В одном варианте реализации изобретения электронный модуль подачи проволоки 5046 может быть выполнен с возможностью изменения скорости подачи проволоки или отправки сигналов связи в источник питания для сварки (через фал 5034) для изменения сварочного тока на основании данных измерения, поступивших от одного или более измерительных датчиков 5056.
[00832] В одном варианте реализации изобретения процесс сварки может выполняться одной сварочной горелкой в одном сварочном проходе с поворотом на 360о. В одном варианте реализации изобретения сварка может начинаться и заканчиваться в любом месте вдоль сварного соединения.
[00833] В одном варианте реализации изобретения процесс сварки может выполняться с использованием N равноудаленных сварочных горелок 5502, когда поворотная ступица 5078 поворачивается на (360/N) градусов для выполнения одного сварочного прохода. В одном варианте реализации изобретения процесс сварки может быть выполнен с использованием N равноудаленных сварочных горелок 5502, когда поворотная ступица 5078 поворачивается на (2 раза (360/N)) градусов для выполнения двух сварочных проходов. Например, в одном варианте реализации изобретения, когда внутренняя сварочная система 5004 содержит три равноудаленных сварочных горелки 5502, поворотная ступица 5078 поворачивается на 120о для выполнения одного сварочного прохода и поворачивается на 240о для выполнения двух сварочных проходов.
[00834] Когда сварочные горелки 5502 достигают точки, в которой предыдущая сварочная горелка 5502 начала свой сварочный проход, один или более измерительных датчиков 5056 обнаруживают существующий валик сварного шва, и электронный модуль подачи проволоки 5046 выполнен с возможностью перемещения сварочных горелок 5502 в радиальном направлении для выравнивания.
[00835] В одном варианте реализации изобретения два сварочных прохода могут быть выполнены, как указано выше, с небольшой остановкой между сварочными проходами для осуществления полного лазерного и визуального контроля состояния после сварки. В одном варианте реализации изобретения сварку можно выполнять на 360о с использованием N неравномерно удаленных горелок 5502, причем каждая сварочная горелка 5502 выполняет последующий сварочный проход для достижения общего количества N сварочных проходов на 360о плюс расстояние от первой горелки до N-й горелки.
[00836] После того как определено, что сварка завершена, один или более процессоров 5140 выполнены с возможностью отправки сигналов связи электронному модулю подачи проволоки 5046 для управления (через управляющие сигналы) двигателями сварочной горелки 5512, 5550, 5588 (посредством) для возврата сварочных горелок 5502 в их исходные, убранные положения. Например, сварочные горелки 5502 могут быть отведены назад в исходные начальные положения для каждой оси (радиальной, осевой, наклонной).
[00837] В одном варианте реализации изобретения поворотная ступица 5078 продолжает поворачиваться, в то время как электронный модуль подачи проволоки 5046 управляет одним или более измерительными датчиками 5056 и одной 2D-камерой 5112 для проверки качества сварки. В одном варианте реализации изобретения, если обнаруживаются некоторые типы дефектов сварки (например, ослабление наполнителя, недостаточное усиление шва), один или более процессоров 5140 выполнены с возможностью отправки сигналов связи в электронный модуль подачи проволоки 5046 для перемещения сварочной горелки 5502 в это место и нанесения дополнительного материала для устранения дефекта.
[00838] После того как проверка и какой-либо ремонт завершены и подтверждены оператором, оператор может отправлять сигналы связи в самый передний электронный модуль 5014 для управления/отключения (через управляющие сигналы) клапана управления переднего зажима 5018 для втягивания первого устройства зацепления 5052 в его исходное убранное положение и отправки сигналов связи в электронный модуль центральной секции 5064 для управления/отключения (через управляющие сигналы) клапана управления задним зажимом 5062 для втягивания второго устройства зацепления 5054 в его исходное убранное положение.
[00839] В вариантах применения на подводном трубопроводе ошибки как углового, так и позиционного выравнивания труб могут быть исправлены путем отправки управляющих сигналов от одного или более процессоров 5140 на платформы 5330 или платформы 6010A и 6010B (для управления связанными роликами 5332).
[00840] В одном варианте реализации изобретения система продувки и проверки 7001 или внутренняя сварочная система 5004 могут содержать один зажим, который сконструирован и выполнен с возможностью захвата внутренней поверхности первой трубы 1022b. В одном варианте реализации изобретения платформы 5330 или платформы 6010A и 6010B выполнены с возможностью перемещения второй/входящей трубы 1022a в требуемое положение. В одном варианте реализации изобретения один или более процессоров 7062 или 5140 выполнены с возможностью взаимодействия с измерительным датчиком 5056 или 7042 для проверки выравнивания между трубами и передачи управляющих сигналов на платформы 5330 или платформы 6010A и 6010B для исправления каких-либо ошибок выравнивания труб (углового или позиционного). В одном варианте реализации изобретения управляющие сигналы от одного или более процессоров 5140 выполнены с возможностью регулирования относительного положения между трубами (исправления ошибок их выравнивания). В одном варианте реализации изобретения этот процесс может быть применен к трубам с тонкой или толстой стенкой, которые имеют очень низкое (<20) отношение диаметра к толщине стенки, поскольку никакая сила зажима заметно не изменит форму трубы с низким D/t.
[00841] В одном варианте реализации изобретения система продувки и проверки 7001 или внутренняя сварочная система 5004 может содержать два зажима. Например, один зажим сконструирован и выполнен с возможностью захвата внутренней поверхности первой трубы 1022b. В одном варианте реализации изобретения платформы 5330 или платформы 6010A и 6010B выполнены с возможностью перемещения второй/входящей трубы 1022a в требуемое положение. В одном варианте реализации изобретения второй зажим сконструирован и выполнен с возможностью захвата внутренней поверхности второй/входящей трубы 1022а. В одном варианте реализации изобретения один или более процессоров 7062 или 5140 выполнены с возможностью взаимодействия с измерительным датчиком 5056 или 7042 для проверки выравнивания между трубами. Например, если выравнивание не является приемлемым, второй зажим освобождает вторую трубу 1022a. Один или более процессоров 7062 или 5140 выполнены с возможностью отправки управляющих сигналов на платформы 5330 или платформы 6010A и 6010B на исправления каких-либо ошибок выравнивания труб (углового или позиционного). В одном варианте реализации изобретения управляющие сигналы от одного или более процессоров 5140 выполнены с возможностью корректировки относительного позиционирования между трубами (исправления ошибок их выравнивания), например, путем изменения положения трубы 1022а. Данный процесс может продолжаться до тех пор, пока не будет достигнуто приемлемое выравнивание труб с помощью измерительного датчика или заранее определенного количества попыток (например, 10), и в это время вторая трубы 1022а убирается и на ее место перемещается новая вторая труба.
[00842] В одном варианте реализации изобретения выравнивание крана и зажима используют в процессе выравнивания и сварки берегового трубопровода. В наземных вариантах применения трубопровода ошибка углового выравнивания трубопровода может быть скорректирована путем предоставления команд оператору крана, а ошибка позиционного выравнивания может быть скорректирована путем предоставления команд рабочим по установке прокладки между зажимом и трубой.
[00843] В одном варианте реализации изобретения система продувки и проверки 7001 или внутренняя сварочная система 5004 может содержать один зажим, который сконструирован и выполнен с возможностью захвата внутренней поверхности первой трубы 1022b. В одном варианте реализации изобретения оператор крана перемещает вторую/входящую трубу 1022а в требуемое положение, а работники накладывают вокруг соединения наружный зажим. В одном варианте реализации изобретения один или более процессоров 7062 или 5140 выполнены с возможностью взаимодействия с измерительным датчиком 5056 или 7042 для проверки выравнивания между трубами. Если измерительный датчик 5056 или 7042 обнаруживает ошибку углового смещения/выравнивания трубы, оператор крана отправляются команды для коррекции ошибки углового смещения/выравнивания трубы, а рабочие отпускают зажим во время перемещения трубы. Если измерительный датчик 5056 или 7042 обнаруживает ошибку смещения положения/выравнивания трубы, работникам отправляются команды по установке и толщине прокладок, необходимых для исправления ошибки позиционного смещения/выравнивания трубы. Рабочие убирают зажим, устанавливают прокладки и заменяют зажим. Данный процесс повторяется до тех пор, пока измерительный датчик не примет выравнивание трубы.
[00844] В одном варианте реализации изобретения система продувки и проверки 7001 или внутренняя сварочная система 5004 могут содержать два зажима. Например, один зажим сконструирован и выполнен с возможностью захвата внутренней поверхности первой трубы 1022b. В одном варианте реализации изобретения оператор крана перемещает вторую/входящую трубу 1022а в требуемое положение. В одном варианте реализации изобретения второй зажим сконструирован и выполнен с возможностью захвата внутренней поверхности второй/входящей трубы 1022а. В одном варианте реализации изобретения один или более процессоров 7062 или 5140 выполнены с возможностью взаимодействия с измерительным датчиком 5056 или 7042 для проверки выравнивания между трубами. Если измерительный датчик 5056 или 7042 обнаруживает ошибку углового смещения/выравнивания трубы, второй зажим отпускает вторую трубу и оператору крана отправляются команды по корректировке смещения. Если измерительный датчик 5056 или 7042 обнаруживает ошибку позиционного смещения/выравнивания трубы, второй зажим отпускает вторую трубу и рабочим направляются команды по установке и толщине прокладок, необходимых для исправления ошибки позиционного смещения/выравнивания трубы. Оператор крана перемещает вторую трубу дальше от первой трубы, и рабочие устанавливают прокладки. Оператор крана перемещает вторую трубу обратно. Второй зажим захватывает вторую трубу. Данный процесс повторяется до тех пор, пока измерительный датчик не примет выравнивание трубы.
[00845] На Фиг. 103В проиллюстрированы процессы выравнивания, сварки и проверки внутренней сварочной системы 5004.
[00846] В одном варианте реализации изобретения измерительный датчик 5056 сканирует 360о области контактной поверхности 5136 между трубами 1022a, 1022b перед выполнением любой сварки. В одном варианте реализации изобретения во время выполнения процесса генерирования данных профиля состояния перед сваркой измерительный датчик 5056 располагаются между зажимами и/или уплотнениями внутренней сварочной системы 5004 и включаются. В одном варианте реализации изобретения сварочная(ые) горелка(и) 5502 отключаются во время выполнения процесса генерирования данных профиля состояния перед сваркой. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью взаимодействия с измерительным датчиком 5056 для сканирования области контактной поверхности 5136 с целью получения данных профиля состояния перед сваркой после зацепления, соответственно, первого зажима 5142 и второго зажима 5144 с первой трубой 1022а и второй трубой 1022b.
[00847] В одном варианте реализации изобретения платформы 5330 (как проиллюстрировано на Фиг. 10А и 10В), а также 6010А и 6010В (как проиллюстрировано на Фиг. 73) управляются одним или более процессорами 5140 (или управляются иным образом) для зацепления с внешними поверхностями 5346 и/или 5348 (как проиллюстрировано на Фиг. 2G) первой трубы 1022а и/или второй трубы 1022b для регулировки относительного расположения труб 1022а, 1022b в том случае, когда данные профиля состояния перед сваркой определяют, что требуется регулировка. В одном варианте реализации изобретения внутренняя поверхность 5130, 5132 первой трубы 1022а и/или второй трубы 1022b входит в зацепление с и управляется первым зажимом 5142 и вторым зажимом 5144, соответственно, для регулировки относительного расположения труб 1022а, 1022b в том случае, когда данные профиля состояния перед сваркой определяют, что требуется регулировка.
[00848] В одном варианте реализации изобретения во время выполнения процесса генерирования данных профиля, полученных «на лету», измерительный датчик 5056 располагается между зажимами и/или уплотнениями внутренней сварочной системы 5004 и включается. В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью управления положением и скоростью перемещения сварочной горелки 5502 (или 7502) на основании данных профиля сварки, полученных «на лету». В одном варианте реализации изобретения процедура сканирования «на лету»/проверки выполняется во время процедуры прохода при заварке корня шва. В одном варианте реализации изобретения может выполняться необязательная процедура радиографической проверки (например, 1044, как проиллюстрировано и описано со ссылкой на Фиг. 1В) между процедурой сканирования «на лету»/проверки и прохода при заварке корня шва, а также процедурой сканирования «на лету»/проверки и заполняющего и облицовочного прохода.
[00849] В одном варианте реализации изобретения измерительный датчик 5056 сканирует 360о области контактной поверхности 5136 между трубами 1022a, 1022b после выполнения операции сварки. В одном варианте реализации изобретения во время процедуры генерирования данных профиля состояния после сварки измерительный датчик 5056 располагается между зажимами и/или уплотнениями внутренней сварочной системы 5004 и включается. В одном варианте реализации изобретения сварочная(ые) горелка(и) 5502 выключается во время процедуры генерирования данных профиля состояния после сварки.
[00850] В одном варианте реализации изобретения процедура проверки сварки (например, 1008, как проиллюстрировано и описано со ссылкой на Фиг. 1В) может быть выполнена после процедуры сканирования/проверки после сварки.
[00851] Процедуры, проиллюстрированные на Фиг. 103В, описаны в отношении внутренней сварочной системы 5004. Однако, как проиллюстрировано на Фиг. 103В, предполагают, что те же самые процедуры применимы к системе сварки плетей трубопровода 3001 и системе продувки и проверки 7001 и, следовательно, не будут снова описаны со ссылкой на систему сварки плетей трубопровода 3001 и систему продувки и проверки 7001.
[00852] Поскольку в одном или более вариантах реализации изобретения трубу сваривают изнутри (то есть проход при заварке корня шва выполнен внутри трубы) полученный корневой сварной шов может быть превосходным, поскольку он лучше учитывает любое несоответствие и/или областей несоответствия, или ступенчатого перехода, внутри трубы. Кроме того, если горячий сварочный проход (второй сварной слой поверх корневого валика) применяется также внутри, труба также может быть снабжена надежным корневым укреплением поверх прохода при заварке корня шва. Горячий сварочный проход, а также дополнительный сварочный проход, выполненный внутри, могут обеспечить небольшой изогнутый выступ, который слегка входит внутрь трубы для дальнейшего укрепления трубы. Например, внутренний диаметр трубы может быть сконструирован таким образом, чтобы в области сварного шва быть немного меньше, чем внутренний диаметр сварной трубы в областях, в которых имеется лишь трубный материал без сварки. В одном аспекте настоящей заявки горячий сварочный проход металла сварного шва имеет по меньшей мере его часть в областях, расположенных ближе к продольной оси трубы, чем внутренние поверхности сваренных труб в областях сваренных труб, непосредственно примыкающих к металлу сварного шва на противоположных сторонах размещения металла сварного шва.
[00853] В некоторых вариантах реализации изобретения внутренняя сварочная система 5004, раскрытая в данном документе, выполнена с возможностью сварки труб длиной по меньшей мере 30' футов. В других вариантах реализации изобретения внутренняя сварочная система 5004, 3001, раскрытая в данном документе, выполнена с возможностью сварки труб диаметром 26'' дюймов или меньше. В еще других вариантах реализации изобретения внутренняя сварочная система 5004 может сваривать трубы диаметром менее 24'' дюймов. В еще других вариантах реализации изобретения внутренняя сварочная система 5004, раскрытая в данном документе, выполнена с возможностью сварки труб, которые имеют длину по меньшей мере 30' футов и диаметр менее 24'' дюймов.
[00854] Фиг. 73-85 иллюстрируют и раскрывают другой вариант реализации внутренней сварочной системы в соответствии с другим вариантом реализации настоящей патентной заявки.
[00855] Настоящая патентная заявка предоставляет систему для выравнивания и сварки поверхностей двух сегментов трубы. Данная система содержит внешний механизм выравнивания и сварочный механизм. Внешние механизмы выравнивания могут быть такими же сложными, как и модули регулирования, проиллюстрированные в графических материалах, или такие же простые, как и зажим типа тип-тон, как проиллюстрировано в патенте США № 1693064. Используемые механизмы также могут быть пригодны для строительства трубопровода на берегу или в море. Патент США № 1693064 включен в данный документ в виде ссылки в полном объеме. Независимо от того, какой механизм используется, внешний механизм выравнивания поддерживает и регулирует по положению каждый сегмент таким образом, чтобы сегменты были фактически коллинеарными или аксиально выровненными вдоль своих продольных осей.
[00856] Внешний механизм выравнивания может поддерживать сегмент трубы и может содержать питающие элементы, которые позволяют регулировать положение и ориентацию трубы. В частности, внешний механизм выравнивания может содержать ролики, которые позволяют трубе перемещаться в продольном направлении. Труба может также поддерживаться роликами, которые позволяют прокатывать трубу вокруг продольной оси и перемещать ее вверх и вниз. Регулировка положения и ориентации может быть автоматизирована с использованием мощности двигателя или гидравлической мощности, управляемой на станции оператора или с подачей на центральный контроллер, который автоматически контролирует и выравнивает сегменты на основании заданных параметров выравнивания или обратной связи от внутреннего лазера считывающего контактную поверхность или профиль соединения.
[00857] Сварочный механизм представляет собой внутренний сварочный аппарат, который применяет сварку (например, дуговую сварку металлическим электродом в среде защитного газа «GMAW») изнутри сегментов трубы к лицевому шву или краевому соединению сегмента внутрь v-образного отверстия, образованного скошенными краями двух сегментов трубы (также могут использоваться другие формы поперечного сечения, отличающиеся от V-образного). Сварочный механизм содержит грузовую каретку, способную зацеплять внутренние стенки трубы, чтобы закрепляться или зафиксироваться внутри трубы в фиксированном положении, и сварочную часть, поддерживаемую с возможностью вращения кареткой внутри трубы. В частности, внутренний сварочный аппарат располагается внутри выровненной трубы, а затем располагается в продольном направлении таким образом, что сварочная головка или горелка находится в продольном направлении в непосредственной близости к краевому соединению. Сварочный механизм также содержит вращающийся механизм для вращения сварочной части относительно каретки. Сварочная головка или горелка поддерживается с возможностью вращения на сварочной части возле продольной оси трубы таким образом, что сварочная горелка может вплотную следовать за всей внутренней поверхностью соединения в орбитальном вращении. В частности, во время сварки горелка сочлененной головки следует за краевым соединением по всей окружности трубы, нанося металл сварного шва. В дополнение к круговому вращению относительно каретки различные управляющие элементы могут перемещать сварочную головку в осевом направлении вдоль трубы относительно каретки в радиальном направлении навстречу и в сторону от соединения и шарнирно вокруг точки или оси (например, оси, параллельной или перпендикулярной продольной оси А-А трубы). Контроллер может управлять вращением горелок. Эти степени свободного хода шарнирного соединения содействуют весьма эффективной и производительной работе сварочной головки при заполнении профилей контактных поверхностей в оптимальном режиме и там, где это необходимо.
[00858] Сварочный механизм также содержит механизм лазерного отслеживания, который работает в сочетании с горелкой сварочной части для обнаружения профиля контактной поверхности и/или профиля металла сварного шва для нанесения металла сварного шва на краевое соединение в соответствующем месте и количестве. Лазерный механизм исследует сварку и посылает сигнал контроллеру сочлененной сварной головки для управления движением головки вокруг всего краевого соединения. В частности, горелка следует за лазером, в то время как система управления сварочной головкой постоянно получает информацию профиля сварного шва с места краевого соединения. Затем информация используется для постоянной регулировки горелки для достижения требуемой структуры сварного шва.
[00859] В дополнение к механизму лазерного отслеживания система может содержать 2D-камеру для визуальной проверки сварки. 2D-камера смонтирована на сварочной части и следует за горелкой таким образом, чтобы оператор мог проверить состояние сварки сразу после его выполнения горелкой. Визуальный сигнал подается на внешний дисплей оператора. Например, 2D-камера может быть цветной камерой, и изменение окраски может указывать оператору на дефект сварки. Предполагаемое изменение профиля также может указывать на дефект.
[00860] Как проиллюстрировано на Фиг. 73-75, далее описана система для сварки сегментов трубопровода. На Фиг. 73 проиллюстрирован внешний механизм выравнивания 6010А и 6010В, который выполнен с возможностью поддерживать, позиционировать и перемещать несколько плетей трубопровода. Каждый механизм 6010A и 6010B может содержать опоры (например, ролики), на которых может поддерживаться плеть трубопровода. Продольный валик 6012 подвижно поддерживает сегмент трубопровода 6105 таким образом, что сегмент 6105 может быть повторно позиционирован вдоль своего продольного направления, обозначенного стрелкой А. Кроме того, вращательные ролики 6014 выполнены с возможностью поворота вокруг оси, параллельной оси А-А опорного сегмента 6105 на каждой из сторон сегмента 6105, позволяя им вращать или регулировать угловую ориентацию сегмента 6105 относительно оси A-A. Внешний механизм выравнивания 6010 выполнен с возможностью автоматически манипулировать несколькими сегментами, располагая их в различных положениях и ориентациях с использованием двигателей, гидравлических механизмов и т.д. Например, сегменты могут быть подняты, опущены, повернуты, наклонены, прокручены и т.д.
[00861] Как проиллюстрировано на Фиг. 73, внешние механизмы выравнивания 6010A и 6010B поддерживают несколько сегментов 6105, 6110 и регулируют их положение и ориентацию до тех пор, пока оба сегмента 6105, 6110 не будут выровнены таким образом, чтобы их продольные оси A-A были коллинеарными, а один конец каждого из сегментов 6105, 6110 упирался в края контактной поверхности. В частности, на Фиг. 74 проиллюстрирован увеличенный вид детали 6100, проиллюстрированной на Фиг. 73, на котором края образуют контактную поверхность трубы 6120 (известно, как «посаженное» соединение).
[00862] Система выравнивания и сварки труб в соответствии с настоящей патентной заявкой выполняет сварку на внутренней части контактной поверхности 6120 изнутри посаженных сегментов 6105, 6110. Для выполнения сварки на внешней поверхности соединения 6120 внутренний сварочный механизм 6300 скатывается в один конец одного из сегментов 6105, как проиллюстрировано на Фиг. 75. Затем второй сегмент 6110 помещается на внешний механизм выравнивания 6010B и им манипулируют до тех пор, пока оба сегмента 6105, 6110 не будут выровнены надлежащим образом. Затем к приводной тяге 6345 внутреннего сварочного механизма 6300 может быть применено внешнее усилие или механизм может содержать автоматическое самодвижущее средство для регулировки его осевого положения в выровненных сегментах 6105, 6110.
[00863] Как проиллюстрировано на Фиг. 76-79, сварочный механизм 6300 содержит каретку 6301 и сварочную часть 6302. Каретка 6301 содержит по меньшей мере один механизм выравнивания 6340A, 6340B, который может расширяться в радиальном направлении для зацепления с внутренней поверхностью сегмента 6105 или 6110. Это расширение и зацепление обеспечивает осевое/продольное положение сварочного механизма 6300 относительно сегмента 6105, 6110 и выравнивает или радиально центрирует сварочный механизм 6300 в сегментах 6105, 6110. Каретка 6301 также содержит корпус 6311, на котором поддерживается механизм поворота 6335. Корпус 6311 состоит из нескольких удлиненных структурных опорных элементов, которые проходят между механизмами выравнивания 6340A и 6340B. Как описано ниже, сварочная деталь 6302 содержит аналогичную соответствующую конструкцию 6313.
[00864] Сварочная часть 6302 соединена с возможностью вращения с кареткой 6301 и проходит от конца каретки 6301. Относительное вращение между кареткой 6301 и сварочной частью 6302 облегчается механизмом поворота 6335. Механизм поворота 6335 прикреплен к каретке 6301 и автоматически (посредством двигателя и зубчатого зацепления) поворачивает сварочную часть 6302 относительно каретки 6301 вокруг продольной оси A-A. Сварочная часть 6302 может иметь консольное закрепление на каретке 6301 или может поддерживаться дополнительным механизмом выравнивания 6340C, расположенным таким образом, что горелка 6305 располагается между механизмами выравнивания 6340B и 6340C. Когда предусмотрен механизм выравнивания 6340C, сварочная часть 6302 поворачивается относительно и между обоих механизмов выравнивания 6340B и 6340C, когда механизмы выравнивания 6340B и 634°C расширяются для закрепления себя внутри сегмента. Кроме того, каретка 6301 может содержать приводную тягу 6345, которая может быть выполнена в виде продолговатого удлинения от каретки 6301, которое оператор может захватить для ввода/вталкивания или вывода/вытягивания сварочного механизма 6300 в отношении его осевого положения в сегменте 6105, 6110.
[00865] На Фиг. 76 проиллюстрирован увеличенный вид секции 6200, проиллюстрированной на Фиг. 75, в котором присутствует только сегмент 6105, а сегмент 6110 отсутствует. Как проиллюстрировано на Фиг. 76, сварочная часть 6302 содержит сварочный агрегат 6303, который содержит горелку 6305, лазерный датчик 6310 и цветную камеру 6320. Сварочная часть 6302 дополнительно имеет корпус 6313, на котором поддерживаются горелка 6305, лазерный датчик 6310 и цветная камера 6320. Лазерный датчик 6310 отслеживает внутреннее соединение сегментов 6105, 6110 и обнаруживает профиль контактной поверхности, который должен использоваться для размещения горелки 6305 при выполнении сварки на контактной поверхности соединения. Корпус 6313 проходит между механизмами выравнивания 6340B и 6340C. В секции 6200 проиллюстрирован сварочный механизм 6300, расположенный внутри сегмента 6105, при этом горелка 6305, как правило, направлена в радиальном направлении наружу и расположена для сваривания сопрягаемой поверхности 6120. На Фиг. 77 проиллюстрирован вариант реализации общего схематического поперечного сечения сварочного механизма 6300 через сечение В-В, который иллюстрирует сварочный агрегат 6303 в направлении введения сварочного механизма 6300. На Фиг. 77 также проиллюстрировано направление D поворота сварочного агрегата 6303 при поворачивании с помощью механизма поворота 6335. Следовательно, сварочный процесс на определенной точке вдоль сварного соединения 6120 будет в первую очередь выполняться лазерным датчиком 6310, за которым следует горелка 6305 и, в конце концов, 2D-камера проверки 6320.
[00866] Фиг. 82-84 иллюстрируют несколько видов сварочной части 6302. На Фиг. 82 проиллюстрирована система доставки проволоки 6322. Система подачи проволоки 6322 содержит катушку для намотки сварочной проволоки 6323, дополнительное приспособление для правки проволоки 6325 и механизм подачи проволоки 6330, который автоматически управляется для доставки соответствующего количества проволоки к горелке 6305. В то время как механизм поворота 6335 поворачивает сварочную часть 6302, система доставки проволоки 322 подает проволоку к горелке 6305.
[00867] Как упомянуто выше, горелка 6305 может быть расположена и ориентирована разными способами с помощью различных механизмов. Горелка 6305 поддерживается на манипуляторе. Манипулятор содержит радиальный позиционер, осевой позиционер и устройство вращения. В частности, радиальный позиционер 6307 (например, стойка и шестерня), на котором поддерживается факел 6305, способен перемещать факел в радиальном направлении в направлении и от внутренней поверхности сегментов 6105, 6110. Другими словами, в направлении и от контактной поверхности сегментов 6105, 6110, подлежащих сварке. Кроме того, осевой позиционер 6309 (например, стойка и шестерня) может перемещать горелку 6305 в осевом направлении внутри сегментов 6105, 6110. Манипулятор также содержит устройство вращения 6308, которое позволяет горелке вращаться (например, вокруг оси, параллельной продольной оси A-A сегмента). Момент вращения с помощью устройства вращения 6308 может приводиться в действие двигателем и зубчатым зацеплением 6306. Например, двигатель может быть шаговым двигателем.
[00868] Манипулятор горелки может комбинировать манипуляционные движения вышеуказанных элементов за счет взаимозависимой поддержки элементов. Например, корпус 6313 может поддерживать осевой позиционер, который, в свою очередь, поддерживает радиальный позиционер, который, в свою очередь, поддерживает устройство вращения, которое, в свою очередь, поддерживает горелку. Аналогичным образом, осевой позиционер может поддерживаться радиальным позиционером. Кроме того, может использоваться любой порядок поддержки.
[00869] Элементы манипулятора управляются контроллером, который принимает в качестве входного сигнала ряд сигналов, включающих в себя сигнал от лазера 6310, а затем обрабатывает информацию перед передачей сигнала по меньшей мере радиальному позиционеру 6307, осевому позиционеру 6309, устройству вращения 6308 и системе доставки проволоки 6322. Затем горелка 6305 повторно перемещается и непрерывно переориентируется в соответствии с заданными параметрами контроллера на основании сигналов, получаемых от считывающего профиль лазера 6310.
[00870] Далее будет описана работа настоящей внутренней сварочной системы. На Фиг. 73, 80 и 81 иллюстрируется процесс позиционирования и сварки между собой сегментов 6105 и 6110. При работе может выполняться один или более из следующих обозначенных буквами этапов таким образом, что: а) сегмент трубы 6105 размещается на устройстве выравнивания/подставке трубы 6010А; b) затем внутренний сварочный механизм 6300 вставляется в сегмент трубы 6105; c) затем второй сегмент трубы 6110 выравнивается с сегментом трубы 6105, и сварочный механизм 6300 вытягивается вперед приводной тягой 6345 или автоматически приводится в действие таким образом, что горелка 6305 в целом соединяется с сопрягаемой поверхностью 6120 сегментов трубы 6105, 6110; d) затем зацепляются механизмы выравнивания 6340A, 6340B (и, если необходимо, 6340C) для закрепления сварочного механизма 6300 внутри сегментов трубы 6105, 6110; e) в одном варианте реализации изобретения (необязательно) механизм поворота 6335 поворачивает сварочную головку 6305 для выполнения начального сканирования соединения контактной поверхности 6120 сегментов трубы 6105, 6110 с помощью устройства лазерного датчика 6310 для обеспечения оптимальной посадки; f) если требуется, этапы (c), (d) и (e) могут повторяться, то есть сегменты трубы 6105, 6110 повторно выравниваются/поворачиваются и повторно сканируются лазером 6310 для улучшения «посадки»; g) необязательно, внутренний механизм выравнивания 634°C на задней стороне сварочного механизма 6300 входит в зацепление для удержания сварочного механизма 3600 в осевом положении относительно обеих секций трубы 6105, 6110; h) с помощью сварочного механизма 6300, закрепленного в сегментах трубы 6105 и 6110, цикл заварки корня шва (первой сварки) начинается таким образом, что лазерный датчик 6310 сканирует контактную поверхность трубы 6120, горелка 6305 следует за лазерный датчик 6310, а выходные данные из лазерного датчика 6310 используются для управления положением сочлененной горелки 6305, при этом положение и ориентация горелки 6305 относительно контактной поверхности 6120 контролируются таким образом, чтобы обеспечить сварку лучшего качества; i) в дополнение к сигналу от лазерного датчика 6310 сквозной контроль тока дуги также может использоваться для управления положением горелки; j) после завершения сварки на 360° сварочная головка 6305 поворачивается обратно в исходное положение; k) профиль (с использованием лазерного датчика 6310) и визуальные проверки (с использованием 2D цветной камерой 6320) выполняются либо на предшествующем этапе (j), либо на отдельном контрольном прогоне; l) после проверки механизм выравнивается 6340А-С высвобождается, и сварочный механизм 6300 вытягивается или продвигается вперед к открытому концу сварной трубы 6105, 6110 с выставленным носовым обтекателем сварочного механизма 6300, подобно этапу (b), сегмент трубы 6110 размещается на внешнем механизме выравнивания 6010B и продвигается к следующему соединению; m) затем этапы от (c) до (l) повторяются для всего производственного цикла.
[00871] В одном варианте реализации изобретения сигнал от лазерного датчика 6310 отправляется электронному контроллеру внешнего механизма выравнивания 6010 для автоматического повторного позиционирования одного или обоих сегментов 6105, 6110 для более желательного расположения сопрягаемой поверхности 6120. Кроме того, вышеуказанные этапы могут выполняться в указанном порядке. Тем не менее, рассматриваются и вариации данного порядка.
[00872] В другом варианте реализации изобретения вместо остановки после первой сварки на 360° поворот продолжается для выполнения еще одного сварочного прохода, и лазерный датчик 6310 может использоваться одновременно для проверки и отслеживания, в то время как задняя 2D цветная камера продолжает проверку после выполнения второй сварки.
[00873] В еще одном варианте реализации изобретения вместо сварки полного сварного шва на 360° сварку выполняют в два захода по 180° с одинаковым начальным положением. Для этого варианта реализации потребуются либо несколько лазерных датчиков для отслеживания, либо механизм для физической осцилляции лазера и/или горелки, чтобы поддерживать положение ведущего датчика отслеживания в обоих направлениях поворота (то есть поворачивать горелку и лазерный датчик таким образом, чтобы они переключались на другие положения).
[00874] В одном варианте реализации изобретения настоящая патентная заявка раскрывает систему сварки плетей трубопровода 3001. В одном варианте реализации изобретения система сварки плетей трубопровода 3001 содержит все элементы внутренней сварочной системы 5004. В одном варианте реализации изобретения дополнительные элементы системы сварки плетей трубопровода 3001 могут включать в себя батарею большой емкости, так что система сварки плетей трубопровода 3001 может перемещаться на большие расстояния и имеет автономную сварочную мощность. В одном варианте реализации изобретения система сварки плетей трубопровода 3001 выполнена с возможностью автономной работы таким образом, что отсутствует подвод внешних кабелей к системе сварки плетей трубопровода 3001.
[00875] В результате сварочной мощности, способности передвижения и другой требуемой мощности, имеющейся в системе (укомплектованная аккумуляторная система на раме), система сварки плетей трубопровода 3001 может использоваться для перемещения вдоль очень длинных пролетов трубы и выполнять в таких местах операцию сварки. Это достижимо, поскольку данной системе не обязательно подключаться к питанию от внешнего источника питания.
[00876] В одном варианте реализации изобретения система сварки плетей трубопровода 3001 может также содержать устройство стягивания труб для закрытия любых зазоров. В одном варианте реализации изобретения устройство стягивания труб для закрытия любых зазоров может упоминаться как устройство стягивания. В одном варианте реализации изобретения устройство стягивания сконструировано и выполнено таким образом, что один из зажимов выполнен с возможностью перемещения по отношению к другому зажиму. В одном варианте реализации изобретения устройство стягивания сконструировано и выполнено таким образом, чтобы находиться снаружи от основной сварочной секции. В одном варианте реализации изобретения устройство стягивания сконструировано и выполнено с возможностью находиться внутри труб.
[00877] В одном варианте реализации изобретения система сварки плетей трубопровода 3001 содержит переднюю секцию 3002, центральную секцию 3004 и секцию привода 3006, которые аналогичны секциям внутренней сварочной системы 5004. В одном варианте реализации изобретения конструкция, конфигурация, компоненты и работа передней секции 3002, центральной секции 3004 и секции привода 3006 системы сварки плетей трубопровода 3001 аналогичны передней секции, центральной секции и секции привода внутренней сварочной системы 5004, подробно описанной выше, и, следовательно, конструкция, конфигурация, компоненты и работа передней секции 3002, центральной секции 3004 и секции привода 3006 системы сварки плетей трубопровода 3001 в данном документе подробно не описаны. В одном варианте реализации изобретения каждый из электронного модуля передней секции 3002, электронного модуля центральной секции 3004 и электронного модуля секции привода 3006 содержит один или более процессоров.
[00878] Например, система сварки плетей трубопровода 3001 содержит раму, которая выполнена с возможностью размещения внутри труб 1022A, 1022b, набор роликов 3125, которые выполнены с возможностью вращения поддерживать раму системы сварки плетей трубопровода 3001, приводной двигатель 3124, который приводит в движение ролики 3125 для перемещения каркаса системы сварки плетей трубопровода 3001 в трубах 1022A, 1022b, тормозную систему, которая предохраняет раму системы сварки плетей трубопровода 3001 в требуемое местоположение внутри труб 1022A, 1022b от перемещения, измерительный датчик, который прикреплен к раме системы сварки плетей трубопровода 3001 и выполнен с возможностью определять ту или иную характеристику области контактной поверхности между трубами 1022A, 1022b, а также сварочную горелку, прикрепленную к раме системы сварки плетей трубопровода 3001. В одном варианте реализации изобретения, аналогично внутренней сварочной системе 5004, тормозная система системы сварки плетей трубопровода 3001 может содержать зажимы системы сварки плетей трубопровода 3001, которые выполнены с возможностью зажима соответственно в трубах 1022а, 1022b. В одном варианте реализации изобретения, аналогично внутренней сварочной системе 5004, тормозная система системы сварки плетей трубопровода 3001 может содержать тормозной цилиндр и тормозной клапан системы сварки плетей трубопровода 3001. В одном варианте реализации изобретения структура, конфигурация и/или работа роликов 3125, приводного двигателя 3124, измерительного датчика и сварочной горелки системы сварки плетей трубопровода 3001 аналогичны вышеуказанным признакам внутренней сварочной системы 5004 и, следовательно, не будут подробно описаны в данном документе.
[00879] В одном варианте реализации изобретения система сварки плетей трубопровода 3001 также может содержать один или более процессоров, которые функционально связаны с приводным двигателем 3124, измерительным датчиком и сварочной горелкой. Конфигурация и работа одного или более процессоров системы сварки плетей трубопровода 3001 аналогичны конфигурации и работе внутренней сварочной системы 3004, и, следовательно, не будут подробно описаны в данном документе.
[00880] В одном варианте реализации изобретения система сварки плетей трубопровода 3001 полностью автономна. В частности, система сварки плетей трубопровода 3001 не обязательно должна содержать приводную тягу или фал, и все связи с системой сварки плетей трубопровода 3001 являются полностью беспроводными. В одном варианте реализации изобретения система сварки плетей трубопровода 3001 может содержать передатчик, который выполнен с возможностью передачи всех сигналов связи полностью беспроводным способом от системы сварки плетей трубопровода 3001 в удаленную систему обработки uLog и приемник, который выполнен с возможностью приема всех сигналов связи полностью беспроводным способом от удаленной системы обработки uLog. В одном варианте реализации изобретения один или более процессоров и/или все электронные модули системы сварки плетей трубопровода 3001 выполнены с возможностью связи полностью беспроводным способом с удаленной системой обработки uLog. В одном варианте реализации изобретения измерительный датчик, контрольная камера, все датчики, все двигатели, все клапаны и/или другие компоненты/элементы системы сварки плетей трубопровода 3001 выполнены с возможностью связи полностью беспроводным способом с удаленной системой обработки uLog.
[00881] В одном варианте реализации изобретения любая информация может быть передана от системы сварки плетей трубопровода по беспроводной связи системам вне трубы, например, через Wi-Fi, Bluetooth, NFC, на радиочастоте или посредством передач вышки сотовой связи. В некоторых вариантах реализации изобретения, когда это приемлемо, информация сообщается посредством регенераторов сигналов или средств расширения, когда сигнал передачи должен передаваться на большие расстояния или через извилистые области.
[00882] В одном варианте реализации изобретения один или более процессоров и один или более датчиков системы сварки плетей трубопровода 3001 выполнены с возможностью контроля уровней заряда встроенного сварочного источника питания, встроенного источника питания для содействия способности передвижения и других встроенных источников питания. Например, может контролироваться (непрерывно или через определенные промежутки времени) выходное напряжение их этих источников питания. В одном варианте реализации изобретения передатчик системы сварки плетей трубопровода 3001 передает информацию об отслеживаемом сроке службы/уровне заряда батареи полностью беспроводным способом удаленной системе обработки uLog для дальнейшей обработки. Например, информация отслеживаемого уровня заряда встроенных источников питания может использоваться для определения расчетного оставшегося времени работы системы сварки плетей трубопровода 3001. В одном варианте реализации изобретения один или более процессоров системы сварки плетей трубопровода 3001 могут быть выполнены с возможностью определения расчетного оставшегося времени работы системы сварки плетей трубопровода 3001 локально в системе сварки плетей трубопровода 3001. В одном варианте реализации изобретения удаленная система обработки uLog может быть выполнена с возможностью определения расчетного оставшегося времени работы системы сварки плетей трубопровода 3001 на основании переданной беспроводным путем информации о сроке службы/уровне заряда батареи. В одном варианте реализации изобретения удаленная система обработки uLog может быть выполнена с возможностью передачи расчетного оставшегося времени работы системы сварки плетей трубопровода 3001 на один или более процессоров системы сварки плетей трубопровода 3001. В одном варианте реализации изобретения удаленная система обработки uLog также может быть выполнена с возможностью передачи (полностью беспроводным способом в систему сварки плетей трубопровода 3001) дальнейших команд по работе системы сварки плетей трубопровода 3001 на основании расчетного оставшегося времени работы системы сварки плетей трубопровода 3001.
[00883] В одном варианте реализации изобретения один или более процессоров и один или более датчиков системы сварки плетей трубопровода 3001 выполнены с возможностью контроля уровня газа в встроенном источнике инертного (защитного/продувочного газа), встроенного источника воздуха и других встроенных источников газа (например, уровня давления сжатого воздуха во встроенных резервуарах со сжатым воздухом, уровня давления защитного или продувочного газа во встроенных резервуарах с защитным/продувочным газом и т.д.). Например, может контролироваться (непрерывно или через регулярные промежутки времени) расход газа из этих источников газа. В одном варианте реализации изобретения передатчик системы сварки плетей трубопровода 3001 передает информацию отслеживаемого уровня газа полностью беспроводным способом в удаленную систему обработки uLog для дальнейшей обработки. Например, информация об отслеживаемом уровне газа во встроенном источнике газа может использоваться для определения расчетного оставшегося времени работы системы сварки плетей трубопровода 3001. В одном варианте реализации изобретения один или более процессоров системы сварки плетей трубопровода 3001 могут быть выполнены с возможностью определения расчетного оставшегося времени работы системы сварки плетей трубопровода 3001 локально в системе сварки плетей трубопровода 3001. В одном варианте реализации изобретения удаленная система обработки uLog может быть выполнена с возможностью определения расчетного оставшегося времени работы системы сварки плетей трубопровода 3001 на основании переданной беспроводным способом информации об уровне газа. В одном варианте реализации изобретения удаленная система обработки uLog может быть выполнена с возможностью передачи расчетного оставшегося времени работы системы сварки плетей трубопровода 3001 на один или более процессоров системы сварки плетей трубопровода 3001. В одном варианте реализации изобретения удаленная система обработки uLog также может быть выполнена с возможностью передачи (полностью беспроводным способом в систему сварки плетей трубопровода 3001) дальнейших команд по работе системы сварки плетей трубопровода 3001 на основании расчетного оставшегося времени работы системы сварки плетей трубопровода 3001.
[00884] В одном варианте реализации изобретения один или более процессоров и один или более датчиков системы сварки плетей трубопровода 3001 выполнены с возможностью контроля уровня материала сварочной проволоки в системе сварки плетей трубопровода 3001. Например, вращения двигателя подачи проволоки (который распределяет сварочную проволоку) и вес оставшейся сварочной проволоки в системе сварки плетей трубопровода 3001 можно контролировать (непрерывно или через определенные промежутки времени) для определения уровней материала сварочной проволоки в системе сварки плетей трубопровода 3001. В одном варианте реализации изобретения передатчик системы сварки плетей трубопровода 3001 передает информацию об отслеживаемом уровне материала сварочной проволоки полностью беспроводным способом в удаленную систему обработки uLog для дальнейшей обработки. Например, информация об отслеживаемом уровне материала сварочной проволоки может использоваться для определения расчетного оставшегося времени работы системы сварки плетей трубопровода 3001 (т. е. до того, как материал сварочной проволоки закончится или его уровень будет ниже минимального порогового уровня для работы системы сварки плетей трубопровода 3001). В одном варианте реализации изобретения один или более процессоров системы сварки плетей трубопровода 3001 могут быть выполнены с возможностью определения расчетного оставшегося времени работы системы сварки плетей трубопровода 3001 локально в системе сварки плетей трубопровода 3001. В одном варианте реализации изобретения система обработки ULog может быть выполнена с возможностью определения расчетного оставшегося времени работы сварочной системы сварки на основании переданной беспроводным способом информации об уровне материала сварочной проволоки. В одном варианте реализации изобретения удаленная система обработки uLog может быть выполнена с возможностью передачи расчетного оставшегося времени работы системы сварки плетей трубопровода 3001 на один или более процессоров системы сварки плетей трубопровода 3001. В одном варианте реализации изобретения удаленная система обработки uLog также может быть выполнена с возможностью передачи (полностью беспроводным способом в систему сварки плетей трубопровода 3001) дальнейших команд по работе системы сварки плетей трубопровода 3001 на основании расчетного оставшегося времени работы системы сварки плетей трубопровода 3001.
[00885] В одном варианте реализации изобретения удаленная система обработки uLog получает данные о заряде батареи от ряда систем сварки плетей трубопровода, расположенных в разных местах (например, в разных местах по всей стране или по всему миру), и создает на их основе базу данных. Эта база данных используется системой обработки uLog для определения, на основании большого набора данных, расчетного срока службы батареи, исходя из различных рабочих параметров внутренней сварочной системы. Это может использоваться системой обработки uLog и/или одним или более процессорами системы сварки плетей трубопровода 3001 для прогнозирования времени работы батареи для различных компонентов на основании текущих условий эксплуатации данных компонентов. Эта информация может использоваться одним или более процессорами для уменьшения или регулирования энергопотребления одним или более компонентов путем изменения одного или более рабочих параметров. Например, скорость сварки, скорость подачи сварочной проволоки, напряжение и ток могут регулироваться (например, понижаться), чтобы продлить срок службы батареи, если один или более процессоров определяют, что такие рабочие условия могут быть изменены без ущерба для соответствующей выполняемой операции.
[00886] В одном варианте реализации изобретения срок службы батареи, выходное напряжение и любые рабочие параметры отправляются беспроводным способом в пользовательский интерфейс, такой как компьютерный монитор, имеющий компьютерный дисплей, так что их может контролировать пользователь.
[00887] В одном варианте реализации изобретения система сварки плетей трубопровода 3001 также содержит силовую секцию 3008, расположенную рядом с секцией привода 3006 (то есть на задней стороне системы сварки плетей трубопровода 3001).
[00888] В одном варианте реализации изобретения, со ссылкой на Фиг. 101, передняя секция 3002 содержит раму передней секции 3522, центральная секция 3004 содержит раму центральной секции 3524, секция привода 3006 содержит раму секции привода 3526, а силовая секция 3008 содержит раму силовой секции 3528. В одном варианте реализации изобретения рама или рама в сборе системы сварки плетей трубопровода 3001 содержит раму передней секции 3522, раму центральной секции 3524, раму секции привода 3526 и раму силовой секции 3528. В одном варианте реализации изобретения рама или рама в сборе системы сварки плетей трубопровода 3001 выполнена с возможностью ее размещения внутри труб 1022а, 1022b.
[00889] В одном варианте реализации изобретения силовая секция 3008 содержит универсальный шарнир 3010, источник питания двигателя 3012, источник питания сварочной горелки 3014, источники сварочного питания 3016 и регулируемые колеса 3018.
[00890] В одном варианте реализации изобретения секция привода 3006 может быть соединена с силовой секцией 3008 посредством универсального шарнира 3010. В одном варианте реализации изобретения универсальный шарнир 3010 выполнен и устроен так, чтобы система сварки плетей трубопровода 3001 могла проходить изгибы в трубопроводе.
[00891] В одном варианте реализации изобретения источник питания сварочной горелки 3014 может содержать множество батарей питания сварочной горелки 3014a-3014e. В одном варианте реализации изобретения источник питания сварочной горелки 3014 выполнен с возможностью питания сварочной(ых) горелки(ок) 3502. В одном варианте реализации изобретения источник питания сварочной горелки 3014 крепится на раме в сборе системы сварки плетей трубопровода 3001. В одном варианте реализации изобретения количество батарей питания сварочной горелки может варьироваться. В одном варианте реализации изобретения источник питания сварочной горелки 3014 выполнен с возможностью подачи электроэнергии на источники питания сварочной горелки 3016 для генерирования сварочной дуги. В одном варианте реализации изобретения источник питания сварочной горелки 3014 отделен от других электрических систем таким образом, что в случае исчерпания питания сварочной горелки остальная часть системы сварки плетей трубопровода 3001 может продолжать работать.
[00892] В одном варианте реализации изобретения источник питания двигателя 3012 выполнен с возможностью питания приводного электродвигателя 3124 в секции привода 3006. В одном варианте реализации изобретения источник питания двигателя 3012 может содержать множество батарей питания двигателя 3012а-3012е. В одном варианте реализации изобретения источник питания двигателя 3012 также может упоминаться как источник питания привода. В одном варианте реализации изобретения источник питания двигателя 3012 крепиться к раме в сборе системы сварки плетей трубопровода 3001. В одном варианте реализации изобретения количество батарей питания двигателя может варьироваться. В одном варианте реализации изобретения источник питания двигателя 3012 используется только для привода (то есть для питания приводных электродвигателей 3124 в секции привода 3006) таким образом, что в случае разрядки других батареей 3014a-3014e система сварки плетей трубопровода 3001 не застрянет в трубопроводе.
[00893] В одном варианте реализации изобретения источник питания двигателя 3012 (включая батареи 3012a-e) и источник питания сварочной горелки 3014 (включая батареи 3014a-e) крепятся на раме системы сварки плетей трубопровода 3001. В одном варианте реализации изобретения один или более аккумуляторных элементов (например, источник питания двигателя 3012, источник питания сварочной горелки 3014, батареи 3514 и т.д.) системы сварки плетей трубопровода 3001 выполнены с возможностью питания приводного двигателя 3124, измерительного датчика и сварочной горелки. В одном варианте реализации изобретения один или более аккумуляторных элементов 3514, 3012 или 3014 системы сварки плетей трубопровода 3001 внутренней сварки могут содержать множество независимых аккумуляторных элементов. В одном варианте реализации изобретения аккумуляторные элементы 3014, 3014a-e для сварочной горелки не зависят от аккумуляторных элементов 3012, 3012a-e, 3514 для приводного двигателя и измерительного датчика. В одном варианте реализации изобретения аккумуляторные элементы 3012, 3012а-е для приводного двигателя 3124 не зависят от аккумуляторных элементов 3514 для измерительного датчика. То есть в одном варианте реализации изобретения аккумуляторные элементы 3012, 3012-E выполнены с возможностью питания приводных двигателей 3124, аккумуляторные элементы 3514 выполнены с возможностью питания измерительного датчика, и аккумуляторные элементы 3014, 3014a-e выполнены с возможностью питания сварочной горелки системы сварки плетей трубопровода 3001.
[00894] В одном варианте реализации изобретения, со ссылкой на Фиг. 101, приводные двигатели 3124 выполнены с возможностью приводить в движение ролики 3125 таким образом, чтобы перемещать раму или раму в сборе системы сварки плетей трубопровода 3001, первое устройство зацепления трубы 3127, второе устройство зацепления трубы 3129 и измерительный датчик 3130 системы сварки плетей трубопровода 3001 по меньшей мере вдоль одной из труб 1022а, 1022b внутри ее. В одном варианте реализации изобретения приводные ролики 3125 выполнены с возможностью взаимодействия с внутренними поверхностями 5130, 5132 одной или более труб 1022а, 1022b. В одном варианте реализации изобретения система сварки плетей трубопровода 3001 содержит множество приводных роликов 3125, которые выполнены с возможностью вращения для поддержки каркаса системы сварки плетей трубопровода 3001.
[00895] В одном варианте реализации изобретения источники сварочной энергии 3016 выполнены с возможностью принимать мощность постоянного тока от источника питания сварочной горелки 3014 и преобразовывать мощность постоянного тока в надлежащие формы тока и напряжения для процедуры сварки, выполняемой сварочными горелками 3502.
[00896] В одном варианте реализации изобретения регулируемые колеса 3018 сконструированы и расположены с возможностью регулирования таким образом, чтобы силовая секция 3008 системы сварки плетей трубопровода 3001 проходила прямо и ровно в трубопроводе.
[00897] На Фиг. 103 проиллюстрирована схема, показывающая поток мощности, включая питание сварки, данные связи и данных управления через систему сварки плетей трубопровода 3001, при этом некоторые компоненты системы сварки плетей трубопровода 3001 не проиллюстрированы для простоты изложения и лучшего иллюстрирования других компонентов и/или функций системы сварки плетей трубопровода 3001.
[00898] Поток данных связи и данных управления через систему сварки плетей трубопровода 3001, проиллюстрированный на Фиг. 103, аналогичен потоку данных связи и данных управления через внутреннюю сварочную систему 5004, проиллюстрированному на Фиг. 71, за исключением различий, отмеченных ниже.
[00899] В одном варианте реализации изобретения электронный модуль секции привода 3126 выполнен с возможностью функциональной связи с батареями привода 3012, расположенными в силовой секции 3008 системы сварки плетей трубопровода 3001.
[00900] В одном варианте реализации изобретения батареи 3012 силовой секции 3008 соединены с приводными двигателями 3124 системы сварки плетей трубопровода 3001 через электронный модуль секции привода 3126.
[00901] Поток сварочной мощности через систему сварки плетей трубопровода 3001, проиллюстрированный на Фиг. 103 и 103А, отличается от потока сварочной мощности через внутреннюю сварочную систему 5004, проиллюстрированного на Фиг. 71.
[00902] Например, сварочная мощность поступает с разных сторон во внутреннюю сварочную систему 5004 и систему сварки плетей трубопровода 3001. То есть в отличие от внутренней сварочной системы 5004, когда сварочная мощность поступает от передней части системы через ее фал 5034, сварочная мощность поступает из задней части системы сварки плетей трубопровода 3001. Такая конфигурация, в которой сварочная мощность поступает из задней части системы сварки плетей трубопровода 3001, может быть достигнута путем добавления второго токосъемного кольца или путем поворота сварочной части и проталкивания ее назад через трубу (что может затруднить доступ к катушкам сварочной проволоки для обслуживания).
[00903] В одном варианте реализации изобретения сварочная мощность принимается сварочными горелками 3502 системы сварки плетей трубопровода 3001 от встроенного источника питания сварочной горелки 3014. В одном варианте реализации изобретения сварочная мощность из встроенного источника питания сварочной горелки 3014 подается на источники сварочной мощности 3016. В одном варианте реализации изобретения источники сварочной мощности 3016 выполнены с возможностью генерирования сварочной дуги. То есть источники сварочной мощности 3016 выполнены с возможностью принимать мощность постоянного тока от источника питания сварочной горелки 3014 и преобразовывать мощность постоянного тока в надлежащие формы тока и напряжения для процедуры сварки, выполняемой сварочными горелками 3502. В одном варианте реализации изобретения, надлежащие формы тока и напряжения от источников сварочной мощности 3016 подаются на сварочные горелки 5502 через заднее токосъемное кольцо 3512.
[00904] Подобно внутренней сварочной системе 5004, в одном варианте реализации изобретения батареи 3514 секции привода 3006 выполнены с возможностью подачи питания на все электронные модули системы сварки плетей трубопровода 3001, включая передний электронный модуль, электронный модуль подачи проволоки, электронный модуль центральной секции и электронный модуль секции привода 3126, а также выполнены с возможностью подачи питания на все приводные электродвигатели системы сварки плетей трубопровода 3001, включая передний двигатель вращения, двигатели систем подачи проволоки, задний двигатель вращения, осевой двигатель сварочной горелки, радиальный двигатель сварочной горелки и двигатель наклона сварочной горелки. В одном варианте реализации изобретения батареи 3514 выполнены с возможностью питания проверочной камеры и/или измерительного датчика системы сварки плетей трубопровода 3001. Тем не менее, батареи 3006, 3514 секции привода не выполнены с возможностью подавать питание на приводные двигатели 3124 системы сварки плетей трубопровода 3001. В одном варианте реализации изобретения батареи 3012 силовой секции 3008 выполнены с возможностью подачи питания на приводные двигатели 3124 системы сварки плетей трубопровода 3001. В одном варианте реализации изобретения батареи 3012 силовой секции 3008 соединены с приводными двигателями 3124 системы сварки плетей трубопровода 3001 через электронный модуль секции привода 3126.
[00905] В одном варианте реализации изобретения батареи, используемые системе сварки плетей трубопровода 3001, могут быть электрически соединены друг с другом для получения более высокого тока и более высокой энергоемкости. Например, две 12-вольтные батареи могут быть соединены вместе, чтобы получить 24 вольта. В одном варианте реализации изобретения обе батареи установлены на одной и той же раме и соединены последовательно. В одном варианте реализации изобретения батареи также могут быть соединены друг с другом (например, через универсальный шарнир или иным способом) таким образом, чтобы батареи могли шарнирно сцепляться друг с другом для маневрирования внутри трубы.
[00906] В одном варианте реализации изобретения система сварки плетей трубопровода 3001 может содержать четыре батареи, одна из которых может использоваться для приведения в действие системы сварки плетей трубопровода 3001, а остальные три батареи могут быть соединены параллельно и могут использоваться для процедур сварки в системе сварки плетей трубопровода 3001.
[00907] В одном варианте реализации изобретения в системе сварки плетей трубопровода 3001 могут применяться внутренние (расположенные внутри труб) зажимы или наружные (расположенные снаружи труб) зажимы. Например, в одном варианте реализации изобретения в системе сварки плетей трубопровода 3001 могут использоваться внутренние (расположенные внутри труб) зажимы во время процедур сварки. В одном варианте реализации изобретения в системе сварки плетей трубопровода 3001 могут использоваться внешние (расположенные снаружи труб) зажимы во время процедуры внутреннего сканирования (когда внутренний лазер/датчик и/или другое устройство выполнены с возможностью сканирования сварного соединения внутри труб).
[00908] Сварка плетей трубопровода выполняется для сваривания длинных плетей труб к другим длинным плетям труб. Как правило, новая труба, подлежащая сварке, имеет длину по меньшей мере 120 футов, и ее длина может составлять более двух миль. Раскрытый в данном документе внутренний сварочный аппарат имеет встроенное питание от батарей и может использоваться для удержания связки в корневом сварочном проходе и, необязательно, горячего сварного прохода внутри трубы.
[00909] В одном варианте реализации изобретения трубы выровнены снаружи. Как и внутренняя сварочная машина, раскрытая в данном документе, аппарат для сварки плетей трубопровода может быть снабжен только одной сварочной головкой (с одной сварочной горелкой) или множеством сварочных головок (например, в любом месте от 2 до 8).
[00910] Как проиллюстрировано на Фиг. 103С и 103D и будет понятно из приведенного выше в данном документе описания, аппарат для сварки плетей трубопровода 9000 имеет секцию носового обтекателя 9002 для электроники, опорные колеса 9004, встроенный источник сварочной мощности 9006 и пару зажимов 9008, что гарантирует внутреннему аппарату для сварки плетей трубопровода концентрическую форму, подходящую к форме трубы. Как будет более подробно описано позже, аппарат для сварки плетей трубопровода содержит направленные по часовой стрелке и направленные против часовой стрелки сменные элементы сварочной головки 9010 с отдельными лазерами и 2D цветными камерами. На Фиг. 103С и 103D аппарат для сварки плетей трубопровода проиллюстрирован в слегка изогнутой (например, изогнутой 30D) трубе 9012, внутренний диаметр которой составляет 38 дюймов. Как также проиллюстрировано на Фиг. 103C и 103D, аппарат для сварки плетей трубопровода имеет систему привода и тормоза 9014, которые смещены на 90 градусов для уменьшения длины, а также встроенный источник питания (например, аккумуляторный блок) 9020 для приводного двигателя и тормозов.
[00911] Как будет понятно из Фиг. 103E-J и последующего описания, проиллюстрированная модель имеет четыре сварочных головки, при этом две из них поворачиваются по часовой стрелке (сварочные головки 9022 и 9024) во время операции сварки и две из них поворачиваются против часовой стрелки (сварочные головки 9032 и 9034) во время операции сварки. В альтернативном варианте реализации изобретения все 4 сварочные головки поворачиваются в одном направлении вращения, как описано в другом месте настоящей заявки. Кроме того, в варианте реализации изобретения, проиллюстрированном на Фиг. 103E-J, предусмотрены четыре встроенных источника сварочной мощности/источника питания (например, батареи), обозначенные как 9042, 9044, 9046, 9048. Чем больше сварочных головок/горелок предусмотрено, тем короче время цикла сварки. Это применимо и в случае, когда сварка выполняется в одном направлении вращения, и в случае, когда она выполняется в направлении как по часовой стрелке, так и против часовой стрелки. Однако следует понимать, что поворот в одном направлении вращения может происходить быстрее, чем поворот как по часовой стрелке, так и против часовой стрелки, при этом в последнем может использоваться изменение направления вращения двигателя.
[00912] Каждая из сварочных головок 9022, 9024, 9032 и 9034 имеет следующее оборудование: сварочную горелку, по меньшей мере один двигатель горелки описанного выше типа, чтобы обеспечить угловое, осевое и боковое движение каждой горелки, устройство подачи проволоки, приспособления для правки проволоки и проволочную катушку для подачи материала сварочной проволоки к сварочной горелке. Также предусмотрено устройство лазерного контроля/датчика описанного выше типа для направления сварочной горелки и проверки сварки. Кроме того, используется цветная камера CCD/CMOS для проверки сварки описанным выше способом.
[00913] Каждая сварочная головка присоединена и подключена к одному из четырех источников питания 9042, 9044, 9046 и 9048. Четыре сварочных головки и четыре источника питания установлены на узле вращения 9050. Узел вращения выполняет ту же функцию, что и поворотная ступица 5078, описанная выше. Узел вращения может приводиться в действие одним или более двигателями ориентации, как описано выше.
[00914] Для выполнения операции сварки аппарат для сварки плетей трубопровода подается в один открытый конец одной из труб, например, более короткой трубы или трубы с меньшими препятствиями, подлежащими устранению. Торец второй трубы согласовывается и выравнивается (снаружи) с торцом первой трубы. Аппарат для сварки плетей трубопровода направляется туда, где сварочные головки находятся непосредственно в области контактной поверхности трубы. Лазерный датчик обеспечивает обратную связь, и по меньшей мере один двигатель сварочной горелки выравнивает наконечники сварочной горелки, приводя их в соответствующее положение на контактной поверхности. Зажимы 9008 приводятся в действие и расширяются (они функционируют в качестве расширителя), чтобы сделать аппарат для сварки плетей трубопровода соосным с трубами, а зажимы задействуются для того, чтобы удерживать положение аппарата для сварки плетей трубопровода. Когда аппарат для сварки плетей трубопровода закреплен зажимами, ось поворота механизма вращения 9050 соосна с продольной осью трубы 9012.
[00915] В одном варианте реализации изобретения сварку осуществляют, прежде всего управляя сварочными головками 9032 и 9034 против часовой стрелки. Как проиллюстрировано на Фиг. 103H, четыре сварочных головки разнесены друг от друга вращательно под углом 90 градусов. Сварочные головки 9032 начинают работать на 12 часов, а сварочные головки 9034 начинают работать на 9 часов, как проиллюстрировано на Фиг. 103H, поскольку они начинают сварку. Вращающийся узел 9050 поворачивается на 90 градусов до тех пор, пока сварочная головка 9032 не закончит работать на 9 часов, а рабочая головка 9034 не закончит работать на 6 часов (см. прогресс на Фиг. 103H и 103I). В этот момент сварные головки 9032 и 9034 прекращают сварку (Фиг. 103I), и сварку начинают сварочные головки 9022 и 9024 (Фиг. 103I). Затем один или более двигателей ориентации поворачивают вращающийся узел 9050 в направлении по часовой стрелке, как проиллюстрировано на Фиг. 103J, пока сварочная головка 9022 не окончит работу на 3 часа и сварочная головка 9024 не окончит работу на 6 часов. Таким образом завершается полный корневой сварочный проход.
[00916] После выполнения корневого сварочного прохода остальная часть сварочной операции может быть выполнена снаружи, либо с использованием автоматических сварочных аппаратов, либо вручную. Затем расширители или зажимы отсоединяются, и аппарат для сварки плетей трубопровода выталкивается к открытому концу трубы.
[00917] В одном варианте реализации изобретения каждый из источников питания 9042, 9044, 9046 и 9048 содержит сменный элемент с перезаряжаемой батареей, который может быть вставлен в соответствующее отверстие 9062, 9064, 9066 и 9068. Когда сменный элемент вставлен в отверстие, он имеет электрическое соединение с соответствующей сварочной головкой. Каждый сменный элемент батареи можно легко снять для подзарядки, а затем заменить.
[00918] Как проиллюстрировано, аппарат для сварки плетей трубопровода имеет автономный приводной и тормозной механизм 9014, питаемый встроенным источником сварочной мощности 9020. Этот аппарат для сварки плетей трубопровода может иметь все характерные признаки внутреннего сварочного механизма без встроенного источника питания в различных предшествующих вариантах реализации изобретения, описанных в данном документе.
[00919] Несложно понять, что в данном описанном варианте реализации аппарата для сварки плетей трубопровода несколько (например, две) сварочных горелок предназначено для сварки в направлении по часовой стрелке, в то время как другие несколько (например, две) сварочных грелок предназначены для сварки в направлении против часовой стрелки. Кроме того, как описано, все сварочные горелки выполняют сварку в нисходящем направлении. Таким образом, сварочные горелки необязательно могут быть закреплены под заданным углом сварки (это применимо и к любому из внутренних сварочных аппаратов, описанных в данном документе, либо автономного, либо неавтономного типа), так что наконечник горелки указывает на направление сварки вперед (сварочная ванна «подталкивается»). В качестве альтернативного варианта, как обсуждалось выше со ссылкой на Фиг. 56А, сварочные горелки могут быть установлены для поворотного перемещения относительно точки Р таким образом, что ось А сварочной горелки может располагаться с обеих сторон радиальной линии R. Этот альтернативный вариант позволяет той же сварочной горелки использоваться как для сварки по часовой стрелке, так и для сварки против часовой стрелки, путем поворота сварочной горелки таким образом, чтобы она могла поворачиваться в направлении сварки независимо от того, выполняется сварка по часовой стрелке или против часовой стрелки.
[00920] В одном варианте реализации изобретения сварочная горелка выполнена с возможностью размещения снаружи первой трубы 1022а и/или второй трубы 1022b для обеспечения внешней сварочной операции. В одном варианте реализации изобретения расположенная снаружи сварочная горелка установлена на внешней поверхности труб 1022а, 1022b.
[00921] В одном варианте реализации изобретения, со ссылкой на Фиг. 86, настоящая патентная заявка предусматривает систему продувки и проверки 7001. Например, в одном варианте реализации изобретения каждый из первого сегмента трубы 1022а и второго сегмента трубы 1022b может быть полностью или частично выполнен из некоторых материалов коррозионностойких сплавов (CRA), которые могут требовать применения защитного газа с обеих сторон сварки. В одном варианте реализации изобретения система продувки и проверки 7001 может быть расположена внутри труб 1022а, 1022b для обеспечения камеры с продувочным газом 7054 (как проиллюстрировано на Фиг. 89) внутри труб 1022а, 1022b и вокруг области контактной поверхности 5136 (как проиллюстрировано на Фиг. 97), в то время как внешняя сварочная система 7500 (как проиллюстрировано на Фиг. 97) выполняет процедуру сварки (включая процедуру корневого сварочного прохода 1002, процедуру горячего сварочного прохода 1004 и процедуру с нанесением заполняющего и последнего слоя многослойного сварного шва 1006) в области контактной поверхности 5136 снаружи труб 1022a, 1022b.
[00922] В одном варианте реализации изобретения система продувки и проверки 7001 также обеспечивает внутренние зажимы, которые расположены внутри труб 1022а, 1022b, подлежащих сварке. То есть в одном варианте реализации изобретения зажимы 7050 и 7052 системы продувки и проверки 7001 выполнены с возможностью зажима внутренних поверхностей 5130, 5132 (как проиллюстрировано на Фиг. 33) труб 1022а, 1022b, подлежащих сварке.
[00923] В одном варианте реализации изобретения система продувки и проверки 7001 также обеспечивает измерительный датчик 7042 и/или проверочную камеру 7044, которые расположены внутри труб 1022а, 1022b. В одном варианте реализации изобретения измерительный датчик 7042 и/или проверочная камера 7044 системы продувки и проверки 7001 расположены в камере с продувочным газом 7054 системы продувки и проверки 7001. В одном варианте реализации изобретения один или более процессоров 7062 (как проиллюстрировано на Фиг. 90) системы продувки и проверки 7001 выполнен с возможностью взаимодействия с измерительным датчиком 7042 и/или проверочной камерой 7044 для сканирования области контактной поверхности 5136 между трубами 1022а, 1022b для определения профиля области контактной поверхности 5136 между трубами 1022а, 1022b до, во время и после процедуры сварки для генерирования данных профиля состояния перед сваркой, данных профиля сварки, полученных «на лету», и данных профиля состояния после сварки на основании сканированных данных и для управления внешней сварочной системой 7500 или ее работой на основании сгенерированных данных профиля состояния перед сваркой, данных профиля сварки, полученных «на лету», и данных профиля состояния после сварки.
[00924] В одном варианте реализации изобретения система продувки и проверки 7001 может использоваться для первого сегмента трубы 1022а и второго сегмента трубы 1022b, имеющих внешний диаметр от 26 до 28 дюймов. В одном варианте реализации изобретения система продувки и проверки 7001 может использоваться для первого сегмента трубы 1022а и второго сегмента трубы 1022b, имеющих внешний диаметр менее 24 дюймов.
[00925] В одном варианте реализации изобретения система продувки и проверки 7001 содержит переднюю секцию 7002, центральную секцию 7004 и секцию привода 7006. В одном варианте реализации изобретения конструкция, конфигурация, компоненты и работа передней секции, центральной секции и секции привода системы продувки и проверки 7001 аналогичны тем же характеристикам передней секции, центральной секции и секции привода внутренней сварочной системы 5004, подробно описанной выше, и, следовательно, конструкция, конфигурация, компоненты и работа передней секции, центральной секции и секции привода системы продувки и проверки 7001 не будут подробно описаны в данном документе, за исключением различий, отмеченных ниже.
[00926] В отличие от центральной секции внутренней сварочной системы 5004 центральная секция 7004 не содержит узел сварочной горелки, установленный на поворотном узле. В одном варианте реализации изобретения центральная секция 7004 системы продувки и проверки 7001 содержит измерительный датчик 7042, установленный на поворотном узле 7012. В одном варианте реализации изобретения центральная секция 7004 системы продувки и проверки 7001 содержит измерительный датчик 7042 и проверочную камеру 7044, установленные на поворотном узле 7012. В одном варианте реализации изобретения центральная секция 7004 системы продувки и проверки 7001 содержит проверочную камеру 7044, установленную на поворотном узле 7012.
[00927] В одном варианте реализации изобретения передняя секция 7002 содержит все компоненты поддержки продувки. В одном варианте реализации изобретения центральная секция 7004 является частью системы продувки и проверки 7001, которая выравнивает трубу, уплотняет зону продувки и проверяет сварку. В одном варианте реализации изобретения секция привода 7006 содержит батареи, сжатый воздух и продувочный газ, в которых нуждается для работы остальная часть системы продувки и проверки 7001.
[00928] На Фиг. 87 проиллюстрирован детальный вид передней секции 7002 системы продувки и проверки 7001 очистки и контроля, а на Фиг. 88 проиллюстрирован детальный вид продувочного узла передней секции 7002. В одном варианте реализации изобретения передняя секция 7002 системы продувки и проверки 7001 содержит сцепное устройство, передний электронный модуль, переднее контактное кольцо, клапан управления передним зажимом, датчик переднего положения, регулируемые направляющие, каркас передней секции, передний двигатель вращения и передняя поворотная ступица 7104, и конструкция и работа каждого из этих компонентов аналогичны конструкции и работе компонентов передней секции внутренней сварочной системы 5004.
[00929] В одном варианте реализации изобретения передняя секция 7002 системы продувки и проверки 7001 не содержит узел подачи проволоки. Вместо этого передняя секция 7002 системы продувки и проверки 7001 содержит узел продувки 7014.
[00930] В одном варианте реализации изобретения узел продувки 7014 соединен с возможностью вращения с поворотной ступицей 7012 центральной секции 7004 таким образом, что, когда поворотная ступица 7012 поворачивается с помощью первого и второго двигателей вращения, узел продувки, соединенный с поворотной ступицей 7012, также поворачивается с поворотной ступицей 7012.
[00931] В одном варианте реализации изобретения узел продувки 7014 выполнен с возможностью размещения клапанов, датчиков и регуляторов для управления потоком продувочного газа, поступающим в камеру с продувочным газом 7054. В одном варианте реализации изобретения узел продувки 7014 также выполнен с возможностью размещения электроники для работы всех компонентов в узле продувки и поворотном узле 7012.
[00932] В одном варианте реализации изобретения, со ссылкой на Фиг. 88, узел продувки 7014 содержит клапан низкой продувки 7016, первичный регулятор низкой продувки 7018, вторичный регулятор низкой продувки 7020, клапан высокой продувки 7022, регулятор высокой продувки 7024, кислородный датчик 7026, насос 7028, каркас продувочного узла 7030 и электронной модуль продувки 7032.
[00933] В одном варианте реализации изобретения клапан низкой продувки 7016 выполнен с возможностью управления потоком продувочного газа в камеру продувочного газа 7054. В одном варианте реализации изобретения низкая продувка обычно упоминается как продувка, когда система продувки и проверки 7001 поддерживает инертную среду внутри камеры продувочного газа 7054. В одном варианте реализации изобретения выходной поток из клапана низкой продувки 7016 поступает в первичный регулятор низкой продувки 7018. В одном варианте реализации изобретения клапан низкой продувки 7016 всегда открыт (или включен), за исключением случаев, когда не накачиваются уплотнения 7046 и 7048 (как проиллюстрировано на Фиг. 89), и в системе продувки и проверки 7001 нет продувки.
[00934] В одном варианте реализации изобретения первичный регулятор низкой продувки 7018 выполнен с возможностью уменьшения давления продувочного газа от давления 5 фунтов/кв. дюйм до давления 0,5 фунта/кв. дюйм. В одном варианте реализации изобретения выходной поток из первичного регулятора низкой продувки 7018 переходит во вторичный регулятор низкой продувки 7020. В одном варианте реализации изобретения первичный регулятор низкой продувки 7018 выполнен с возможностью установки вручную.
[00935] В одном варианте реализации изобретения вторичный регулятор низкой продувки 7020 представляет собой электронное устройство, которое выполнено с возможностью регулирования давления (от 0,1 до 0,5 фунта/кв. дюйм) продувочного газа, поступающего в камеру продувочного газа 7054 через замкнутый контур обратной связи. В одном варианте реализации изобретения выходной поток из вторичного регулятора низкой продувки 7020 поступает в камеру продувочного газа 7054.
[00936] В одном варианте реализации изобретения клапан высокой продувки 7022 выполнен с возможностью управления потоком продувочного газа в камеру продувочного газа 7054. В одном варианте реализации изобретения высокая продувка обычно называется продувкой, когда система продувки и проверки 7001 устанавливает инертную среду внутри камеры продувочного газа 7054. В одном варианте реализации изобретения выходной поток из клапана высокой продувки 7022 поступает в регулятор высокой продувки 7024. В одном варианте реализации изобретения клапан высокой продувки 7022 выполнен с возможностью отключения, когда кислород (измеренный кислородным датчиком 7026) в камере продувочного газа 7054 не будет ниже заданного значения содержания кислорода.
[00937] В одном варианте реализации изобретения регулятор высокой продувки 7024 выполнен с возможностью уменьшения давления продувочного газа от давления подачи (вплоть до 75 фунтов/кв. дюйм) до максимально требуемого низкого давления продувки (обычно 5-20 фунтов/кв. дюйм). В одном варианте реализации изобретения выходной поток из регулятора высокой продувки 7024 поступает в камеру продувочного газа 7054. В одном варианте реализации изобретения регулятор высокой продувки 7024 выполнен с возможностью установки вручную. В одном варианте реализации изобретения регулятор высокой продувки 7024 выполнен с возможностью открывания или эксплуатации до тех пор, пока кислород (измеренный кислородным датчиком 7026) в камере продувочного газа 7054 не будет ниже заданного значения содержания кислорода.
[00938] В одном варианте реализации изобретения вход 7026 кислородного датчика подключен к выходному отверстию камеры продувочного газа 7054. В одном варианте реализации изобретения кислородный датчик 7026 функционально связан с одним или более процессорами 7062. В одном варианте реализации изобретения кислородный датчик выполнен с возможностью обнаружения какого-то количества кислорода между первым уплотнением и вторым уплотнением 7046 и 7048. В одном варианте реализации изобретения кислородный датчик 7026 выполнен с возможностью измерения содержания кислорода в газе в продувочной камере 7054 и отправки данных о содержании кислорода, которые указывают на содержание кислорода в газе в продувочной камере 7054, на один или более процессоров 7062. В одном варианте реализации изобретения кислородный датчик 7026 выполнен с возможностью измерения уровня кислорода, присутствующего в газе, выходящем из камеры продувочного газа 7054 и отправки данных о содержании кислорода в электронный модуль продувки 7032.
[00939] В одном варианте реализации изобретения один или более процессоров 7062 выполнены с возможностью обеспечения операции сварки после того, как определенное количество кислорода между первым уплотнением и вторым уплотнением 7046 и 7048 опускается ниже порогового уровня или заданного значения содержания кислорода. В одном варианте реализации изобретения один или более процессоров 7062 выполнены с возможностью приема данных о содержании кислорода, сравнения данных о содержании поступившего кислорода с его заданным значением содержания кислорода и генерирования газового сигнала об избыточном кислороде, если основанное на данных значение содержания кислорода превышает заданное значение содержания кислорода. В одном варианте реализации изобретения на основании газового сигнала об избыточном кислороде система продувки и проверки 7100 может быть выполнена с возможностью открывать регулятор высокой продувки 7024, чтобы позволить продувочному газу (из источника/резервуара продувочного газа 7070) поступать в камеру продувки 7054 до тех пор, пока измеренное содержание кислорода ее упадет ниже заданного значения содержания кислорода. В одном варианте реализации изобретения на основании газового сигнала об избыточном кислороде один или более процессоров 7062 системы продувки и проверки 7100 могут отправлять сигналы связи во внешнюю сварочную систему 7500 для остановки процедуры сварки.
[00940] В одном варианте реализации изобретения заданное значение содержания кислорода составляет 500 частей на миллион (ppm). В одном варианте реализации изобретения значение содержания кислорода может находиться в пределах заданного диапазона от 50 до 100 ppm.
[00941] В одном варианте реализации изобретения во время низкой продувки низкое давление в камере продувочного газа 7054 не создает достаточного потока через кислородный датчик 7026. В одном варианте реализации изобретения насос 7028 используют для втягивания газа через кислородный датчик 7026 из камеры продувочного газа 7054. В одном варианте реализации изобретения насос 7028 могут использовать непрерывно или периодически. В одном варианте реализации изобретения насос 7028 используют для операции низкой продувки.
[00942] В одном варианте реализации изобретения электронный модуль продувки 7032 выполнен с возможностью передавать связь вверх по потоку через переднее контактное кольцо 7034 в электронный модуль передней секции 7036. В одном варианте реализации изобретения электронный модуль продувки 7032 выполнен с возможностью передавать связь вниз по потоку через заднее контактное кольцо 7038 в электронный модуль центральной секции 7040.
[00943] В одном варианте реализации изобретения электронный продувочный модуль 7032 выполнен с возможностью управления всеми датчиками и клапанами, прикрепленными к поворотному узлу 7012 центральной секции 7004. Например, в одном варианте реализации изобретения электронный продувочный модуль 7032 выполнен с возможностью управления кислородным датчиком 7026, насосом 7028, клапаном низкой продувки 7016, клапана высокой продувки 7022 и вторичного регулятора продувки 7020. В одном варианте реализации изобретения электронный продувочный модуль 7032 выполнен с возможностью связи с и управления одним или более измерительных датчиков 7042 и камерой 7044.
[00944] На Фиг. 89 и 90 проиллюстрирован вид спереди и вид в поперечном сечении центральной секции 7004 системы продувки и проверки 7001, при этом конструкция и работа каждого из этих компонентов аналогичны конструкции и работе центральной секции внутренней сварочной системы 5004. На Фиг. 91 проиллюстрирован детализированный вид газового уплотнения 7046 или 7048, а на Фиг. 92 проиллюстрирован детализированный вид поворотной ступицы 7012.
[00945] В одном варианте реализации изобретения, как описано выше, каркас передней секции 7002 соединен с передним зажимом 7050 (как проиллюстрировано на Фиг. 95) центральной секции 7004, а узел продувки 7014 соединен с возможностью вращения с поворотной ступицей 7012.
[00946] В одном варианте реализации изобретения центральная секция 7004 системы продувки и проверки 7001 содержит передний зажим 7050, первое и второе устройства для зацепления труб 7050 и 7052, измерительный датчик 7042, проверочную камеру 7044 (как проиллюстрировано на Фиг. 92), задний зажим 7052 и клапан управления задним зажимом 7058, электронный модуль центральной секции 7040, направляющие колеса, каркас центральной секции, регулируемые направляющие, задняя поворотная ступица 7072, задний двигатель вращения, задний датчик положения, модуль вращения 7012, газовые уплотнения 7046 и 7048, а также заднее контактное кольцо 7038.
[00947] В одном варианте реализации изобретения газовые уплотнения 7046 и 7048 выполнены с возможностью накачки одновременно с приведением в действие зажимов 7050 и 7052. Когда оба газовых уплотнения 7046 и 7048 набухают, они сконструированы и расположены так, чтобы зацепляться с внутренними поверхностями 5130, 5132 труб 1022а, 1022b, соответственно образуя между ними камеру 7054. В одном варианте реализации изобретения газовые уплотнения 7046 и 7048 при накачке сцепляются с противоположными сторонами области контактной поверхности 5136. В одном варианте реализации изобретения камера 7054 представляет собой замкнутый объем, который может упоминаться как камера продувочного газа 7054. В одном варианте реализации изобретения камера 7054 сконструирована и выполнена с возможностью приема в нее продувочного газа (или вводного газа).
[00948] В одном варианте реализации изобретения клапан управления передним зажимом 7056 и клапан управления задним зажимом 7058 представляют собой непрерывные 4-ходовые направленные клапаны (например, имеющие четыре гидравлических соединения, соответствующие входному отверстию (P), отверстиям привода (A и B), возвратному отверстию (T) и одному соединению физического сигнала (S)). Например, в одном варианте реализации изобретения одно из отверстий привода A или B используется для расширения своих соответствующих зажимов 7050 или 7052 и накачки своего соответствующего уплотнения 7046 или 7048, а другое из отверстий привода A или B используется для отвода их соответствующих зажимов 7050 или 7052 и сдувания своего соответствующего уплотнения 7046 или 7048.
[00949] На Фиг. 93 проиллюстрирован детализированный вид сбоку секции привода 7006 системы продувки и проверки 7001. В одном варианте реализации изобретения секция привода 7006 системы продувки и проверки 7001 содержит баллоны с защитным газом 7070, батареи, электронный модуль секции привода 7064, пневматические клапаны, ведущие колеса, приводные двигатели 7068, тормоза и резервуар сжатого воздуха, причем конструкция и работа каждого из этих компонентов аналогичны конструкции и работе компонентов секции привода внутренней сварочной системы 5004.
[00950] На Фиг. 94 проиллюстрирована схема, показывающая поток продувочного газа через систему продувки и проверки 7001, при этом некоторые компоненты системы продувки и проверки 7001 не проиллюстрированы для ясности и для лучшего иллюстративного представления других компонентов и/или функций системы продувки и проверки 7001.
[00951] В одном варианте реализации изобретения линия подачи инертного/продувочного газа выполнена с возможностью сообщения источника продувочного/вводного инертного газа 7070 с областью 7054 между первым уплотнением и вторым уплотнением 7046 и 7048. В одном варианте реализации изобретения газ из источника инертного/продувочного газа 7070 направляется в область 7054 между первым уплотнением и вторым уплотнением 7046 и 7048 для снижения реакции окисления в процессе сварки.
[00952] Как проиллюстрировано на Фиг. 94, резервуары с продувочным газом 7070 проиллюстрированы в секции привода 7006 системы продувки и проверки 7001. В одном варианте реализации изобретения регулятор высокого давления 7074 может быть расположен в секции привода 7006 системы продувки и проверки 7001. В одном варианте реализации изобретения регулятор высокого давления 7074 может быть расположен в центральной секции 7004 системы продувки и проверки 7001. В одном варианте реализации изобретения задняя поворотная ступица 707, поворотная ступица 7012, камера продувочного газа 7054, передние и задние зажимы 7050 и 7052, а также передние и задние уплотнения 7046 и 7048 проиллюстрированы в центральной секции 7004 системы продувки и проверки 7001. Клапан низкой продувки 7016, первичный регулятор низкой продувки 7018, вторичный регулятор низкой продувки 7020, клапан высокой продувки 7022, регулятор высокой продувки 7024, кислородный датчик 7026 и насос 7028 проиллюстрированы в передней секции 7002 системы продувки и проверки 7001.
[00953] В одном варианте реализации изобретения резервуары с продувочным газом 7070 выполнены с возможностью поддержания в них давления 500-2400 фунтов/кв. дюйм. Резервуар с продувочным газом 7070 имеет гидравлическое сообщение через каналы для движения флюидов с задней поворотной ступицей 7072. В одном варианте реализации изобретения резервуары с продувочным газом 7070 имеют гидравлическое сообщение с задней поворотной ступицей 7072 через клапан 7071 и регулятор высокого давления 7074. В одном варианте реализации изобретения регулятор высокого давления 7074 выполнен с возможностью автоматического отсечения потока продувочного газа при давлении 75 фунтов/кв. дюйм. То есть регулятор высокого давления 7074 обычно установлен так, чтобы уменьшать давление в резервуарах с продувочным газом 7070 до около 75 фунтов/кв. дюйм в канале для движения флюидов ниже по потоку от регулятора высокого давления 7074 и от задней поворотной ступицы 7072 до клапана низкой продувки 7016 и клапана высокой продувки 7022.
[00954] В одном варианте реализации изобретения задняя поворотная ступица 7072 имеет гидравлическое сообщение через каналы для движения флюидов с клапаном низкой продувки 7016 и клапаном высокой продувки 7022. В одном варианте реализации изобретения продувочный газ, хранящийся в резервуарах с продувочным газом 7070, отправляется через каналы для движения флюидов в задняя поворотная ступица 7072, а затем по каналам для движения флюидов из задней поворотной ступицы 7072 в клапан низкой продувки 7016 и клапан высокой продувки 7022.
[00955] В одном варианте реализации изобретения регулятор высокой продувки 7024 соединен с выпускным отверстием клапана высокой продувки 7022. То есть регулятор высокой продувки 7024 расположен ниже по потоку от клапана высокой продувки 7022. В одном варианте реализации изобретения регулятор высокой продувки 7024 установлен для уменьшения давления на выходе клапана высокой продувки 7022, как правило, до 5-30 фунтов/кв. дюйм в канале для движения флюидов ниже по потоку от регулятора высокой продувки 7024 и между регулятором высокой продувки 7024 и камерой продувочного газа 7054.
[00956] В одном варианте реализации изобретения канал для движения флюидов проходит от клапана низкой продувки 7016 до первичного регулятора низкой продувки 7018. В одном варианте реализации изобретения первичный регулятор низкой продувки 7018 соединен с выпускным отверстием клапана низкой продувки 7016. То есть первичный регулятор низкой продувки 7018 расположен ниже по потоку от клапана низкой продувки 7016.
[00957] В одном варианте реализации изобретения первичный регулятор низкой продувки 7018, как правило, установлен таким образом, чтобы уменьшать давление на выходе через клапан низкой продувки 7016 до около 0,5-5 фунтов/кв. дюйм в канале для движения флюидов ниже по потоку от первичного регулятора низкой продувки 7018 и между первичным регулятором низкой продувки 7018 и вторичным регулятором низкой продувки 7020.
[00958] В одном варианте реализации изобретения канал для движения флюидов проходит от первичного регулятора низкой продувки 7018 до вторичного регулятора низкой продувки 7020. В одном варианте реализации изобретения вторичный регулятор низкой продувки 7020 расположен ниже по потоку от первичного регулятора низкой продувки 7018.
[00959] В одном варианте реализации изобретения вторичный регулятор низкой продувки 7020 установлен для уменьшения давления на выходе через первичный регулятор низкой продувки 7018, как правило, до 0,1-0,5 фунта/кв. дюйм в канале для движения флюидов ниже по потоку от вторичного регулятора низкой продувки 7020 и между вторичным регулятором низкой продувки 7020 и камерой продувочного газа 7054.
[00960] В одном варианте реализации изобретения процедура сварки начинается при давлении около 0,5 фунта/кв. дюйм и во время процедуры сварки, когда утечка продувочного газа через сварочное соединение замедляется в результате сварки (например, в зависимости от того, насколько зазор между концами труб будет заварен), вторичный регулятор низкой продувки 7020 может затем быть дросселирован обратно до 0,1 фунта/кв. дюйм.
[00961] В одном варианте реализации изобретения насос 7028 с одной стороны имеет гидравлическое сообщение (через каналы для движения флюидов) с выпускным/выходным отверстием камеры продувочного газа 7054 и с другой стороны имеет гидравлическое сообщение (через каналы для движения флюидов) с кислородным датчиком 7026. В одном варианте реализации изобретения насос 7028 имеет гидравлическое сообщение с выпускным отверстием камеры продувочного газа 7054 таким образом, что насос 7028 выполнен с возможностью работать (либо непрерывно, либо периодически) для втягивания образца газа из камеры продувочного газа 7054.
[00962] В одном варианте реализации изобретения продувочный газ из резервуаров с продувочным газом 7070 используется только лишь для заполнения и поддержания продувочного газа в камере продувочного газа 7054. В одном варианте реализации изобретения сжатый воздух используется для надувания уплотнений 7046 и 7048 и для расширения зажимов 7050 и 7052. В одном варианте реализации изобретения секция привода 7006 системы продувки и проверки 7001 может содержать как резервуары с продувочным газом 7070, так и резервуары со сжатым воздухом.
[00963] На Фиг. 95 проиллюстрирована схема, показывающая поток сжатого воздуха через систему продувки и проверки 7001, при этом некоторые компоненты системы продувки и проверки 7001 не проиллюстрированы для ясности и для лучшего иллюстративного представления других компонентов и/или функций системы продувки и проверки 7001.
[00964] Поток сжатого воздуха через систему продувки и проверки 7001 на Фиг. 95 аналогичен потоку сжатого воздуха через внутреннюю сварочную систему 5004 на Фиг. 70, за исключением различий, отмеченных ниже.
[00965] В одном варианте реализации изобретения клапан 7076 расположен на канале для движения флюидов 7078. В одном варианте реализации изобретения канал для движения флюидов 7078 находится между клапаном управления задним зажимом 7058, задним зажимом 7052 и задним уплотнением 7046, а также выполнен с возможностью подавать сжатый воздух для расширения заднего уплотнения 7046 задних зажимов 7052. В одном варианте реализации изобретения один выход клапана 7076 выполнен с возможностью подачи сжатого воздуха для расширения задних зажимов 7052, а другой выход клапана 7076 выполнен с возможностью подачи сжатого воздуха для надувания заднего уплотнения 7046.
[00966] В одном варианте реализации изобретения клапан 7082 расположен на канале для движения флюидов 7084. В одном варианте реализации изобретения канал для движения флюидов 7084 находится между клапаном управления передним зажимом 7056, передним зажимом 7050 и передним уплотнением 7046, а также выполнен с возможностью подавать сжатый воздух для расширения передних зажимов 7050 и переднего уплотнения 7046. В одном варианте реализации изобретения один выход клапана 7082 выполнен с возможностью подачи сжатого воздуха для расширения передних зажимов 7050, а другой выход клапана 7082 выполнен с возможностью подачи сжатого воздуха для надувания переднего уплотнения 7046.
[00967] На Фиг. 96 проиллюстрирована схема, показывающая поток продувочного газа через систему продувки и проверки 7001, где некоторые компоненты системы продувки и проверки 7001 не проиллюстрированы для ясности и лучшего иллюстративного представления других компонентов и/или функций системы продувки и проверки 7001. Например, в одном варианте реализации изобретения в меньших системах продувки и проверки 7001 продувочный газ используется не только для заполнения и удержания продувочного газа в камере продувочного газа 7054, но и для раздувания уплотнений 7046 и 7048, а также для расширения зажимов 7050 и 7052.
[00968] Поток продувочного газа через систему продувки и проверки 7001, проиллюстрированную на Фиг. 96, аналогичен потоку продувочного газа через систему продувки и проверки 7001, проиллюстрированную на Фиг. 94, за исключением отмеченных ниже различий.
[00969] В одном варианте реализации изобретения задняя поворотная ступица 7072 имеет гидравлическое сообщение через каналы для движения флюидов с клапаном низкой продувки 7016, клапаном высокой продувки 7022 и передней поворотной ступицей 7104. В одном варианте реализации изобретения продувочный газ, хранящийся в резервуарах с продувочным газом 7070, направляется по каналам для движения флюидов в заднюю поворотную ступицу 7072, а затем через каналы для движения флюидов от задней поворотной ступицы 7072 к клапану низкой продувки 7016 и к клапану высокой продувки 7022. В одном варианте реализации изобретения продувочный газ также направляется по каналам для движения флюидов от задней поворотной ступицы 7072 к переднему поворотному узлу 7104. Передняя поворотная ступица имеет фактически такие же компоненты и такой же принцип работы, что и передняя поворотная ступица 5032, проиллюстрированная на Фиг. 25 и, следовательно, не проиллюстрирована в тех же подробностях, что и передняя поворотная ступица 5032.
[00970] В одном варианте реализации изобретения продувочный газ направляется по каналам для движения флюидов от задней поворотной ступицы 7072 к клапану управления задним зажимом 7058. В одном варианте реализации изобретения продувочный газ из клапана управления задним зажимом 7058 поступает через канал для движения флюидов 7088 для надувания заднего зажима 7048. В одном варианте реализации изобретения регулятор давления 7092 расположен на канале для движения флюидов 7090 и выполнен с возможностью автоматического отсечения потока продувочного газа от уплотнения 7048 при предварительно заданном давлении. В одном варианте реализации изобретения продувочный газ из задних зажимов 7052 принимается клапаном управления задним зажимом 7058 через канал для движения флюидов 7094 для втягивания задних зажимов 7052.
[00971] В одном варианте реализации изобретения продувочный газ направляется через каналы для движения флюидов от передней поворотной ступицы 7104 к клапану управления передним зажимом 7056. В одном варианте реализации изобретения продувочный газ из клапана управления передним зажимом 7056 подается через канал для движения флюидов 7098 для расширения передних зажимом 7050 и подается через канал для движения флюидов 7100 для надувания переднего уплотнения 7046. В одном варианте реализации изобретения регулятор давления 7102 расположен на канале для движения флюидов 7100 и выполнен с возможностью автоматического отсечения потока продувочного газа от уплотнения 7046 при заданном давлении. В одном варианте реализации изобретения продувочный газ из передних зажимов 7050 принимается клапаном управления передним зажимом 7056 по каналу для движения флюидов 7096 для втягивания передних зажимов 7050.
[00972] На Фиг. 97 проиллюстрирован частичный вид системы продувки и проверки 7001, в которой измерительный датчик 7042 и камера 7044 выполнены с возможностью проведения проверки труб изнутри, в то время как внешняя сварочная горелка 7502 внешней сварочной системы 7500 выполнена с возможностью выполнять сварку снаружи труб 1022а, 1022b. В одном варианте реализации изобретения расположенная снаружи сварочная горелка 7502 может быть установлена на внешней поверхности одной из первой трубы и второй трубы 1022а, 1022b.
[00973] Например, на Фиг. 97 проиллюстрировано идеальное выравнивание сварочной горелки 7502 с разделкой шва 7106 (вдоль продольной оси А-А труб 1022а, 1022b). На Фиг. 98 проиллюстрирован вид крупным планом сварочной горелки 7502, совмещаемой с разделкой шва 7106. Трубы 1022а, 1022b, проиллюстрированные на Фиг. 97 и 98, полностью выровнены и не имеют ступенчатого перехода.
[00974] На Фиг. 99 и 100 проиллюстрирован вид крупным планом внешней сварочной горелки внешней сварочной системы, используемой в системе предшествующего уровня техники, и системы продувки и проверки 7001, соответственно, где трубы имеют выравнивание зазора и радиального смещения (ступенчатого перехода). Например, как проиллюстрировано на Фиг. 99 и 100, трубы 1022а, 1022b имеют зазор в 1 миллиметр и радиальное смещение (ступенчатый переход).
[00975] Как проиллюстрировано на Фиг. 99, в системе предшествующего уровня техники приподнятый конец труды защищает правую сторону кромки под сварку, что приводит к уменьшению проникновения сварки. Как проиллюстрировано на Фиг. 100, внешняя сварочная система 7500, используемая совместно с системой продувки и проверки 7001, выполнена с возможностью приема данных профиля сварки (например, до, во время и после процедуры сварки) от системы продувки и проверки 7001 и выполнена с возможностью смещения, на основании полученных данных профиля сварки, своей внешней сварочной горелки 7502 и/или наклона своей внешней сварочной горелки 7502 для достижения полного проникновения сварки. Таким образом, данные профиля сварки, полученные от системы продувки и проверки 7001, могут использоваться внешней сварочной системой 7500 для улучшения сварки.
[00976] Далее описана работа системы продувки и проверки 7001. В одном варианте реализации изобретения система продувки и проверки 7001 выполнена с возможностью функционирования по повторяющемуся циклу работы.
[00977] После того как было определено, что сварка завершена на текущем сварном соединении, один или более процессоров 7062 (компьютерной системы 7060) выполнены с возможностью передачи сигналов связи в электронный продувочный модуль 7032 для управления (через управляющие сигналы) клапаном низкой продувки 7016, клапаном высокой продувки 7022 и вторичным регулятором низкой продувки 7020 для сдувания продувочных уплотнений 7046 и 7048. Один или более процессоров 7062 также выполнены с возможностью посылать сигналы связи в электронный модуль передней секции 7036 для управления/отключения (через управляющие сигналы) клапана управления передним зажимом 7056 для втягивания первого устройства зацепления 7050 в его исходное, втянутое положение и/или для сдувания продувочного уплотнения 7046. Один или более процессоров 7062 также выполнены с возможностью отправки сигналов связи в электронный модуль центральной секции 7040 для управления/отключения (через управляющие сигналы) клапана управления задним зажимом 7058 для втягивания второго устройства зацепления 7052 в его исходное, втянутое положение и/или для сдувания продувочных уплотнений 7048. Система продувки и проверки 7001 (включая продувочные уплотнения 7046 и 7048 и зажимы 7050 и 7052) должны быть перемещены к следующему сварному соединению.
[00978] В одном варианте реализации изобретения один или более процессоров 7062 выполнены с возможностью отправки сигналов связи в электронный модуль секции привода 7064 для управления (через управляющие сигналы) приводными двигателями 7068 для ускорения системы продувки и проверки 7001 для перемещения на заданной скорости, а затем замедления и остановки на следующем сварном соединении. В одном варианте реализации изобретения заданная скорость, с которой ускоряется система продувки и проверки 7001, может составлять 6 футов/секунду.
[00979] Когда второе устройство зацепления 7052 расположено на следующем сварном соединении, электронный модуль секции привода 7064 посылает сигналы связи в электронный продувочный модуль 7032 для проверки выравнивания с концом трубы. В одном варианте реализации изобретения электронный продувочный модуль 7032 выполнен с возможностью контроля (включения) одного или более проверочных датчиков 7042 для обнаружения того, где второе устройство зацепления 7052 связано с концом трубы. В одном варианте реализации изобретения поворотная ступица 7012 может не работать, когда один или более измерительных датчиков 7042 обнаруживают, где второе устройство зацепления 7052 связано с концом трубы.
[00980] В одном варианте реализации изобретения электронный продувочный модуль 7032 выполнен с возможностью отправки измеренных данных расстояний в электронный модуль секции привода 7064. В одном варианте реализации изобретения электронный модуль секции привода 7064 выполнен с возможностью управления (через управляющие сигналы) приводными двигателями 7068 для перемещения второго устройства зацепления 7052 согласно измеренным данным расстояний.
[00981] В одном варианте реализации изобретения, когда второе устройство зацепления 7052 выровнена надлежащим образом и расположено относительно конца трубы, электронный модуль секции привода 7064 выполнен с возможностью передачи сигналов связи в электронный модуль центральной секции 7040, так что система продувки и проверки 7001 контроля находится в требуемом положении на следующем сварном соединении. В одном варианте реализации изобретения электронный модуль центральной секции 7040 управляет (открывает посредством управляющих сигналов) клапаном управления задним зажимом 7058 для подъема второго устройства зацепления 7052 и захвата старой/существующей трубы. В одном варианте реализации изобретения электронный модуль центральной секции 7040 управляет клапаном управления задним зажимом 7058 для одновременного надувания заднего уплотнения 7048.
[00982] Затем следующий/новый сегмент трубы 1002а вводится и подвигается по передней секции 7002 системы продувки и проверки 7001 в требуемое положение рабочей бригадой. В это время один или более процессоров 7062 выполнены с возможностью отправки сигналов связи в электронный продувочный модуль 7032 для управления одним или более измерительных датчиков 7042 для проверки выравнивания труб. В одном варианте реализации изобретения один или более процессоров 7062 могут поворачивать поворотную ступицу 7012 для выполнения измерений в множестве местоположений.
[00983] Если данные выравнивания трубы находятся в пределах заданного допуска, электронный продувочный модуль 7032 посылает сигналы связи в передний электронный модуль 7036 для приведения в действие и управления передним зажимом 7050. В одном варианте реализации изобретения передний электронный модуль 7036 контролирует/открывает (через управляющие сигналы) клапан управления передним зажимом 7056 для подъема первого устройства зацепления 7052 и захвата нового сегмента трубы 1002а. В одном варианте реализации изобретения передний электронный модуль 7036 контролирует/открывает (через управляющие сигналы) клапан управления передним зажимом 7056 для одновременного раздувания переднего уплотнения 7046.
[00984] Если данные выравнивания трубы находятся в пределах заданного допуска, электронный продувочный модуль 7032 посылает сигналы связи (сообщение) одному или более процессорам 7062, идентифицирующие несовпадение между трубами 1022a, 1022b. В одном варианте реализации изобретения эта информация может быть передана оператору крана обычно принятыми ручными сигналами оператора крана или в виде электронного сигнала на терминал компьютерного дисплея в кабине крана.
[00985] После того как труба зажата, один или более процессоров 7062 выполнены с возможностью отправки сигналов связи в электронный продувочный модуль 7032 для управления одним или более измерительными датчиками 7042 для измерения зазора и радиального смещения (ступенчатого перехода) во множестве точек вдоль окружности сварного соединения. В одном варианте реализации изобретения эти данные сообщаются одному или более процессорам 7062 и сравниваются с допускаемыми допусками.
[00986] Если подгонка соединения (то есть зазор и радиальное смещение (ступенчатого перехода)) находится в пределах заданного допуска, либо один или более процессоров 7062, либо электронный продувочный модуль 7032 посылает(ют) сигналы связи оператору, указывающие, что сварку можно начать.
[00987] Если подгонка соединения (то есть зазор и радиальное смещение (ступенчатого перехода)) не находится в пределах заданного допуска, то оператору отправляется предупреждение, и он может перезапустить последовательность зажима или отменить предупреждение.
[00988] В одном варианте реализации изобретения электронный продувочный модуль 7032 выполнен с возможностью передачи управляющих сигналов в клапан высокой продувки 7022 для открытия и регулирования регулятора высокой продувки 7024. В одном варианте реализации изобретения электронный продувочный модуль 7032 выполнен с возможностью непрерывного контроля показаний уровня содержания кислорода в камере продувочного газа 7054 посредством кислородного датчика 7026. Когда результаты измерений кислородного датчика 7026 ниже заданного значения содержания кислорода (например, 500 ppm), электронный продувочный модуль 7032 выполнен с возможностью отправки управляющих сигналов в клапан высокой продувки 7022 для закрытия и открытия клапана низкой продувки 7016. В одном варианте реализации изобретения данные измерений кислородного датчика 7026 должны находиться в пределах заданного диапазона (например, от 50 до 100 ppm).
[00989] В одном варианте реализации изобретения, в то время как клапан высокой продувки 7022 открыт, электронный продувочный модуль 7032 вместе с электронным модулем передней секции 7036 и электронным модулем центральной секции 7040 выполнены с возможностью использования одного или более измерительных датчиков 7042 для измерения зазора и ступенчатого перехода сварного соединения в нескольких точках вдоль окружности сварного соединения. Результаты сканирования сообщаются одному или более процессорам 7062 для предварительного программирования внешней сварочной системы 7500.
[00990] В одном варианте реализации изобретения, после того как клапан низкой продувки 7016 закрыт, вторичный регулятор низкой продувки 7020 выполнен с возможностью поддержания постоянного заданного давления в камере продувочного газа 7054. В одном варианте реализации изобретения вторичный регулятор низкой продувки 7020 выполнен с возможностью поддержания давления в диапазоне от 0,1 до 0,5 фунта/кв. дюйм и выполнен с возможностью прекращения своей работы, когда давление превышает 0,5 фунта/кв. дюйм.
[00991] В одном варианте реализации изобретения давление начинается с относительно высокого значения (например, 5 фунтов/кв. дюйм) и постепенно переходит к более низким значениям при продолжении сварки. В одном варианте реализации изобретения вторичный регулятор низкой продувки 7020 может содержать датчик давления, который выполнен с возможностью связи с одним или более процессорами 7062. В одном варианте реализации изобретения датчик давления выполнен с возможностью измерения давления продувочного газа в продувочной камере 7054 и отправки данных давления, которые указывают на давление продувочного газа в продувочной камере 7054, одному или более процессорам 7062. В одном варианте реализации изобретения один или более процессоров 7062 выполнены с возможностью приема данных давления, сравнения полученных данных давления с заданным значением давления и генерирования сигнала избыточного давления в случае, когда данные давления превышают заданное значение давления 0,5 фунт/кв. дюйм. В одном варианте реализации изобретения, исходя из сигнала избыточного давления, система продувки и проверки 7100 может быть выполнена с возможностью открытия конструкции выпускного клапана для спуска давления в продувочной камере 7054 до тех пор, пока измеренное давление не опустится ниже заданного значения давления. В одном варианте реализации изобретения, исходя из сигнала избыточного давления, система продувки и проверки 7100 может быть выполнена с возможностью передачи сигналов связи во внешнюю сварочную систему для прекращения процедуры сварки.
[00992] В одном варианте реализации изобретения в фал отправляются сигналы связи о том, что достигнут надлежащий уровень продувочного газа и можно начинать выполнение процедуры сварки. В одном варианте реализации изобретения оператор посылает внешней сварочной системе 7500 команды начинать выполнение процедуры сварки. В одном варианте реализации изобретения одним или более процессоров 7062 во внешнюю сварочную систему 7500 автоматически отправляются команды начать выполнение процедуры сварки.
[00993] В одном варианте реализации изобретения электронный продувочный модуль 7032 вместе с электронным модулем передней секции 7036 и электронным модулем центральной секции 7040 выполнены с возможностью использования одного или более измерительных датчиков 7042 для измерения зазора и ступенчатого перехода сварного соединения на небольшом расстоянии впереди от того места, где в настоящее время наружной сварочной системой 7500 выполняется сварка. В одном варианте реализации изобретения данные проверки могут быть переданы в режиме реального времени измерительным датчиком 7042 одному или более процессорам 7062, которые используют эти данные проверки для отправки обновленных параметров сварки во внешнюю сварочную систему 7500.
[00994] В одном варианте реализации изобретения внешняя сварочная система 7500 выполнена с возможностью передачи данных о своем положения одному или более процессорам 7062, которые передают данную информацию в электронный продувочный модуль 7032, так что электронный продувочный модуль 7032 может поддерживать надлежащее давление в камере продувочного газа и соответственно контролировать положение измерительного датчика 7042.
[00995] В одном варианте реализации изобретения процедура сварки может выполняться несколькими различными способами.
[00996] В одном варианте реализации изобретения процедура сварки может выполняться сверху вниз на одной стороне труб, а затем сверху вниз на другой стороне труб. В одном варианте реализации изобретения первая сварка заканчивается до начала второй сварки. В этой ситуации измерительный датчик 7042 выполняет сканирование перед сваркой в режиме реального времени.
[00997] В одном варианте реализации изобретения процедура сварки может выполняться сверху вниз на каждой стороне трубы, при этом вторая сварка начинается до завершения второй сварки. В одном варианте реализации изобретения измерительный датчик 7042 сканирует расстояние впереди места выполнения одной сварки быстрее, чем перемещается сварочный аппарат, а затем быстро меняет положение и переключается на другую сварку для ее сканирования. В одном варианте реализации изобретения измерительный датчик 7042 может переключаться между двумя местами сварки до тех пор, пока не завершиться первая сварка.
[00998] В одном варианте реализации изобретения процедура сварки может выполняться вдоль всей трубы вокруг в один проход, при этом измерительный датчик 7042 сканирует на небольшом расстоянии перед местом выполнения сварки.
[00999] В одном варианте реализации изобретения после завершения сварки поворотная ступица 7012 продолжает поворачиваться, в то время как электронный продувочный модуль 7032 с помощью измерительного датчика 7042 и камеры 7044 проверяет выполнение сварки. В одном варианте реализации изобретения данные проверки сварки сообщаются одному или более процессорам 7062.
[001000] В одном варианте реализации изобретения, если в данных проверки сварки обнаружены один или более дефектов сварки, эти дефекты сварки можно устранить, в то время как зажимы 7050 и 7052 все еще находятся в требуемом положении, а камера продувочного газа 7054 все еще заполнена инертным газом.
[001001] В одном варианте реализации изобретения, после того как проверка и любые ремонтные работы завершены и подтверждены оператором, оператор отправляет в электронный модуль передней секции 7036 и электронный модуль центральной секции 7040 команду отключения клапанов управления переднего и заднего зажимов 7056 и 7058, опускания/втягивания башмаков зажима 7050 и 7052 и сдувания уплотнений 7046 и 7048.
[001002] В одном варианте реализации изобретения один или более процессоров 7062 системы продувки и проверки 7100 могут быть функционально связаны с передним электронным модулем системы продувки и проверки 7100, электронным продувочным модулем 7032, электронным модулем центральной секции системы продувки и проверки 7100 и электронным модулем секции привода 7064.
[001003] В одном варианте реализации изобретения полевая система по настоящей патентной заявке может содержать один или более распределителей/узлов/маршрутизаторов, выполненных с возможностью передачи данных, сигналов управления и сигналов связи между одним или более процессоров 5140 или 7062 и одним или более электронных модулей, описанных в настоящей заявке.
[001004] Во время выполнения процедур формирования трубопровода (например, в морских или наземных (береговых) вариантах применения одна секция трубы 1022a или 1022b соединена с другой секцией трубы 1022b или 1022a при сварке плетей трубопровода (местоположение, в котором две секции трубы свариваются друг с другом) путем выравнивания двух противолежащих концов секций трубы по отношению друг к другу и образования сварочного соединения 1026. Такое сварочное соединение 1026 соединяет обе секции трубы 1022а, 1022b на их противолежащих концах таким образом, что сварочное соединение 1026 дает герметичное гидравлическое уплотнение и, таким образом, создает непрерывный канал для движения флюидов между двумя соединенными секциями трубы. Каждая из секций трубы 1022а, 1022b может быть довольно длинной (например, сотни или тысячи футов, или даже вплоть до 1 мили длины), что затрудняет обеспечение внутреннего охлаждения внутри секций трубы 1022a, 1022b на месте или вблизи места сварки плетей трубопровода после того, как было образовано сварное соединение 1026. В частности, размещение охлаждающего устройства, а также удаление такого устройства изнутри секций трубы 1022а, 1022b для охлаждения в месте сварного соединения 1026 может представлять собой сложную задачу.
[001005] Внутренняя система охлаждения по настоящему изобретению обеспечивает внутреннее охлаждение внутри секций трубы 1022а, 1022b после того, как секции труб скреплены друг с другом через сварное соединение 1026. В одном варианте реализации изобретения внутренняя система охлаждения может быть внутренним теплообменником, который может упоминаться как «IHEX». В одном варианте реализации изобретения внутренняя система охлаждения содержит секцию охлаждения для обеспечения непосредственного охлаждения внутренних участков поверхности секций трубы 1022A, 1022b, и секцию управления или контроллер, который(ая) выполнен(а) с возможностью управления компонентами секции охлаждения и дополнительно выполнен(а) с возможностью содействия подвижности внутренней системы охлаждения внутри участков трубы 1022а, 1022b. В одном варианте реализации изобретения секция охлаждения использует охлаждающий агент для обеспечения охлаждения внутри трубных секций 1022a, 1022b. В одном варианте реализации изобретения внутренняя система охлаждения может также содержать секцию подачи охлаждающего агента, содержащую охлаждающий агент, который подается в секцию охлаждения во время работы внутренней системы охлаждения. В одном варианте реализации изобретения внутренняя система охлаждения по настоящей патентной заявке содержит механизм, выполненный с возможностью внутреннего охлаждения секций трубы 1022a, 1022b после их сваривания друг с другом, а также механизм для размещения внутренней системы охлаждения внутри и извлечения внутренней системы охлаждения из секций трубы 1022а, 1022b во время процесса формирования трубопровода, что приводит к сокращению времени, необходимого для охлаждения секций трубы после нагрева, а также ускорению процесса работы на рабочих станциях, используемых для изготовления.
[001006] На Фиг. 104 проиллюстрирована приводимая в качестве примера внутренняя система охлаждения 2010 по настоящей патентной заявке. В одном варианте реализации изобретения внутренняя система охлаждения 2010 содержит подходящий жесткий каркас, в котором размещаются компоненты внутренней системы охлаждения, причем данный каркас содержит множество продольных или продольно расположенных штанг 2019, 2021, выполненных из одного или более подходящих материалов (например, металла, такого как сталь, или других подходящих жестких и долговечных материалов), и имеет подходящую конфигурацию, позволяющую вставлять каркас внутрь секций трубы для содействия внутреннему охлаждению внутри секций трубы 1022а, 1022b.
[001007] Первая секция 2011 каркаса содержит один или более источников подачи охлаждающего агента 2012, содержащих один или более резервуаров (один резервуар проиллюстрирован на Фиг. 104), закрепленных в первой секции 2011. Резервуары источника подачи охлаждающего агента могут содержать любой подходящий охлаждающий агент, включая, но не ограничиваясь ими, воду и криогенную жидкость, такую как жидкий аргон или жидкий азот, и т.д. Вторая секция охлаждения 2016 закреплена в промежуточном месте каркаса рядом с первой секцией 2011 и сообщается с источником питания охлаждающей жидкости 2012 через подходящую конструкцию клапана 2014 (например, проиллюстрированную на Фиг. 104 как один или более клапанов, регуляторов, совокупностей труб и т.д.), которая облегчает подачу охлаждающего агента из источника подачи охлаждающего агента 2012 в выпускные форсунки 2007 секции охлаждения 2016 при одном или более подходящих давлениях и/или расходах жидкости.
[001008] Третья секция 2018 каркаса расположена рядом с секцией охлаждения 2016 и содержит множество штанг 2021, которые образуют изолированный корпус, окружающий контроллер 2020. Пневматическая и/или электронная приводная система 2022 также может быть по меньшей мере частично размещена внутри третьей секции 2018 и может содержать один или более роликов 2025 с управлением посредством двигателя и/или любую другую подходящую самодвижущуюся конструкцию (конструкции), выполненную(ые) с возможностью зацепления с участками внутренней поверхности секций трубы, когда внутренняя система охлаждения 2010 располагается внутри таких секций трубы для управления перемещением внутренней системы охлаждения 2010 в направлениях вперед и назад внутри секций трубы во время выполнения процедур, описанных в данном документе. В одном варианте реализации изобретения система привода 2022 может быть связана (например, посредством проводной или беспроводной связи) с контроллером 2020 для содействия управлению через контроллер 2020 перемещениями вперед и назад внутренней системы охлаждения 2010 во время выполнения процедур (например, управление двигателем приводной системы 2022 посредством контроллера 2020 осуществляет управление вращением ролика(ов) и, таким образом, перемещением вперед или назад внутренней системы охлаждения 2010). В одном варианте реализации изобретения система привода 2022 может быть фактически заключена внутри и/или представлять собой часть каркаса внутренней системы охлаждения 2010. В одном варианте реализации изобретения система привода 2022 может содержать конструкцию, выходящую за пределы каркаса. В одном варианте реализации изобретения система привода 2022 может содержать подходящую кабельную конструкцию, которая проходит от внутренней системы охлаждения 2010 через одну или более секций трубы до открытого конца секции трубы, где кабельная конструкция используется для содействия перемещению вперед и/или назад внутренней системы охлаждения 2010 внутри секций трубы (например, посредством лебедочной конструкции, предусмотренной внутри каркаса внутренней системы охлаждения и/или в закрепленном месте вне секций трубы и соединенной с кабельной конструкцией). В одном варианте реализации изобретения ролики также могут быть предусмотрены на одном конце внутренней системы охлаждения 2010 (например, ролики 2023, предусмотренные на кабельном наконечнике первой секции каркаса 2011, как проиллюстрировано на Фиг. 104) для повышения подвижности внутренней системы охлаждения 2010 в секциях труб 1022a, 1022b.
[001009] В одном варианте реализации изобретения контроллер 2020 может содержать по меньшей мере один подходящий процессор, который управляет операциями внутренней системы охлаждения 2010 посредством подходящих управляющих логических команд, хранящихся в памяти контроллера, а также электронных сигналов, предоставляемых дистанционно через другой пользовательский интерфейс, расположенный на подходящем расстоянии от внутренней системы охлаждения. В одном варианте реализации изобретения контроллер 2020 может быть выполнен с возможностью связи с устройством дистанционного управления, которое управляется пользователем (например, компьютером, устройством ручного управления или любым другим подходящим электронным устройством) посредством электронных сигналов, при этом электронные сигналы передаются по беспроводной или проводной связи между контроллером 2020 и устройством дистанционного управления. В одном варианте реализации изобретения устройство дистанционного управления проиллюстрировано на Фиг. 104 как компьютер 2030 (например, ноутбук, записная книжка, персональный цифровой помощник, смартфон и т.д.), который связывается с контроллером 2020 по линии беспроводной связи (проиллюстрированной пунктирной линией на Фиг. 104). Связь посредством электронных сигналов может включать в себя двухстороннюю связь между контроллером 2020 и устройством дистанционного управления таким образом, что контроллер 2020 выполнен с возможностью предоставления устройству дистанционного управления информации (такой как информация об измеренной внутренней температуре и/или других типах измеряемых условий внутри секций труб), а также полученной управляющей информации для выполнения операций дистанционного управления внутренней системы охлаждения 2010.
[001010] В одном варианте реализации изобретения один или более электронных датчиков 2017 могут быть предусмотрены в одном или более подходящих мест внутри каркаса внутренней системы охлаждения и могут сообщаться (посредством проводной или беспроводной связи) с контроллером 2020 для предоставления информации об условиях внутри секций труб во время выполнения процедур. Например, в одном варианте реализации изобретения один или более электронных датчиков 2017 могут включать в себя один или более датчиков температуры (например, инфракрасные датчики температуры, датчики температуры RTD, термопары и т.д.), которые могут быть предусмотрены в одном или более различных мест в первой секции 2011, секции охлаждения 2016 и/или третьей секции 2018 внутренней системы охлаждения 2010, при этом датчики температуры выполнены с возможностью измерения температуры и предоставления информации о такой измеренной температуре контроллеру 2020 во время выполнения процедур. В одном варианте реализации изобретения один или более электронных датчиков 2017 содержат датчики давления и/или датчики расхода жидкости, которые могут быть предусмотрены в одном или более подходящих мест в резервуаре(ах) 2012 источника охлаждающего агента 2012 в клапанной конструкции 2014 и/или вблизи выпускных форсунок 2007 секции охлаждения 2016, при этом данные измеренного давления и/или расхода жидкости предоставляются такими датчиками контроллеру 2020 во время выполнения процедур. Следует принимать во внимание, что датчики 2017 могут также включать в себя комбинацию датчиков температуры и давления. В одном варианте реализации изобретения одна или более камер 2027, управляемых контроллером 2020 (и дистанционно управляемых с помощью устройства дистанционного управления), также могут быть предусмотрены в одном или более подходящих мест для облегчения просмотра внутри секций труб (например, для определения подходящего места для размещения внутренней системы охлаждения 2010 внутри секций труб 1022a, 1022b во время выполнения процедур). Приводимые в качестве примера датчики давления/температуры и/или камеры в общем проиллюстрированы в местоположениях 2017 и 2027 на Фиг. 104.
[001011] В одном варианте реализации изобретения внутренняя система охлаждения 2010 может содержать подходящий источник питания для обеспечения электроэнергией контроллера 2020, системы привода 2022, электронных датчиков, клапанной конструкции 2014 (например, для управления посредством электронной связи одним или более клапанами и, таким образом, управления потоком охлаждающего агента из источника питания охлаждающего агента 2012 в секцию охлаждения 2016). В одном варианте реализации изобретения источник электропитания может содержаться внутри каркаса внутренней системы охлаждения (например, одна или более батарей могут располагаться в батарейном блоке, предусмотренном в третьей секции 2018 или в любом другом подходящем месте внутри каркаса внутренней системы охлаждения). В одном варианте реализации изобретения источник электропитания может располагаться за пределами секций труб, при этом электрический кабель соединяет источник электропитания с внутренней системой охлаждения 2010 для обеспечения электроэнергией различных компонентов внутренней системы охлаждения.
[001012] В одном варианте реализации изобретения секция охлаждения 2016 может содержать любую подходящую конструкцию, которая облегчает охлаждение посредством теплообмена с внутренней частью сварного шва, а также с другими частями внутренней стенки секций трубы. В одном варианте реализации изобретения предусмотрена подача охлаждающего агента из источника подачи охлаждающего агента 2012 через клапанную секцию 2014 в секцию охлаждения 2016. В одном варианте реализации изобретения секция охлаждения 2016 содержит множество форсунок 2007, расположенных вокруг внешней периферии секции охлаждения 2016, для содействия движению потока охлаждающего агента с подходящей скоростью потока (контролируемому клапанной секцией 2014 клапана и конструкцией форсунки в секции выпускных форсунок охлаждения 2007) из секции охлаждения 2016 в направлении внутренних поверхностей сварного соединения и других внутренних частей обеих соединенных секций трубы.
[001013] Работа внутренней системы охлаждения 2010 в связи с процедурами сварки трубопровода далее описана со ссылкой на Фиг. 105-107. Две секции труб 1022а, 1022b выровнены друг с другом в осевом направлении при подготовке сварки открытого конца первой секции трубы 1022а напротив открытого конца второй секции трубы 1022b. В одном варианте реализации изобретения обе секции трубы 1022а, 1022b могут удерживаться в таком выравнивании зажимом плетей трубопровода (не проиллюстрирован на Фиг. 105-107). Подходящий зажим плетей трубопровода (например, зажимы 5302 (расположенные снаружи от трубы), описанные в другом месте этой заявки), могут быть прикреплены снаружи к торцевым концам секций трубы 1022a, 1022b, чтобы удерживать секции 1022a, 1022b на месте в отношении друг к другу во время выполнения процедуры сварки. В одном варианте реализации изобретения внутренний зажим плетей трубопровода (например, внутренние зажимы 5142, 5144 (расположенные внутри трубы), раскрытые в другом месте этой заявки) могут использоваться для удержания торцевых концов на месте во время выполнения процедуры сварки. Оба типа зажимов плетей трубопровода (внешних и внутренних) известны в области техники сварки труб и поэтому не описаны в данном документе более подробно. После того как зажим плетей трубопровода применяется для удержания концов секций трубы 1022а, 1022b на месте относительно друг друга, формируется сварочное соединение 1026 в местоположении сварки (то есть на обоих противолежащих открытых концах первой и второй секции труб). Сварочное соединение 1026 выполнено таким образом, как описано подробно выше, и может содержать проход при заварке корня шва, слой сварного горячего прохода, сварочный(е) слой(и) заполняющего прохода и сварочный слой облицовочного прохода для обеспечения образования надлежащего сварного соединения. В одном варианте реализации изобретения формирование сварного соединения 1026 может включать в себя предварительный нагрев противолежащих концов первой и второй секций труб 1022a, 1022b до минимальной температуры около 150°C. Остальная часть процедуры сварки может привести к повышению температуры вокруг сварного соединения вплоть до температуры около 300°С. После того как сварное соединение 1026 сформировано, сварное соединение 1026 обычно проходит AUT (автоматическое ультразвуковое тестирование) и/или проверяется рентгенографическим методом, как описано в другом месте настоящей заявки, для подтверждения качества/целостности сварного соединения 1026. В одном варианте реализации изобретения проверка сварки AUT может не проводиться при температуре выше диапазона от около 50°C до около 75°C (Tmax), где Tmax является самой высокой температурой, при которой может быть эффективно проведена проверка. Кроме того, процедура проверки сварки AUT в процессе изготовления трубы должна быть остановлена до тех пор, пока температура сварного соединения 1026 не снизится до температуры, близкой к такому диапазону температур проверки. Внутренняя система охлаждения по настоящему изобретению выполнена с возможностью убирания тепла из зоны сварки, чтобы снизить температуру области сварки трубы по меньшей мере до приемлемой температуры проверки AUT (Tmax).
[001014] В одном варианте реализации изобретения после процедуры проверки сварки изоляция сварного соединения (FJC) также применяется к внешним участкам секций трубы 1022a, 1022b, окружающим сварное соединение 1026, чтобы обеспечить изоляционный барьер для предотвращения или сведения к минимуму коррозии в зонах сварки. Такая изоляция может, как правило, эффективно применяться только при температуре трубы выше минимальной температуры трубы Tmin. Поэтому температура в сварной зоне повышается до тех пор, пока температура трубы в области сварки, подлежащей изоляции, опять не поднимется до температуры около 220-240°C (Tmin), где Tmin является самой низкой температурой, при которой изоляция может быть эффективно нанесена в области изоляции.
[001015] После процедуры нанесения покрытия/изоляции труба может быть намотана на катушку для установки в полевых условиях. Однако при температурах около Tmin процедура намотки на катушку не может быть эффективно выполнена с сохранением целостности сварного шва. Следовательно, процедура изготовления труб опять может быть остановлена до тех пор, пока температура трубы постепенно естественным образом (относительно температуры окружающей среды) не опустится от Tmin до приемлемой температуры намотки (Tmax), где Tmax является наивысшей/максимальной температурой, при которой труба может быть эффективно намотана на катушку. В одном варианте реализации изобретения внутренняя система охлаждения по настоящему изобретению выполнена с возможностью повторного удаления тепла из области сварки для снижения температуры до максимальной температуры от около 50 до около 75°C (Tmax), приемлемой для эффективной намотки (намотки трубы на катушку). Поэтому внутренняя система охлаждения по настоящей заявке выполнена с возможностью снижения температуры перед процедурой проверки сварки и/или снижения температуры до процедуры намотки, чтобы свести к минимуму время, необходимое для сварки, проверки, изоляции и намотки плетей сегментов труб.
[001016] В течение периода эксплуатации, когда секции труб 1022а, 1022b свариваются друг с другом (с последующим нанесением покрытия/изоляции), внутренняя система охлаждения 2010 загружается в открытый конец секции трубы 1022а, как проиллюстрировано на Фиг. 105. В одном варианте реализации изобретения одна или обе секции 1022а, 1022b труб могут содержать один узел трубы. В другом варианте реализации изобретения одна из секций трубы 1022а, 1022b может содержать множество узлов труб, сваренных друг с другом. В одном варианте реализации изобретения, когда одна из секций трубы 1022A или 1022b содержит множество узлов труб, уже сваренных друг с другом, может быть желательным загрузить внутреннюю систему охлаждения 2010 в секцию трубы 1022a или 1022b, содержащую один узел трубы (или секцию трубы с наименьшей длиной), чтобы сократить время, необходимое для того, чтобы внутренняя система охлаждения 2010 в составе секции трубы достигла местоположения сварки плетей трубопровода. Таким образом, в одном варианте реализации изобретения секция трубы 1022а может содержать один узел трубы, который соединяют с более длинной секцией трубы, представленной секцией трубы 1022b (например, два или более узлов трубы, соединенных посредством сварных соединений).
[001017] В одном варианте реализации изобретения внутренняя система охлаждения 2010 загружается в открытый конец секции трубы 1022а (то есть конец, который находится напротив открытого конца, противолежащего открытому концу секции трубы 1022b, которая определяет местоположение сварки плетей трубопровода) таким образом, что первая секция 2011 каркаса внутренней системы охлаждения служит выступает в качестве переднего конца и, таким образом, входит сперва в секцию трубы 1022а. В одном варианте реализации изобретения внутренняя система охлаждения 2010 перемещается (перемещаемая вместе с первой секцией 2011) внутри секции трубы 1022а в подходящее местоположение вблизи местоположения сварки плетей трубопровода, как проиллюстрировано на Фиг. 106. В одном варианте реализации изобретения контроллер 2020 (которым может дистанционно управлять пользователь) выполнен с возможностью управления работой системы привода 2022 (например, путем управления одним или более двигателями, которые вводят ролики 2025 в контакт с частями внутренней стенки секции трубы 1022а), чтобы облегчить продвижение внутренней системы охлаждения 2010 внутри секции трубы 1022а по направлению к месту сварки плетей трубопровода. После того как достигнуто подходящее место вблизи к месту сварки плетей трубопровода (например, местоположение внутренней системы охлаждения, как проиллюстрировано на Фиг. 106), контроллер 2020 может управлять системой привода 2022 так, чтобы остановить дальнейшее перемещение внутренней системы охлаждения 2010 до тех пор, пока не начнется выполнение процедур охлаждения. Например, камера 2027, смонтированная в подходящем месте на первой секции 2011 и которой управляет контроллер 2020, может предоставлять видеоизображения устройству дистанционного управления таким образом, чтобы пользователь мог определить, насколько близко к сварному соединению 1026 находится внутренняя система охлаждения. В одном варианте реализации изобретения, в комбинации с видеоизображениями, предоставляемыми камерой 2027, один или более датчиков температуры 2017, подходящим образом размещенных на каркасе внутренней системы охлаждения 2010, измеряют внутреннюю температуру в секции трубы 1022а и предоставляют информацию о такой температуре контроллеру 2020. В случае, когда одна или более измеренных температур достигают порогового значения (например, около 100°C или выше), это может указывать на то, что внутренняя система охлаждения 2010 достигла места вблизи сварного соединения 1026. Может также использоваться любой другой подходящий механизм для обеспечения подходящей индикации местоположения внутренней системы охлаждения 2010 в секции трубы 1022а во время ее перемещения по направлению к месту сварки плетей трубопровода.
[001018] После достижения требуемого местоположения, которое находится в непосредственной близости к или рядом с местом сварки плетей трубопровода, может быть выполнена процедура охлаждения после того, как было сформировано сварное соединение 1026 и до того, как была (при необходимости) осуществлена проверка AUT/рентгенографией. В одном варианте реализации изобретения процедура охлаждения может быть выполнена после того, как трубу повторно нагревают для нанесения внешнего покрытия, и тогда (если требуется) применяют FJC. В одном варианте реализации изобретения, когда внутренняя система охлаждения 2010 достигает подходящего местоположения в секции трубы 1022а, которое находится вблизи места сварки плетей трубопровода, и до завершения процедуры сварки внутренняя система охлаждения 2010 удерживается в своем положении и готова к использованию с целью охлаждения, как только будет завершена процедура сварки или повторного нагрева. Процедура охлаждения выполняется путем первичного размещения секции 2016 охлаждения в подходящем месте (например, относительно сварного соединения 1026, как проиллюстрировано на Фиг. 107). Это может быть достигнуто путем продвижения внутренней системы охлаждения 2010 из ее местоположения, проиллюстрированного на Фиг. 106, к ее местоположению, проиллюстрированному на Фиг. 107, посредством контроллера 2020 (который управляется пользователем через устройство дистанционного управления), управляющего системой привода 2022 до тех пор, пока внутренняя система охлаждения 2010 не окажется в требуемом местоположении. Перемещение в такое местоположение (например, как проиллюстрировано на Фиг. 107) может быть достигнуто на основании видеоизображений внутри секций трубы 1022а, 1022b, которые предоставляются устройству дистанционного управления, при этом данные от датчика температуры посылается в устройство дистанционного управления и/или через любое другое подходящее устройство.
[001019] При достижении требуемого местоположения внутри секций труб 1022a, 1022b (например, там, где секция охлаждения 2016 расположена в непосредственной близости от сварного соединения 1026, как проиллюстрировано на Фиг. 107), контроллер 2020 (который может управляться пользователем через устройство дистанционного управления) управляет работой клапанной конструкции 2014 (например, посредством управления одним или более электронных клапанов), чтобы содействовать продвижению потока охлаждающего агента из источника подачи охлаждающего агента 2012 при подходящем давлении и/или расходе в секцию охлаждения 2016, где охлаждающий агент течет из форсунок 2007, расположенных в секции охлаждения 2016 и соответствующим образом ориентированных так, чтобы направлять поток охлаждающего агента от секции охлаждения 2016 к частям внутренней поверхности стенок внутри секций труб 1022a, 1022b. Датчик (датчики) температуры контролирует внутреннюю температуру внутренней системы охлаждения 2010 внутри секций труб 1022a, 1022b и предоставляет информацию об измеренной температуре контроллеру 2020. При достижении достаточной температуры внутри секций трубы 1022a, 1022b (измеренной с помощью датчика (датчиков) температуры, например, температуры Tmax°C или ниже) контроллер 2020 может управлять клапанной конструкцией 2014 для прекращения потока охлаждающего агента в секцию охлаждения 2016.
[001020] В одном варианте реализации изобретения внутренняя система охлаждения 2010 может перемещаться в направлении вперед или назад посредством управления приводной системой 2022 через контроллер 2020 для обеспечения выполнения дополнительных процедур охлаждения (по необходимости и на основании измеренных температур внутри труб) в других местах вдоль внутренних частей стенки секции трубы 1022а и/или секции трубы 1022b. Внутренняя система охлаждения 2010 может быть выведена из соединенных секций трубы 1022a, 1022b, когда было определено, что достигнуто достаточное охлаждение. Например, внутренняя система охлаждения 2010 может быть перемещена в обратном направлении, или назад, путем управления приводной системой 2022 через контроллер 2020 для перемещения по направлению к свободному и открытому концу секции трубы 1022а таким образом, чтобы третья секция 2018 выходила сначала из секции трубы 1022a. Затем может быть выровнена другая секция трубы (внутренняя система охлаждения может оставаться внутри секции 1022а, в то время как новая секция подогнана к 1022а) со свободным и открытым концом секции трубы 1022а (на данном этапе соединенным посредством сварного соединения 1026 с секцией трубы 1022b) для образования места сварки плетей трубопровода, и затем повторяется процесс, в котором внутренняя система охлаждения 2010 входит через свободный и открытый конец дополнительной секции трубы и продвигается к месту сварки плетей трубопровода для выполнения процедур охлаждения на сварном соединении, образующемся между секциями труб.
[001021] Хотя приводная система 2022, проиллюстрированная в варианте реализации изобретения, проиллюстрированном на Фиг. 104-107, содержит ролики 2025, управляемые системой двигателя, которая управляется контроллером 2020, приводная система 2022 для внутренней системы охлаждения может также применять любой подходящий механизм, способный обеспечивать управляемые пользователем перемещения внутренней системы охлаждения внутри секций трубы. Например, могут быть применены одна или более систем кабелей/лебедок, в которых могут быть предусмотрены одна или более лебедок как часть внутренней системы охлаждения и/или расположены в одной или более опорных точек, которые являются внешними по отношению к секциям трубы. Кабель проходит между каждой лебедкой и точкой соединения (либо во внутренней системе охлаждения, либо в точке соединения вне секций трубы) таким образом, чтобы облегчить размещение внутренней системы охлаждения внутри и/или вывода внутренней системы охлаждения из секций трубы во время выполнения процедур.
[001022] Следует отметить, что процедуры, описанные выше в отношении внутренней системы охлаждения, могут выполняться для любого типа сварки плетей трубопровода между секциями труб в трубопроводной системе. Например, внутренняя система охлаждения может использоваться для создания трубопроводов в морских, подводных вариантах применения, а также в основных вариантах применения. В одном варианте реализации изобретения внутренняя система охлаждения 2010 может использоваться для последовательности сварки плетей трубопровода с использованием намотки на катушку (как проиллюстрировано в описанном варианте со ссылкой на Фиг. 6) и последовательности сварки с использованием баржи (как проиллюстрировано в описанном варианте со ссылкой на Фиг. 7).
[001023] В основном применении секции труб длиной от 40 футов (12 метров) до 80 футов (24 метров) свариваются друг с другом для формирования длинных секций «плетей» трубопровода. В сценариях, в которых может понадобиться фал для управления процедурами перемещения и/или другими процедурами в связи с внутренней системой охлаждения, разъемный кабель может иметь длину по меньшей мере 240 футов (72 метра). Процедура загрузки внутренней системы охлаждения в секцию трубы и перемещение внутренней охлаждающей системы в положение для охлаждения после процедуры сварки (с необязательной проверкой сварки AUT/рентгенографическим способом и применением покрытия/изоляции/FJC) происходят аналогично ранее описанным процедурам со ссылкой на Фиг. 104-107.
[001024] На Фиг. 108 проиллюстрирована внутренняя система охлаждения 2010-1 в соответствии с другим вариантом реализации изобретения по настоящей патентной заявке. Внутренняя система охлаждения 2010-1 аналогична описанным выше вариантам реализации изобретения, за исключением различий, которые будут указаны ниже. В одном варианте реализации изобретения внутренняя система охлаждения 2010-1 выполнена с возможностью соединения с внутренним зажимом плетей трубопровода 2060 в концевой секции 2024 третьей каркасной секции 2018 внутренней системы охлаждения 2010-1. В одном варианте реализации изобретения внутренний зажим плетей трубопровода 2060 содержит каркас 2062 с подходящей конфигурацией, которая позволяет вставлять зажим плетей трубопровода 2060 в секции трубы (например, секции трубы 1022а и 1022b), и содержит секцию 2064, которая выполнена с возможностью выравнивания и удержания двух открытых и торцевых концов секций трубы 1022а, 1022b на месте сварки плетей трубопровода (например, путем расширения с образованием фрикционного зацепления с участками внутренней поверхности стенок секций трубы на их торцевых концах, когда зажим плетей трубопровода 2060 соответствующим образом размещается внутри секций трубы 1022а и 1022b). В одном варианте реализации изобретения секция 2064 и зажим 60 соответствуют участкам внутренней сварочной системы 5004, имея первый зажим трубы 5142 и второй зажим трубы 5144. В одном варианте реализации изобретения соединительный элемент 2080 (например, стержень или пружинный элемент) выполнен с возможностью соединения конца 2066 зажима плетей трубопровода 2060 с торцевой секцией 2024 каркаса внутренней системы охлаждения 2010-1.
[001025] В одном варианте реализации изобретения внутренняя система охлаждения 2010-1 может быть прицепом для зажима плетей трубопровода 2060. Например, соединительный зажим 2060 с присоединенной к нему внутренней системой охлаждения 2010-1 (посредством соединительного элемента 2080) может быть вставлен на его конце 2065 (то есть конце каркаса, который противолежит концу каркаса 2066, который соединяется с внутренней системой охлаждения 2010-1 через соединительный элемент 2080) в секцию трубы, когда перемещение зажима плетей трубопровода 2060 внутри секции трубы также приводит к соответствующему перемещению внутренней системы охлаждения 2010-1 в секции трубы. В одном варианте реализации изобретения внутренняя система охлаждения 2010-1 может быть вставлена через ее первую секцию каркаса 2011 в секцию трубы, а затем перемещена в требуемое положение таким образом, чтобы привести зажим плетей трубопровода 2060 к соответствующему выравниванию с местоположением сварки плетей трубопровода между обеими выровненными секциями трубы. В одном варианте реализации изобретения приводная система 2022 внутренней системы охлаждения 2010-1 может использоваться для перемещения комбинированной конструкции зажима плетей трубопровода 2060/внутренней системы охлаждения 2010-1 в подходящее местоположение внутри секций труб или, в качестве альтернативного варианта, любой другой подходящий приводной механизм может также использоваться для перемещения такой конструкции внутри секций труб (например, одна или более систем кабелей/лебедок).
[001026] В одном варианте реализации изобретения зажим плетей трубопровода 2060 удерживает концы секций трубы 1022а, 1022b вместе до образования сварного соединения 1026. В одном варианте реализации изобретения секция 2064 и зажим 60 соответствуют секциям во внутренней сварочной системе 5004, имеющей первый зажим трубы 5142 и второй зажим трубы 5144. После формирования сварного соединения 1026 (и, при необходимости, формирования покрытия) зажим плетей трубопровода 2060 может быть отсоединен от участков внутренней поверхности стенок труб секций труб, чтобы облегчить перемещение внутренней системы охлаждения 2010-1 в подходящее местоположение (например, таким образом, чтобы секция охлаждения 2016 была выровнена со сварным соединением) для инициирования внутреннего охлаждения внутри секций труб 1022a, 1022b.
[001027] На Фиг. 109 раскрыт другой вариант реализации изобретения для соединения внутренней системы охлаждения с внутренним зажимом плетей трубопровода, в котором предусмотрен более длинный соединительный элемент 2082 (например, удлиненный стержень) для соединения внутренней системы охлаждения 2010-1 с зажимом плетей трубопровода 2060. В одном варианте реализации изобретения соединительный элемент 2082 имеет больший продольный размер, чем соединительный элемент 2080 (проиллюстрированный на Фиг. 108), что сводит к минимуму нагревание внутренней системы охлаждения 2010-1 во время выполнения процедур сварки (из-за большего расстояния разделения между внутренней системой охлаждения и зажимом плетей трубопровода).
[001028] В одном варианте реализации изобретения процедура содержит загрузку зажима плетей трубопровода 2060 вместе с внутренней системой охлаждения 2010-1 в одну из секций трубы и выровненную таким образом, чтобы зажим плетей трубопровода 2060 удерживал оба обращенных друг к другу конца секций трубе в месте сварки плетей трубопровода. После того, как выполнены некоторые процедуры сварки (например, процедуры сварки корня шва и горячего прохода), зажим плетей трубопровода 2060 с внутренней системой охлаждения 2010-1 можно перемещать вместе и дальше от места сварки плетей трубопровода, чтобы избежать дальнейшего воздействия нагрева ввиду продолжающегося процесса сварки, необходимого для завершения сварного соединения. В одном варианте реализации изобретения, если соединительный элемент имеет достаточную длину (например, соединительный элемент 2082 на Фиг. 109), зажим плетей трубопровода 2060 с внутренней системой охлаждения 2010-1 может перемещаться таким образом, чтобы зажим плетей трубопровода находился с одной стороны, а внутренняя система охлаждения находилась с другой стороны от места сварки плетей трубопровода (только с тем условием, что соединительный элемент 2082 располагается непосредственно под низом или в непосредственной близости от места сварки плетей трубопровода). После завершения сварки и проверки(ок) AUT/рентгенографическим способом (если требуется), а также после нанесения любого покрытия/изоляции/FJC, зажим плетей трубопровода 2060 с внутренней системой охлаждения 2010-1 может быть перемещен в требуемое местоположение таким образом, чтобы охлаждающая секция 2016 внутренней системы охлаждения находилась в непосредственной близости от сварного соединения и могли быть выполнены процедуры охлаждения (например, способом, аналогичным описанному ранее в отношении варианта реализации изобретения, проиллюстрированного на Фиг. 104-107).
[001029] В одном варианте реализации изобретения секция охлаждения внутренней системы охлаждения может быть реализована с любым видом охлаждающей конструкции для быстрого и/или эффективного охлаждения секций труб в месте вновь образованного сварного соединения и, следовательно, не ограничивается приводимыми в качестве примера вариантами реализации изобретения, проиллюстрированными на Фиг. 104-109. Например, в одном варианте реализации изобретения охлаждающая конструкция, интегрированная как часть внутренней системы охлаждения, может содержать, без ограничения, охлаждающие вентиляторы (например, вентиляторы 2122, проиллюстрированные и описанные ниже), которые принуждают потоки воздуха двигаться через участки внутренней поверхности секций трубы и/или через ребра теплообменника или другие охлаждающие элементы внутренней системы охлаждения, выпуская жидкие и/или газообразные флюиды (например, криогенные флюиды, жидкости, воздух) при соответствующих давлениях и температурах из форсунок 2007 или 2318 секции охлаждения 2016 или 2316 по направлению к участкам внутренней поверхности секций труб с использованием охлаждающих флюидов в замкнутом контуре рециркуляции (например, насос 2212, коллектор 220 и ребристые элементы 2218, как проиллюстрировано на Фиг. 111А и 111B) и через теплообменную конструкцию секции охлаждения, с использованием термоэлектрического охлаждения (например, через устройства Пельтье в непосредственном контакте с участками внутренней поверхности стенок секций труб) и т.д.
[001030] На Фиг. 110А и 110В проиллюстрирована внутренняя система охлаждения 2110 в соответствии с другим вариантом реализации изобретения по настоящей патентной заявке. Внутренняя система охлаждения 2110 аналогична описанным ранее вариантам реализации изобретения, за исключением различий, которые будут указаны ниже. В одном варианте реализации изобретения секция охлаждения 2116 внутренней системы охлаждения 2110 содержит теплоотвод, который содержит множество ребристых элементов 2118, расположенных по периметру и проходящих в радиальном направлении наружу от центрального опорного элемента 2120 секции охлаждения 2116, и содержит изогнутые участки наружной поверхности, которые соответствуют изогнутым внутренним участкам поверхности секций труб, к которым проходят ребра 2118. В одном варианте реализации изобретения каждый ребристый элемент 2118 содержит множество секций из тонкого материала, проходящих от местоположения центрального теплоотвода секции охлаждения 2116 радиально наружу по направлению к изогнутой секции торцевой стенки реберного элемента 2118. В одном варианте реализации изобретения ребристые элементы 2118 изготовлены из материала, имеющего соответствующую теплопроводность (например, меди, алюминия и т.д.), чтобы облегчить высокую скорость передачи тепла от внутренних участков стенки секций трубы 1022а, 1022b к теплоотводу секции охлаждения 2116. В одном варианте реализации изобретения ребристые элементы 2118 содержат открытые каналы 2120, определенные между смежными секциями из тонкого материала, причем открытые каналы 2120 проходят в продольном направлении через ребристые элементы. В одном варианте реализации изобретения электрические вентиляторы 2122 могут быть установлены на центральном опорном элементе 2123 в непосредственной близости от торцов ребристых элементов 2118 и в выравнивании с ребристыми каналами 2120. В одном варианте реализации изобретения электрические вентиляторы 2122 обеспечивают поток воздуха через ребристые каналы 2120 для охлаждения ребристых элементов 2118 и, таким образом, заставляют тепло двигаться посредством конвективных потоков воздуха из теплоотвода секции охлаждения 2116. В одном варианте реализации изобретения вентиляторы 2122 находятся в сообщении (например, через проводную или беспроводную линию связи) с контроллером 2020 для облегчения избирательной работы вентиляторов 2122 во время процедур охлаждения. В одном варианте реализации изобретения каждый вентилятор 2122 может быть выполнен с возможностью работы с переменной скоростью, чтобы выборочно управлять скоростью вентилятора и соответствующей скоростью потока воздуха через ребристые элементы 2118 по-разному и по необходимости во время выполнения процедуры охлаждения.
[001031] Процедура работы внутренней системы охлаждения 2110, проиллюстрированной на Фиг. 110А и 110В, аналогична описанной ранее процедуре для варианта реализации изобретения, проиллюстрированного на Фиг. 104-107 в связи с размещением внутренней системы охлаждения во время процедуры сварки и позиционирования для охлаждения после завершения процедур сварки. Во время охлаждения вентиляторы 2122 могут быть приведены в действие для обеспечения потока охлаждающего воздуха с одной или более требуемых скоростей потока через каналы 2120 ребристых элементов 2118. В одном варианте реализации изобретения ребристые элементы 2118 отбирают тепло у участков внутренней поверхности стенок секций трубы 1022а, 1022b (в том числе у сварного соединения 1026) и направляют его к центральному опорному элементу 2123 секции охлаждения 2116, и принудительно движущиеся воздушные потоки, обеспеченные вентиляторами 2122 отбирают тепло у ребристых элементов 2118, обеспечивая тем самое охлаждение секций труб 1022a, 1022b в местоположении секции охлаждения 2116. Как описано в предшествующих вариантах реализации изобретения, датчики температуры внутренней системы охлаждения могут предоставлять информацию об измеренной температуре в контроллер 2020, и такая информация об измеренной температуре может использоваться для управления работой вентиляторов 2122 (включая изменение скорости вращения одного или более вентиляторов 2122) во время процедуры охлаждения. Когда в секциях труб 1022а, 1022b достигается требуемая температура, вентиляторы 2122 могут быть отключены через контроллер 2020. В одном варианте реализации изобретения внутренняя система охлаждения 2110 может быть дополнительно перемещена в разные местоположения по мере необходимости внутри секций труб 1022а, 1022b для охлаждения в разных местах.
[001032] На Фиг. 111A и 111B проиллюстрирована внутренняя система охлаждения 2210 в соответствии с другим вариантом реализации изобретения по настоящей патентной заявке. Внутренняя система охлаждения 2210 аналогична описанным выше вариантам реализации изобретения, за исключением различий, которые будут указаны ниже. В одном варианте реализации изобретения внутренняя система охлаждения 2210 содержит секцию охлаждения 2216, которая содержит ряд ребристых элементов 2218, расположенных вдоль периферии и проходящих радиально наружу от центрального опорного элемента 2223 секции охлаждения 2216, при этом ребристые элементы 2218 имеют такую же внешнюю форму или профиль, как и ребристые элементы 2118 варианта реализации изобретения, проиллюстрированного на Фиг. 110А и 110В. В одном варианте реализации изобретения ребристые элементы 2218 также могут быть выполнены из материала, имеющего соответствующую теплопроводность (например, алюминия или меди). Однако каждый ребристый элемент 2218 может иметь полый и герметичный внутренний слой для содействия движению потока охлаждающего агента через ребристый элемент 2218. В одном варианте реализации изобретения каждый ребристый элемент 2218 содержит впускное отверстие на одном конце и выпускное отверстие на другом конце, а также предусмотрена подходящая конструкция труб для содействия работе контура рециркуляции потока охлаждающего агента из насоса 2212 к ребристому элементу 2218, при этом охлаждающий агент течет через ребристый элемент 2218 и обратно к насосу 2212. Может использоваться любой подходящий тип охлаждающего агента (например, вода и криогенная жидкость, такая как жидкий азот или жидкий аргон, и т.д.).
[001033] В одном варианте реализации изобретения насос 2212 (проиллюстрированный на Фиг. 111A) может быть расположен снаружи от секций трубы 1022a, 1022b, причем каналы подачи и возврата потока 2214 проходят между насосом 2212 и конструкцией коллектора 2220 (проиллюстрировано на Фиг. 111В). В одном варианте реализации изобретения конструкция коллектора 2220 содержит множество трубных соединений, которые соединяются с впускными отверстиями и выпускными отверстиями ребристых элементов 2218. Таким образом, секция охлаждения 2216 содействует теплообмену между циркулирующим потоком охлаждающего агента внутри ребристых элементов 2218 и участками внутренней поверхности стенок секций труб 1022а, 1022b (например, в месте или вблизи сварного соединения 1026) во время выполнения процедур охлаждения.
[001034] В одном варианте реализации изобретения насос 2212 может управляться (через подходящую проводную или беспроводную линию связи) через контроллер внутренней системы охлаждения 2210. В качестве альтернативного варианта, насос 2212 может управляться извне (поскольку он легко доступен пользователю). Поток охлаждающего агента, управляемый насосом 2212, может управляться на основании информации об измеренной температуре, предоставляемой одним или более датчиками температуры во внутренней системе охлаждения 2210. После достижения требуемой температуры в секциях трубы 1022а, 1022b насос может быть деактивирован или отключен, чтобы прекратить рециркуляционный поток охладительного агента и содействовать перемещению внутренней системы охлаждения 2210 внутри секций трубы 1022а, 1022b.
[001035] На Фиг. 112A и 112B проиллюстрирована внутренняя система охлаждения 2310 в соответствии с другим вариантом реализации изобретения по настоящей патентной заявке. Внутренняя система охлаждения 2310 аналогична описанным выше вариантам реализации изобретения, за исключением различий, которые будут указаны ниже. В одном варианте реализации изобретения внутренняя система охлаждения 2310 содержит секцию охлаждения 2316, которая имеет множество распылительных форсунок 2318, расположенных вокруг центрального опорного элемента 2323 секции охлаждения 2316. В одном варианте реализации изобретения распылительные форсунки 2318 располагаются, как правило, в линейные рядах, проходящие в продольном направлении вдоль центрального опорного элемента 2323. Подходящая конструкция труб предусмотрена на каждом конце каждого линейного ряда распылительных форсунок 2318, где конструкция труб соединяется с коллектором 2320. Коллектор 2320 соединяется через жидкостный трубопровод 2314 с насосом охлаждающего агента 2312, предусмотренным снаружи или за пределами секций труб. В одном варианте реализации изобретения работа насоса охлаждающего агента 2312 обеспечивает поток охлаждающего агента (например, воды и криогенной жидкости, такой как жидкий азот или жидкий аргон, и т.д.) из источника охлаждающего агента через коллектор 2320 и из распылительных форсунок 2318 по направлению к участкам внутренней поверхности секций трубы 1022а, 1022b (в том числе в месте сварного соединения 1026). Хотя вариант реализации изобретения, проиллюстрированный на Фиг. 112А и 112В, показывает насос 2312, расположенный снаружи секций трубы 1022а, 1022b, следует отметить, что секция охлаждения 2316 с выравниванием распылительных форсунок 318 также может быть без труда выполнена для варианта реализации изобретения, проиллюстрированного на Фиг. 104-107 (то есть, когда коллектор 2320 и распылительные форсунки 2318 получают охлаждающий агент из источника охлаждающего агента 2012). Процедуры охлаждения внутренней системы охлаждения 2310 могут выполняться способом, аналогичным способу, описанному в связи с предшествующими вариантами реализации изобретения, в которых насос 2312 может управляться через контроллер внутренней системы охлаждения 2310 и/или снаружи и оттуда, куда может быть направлен поток охлаждающего агента на основании информации об измеренной температуре, предоставляемой датчиками температуры, расположенными на внутренней системе охлаждения 2310.
[001036] Таким образом, внутренняя система охлаждения по настоящей патентной заявке выполнена с возможностью обеспечения улучшений для процедур сварки трубопроводов, включая улучшение охлаждения связанных секций труб после формирования сварных соединений путем обеспечения управляемого изнутри охлаждения в секциях труб и сокращения времени производства (так как охлаждение может происходить быстрее и эффективнее, можно увеличивать количество сварных соединений между секциями труб, которые могут возникать за определенный период времени). Кроме того, могут быть сокращены количество рабочих станций, связанных со сварочными процедурами, и ресурсы, связанные с такими процедурами сварки. Например, может быть уменьшено рабочее пространство, необходимое для сварки секций труб друг с другом, и это может быть особенно практично в сценариях, в которых рабочее пространство ограничено (например, на баржах или применительно к емкостям с водой).
[001037] В одном варианте реализации изобретения предусмотрен способ сварки друг с другом пары изолированных труб (например, труб 1022а, 1022b, как проиллюстрировано на Фиг. 113). Как проиллюстрировано на Фиг. 113, каждая труба 1022а, 1022b включает внутреннюю металлическую часть трубы 5244, окруженную изоляционным материалом 5246. В одном варианте реализации изобретения торцевые участки 5248, 5250 труб 1022а, 1022b, подлежащих свариванию, имеют подвергаемую воздействию или открытую внутреннюю часть металлической трубы 5244.
[001038] В одном варианте реализации изобретения со ссылкой на Фиг. 113-34 способ содержит выравнивание открытых концов металлических труб 5248, 5250, предназначенных для сварки, сваривание друг с другом открытых концов металлических труб 5248, 5250, нагревание открытых торцевых участков 5248, 5250 сварных труб 1022а, 1022b, нанесение изолятора 5246 на нагретые открытые торцевые участки 5248, 5250 сварных труб таким образом, что изолятор 5246A (как проиллюстрировано на Фиг. 118) сцепляется с наружной поверхностью 5254 внутренней части металлической трубы 5244, таким образом изолируя ранее открытые торцевые части 5248, 5250 труб 1022а, 1022b, и применение энергии охлаждения внутри труб 1022а, 1022b к внутренней поверхности 5130а, 5130b металлических труб 1022а, 1022b.
[001039] В одном варианте реализации изобретения применение энергии охлаждения внутри труб к внутренней поверхности металлических труб выполняется после нанесения изолятора. В одном варианте реализации изобретения способ также содержит выполнение процедуры развертывания трубопровода. В одном варианте реализации изобретения применение энергии охлаждения сокращает время ожидания между нанесением изолятора и выполнением процедуры развертывания трубопровода. В одном варианте реализации изобретения процедура развертывания трубопровода представляет собой процедуру намотки труб на катушку. В одном варианте реализации изобретения процедура развертывания трубопровода является процедурой S-образной укладки труб. В одном варианте реализации изобретения процедура развертывания трубопровода является процедурой опускания трубопровода. В одном варианте реализации изобретения процедура развертывания трубопровода описана в отношении Фиг. 1B по настоящей патентной заявке.
[001040] В одном варианте реализации изобретения платформы 5330 (как проиллюстрировано на Фиг. 10А и 10В) или платформы 6010А и 6010В (как проиллюстрировано на Фиг. 73) используются для переноса и перемещения труб 1022а и 1022b и для предоставления открытого конца металлической трубы 5248 входящей трубы 1022а для открытого конца металлической трубы 5250 трубы 1022b. То есть платформы 5330 или 6010A/6010B используются для выравнивания открытых концов металлических труб 5248, 5250, подлежащих свариванию.
[001041] В одном варианте реализации изобретения выравнивание открытых концов металлических концов 5248, 5250, подлежащих сварке, может автоматически выполняться одним или более процессорами 5140, управляющими платформами 5330 (или 6010A, или 6010B), может выполняться путем гидравлического управления платформами 5330 (или 6010A, или 6010B), или может выполняться оператором с использованием крана и зажимного устройства (внутреннего или внешнего). В одном варианте реализации изобретения после выравнивания труб 1022а, 1022b трубы 1022а, 1022b могут быть зажаты с использованием внешних зажимов 5302 (как проиллюстрировано на Фиг. 7А и 7В) и/или внутренних зажимов 5142 или 5144. В одном варианте реализации изобретения, как описано в настоящей заявке, во время выравнивания открытых концов металлических труб 5248, 5250 (подлежащих свариванию) могут использоваться один или более внешних либо внутренних зажимов. То есть один или более внешних либо внутренних зажимов могут использоваться независимо и/или в сочетании с платформами. В одном варианте реализации изобретения операция с использованием одного или более внешних либо внутренних зажимов и платформ может управляться одним или более процессорами 5140.
[001042] В одном варианте реализации изобретения один или более процессоров 5140 выполнены с возможностью управления платформами 5330 (или 6010A и 6010B) для регулировки относительного расположения труб 1022a, 1022b на основании данных профиля состояния перед сваркой. В одном варианте реализации изобретения данные профиля состояния перед сваркой могут быть получены для одного или более измерительных датчиков, которые функционально связаны с одним или более процессорами 5140. В одном варианте реализации изобретения регулировка относительного расположения труб 1022a, 1022b (на основании данных профиля состояния перед сваркой) может включать в себя регулировку вдоль продольной оси труб 1022а, 1022b и/или регулировку вдоль радиальной оси труб 1022а, 1022b. В одном варианте реализации изобретения после регулировки труб 1022a, 1022b трубы 1022a, 1022b зажимаются с помощью внешних и/или внутренних зажимов. На Фиг. 113 проиллюстрированы трубы 1022а, 1022b с их открытыми металлическими трубными концами 5248, 5250, надлежащим образом выровненными и готовыми к процедуре сварки.
[001043] На Фиг. 114 проиллюстрированы трубы 1022а, 1022b со сварным соединением 1026, образованным между их открытыми концами металлических труб 5248, 5250. В одном варианте реализации изобретения расположенная внутри (например, внутри труб 1022а, 1022b) сварочная горелка 5502 может быть выполнена с возможностью сварки друг с другом открытых концов металлической трубы 5248, 5250. В одном варианте реализации изобретения расположенная снаружи (например, снаружи/вне труб 1022а, 1022b) сварочная горелка 7502 может быть выполнена с возможностью сварки друг с другом открытых концов металлической трубы 5248, 5250. В одном варианте реализации изобретения комбинация расположенной внутри сварочной горелки 5502 и расположенной снаружи сварочной горелки 7502 может использоваться для сварки друг с другом открытых концов металлической трубы 5248, 5250. В одном варианте реализации изобретения расположенная снаружи сварочная горелка 7502 и/или расположенная внутри сварочная горелка 5502 функционально связаны с одним или более процессорами 5140.
[001044] В одном варианте реализации изобретения со ссылкой на Фиг. 115А и 115В нагреватель 5304 может быть выполнен с возможностью нагрева открытых концевых участков 5248, 5250 сварных труб 1022а, 1022b. В одном варианте реализации изобретения нагреватель 5304 может быть системой индукционного нагрева, используемой для нагрева открытых концевых участков 5248, 5250 сварных труб 1024a, 1022b трубопровода 1024 при подготовке к нанесению покрывающего материала (материалов) или изолятора. В одном варианте реализации изобретения нагреватель 5304 может содержать сверхвысокочастотные (СВЧ) индукционные катушки, которые выполнены с возможностью быстрого нагрева открытых концевых участков 5248, 5250 сварных труб 1022a, 1022b трубопровода 1024 до требуемой температуры покрытия. В одном варианте реализации изобретения нагреватель 5304 может использовать две индукционных катушки. В одном варианте реализации изобретения нагреватель 5304 может быть электрической системой нагрева. В одном варианте реализации изобретения нагреватель 5304 может представлять собой систему нагрева излучением. В одном варианте реализации изобретения индукционные катушки 5307 нагревателя 5304 проиллюстрированы на Фиг. 115A.
[001045] Как проиллюстрировано на Фиг. 115А и 115В, нагреватель 5304 выполнен с возможностью окружения открытых концевых участков 5248, 5250 сварных труб 1022а, 1022b трубопровода 1024. В одном варианте реализации изобретения нагреватель 5304 может содержать два полукруглых кольцевых нагревательных элемента 5304а и 5304b. В одном варианте реализации изобретения два полукруглых кольцевых нагревательных элемента 5304а и 5304b шарнирно соединены друг с другом соединением 5305 сверху и соединены друг с другом с возможностью разъема через один или более соединительных элементов (не проиллюстрированы) снизу.
[001046] В одном варианте реализации изобретения нагреватель 5304 также выполнен с возможностью управления температурой открытых концевых участков 5248, 5250 сварных труб 1022а, 1022b трубопровода 1024 для поддержания подходящей температуры нанесения покрытия. В одном варианте реализации изобретения нагреватель 5304 может также содержать систему обратной связи нагревателя, выполненную с возможностью помогать нагревателю 5304 достигать и поддерживать требуемую температуру покрытия, и температурный датчик, функционально связанный с системой обратной связи нагревателя. В одном варианте реализации изобретения датчик температуры может быть контактным или бесконтактным датчиком температуры. В одном варианте реализации изобретения система обратной связи нагревателя может содержать другие датчики, которые выполнены с возможностью определения других параметров процедуры нагрева, например, времени нагрева и т.д. В одном варианте реализации изобретения через сигналы обратной связи, исходящие от одного или более датчиков, система обратной связи нагревателя выполнена с возможностью регулирования тока в катушках индуктора для достижения требуемой температуры покрытия. В одном варианте реализации изобретения нагреватель 5304 и его система обратной связи могут быть функционально соединены с одним или более процессорами 5140. В одном варианте реализации изобретения один или более процессоров 5140 могут быть выполнены с возможностью управления работой нагревателя 5304 и его системы обратной связи.
[001047] В одном варианте реализации изобретения, со ссылкой на Фиг. 116A, 116B, 117A и 117B, устройство подачи изолятора 5306 выполнен с возможностью нанесения изоляционного материала 5312 на нагретые открытые концевые участки 5248, 5250 сварных труб 1022a, 1022b таким образом, что изолятор 5246A (как проиллюстрировано на Фиг. 118) сцепляется с наружной поверхностью 5254 внутренней части металлической трубы 5244, таким образом изолируя предварительно открытые концевые участки 5248, 5250 сварных труб 1022а, 1022b. В одном варианте реализации изобретения устройство подачи изолятора 5306 содержит контейнер 5310, выполненный с возможностью размещения изоляционного материала 5312 и выходной форсунки 5308, выполненной с возможностью распыления изоляционного материала 5312 на открытые концевые участки 5248, 5250 сварных труб 1022а, 1022b. В одном варианте реализации изобретения контейнер 5310, выполненный с возможностью размещения изоляционного материала 5312, может подвергаться сжатию под давлением.
[001048] В одном варианте реализации изобретения устройство подачи изолятора 5306 может содержать систему обратной связи, выполненную с возможностью содействия устройству подачи изолятора 5306 в достижении требуемых покрытий на трубопроводе 1024, и один или более датчиков, функционально связанных с системой обратной связи. В одном варианте реализации изобретения один или более датчиков могут быть выполнены с возможностью определения следующих параметров процедуры нанесения изолятора: температуры изоляционного материала, объема изоляционного материала и т.д.
[001049] В одном варианте реализации изобретения, со ссылкой на Фиг. 116А и 116В, устройство подачи изолятора 5306 является автоматизированной системой и содержит каркас покрытия 5393, который выполнен с возможностью размещения на области сварного соединения 1026. В одном варианте реализации изобретения каркас покрытия 5393 устройства подачи изолятора 5306 выполнен с возможностью быть заранее запрограммированным на вращение вокруг области сварного соединения 1026 таким образом, чтобы достичь требуемой толщины сухой пленки изоляционного материала. То есть каркас покрытия 5393 сконструирован и выполнена таким образом, чтобы равномерно перемещаться вокруг области сварного соединения 1026. В одном варианте реализации изобретения распылительная головка (включая емкость 5310 и выходную форсунку 5308) смонтирована на каркасе покрытия 5393 в определенном положении (например, перпендикулярно разогретым открытым концевым участкам 5248, 5250 сварных труб 1022а, 1022b).
[001050] В одном варианте реализации изобретения устройство подачи изолятора 5306, проиллюстрированное на Фиг. 116А и 116В, выполнено с возможностью нанесения материала наплавляемого эпоксидного изоляционного покрытия на нагретые открытые концевые участки 5248, 5250 сварных труб 1022а, 1022b таким образом, чтобы наплавляемый эпоксидный изолятор 5246А (как проиллюстрировано на Фиг. 118) был сцеплен с внешней поверхностью 5254 внутренней части металлической трубы 5244, таким образом изолируя ранее открытые концевые участки 5248, 5250 сварных труб 1022a, 1022b.
[001051] В одном варианте реализации изобретения устройство подачи изолятора 5306, проиллюстрированное на Фиг. 117А и 117В, выполнено с возможностью нанесения материала из полипропиленового изолятора с литьевым формованием на нагретые открытые концевые участки 5248, 5250 сварных труб 1022а, 1022b таким образом, чтобы полипропиленовый изолятор с литьевым формованием 5246 был сцеплен с наружной поверхностью 5254 внутренней части металлической трубы 5244. В одном варианте реализации изобретения устройство подачи изолятора 5306, проиллюстрированное на Фиг. 117А и 117В, может быть использовано для нанесения материала из полипропиленового изолятора с литьевым формованием на нагретые открытые концевые участки 5248, 5250 сварных труб 1022а, 1022b таким образом, чтобы полипропиленовый изолятор с литьевым формованием 5246 был сцеплен с наружной поверхностью 5254 внутренней части металлической трубы 5244.
[001052] Со ссылкой на Фиг. 117А и 117В, в одном варианте реализации изобретения устройство подачи изолятора 5306 является автоматизированной системой и содержит пресс-форму 5381, выполненную с возможностью окружения вокруг области сварного соединения 1026 и создания кольцевого зазора 5383 для наполнения его изоляционным материалом с литьевым формованием 5246. В одном варианте реализации изобретения клапан с гидравлическим управлением (не проиллюстрирован) выполнен с возможностью подачи/закачки литого изоляционного материала 5385 в кольцевой зазор 5383. Поданный/закачиваемый литой изоляционный материал 5385 входит в пресс-форму 5381 (и кольцевой зазор 5383), заключая в оболочку область сварного соединения 1026 и формируя внутренний/находящийся внутри профиль пресс-формы 5381. В одном варианте реализации изобретения охлажденная вода может подаваться на пресс-форму для охлаждения внешнего профиля изоляционного материала таким образом, что полиуретановый изолятор с литьевым формованием 5246 сцепляется с внешней поверхностью 5254 внутренней части металлической трубы 5244, изолируя таким образом ранее открытые концевые участки 5248, 5250 сварных труб 1022a, 1022b.
[001053] В одном варианте реализации изобретения устройство подачи изолятора 5306, проиллюстрированное и описанное выше со ссылкой на Фиг. 116А и 116В, может использоваться для наземных трубопроводных вариантов применения. В одном варианте реализации изобретения устройство подачи изолятора 5306, проиллюстрированное и описанное выше со ссылкой на Фиг. 117A и/или 117B, может использоваться для применения в морских трубопроводах.
[001054] В одном варианте реализации изобретения устройство подачи изолятора 5306, проиллюстрированное и описанное выше со ссылкой на Фиг. 116A, 116B, 117A и/или 117B, также может быть использовано для нанесения других изоляционных материалов, описанных в других местах настоящей заявки, и/или других изоляционных материалов, как было бы понятно специалисту в данной области техники, на нагретые открытые концевые участки 5248, 5250 сварных труб 1022а, 1022b.
[001055] В одном варианте реализации изобретения устройство подачи изоляции 5306 и его соответствующая система обратной связи могут быть функционально связаны с одним или более процессорами 5140. В одном варианте реализации изобретения один или более процессоров 5140 могут быть выполнены с возможностью управления работой устройства подачи изолятора 5306 и его соответствующей системы обратной связи.
[001056] В одном варианте реализации изобретения на Фиг. 118 проиллюстрирован трубопровод 1024, в котором изоляционный материал наносится на нагретые открытые концевые участки 5248, 5250 сварных труб 1022a, 1022b таким образом, что изолятор 5246A приклеивается к наружной поверхности 5254 внутренней части металлической трубы 5244, таким образом изолируя ранее открытые концевые участки труб 1022а, 1022b.
[001057] В одном варианте реализации изобретения со ссылкой на Фиг. 119 и 120 система охлаждения 6500 выполнена с возможностью размещения внутри труб 1022а, 1022b. В одном варианте реализации изобретения система охлаждения 6500 содержит каркас, множество роликов 6530, приводной двигатель 6532 и тормозную систему. В одном варианте реализации изобретения передний каркас 6618, центральный каркас 6634 и задний каркас 6522 системы охладителя 6500 могут совместно упоминаться как каркас системы охладителя 6500.
[001058] Например, каркас выполнен с возможностью размещения внутри сварных труб 1022а, 1022b, множество роликов 6530 выполнено поддержки с возможностью вращения каркаса, приводной двигатель 6532 приводит в движение ролики 6530 для перемещения каркаса внутри труб 1022а, 1022b, а тормозная система защищает каркас в требуемом месте в трубах 1022а, 1022b от перемещения. Конструкция, конфигурация и работа множества роликов, приводного двигателя и тормозной системы охладителя 6500 аналогичны упомянутым признакам множества роликов, приводного двигателя и тормозной системы внутренних сварочных систем, описанных в этой заявке, и поэтому они не будут подробно описаны в данном документе. Например, в одном варианте реализации изобретения тормозная система системы охладителя 6500 может содержать один или более зажимов, которые зажимают расположенные по окружности места на внутренней поверхности 5130, 5132 сварных труб 1022a, 1022b. В другом варианте реализации изобретения тормозная система системы охладителя 6500 может содержать колесный стопор, который предотвращает вращение роликов 6530.
[001059] В одном варианте реализации изобретения система охлаждения 6500 содержит охладитель, прикрепленный к каркасу, и подает энергию охлаждения на внутреннюю поверхность 5130а, 5132а металлических труб 1022а, 1022b для способствования охлаждению сварных металлических труб 1022а, 1022b. В одном варианте реализации изобретения охладитель содержит теплообменник 6502, который содержит охлаждающую жидкость и имеет контактирующую с трубой поверхность 6572, которая контактирует с внутренней поверхностью 5130a, 5132a трубы 1022a, 1022b, чтобы облегчить охлаждение сварных труб 1022a, 1022b. В одном варианте реализации изобретения система охлаждения 6500 содержит двигатель теплообменника 6552, выполненный с возможностью перемещения теплообменника 6502 в радиальном направлении наружу таким образом, что контактирующая с трубой поверхность 6572 может перемещаться наружу для зацепления с внутренней поверхностью 5130a, 5132a сварных труб 1022a, 1022b после того, как каркас размещается в требуемом месте в трубах 1022а, 1022b.
[001060] В одном варианте реализации изобретения система охлаждения 6500 содержит один или более процессоров, которые функционально связаны с приводным двигателем 6532, тормозной системой и охладителем 6502. В одном варианте реализации изобретения один или более процессоров выполнены с возможностью управления охладителем 6502 для снижения температуры сварных труб 1022а, 1022b до заданного уровня. Например, в одном варианте реализации изобретения система охлаждения содержит один или более датчиков температуры 2017a, которые функционально связаны (проводным или беспроводным способом) с одним или более процессорами для определения температуры труб. В одном варианте реализации изобретения мощность охлаждения может поддерживаться до тех пор, пока не будет обнаружена заданная пороговая температура.
[001061] В одном варианте реализации изобретения один или более процессоров соединены с возможностью связи с тормозной системой, приводным двигателем 6532 или охладителем 6502 посредством одного или более проводных либо беспроводных соединений. Беспроводные соединения могут включать, например, соединение Wi-Fi, соединение Bluetooth, соединение NFC, сотовую связь или другое беспроводное соединение.
[001062] В одном варианте реализации изобретения один или более процессоров, которые принимают информацию о температуре труб от датчика температуры 2017a, связаны с возможностью связи с удаленной компьютерной системой и выполнены с возможностью передачи данных охлаждения труб в удаленную компьютерную систему. В одном варианте реализации изобретения данные охлаждения, переданные одним или более процессорами, включают в себя информацию кривой времени охлаждения. В одном варианте реализации изобретения информация кривой времени охлаждения содержит изменение с течением времени температуры трубы. В одном варианте реализации изобретения удаленная компьютерная система содержит данные охлаждения от других систем сварки и вычисляет ожидаемое время до тех пор, пока температура сварных труб не будет ниже порогового уровня. В одном варианте реализации изобретения данные об ожидаемом времени отправляются на один или более процессоров.
[001063] В одном варианте реализации изобретения система охлаждения 6500 может содержать пользовательский интерфейс и при этом информация об ожидаемой температуре и/или температуре трубы отправляется на пользовательский интерфейс одним или более процессорами. Пользовательский интерфейс может быть компьютером, например, имеющим дисплей.
[001064] В одном варианте реализации изобретения вычисляется ожидаемое время для охлаждения трубы (по меньшей мере участка задействованной трубы) до определенной пороговой температуры, по меньшей мере частично, на основании размера (например, окружности, толщины, тепловой массы или любой их комбинации) сварной трубы. В другом варианте реализации изобретения выходные данные об энергии охлаждения могут основываться на объеме воды или газа, направляемых на поверхность трубы, начальной температуре трубы или газа и т.д. В качестве другого примера, охлаждающая мощность для теплообменника с закрытой жидкостной системой может быть известна заранее или рассчитана на основании ее рабочих параметров (скорость потока жидкости, температура жидкости, эффективность теплопередачи и т.д.).
[001065] В другом варианте реализации изобретения выходные данные об энергии охлаждения системы охлаждения и/или ожидаемое время охлаждения основаны на информации, полученной из удаленного облака в компьютерной системе, которая содержит большую центральную базу данных, полученных от нескольких дистанционно управляемых систем охладителей. В одном варианте реализации изобретения выходные данные об энергии охлаждения определены заранее. В одном варианте реализации изобретения один или более процессоров соединены с возможностью связи с удаленной компьютерной системой и выполнены с возможностью передачи данных потребления охлаждающего агента (например, количества воды, используемого для охлаждения трубы известного размера, необходимого для достижения пороговой температуры).
[001066] В одном варианте реализации изобретения система охлаждения 6500 может быть полностью автономной. В частности, системе охладителя 6500 не обязательно содержать приводную тягу или фал и все связи с системой охладителя 6500 являются полностью беспроводными. В одном варианте реализации изобретения система охлаждения 6500 может содержать передатчик, выполненный с возможностью передачи всех сигналов связи полностью беспроводным способом из системы охладителя 6500 в удаленную систему обработки uLog, и приемник, выполненный с возможностью приема всех сигналов связи полностью беспроводным способом из удаленной системы обработки uLog. В одном варианте реализации изобретения один или более процессоров и/или все электронные модули системы охладителя 6500 выполнены с возможностью связи полностью беспроводным способом с удаленной системой обработки uLog. В одном варианте реализации изобретения все датчики, все двигатели, все клапаны и/или другие компоненты/элементы системы охладителя 6500 выполнены с возможностью связи полностью беспроводным способом с удаленной системой обработки uLog.
[001067] В одном варианте реализации изобретения любая информация из системы охладителя 6500 может быть передана по беспроводной сети системами вне трубы, например, через Wi-Fi, Bluetooth, NFC, по радиочастоте или посредством сотовой связи. В некоторых вариантах реализации изобретения, когда это необходимо, информация сообщается посредством ретрансляторов или расширителей, когда сигнал передачи должен перемещаться на большие расстояния или через извилистые области.
[001068] В одном варианте реализации изобретения один или более процессоров и один или более датчиков системы охладителя 6500 выполнены с возможностью контроля уровней заряда встроенного источника питания охлаждения, встроенного источника питания для содействия способности передвижения и других встроенных источников питания. Например, может контролироваться (непрерывно или через определенные промежутки времени) выходное напряжение их этих источников питания. В одном варианте реализации изобретения передатчик системы охладителя 6500 передает информацию об отслеживаемом сроке службы/уровне заряда батареи полностью беспроводным способом удаленной системе обработки uLog для дальнейшей обработки. Например, информация отслеживаемого уровня заряда встроенных источников питания может использоваться для определения расчетного оставшегося времени работы системы охладителя 6500. В одном варианте реализации изобретения один или более процессоров системы охладителя 6500 могут быть выполнены с возможностью определения расчетного оставшегося времени работы системы охладителя 6500 локально в системе охладителя 6500. В одном варианте реализации изобретения удаленная система обработки uLog может быть выполнена с возможностью определения расчетного оставшегося времени работы системы охладителя 6500 на основании переданной беспроводным путем информации о сроке службы/уровне заряда батареи. В одном варианте реализации изобретения удаленная система обработки uLog может быть выполнена с возможностью передачи расчетного оставшегося времени работы системы охладителя 6500 на один или более процессоров системы охладителя 6500. В одном варианте реализации изобретения удаленная система обработки uLog также может быть выполнена с возможностью передачи (полностью беспроводным способом в систему охладителя 6500) дальнейших команд по работе системы охладителя 6500 на основании расчетного оставшегося времени работы системы охладителя 6500.
[001069] В одном варианте реализации изобретения один или более процессоров и один или более датчиков системы 6500 охладителя выполнены с возможностью контроля уровней находящегося в системе запаса/резервуара охлаждающего агента. Например, могут контролироваться (непрерывно или через определенные промежутки времени) давление и/или объем резервуаров с запасом охлаждающего агента. В одном варианте реализации изобретения передатчик системы охладителя 6500 передает полностью беспроводным способом данные отслеживаемого потребления охлаждающего агента в удаленную систему обработки uLog для дальнейшей обработки.
[001070] Например, данные об отслеживаемом потреблении охлаждающего агента могут использоваться для определения расчетного оставшегося времени работы системы охладителя 6500 перед повторным наполнением/пополнением охлаждающего агента. В одном варианте реализации изобретения один или процессоров системы охладителя 6500 могут быть выполнены с возможностью определения расчетного оставшегося времени работы системы охладителя 6500 (например, перед пополнением охлаждающего агента) локально в системе охладителя 6500. В одном варианте реализации изобретения удаленная система обработки uLog может быть выполнена с возможностью определения расчетного оставшегося времени работы системы охладителя 6500 (например, до следующего пополнения охлаждающего агента) на основании данных потреблении охлаждающего агента, передаваемых беспроводным способом. В одном варианте реализации изобретения удаленная система обработки uLog может быть выполнена с возможностью передачи расчетного оставшегося времени работы системы охладителя 6500 (например, перед пополнением охлаждающего агента) на один или более процессоров системы охладителя 6500. В одном варианте реализации изобретения удаленная система обработки uLog также может быть выполнена с возможностью передачи (полностью беспроводным способом в систему охладителя 6500) дальнейших команд по работе системы охладителя 6500 на основании расчетного оставшегося времени работы системы охладителя 6500 (например, перед пополнением охлаждающего агента).
[001071] В одном варианте реализации изобретения удаленная система обработки uLog получает данные о заряде батареи от ряда систем охладителя, расположенных в разных местах (например, в разных местах по всей стране или по всему миру), и создает на их основе базу данных. Эта база данных используется системой обработки uLog для определения, на основании большого набора данных, расчетного срока службы батареи, исходя из различных рабочих параметров системы охладителя. Это может использоваться системой обработки uLog и/или одним или более процессорами системы охладителя 6500 для прогнозирования времени работы батареи для различных компонентов на основании текущих условий эксплуатации данных компонентов. Эта информация может использоваться одним или более процессорами для уменьшения или регулирования энергопотребления одним или более компонентов путем изменения одного или более рабочих параметров. Например, скорость охлаждения, напряжение и/или ток могут регулироваться (например, понижаться), чтобы продлить срок службы батареи, если один или более процессоров определяют, что такие рабочие условия могут быть изменены без ущерба для соответствующей выполняемой операции.
[001072] В одном варианте реализации изобретения срок службы батареи, выходное напряжение, уровни охлаждающего агента и любые рабочие параметры отправляются беспроводным способом на пользовательский интерфейс, такой как компьютерный монитор, имеющий компьютерный дисплей, так что их может контролировать пользователь.
[001073] В одном варианте реализации изобретения, таком как система охлаждения 6500, все другие системы охладителя (например, 2010, 2110, 2210, 2310), описанные в настоящей заявке, выполнены с возможностью беспроводной связи с удаленной системой обработки uLog.
[001074] В одном варианте реализации изобретения, со ссылкой на Фиг. 120, система охлаждения 6500 выполнена с возможностью приложения энергии охлаждения к внутренней поверхности 5130а, 5132а металлических труб 1022а, 1022b для облегчения охлаждения металлических труб 1022а, 1022b после нанесения изоляционного материала 5312. В одном варианте реализации изобретения система охлаждения 6500 содержит теплообменник или охладитель 6502, выполненный с возможностью переноса через него подвижной текучей среды. То есть охлаждающая мощность прилагается подвижной текучей средой, содержащейся внутри теплообменника 6502. В одном варианте реализации изобретения подвижная текучая среда может представлять собой газ или жидкость.
[001075] Например, в одном варианте реализации изобретения, как проиллюстрировано на Фиг. 119-122, теплообменник 6502 может иметь в себе каналы для прохода жидкости 2693, которые переносят подвижную текучую среду через него, а охлаждающая мощность прилагается подвижной текучей средой в каналах для прохода жидкости среды 6593 теплообменника 6502. В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 124, 125, теплообменник 6502 может иметь воздушные каналы 6576, которые переносят через него подвижной воздух, и охлаждающая мощность прилагается подвижным воздухом, содержащемся внутри воздушных каналов 6576 теплообменника 6502.
[001076] В одном варианте контактная поверхность 6572 теплообменника 6502 выполнена с возможностью контакта с внутренней поверхностью 5130а, 5132а сварных труб 1022а, 1022b для удаления тепла из сварных труб 1022а, 1022b.
[001077] В одном варианте реализации изобретения контактная поверхность 6572 теплообменника 6502 может быть согласованной теплопроводной поверхностью. Например, в одном варианте реализации изобретения контактная поверхность 6572 теплообменника 6502 сконструирована и сформирована так, чтобы точно соответствовать внутренним поверхностям сварных труб 1022а, 1022b для удаления тепла из сварных труб 1022а, 1022b. В одном варианте реализации изобретения контактная поверхность 6572 теплообменника 6502 сконструирована и выполнена с возможностью теплопроводности.
[001078] В одном варианте реализации изобретения охлаждающая мощность прилагается флюидом, выпущенным во внутренней части труб 1022а, 1022b таким образом, что флюид непосредственно контактирует с внутренней поверхностью 5130а, 5132а труб 1022а, 1022b. В одном варианте реализации изобретения флюид содержит жидкость. В одном варианте реализации изобретения флюид содержит газ. Например, в одном варианте реализации изобретения форсунки для флюидов 6562 (как проиллюстрировано на Фиг. 123) выполнены с возможностью нанесения (или распыления) охлаждающего флюида (непосредственно) на внутреннюю поверхность 5130а, 5132а сварных труб 1022а, 1022b для удаления тепла из сварных труб 1022а, 1022b. В одном варианте реализации изобретения нагнетатель 6505 (как проиллюстрировано на Фиг. 133) выполнен с возможностью нанесения (или продувки) охлаждающего газа (непосредственно) на внутреннюю поверхность 5130а, 5132а сварных труб 1022а, 1022b для удаления тепла из сварных труб 1022a, 1022b.
[001079] В одном варианте реализации изобретения контактная поверхность 6572 теплообменника 6502 выполнена с возможностью контакта с внутренней поверхностью 5130a, 5163а сварных труб 1022a, 1022b для удаления тепла из сварных труб 1022a, 1022b. Например, как проиллюстрировано на Фиг. 119-121, 124, 130 и 132, контактная поверхность (поверхности) 6572 каждого из этих различных типов теплообменников 6502 выполнена с возможностью контакта с внутренней поверхностью 5130a, 5132a сварных труб 1022a, 1022b для удаления тепла из сварных труб 1022a, 1022b.
[001080] Со ссылкой на Фиг. 119-122, теплообменник 6502 системы охладителя 6500 может содержать множество элементов теплообменника или ребер 6580, расположенных в периферически разнесенных друг от друга местах на центральном каркасе 6634. В одном варианте реализации изобретения каждый теплообменный элемент 6580 может иметь одну или более проходящих через него линий для охлаждающего агента 6593. В одном варианте реализации изобретения каждый теплообменный элемент или каждое ребро 6580 поддерживается на центральном каркасе 6634 и функционально связан с приводным механизмом 6582. В одном варианте реализации изобретения приводной механизм 6582 выполнен с возможностью перемещения каждого теплообменного элемента или ребра 6580 между своим убранным положением (как проиллюстрировано на Фиг. 120 и 121) и своим втянутым положением (как проиллюстрировано на Фиг. 122). В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 122, имеется радиальный зазор G между контактными поверхностями 6572 теплообменных элементов 6580 и внутренними поверхностями 5130a, 5132a труб 1022a, 1022b, когда теплообменные элементы 6580 находятся в своих убранных положениях.
[001081] В одном варианте реализации изобретения приводной механизм 6582 может содержать поршень 6586, цилиндр 6584, множество первых элементов 6588 и множество вторых элементов 6590. В одном варианте реализации изобретения количество первых и вторых элементов может зависеть от количества используемых теплообменных элементов 6580.
[001082] В одном варианте реализации изобретения может быть два приводных механизма, при этом один приводной механизм расположен (в осевом направлении вдоль оси трубы) с одной стороны теплообменного элемента 6580, а другой приводной механизм расположен (в осевом направлении вдоль оси трубы) с другой стороны теплообменного элемента 6580. В одном варианте реализации изобретения оба приводных механизма могут работать одновременно, чтобы перемещать теплообменные элементы 6580 между их выдвинутыми и убранными положениями. В одном варианте реализации изобретения может быть только один приводной механизм, выполненный с возможностью перемещения каждого теплообменного элемента или ребра 6580 между его выдвинутым положением (как проиллюстрировано на Фиг. 120 и 121) и его убранным положением (как проиллюстрировано на Фиг. 122).
[001083] В одном варианте реализации изобретения каждый второй элемент 6590 сконструирован и выполнен с возможностью соединения с теплообменным элементом 6580 на одном конце и с первым теплообменным элементом 6588 на другом конце. В одном варианте реализации изобретения каждый первый элемент 6588 сконструирован и выполнен с возможностью соединения со вторым элементом 6590 на одном конце и с участком поршня 6586 (или элементом, перемещаемым посредством поршня 6586) на другом конце.
[001084] В одном варианте реализации изобретения второй элемент 6590 сконструирован и выполнен с возможностью размещения в проходящем в радиальном направлении отверстии 6592 в (зафиксированном) каркасном элементе 6594 таким образом, чтобы проходящем в радиальном направлении отверстие 6592 облегчало радиальное перемещение (например, радиальное перемещение вверх и вниз) находящегося в нем второго элемента 6590.
[001085] В одном варианте реализации изобретения поршень 6586 выполнен с возможностью перемещения в осевом направлении в цилиндре 6584. В одном варианте реализации изобретения первые элементы 6588 перемещаются расположенным в осевом направлении возвратно-поступательным поршнем 6586, например, приводимым в движение давлением (гидравлическим или пневматическим) флюида внутри цилиндра 6584.
[001086] Теплообменные элементы 6580 перемещаются из своих убранных положений (как проиллюстрировано на Фиг. 122), где контактные поверхности 6572 теплообменных элементов 6580 не контактируют с внутренними поверхностями 5130a, 5132a труб 1022a, 1022b, к своим выдвинутым положениям (как проиллюстрировано на Фиг. 201 и 121), где контактные поверхности 6572 теплообменных элементов 6580 выполнены с возможностью контакта с внутренними поверхностями 5130a, 5132a труб 1022a, 1022b путем приведения в действие цилиндра 6584 таким образом, чтобы поршень 6586 перемещался в осевом направлении в цилиндре 6584. Сжатый воздух, поступающий в отверстие 6503, заставляет поршень 6586 перемещать теплообменные элементы 6580 в их выдвинутые положения.
[001087] В одном варианте реализации изобретения осевое перемещение поршня 6586 преобразуется в радиальные перемещения вторых элементов 6590 через первые элементы 6588. Таким образом, радиальные силы контакта генерируются жидкостным давлением сжатого воздуха, воздействующим на поршень 6586. Поршень 6586 приводит в движение первые элементы 6588, которые преобразуют осевое перемещение поршня 6586 в радиальные перемещение вторых элементов 6590. Поскольку каждый теплообменный элемент 6580 функционально связан со вторыми элементами 6590, радиальные перемещения вторых элементов 6590 приводят к радиальным перемещениям теплообменного элемента 6580 между его выдвинутыми и убранным положениями.
[001088] В одном варианте реализации изобретения размер цилиндра, приложенное давление флюида и размеры различных компонентов приводного механизма 6582 могут быть изменены для управления выдвижением и убиранием теплообменных элементов 6580.
[001089] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 123, система охлаждения 6500 может содержать жидкостную форсунку 6562, выполненную с возможностью нанесения охлаждающей жидкости на внутреннюю поверхность 5130а, 5130b сварных труб 1022а, 1022b для удаления тепла из сварных труб 1022а, 1022b. В одном варианте реализации изобретения жидкостная форсунка 6562 представляет собой водяную форсунку, которая раздувает/распыляет воду на внутреннюю поверхность 5130а, 5132а трубы 1022а, 1022b, чтобы облегчить охлаждение сварных труб 1022а, 1022b.
[001090] В одном варианте реализации изобретения теплообменник 6502 может содержать множество жидкостных форсунок 6562, которые расположены по окружности и в осевом направлении (вдоль оси трубы) на разнесенных друг от друга местах. В одном варианте реализации изобретения каждая жидкостная форсунка 6562 выполнена с возможностью приема охлаждающей жидкости из источника охлаждающего агента 6564 через линию подачи охлаждающего агента 6566 и через один или более клапанов. В одном варианте реализации изобретения охлаждающий агент представляет собой газ или жидкость. В одном варианте реализации изобретения полученный охлаждающий агент распыляется жидкостными форсунками 6562 на внутреннюю поверхность 5130а, 5132а сварных труб 1022а, 1022b для удаления тепла из сварных труб 1022а, 1022b.
[001091] На Фиг. 124 и 125 проиллюстрирован теплообменный элемент 6574, который выполнен с возможностью выдвижения, например, с помощью приводного механизма 6582, проиллюстрированного и описанного со ссылкой на Фиг. 120-122. В одном варианте реализации изобретения контактная поверхность 6572 теплообменного элемента или ребра 6574, когда теплообменный элемент 6574 находится в выдвинутом положении, выполнена с возможностью контактировать с внутренней поверхностью 5130а, 5132а сварных труб 1022а, 1022b для удаления тепла из сварных труб 1022а, 1022b. В одном варианте реализации изобретения теплообменник может содержать множество таких теплообменных элементов или ребер 6574, которые расположены по окружности на расстоянии друг от друга и которые могут быть выдвинуты и убраны приводным механизмом (например, пневматическим или иным). В одном варианте реализации изобретения теплообменный элемент или ребро 6574 может содержать множество жидкостных (воздушных) каналов 6576, которые выполнены с возможностью позволять жидкости проходить через них. В одном варианте реализации изобретения каналы 6576 могут проходить в радиальном направлении и быть разнесены друг от друга по окружности.
[001092] Со ссылкой на Фиг. 126-128, в одном варианте реализации изобретения система охлаждения 6500 может содержать систему привода 6602. В одном варианте реализации изобретения система привода 6602 может содержать конструкцию кабеля 6604, которая проходит от внутренней системы охладителя 6500 через одну или более труб 1022a, 1022b к открытому концу 6606 трубы 1022а. В одном варианте реализации изобретения конструкция кабеля 6604 используется для облегчения перемещения внутренней системы охладителя 6500 в трубах 1022а, 1022b.
[001093] В одном варианте реализации изобретения могут быть реализованы одна или более систем кабелей/лебедок 6608 и 6604, в которых могут быть предусмотрены одна или более лебедок 6608 как часть внутренней системы охладителя 6500 и/или расположены в одной или более опорных точках (например, 6610), которые являются внешними по отношению к трубам 1022а, 1022b. В одном варианте реализации изобретения может быть предусмотрена конструкция лебедки во внутренней системе охладителя 6500.
[001094] Например, в одном варианте реализации изобретения предусмотрена конструкция лебедки 6608 в опорном месте 6610 вне труб 1022a, 1022b, и она соединена с конструкцией кабеля 6604. То есть, со ссылкой на Фиг. 127 и 128, один конец 6612 конструкции кабеля 6604 соединен с конструкцией лебедки 6608, а другой конец 6614 конструкции кабеля 6604 соединен с элементом 6616 переднего каркаса 6618 системы охладителя 6500. Эта конфигурация конструкции кабеля 6604 и конструкции лебедки 6608 содействует перемещение вперед внутренней системы охладителя 6500 в трубах 1022a, 1022b.
[001095] В одном варианте реализации изобретения другая конструкция кабеля может быть соединена с элементом 6620 заднего каркаса 6622 (как проиллюстрировано на Фиг. 119) системы охладителя 6500, чтобы облегчить обратное перемещение внутренней системы охладителя 6500 в трубах 1022а, 1022b. Эта конструкция кабеля может управляться другой конструкцией лебедки (например, предусмотренной на опорном месте сзади или снаружи труб 1022а, 1022b), чтобы облегчить обратное перемещение внутренней системы охладителя 6500 в секциях труб 1022а, 1022b.
[001096] Таким образом, конструкция кабеля 6604 проходит между лебедкой 6608 и точкой соединения (либо во внутренней системе охладителя 6500, либо в точке соединения снаружи по отношению к трубам 1022а, 1022b), чтобы облегчить размещение внутренней системы охладителя 6500 внутри и/или выведения внутренней системы охладителя 6500 из труб 1022а, 1022b во время выполнения процедур.
[001097] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 129, система охлаждения 6500 может содержать множество роликов 6530, выполненных с возможностью взаимодействия с внутренней поверхностью 5130, 5132 одной или более труб 1022a, 1022b и приводного двигателя 6532, выполненного с возможностью приведение роликов 6530 в движение для перемещения каркаса в сборе 6503 (включая передний каркас 6618, центральный каркас 6634 и каркас привода 6622) системы охладителя 6500.
[001098] В одном варианте реализации изобретения электронный модуль охладителя 6528 выполнен с возможностью управления работой системы привода 6602 (например, путем управления одним или более двигателями 6532 (которые вводят ролики 6530 в контакт с внутренними участками стенок трубы) для содействия продвижению внутренней системы охладителя 2010 внутри трубы 1022а по направлению к месту сварки. В одном варианте реализации изобретения электронный модуль охладителя 6528 внутренней системы охладителя 6500 выполнен с возможностью связи с одним или более процессорами 5140 и одним или более другими процессорами или электронными модулями (например, функционально связанными с различными системами сварки, функционально связанными с платформами, зажимами или другими системами выравнивания труб и/или размещенными в удаленном месте от этих систем), как описано в настоящей заявке.
[001099] В проиллюстрированном варианте реализации изобретения каждый ролик 6530 системы охладителя 6500 функционально связан со своим соответствующим приводным двигателем 6532. То есть четыре приводных двигателя 6532 соединены, как проиллюстрировано, с четырьмя роликами 6330. В другом варианте реализации изобретения два ролика 6530 могут быть непосредственно соединены с двумя приводными двигателями 6532, а другие два ролика 6530 могут быть функционально связаны с двумя роликами 6530, которые непосредственно соединены с приводными двигателями 6532.
[001100] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 130 и 131, система охлаждения 6500 может содержать источник питания 6526 для обеспечения электроэнергией электронного модуля охладителя 6528 системы охладителя 6500, системы привода 6602, электронных датчиков, клапанной конструкции (например, для управления с помощью электроники одним или более клапанами 6522 и, таким образом, управления потоком охлаждающего агента из источника подачи охлаждающего агента 6524 к теплообменнику 6502). В одном варианте реализации изобретения источник питания 6526 содержится в каркасе в сборе системы охладителя 6500. В одном варианте реализации изобретения источник питания 6526 содержит множество элементов батареи или батарейных отсеков, которые содержаться в заднем каркасе 6622 системы охладителя 6500. В одном варианте реализации изобретения проиллюстрированы семь батарей. В одном варианте количество батарей может варьироваться. В одном варианте реализации изобретения количество батарей может зависеть от типа используемого теплообменника и/или других энергетических требований системы охладителя 6500. В проиллюстрированном варианте реализации изобретения источник питания 6526 проиллюстрирован в системе охладителя, имеющей термоэлектрический теплообменник. Однако предполагают, что источник питания 6526 может использоваться с системами охладителя, имеющими теплообменник любого типа, как описано в настоящей заявке.
[001101] В одном варианте реализации изобретения один или более элементов батареи, переносимые каркасом системы охладителя 6500, выполнены с возможностью питания приводного двигателя 6532 и тормозной системы, принадлежащей системе охладителя 6500. В одном варианте реализации изобретения один или более элементов батареи, переносимые каркасом системы охладителя 6500, выполнены с возможностью питания охладителя 6502 системы охладителя 6500.
[001102] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 130 и 132, теплообменник 6502 системы охладителя 6500 может быть термоэлектрическим теплообменником 6502. Например, термоэлектрический теплообменник может быть устройством Пельтье.
[001103] В одном варианте реализации изобретения термоэлектрический теплообменник 6502 может иметь множество элементов каркаса 6538, расположенных в разнесенных по окружности местах на элементе вала 6542 системы охладителя 6500. В проиллюстрированном варианте реализации изобретения проиллюстрированы шесть элементов каркаса 6538. В одном варианте реализации изобретения количество элементов каркаса 6538 может варьироваться. В одном варианте реализации изобретения каждый элемент каркаса 6538 может иметь множество расположенных на нем термоэлектрических теплопередающих элементов 6544. В проиллюстрированном варианте реализации изобретения шесть термоэлектрических теплопередающих элементов 6544 расположены на каждом элементе каркаса 6538. В одном варианте количество термоэлектрических теплопередающих элементов 6544, расположенных на каждом элементе каркаса 6538, может варьироваться.
[001104] В одном варианте реализации изобретения элементы каркаса 6538 могут поддерживаться на элементе вала 6542 системы охладителя 6500 через опорные элементы 6540 (например, два). В одном варианте реализации изобретения опорные элементы 6540 могут выдвигаться и убираться посредством приводного механизма. В одном варианте реализации изобретения приводной механизм выполнен с возможностью выдвижения опорных элементов 6540 таким образом, что элементы каркаса 6538 и расположенные на нем термоэлектрические элементы 6544 расположены в контакте с внутренней поверхностью 5130а, 5132а сварных труб для удаления тепла из сварных труб 1022а, 1022b. В одном варианте реализации изобретения приводной механизм может управляться пневматически или может управляться любым другим способом, что было бы понятно специалисту в данной области техники.
[001105] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 133, теплообменник 6502 системы охладителя 6500 может быть нагнетателем 6505, выполненным с возможностью вдувания охлаждающего газа на внутреннюю поверхность 5130а, 5132а сварных труб 1022а, 1022b для удаления тепла из сварных труб 1022а, 1022b. В одном варианте реализации изобретения нагнетатель вдувает воздух на внутреннюю поверхность 5130a, 5132a трубы 1022a, 1022b, чтобы облегчить охлаждение сварных труб 1022a, 1022b. В одном варианте реализации изобретения нагнетатель 6505 может содержать элемент каркаса 6550, имеющий на нем множество отверстий 6552. В одном варианте реализации изобретения элемент каркаса 6550 сконструирован и выполнен с возможностью приема воздуха из выпускного отверстия источника сжатого воздуха 6554 (например, под высоким давлением). В одном варианте реализации изобретения элемент каркаса 6550 сконструирован и выполнен с возможностью приема воздуха из выпускного отверстия вентилятор с приводом от двигателя. В одном варианте реализации изобретения отверстия 6552, образованные на элементе каркаса 6550, выполнены с возможностью функционирования в качестве выпускных отверстий для подачи принятого воздуха на внутреннюю поверхность 5130а, 5132а сварных труб для удаления тепла из сварных труб 1022а, 1022b.
[001106] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 134, камера 6556, установленная в местоположении CL на первой секции 6558 и управляемая электронным модулем охладителя 6528, может предоставлять видеоизображения устройству дистанционного управления таким образом, чтобы пользователь мог определить, насколько близко внутренняя система охлаждения 6500 находится к сварному соединению 1026.
[001107] В одном варианте реализации изобретения, как проиллюстрировано на Фиг. 135 и 136, система охлаждения 6500 содержит нагнетатель 6650, выполненный с возможностью вдувания охлаждающего газа на внутреннюю поверхность 5130а, 5132а сварных труб 1022а, 1022b для удаления тепла из сварных труб 1022а, 1022b. В одном варианте реализации изобретения нагнетатель 6505 содержит вентилятор. В одном варианте реализации изобретения конструкция, расположение и работа нагнетателя 6505 могут быть подобны функциям вентилятора 2122, как подробно описано в другом месте настоящей заявки.
[001108] В одном варианте реализации изобретения со ссылкой на Фиг. 135 и 136 теплообменные элементы 6580 перемещают из их убранных положений (как проиллюстрировано на Фиг. 136), в которых контактные поверхности 6572 теплообменных элементов 6580 не контактируют с внутренними поверхностями 5130а, 5132а труб 1022а, 1022b, в их выдвинутые положения, в которых контактные поверхности 6572 теплообменных элементов 6580 выполнены с возможностью контакта с внутренними поверхностями 5130a, 5132a труб 1022a, 1022b, путем управления приводным механизмом 6664.
[001109] В одном варианте реализации изобретения приводной механизм 6664 может быть линейным приводом. В одном варианте реализации изобретения приводной механизм 6664 может содержать двигатель 6652, ходовой винт 6654, гайку винтовой передачи 6656, множество первых элементов 6664 и множество вторых элементов 6666. В одном варианте реализации изобретения количество первых и вторых элементов может зависеть от количества используемого теплообменного элемента 6580. В одном варианте реализации изобретения каждый второй элемент 6666 сконструирован и выполнен с возможностью соединения с теплообменным элементом 6580 на одном конце и с первым элементом 6664 на другом конце. В одном варианте реализации изобретения каждый первый элемент 6664 сконструирован и выполнен с возможностью соединения со вторым элементом 6666 на одном конце и с элементом 6662, перемещаемым двигателем 6652, на другом конце.
[001110] В одном варианте реализации изобретения двигатель 6652 выполнен с возможностью (например, соединен механически) вращения ходового винта 6654. В одном варианте реализации изобретения двигатель 6652 выполнен с возможностью вращения либо в направлении по часовой стрелке, либо в направлении против часовой стрелки, чтобы вызывать подъем или опускание теплопередающих элементов 6580, фактически перпендикулярных трубной оси труб 1022а, 1022b. В одном варианте реализации изобретения двигатель 6652 выполнен с возможностью непосредственного соединения для вращения ходового винта 6654. В другом варианте реализации изобретения двигатель 6652 выполнен с возможностью косвенного соединения, например, с помощью ряда зубчатых передач или редуктора, для поворота ходового винта 6654.
[001111] В одном варианте реализации изобретения ходовой винт 6654 содержит резьбу, выточенную на его наружной поверхности и проходящую вдоль его длины. В одном варианте реализации изобретения гайка винтовой передачи 6656 сконструирована и выполнена с возможностью нарезания резьбы на ходовом винте 5514 и содержит дополнительные резьбы, выточенные на ее внутренней поверхности.
[001112] В одном варианте реализации изобретения гайка винтовой передачи 6656 выполнена с возможностью блокировки с участком элемента 6662 таким образом, что предотвращается вращение гайки винтовой передачи 6656 вместе с ходовым винтом 6654. То есть гайка винтовой передачи 6656 удерживается от вращения вместе с ходовым винтом 6654, поэтому гайка винтовой передачи 6656 выполнена с возможностью перемещения вверх и вниз по ходовому винту 6654. В одном варианте реализации изобретения гайка винтовой передачи 6656 блокируется и располагается в отверстии элемента 6662. В одном варианте реализации изобретения ходовой винт 5514 выполнен с возможностью прохождения через отверстие заблокированной гайки винтовой передачи 5516.
[001113] Работа приводного механизма 6664 подробно обсуждается ниже. Когда ходовой винт 6654 вращается двигателем 6652, гайка винтовой передачи 6656 приводится в движение по резьбе. В одном варианте реализации изобретения направление движения гайки винтовой передачи 6656 зависит от направления вращения ходового винта 6654 двигателем 6652. Когда гайка винтовой передачи 6656 заблокирована в отверстии элемента 6662, элемент 6662 выполнен с возможностью перемещения ходового винта 6654 вместе с гайкой винтовой передачи 6656. То есть элемент 6662 перемещается линейно (справа налево или слева направо) при вращении двигателя 6652. Кроме того, когда элемент 6662 соединен с первыми элементами 6658, перемещение элемента 6662 вызывает перемещение первых элементов 6658. Поскольку вторые элементы 6660 соединены с первыми элементами 6658, перемещение первых элементов 6658 вызывает радиальное (вверх или вниз) перемещение вторых элементов 6660. То есть линейное перемещение элемента 6662 преобразуется в радиальное (вверх или вниз) движение вторых элементов 6660 через первые элементы 6658.
[001114] Когда теплообменный элемент 6580 соединен со вторыми элементами 6660, радиальное (вверх или вниз) перемещение вторых элементов 6660 вызывает радиальное (вверх или вниз) перемещение теплообменного элемента 6580. Таким образом, двигатель 6652 выполнен с возможностью перемещения контактных поверхностей 6572 теплообменных элементов 6580 наружу в зацепление с внутренней поверхностью 5130а, 5132а металлических труб 1022а, 1022b.
[001115] В одном варианте реализации изобретения время, которое требуется системе охладителя для охлаждения труб (например, после процедуры нанесения покрытия и перед процедурой намотки), может находиться в диапазоне от 90 до 150 минут.
[001116] Поскольку система охлаждения может использоваться для приложения энергии охлаждения к внутренней поверхности металлических труб, внутри труб, время охлаждения металлических труб может быть сокращено (например, по сравнению с допустимым естественным охлаждением металлических труб или по сравнению с нанесением охлаждающего агента поверх изоляционного материала). Это, например, может облегчить охлаждение металлических труб после того, как изоляционный материал нанесен на сварную трубу, которую следует предварительно нагреть до нанесения металла сварного шва. В результате сварная труба может быть введена в эксплуатацию или иным образом дополнительно обработана быстрее. В частности, после того, как сварная труба нагрета для нанесения изоляционного материала и наносится изолятор, он не должен подвергаться высоким нагрузкам, которые могут иметь место при процедуре развертывания. Например, в некоторых вариантах реализации изобретения сварная труба и ее изоляция (изоляция которой применяется только после того, как температура сварной трубы поднимается нагревом до температуры по меньшей мере 160°С) предназначена для намотки на катушку во время операции намотки. Такая операция намотки выполняется идеально только после того, как сварная и изолированная металлическая труба охлаждена до уровня ниже порогового уровня (например, ниже 50°С). Использование внутреннего охладителя может ускорить достижение охлаждения металлической трубы до уровня ниже порогового уровня. В другом применении внутренней системы охладителя после этого трубы сваривают (также перед нанесением изолятора).
[001117] Операция намотки является одной из ряда процедур развертывания, которые могут быть выполнены идеально только после того, как температура сварной трубы опустится ниже пороговой температуры (например, посредством функционирования внутреннего охладителя). Другие процедуры развертывания могут включать процедуру S-образной укладки труб и/или процедуру J- образной укладки труб на барже для укладки труб. Температура сварной трубы должна быть ниже пороговой температуры, прежде чем труба будет погружена в воду (например, в море или океан).
[001118] Кроме того, в другом применении может быть желательно проверить сварку ультразвуковым датчиком в ультразвуковой системе контроля. Ультразвуковая проверочная станция выполнена с возможностью работы в идеальном случае ниже пороговой температуры (например, ниже 80°С), которая может быть достигнута быстрее (после того, как труба нагревается в результате операции сварки) с использованием системы охладителя. Таким образом, в одной системе охладитель может использоваться до операции с задействованием системы ультразвукового контроля, которая будет проводиться после сварки и перед повторным нагревом трубы для нанесения изоляционного материала.
[001119] В одном варианте реализации изобретения, со ссылкой на Фиг. 136А, предусмотрена станция ультразвуковой проверки 6801, которая выполнена с возможностью проверки сварки между сварными металлическими трубами 1022а, 1022b. В одном варианте реализации изобретения система охлаждения 6500 выполнена с возможностью облегчения охлаждения металлических труб 1022а, 1022b после сварки труб 1022а, 1022b и перед проверкой сварки станцией ультразвуковой проверки 6801.
[001120] В одном варианте реализации изобретения датчик температуры (например, 2017a, проиллюстрированный на Фиг. 104-109) может использоваться для определения температуры трубы 1022a, 1022b вблизи сварки 1026. Например, со ссылкой на Фиг. 107, датчик температуры 2017a выполнен с возможностью размещения на внутренней системе охладителя и вблизи сварки 1026. В одном варианте реализации изобретения датчик температуры 2017a может быть расположен вблизи теплообменных элементов или ребер внутренней системы охладителя для измерения температуры (внутреннего диаметра) внутренних поверхностей 5130, 5132 трубы 1022а, 1022b. В другом варианте реализации изобретения датчик температуры может быть расположен на станции ультразвуковой проверки 6801. В одном варианте реализации изобретения датчик температуры может быть контактным или бесконтактным датчиком температуры.
[001121] В одном варианте реализации изобретения датчик температуры 2017a, который измеряет температуру труб 1022a, 1022b, может быть функционально связан с одним или более процессоров. В одном варианте реализации изобретения один или более процессоров отправляют инструкции по эксплуатации охладителю 6502 на основании сигналов, принятых от датчика температуры 2017a. В одном варианте реализации изобретения один или более процессоров управляют кулером до тех пор, пока датчик 2017a и процессор не определят, что температура труб 1022a, 1022b ниже пороговой температуры.
[001122] В одном варианте реализации изобретения один или более процессоров могут быть выполнены с возможностью определения того, что температура трубы 1022а, 1022b вблизи сварки 1026 ниже заданного порога температуры. В одном варианте реализации изобретения датчик температуры может быть выполнен с возможностью обнаружения того, что температура трубы 1022a, 1022b вблизи сварки 1026 ниже заданного порога температуры.
[001123] В одном варианте реализации изобретения проверка станцией ультразвуковой проверки 6801 начинается после того, как датчик температуры 2017a обнаруживает, что температура трубы 1022a, 1022b вблизи сварки 1026 ниже заданного порога температуры.
[001124] На Фиг. 136B проиллюстрирован способ развертывания трубопровода. На Фиг. 136C и 136D проиллюстрированы схематические виды системы развертывания труб S-образной укладки и системы развертывания труб J-образной укладки. На Фиг. 136E проиллюстрированы баржи с S-образной укладкой труб и J-образной укладкой.
[001125] В одном варианте реализации изобретения трубы 1022а, 1022b (например, около 40 футов или 80 футов в длину) изготавливаются во время процедуры изготовления труб 6902. В одном варианте реализации изобретения изготовленные трубы хранятся в хранилище для труб 6904, прежде чем трубы будут отправлены для дальнейшей обработки, например, на баржу с S-образной размоткой труб 6942 (как проиллюстрировано на Фиг. 136C), береговую трубосварочную базу или баржу с J-образной укладкой труб 6944 (как проиллюстрировано на Фиг. 136D). В одном варианте реализации изобретения хранилище труб может содержать множество стеллажей для хранения.
[001126] В одном варианте реализации изобретения во время процедуры береговой трубосварочной базы 6914 изготовленные секции труб принимаются береговой трубосварочной базой, эти секции труб соединяются на береговой трубосварочной базе с образованием длинных секций труб, и эти длинные секции труб затем наматываются и загружаются на судно, корабль или баржу. В одном варианте реализации изобретения береговая трубосварочная база может содержать полуавтоматические или автоматические сварочные системы, полевые системы покрытия соединений, системы неразрушающего контроля и испытаний, стеллажи для хранения, роликовые системы и/или другое оборудование по обработке труб для изготовления, намотки и загрузки жестких трубопроводов перед установкой.
[001127] В одном варианте реализации изобретения плети труб наматывают на большие катушки на баржах (как проиллюстрировано на Фиг. 136E) и не разматывают, когда баржа прибывает на место работы. В одном варианте реализации изобретения плети намотанных труб не разматывают на судне, корабле или барже во время процедуры 6916, и затем секции труб развертывают во время процедуры 6918. В одном варианте реализации изобретения «разматывающее» судно, корабль или баржа может быть баржей с J-образной укладкой труб или баржей с S-образной укладкой труб. На Фиг. 136E проиллюстрированы баржи с S-образной укладкой труб и с J-образной укладкой труб.
[001128] В одном варианте реализации изобретения баржа S-образной укладкой труб 6942 принимает хранимые секции труб из хранилища для труб. В одном варианте реализации изобретения во время процедуры 6906 баржа с S-образной укладкой труб 6942 использует свои бортовые системы для производства длинных секций труб. В одном варианте реализации изобретения на барже с S-образной укладкой труб 6942 во время процедуры 6906 для производства длинных секций труб используются автоматические сварочные системы, системы выкладки труб, резервные зажимы, продувочные и/или другое вспомогательное оборудование. В одном варианте реализации изобретения процедура развертывания труб с S-образной укладкой используется для морских трубопроводов. В одном варианте реализации изобретения процедура развертывания труб с S-образной укладкой используется на мелководье и в промежуточных водах. В одном варианте реализации изобретения процедура развертывания труб с S-образной укладкой дает трубе возможность покидать судно в горизонтальном положении. В одном варианте реализации изобретения процедура развертывания труб с S-образной укладкой обеспечивает высокие уровни производительность. Как проиллюстрировано на Фиг. 136C, баржа 6942 с S-образной укладкой труб сконструирована и выполнена с возможностью развертывания секций труб с S-образной укладкой.
[001129] В одном варианте реализации изобретения баржа J-образной укладкой труб 6944 принимает хранимые секции труб из хранилища для труб. В одном варианте реализации изобретения во время процедуры 6908 баржа с J-образной укладкой труб 6944 использует свои бортовые системы для производства длинных секций труб. В одном варианте реализации изобретения на барже с J-образной укладкой труб 6944 во время процедуры 6908 для производства длинных секций труб используются автоматические сварочные системы, системы выкладки труб, J-образные зажимы и/или другое вспомогательное оборудование. В одном варианте реализации изобретения процедура развертывания труб с J-образной укладкой используется для морских трубопроводов. В одном варианте реализации изобретения процедура развертывания труб с J-образной укладкой используется в работе на больших глубинах. В одном варианте реализации изобретения процедура развертывания труб с J-образной укладкой дает трубе возможность покидать систему укладки в положении, очень близком к вертикальному. Это означает, что трубопровод устанавливают с очень сниженной нагрузкой на трубу. Как проиллюстрировано на Фиг. 136D, баржа 6944 с J-образной укладкой труб сконструирована и выполнена с возможностью развертывания секций труб с J-образной укладкой.
[001130] Управление, позиционирование и связь с внутренней сварочной системой, системой сварки плетей трубопровода и/или системами охладителей труб, когда они расположены внутри трубы, могут выполняться различными способами, как описано в данном документе. В еще одном варианте реализации изобретения положение системы внутри трубы может быть обнаружено посредством передачи низкочастотного электромагнитного сигнала рамочной антенной, расположенной в непосредственной близости от внешней поверхности трубы. Этот сигнал обнаруживается парой ортогональных приемных измерительных рамочных антенн, установленных на системе в трубе, в непосредственной близости от внутренней поверхности трубы. Фазы принимаемых сигналов относительно передаваемого сигнала и отношение амплитуд двух принятых сигналов используются для оценки относительного положения передатчика и приемников. Управление системой внутри трубы (т. е. внутренний сварочный аппарат, аппарат для сварки плетей трубопровода или система охлаждения и т.д.) наряду с передачей информации также может выполняться с помощью высокочастотной радиосвязи посредством широкополосных сигналов с прямой последовательностью между одним или более процессорами (например, внутри компьютерной консоли) за пределами трубы и одного или более процессоров, установленных на системе в трубе. Детали этого развертывания можно найти в патенте США № 6 092 406, включенном в настоящий документ посредством ссылки в полном объеме.
[001131] В одном варианте реализации изобретения внутренняя сварочная система 5004, 3001 может содержать устройство потребления металла сварного шва. В одном варианте реализации изобретения внешняя сварочная система 7500 может содержать устройство потребления металла сварного шва. В одном варианте реализации изобретения устройство потребления металла сварного шва может быть частью узла подачи проволоки 5020 внутренней сварочной системы 5004.
[001132] В одном варианте реализации изобретения устройство потребления металла сварного шва может иметь конструкцию и принцип работы, как и устройство (устройства), проиллюстрированное и описанное со ссылкой на Фиг. 161A-165 по настоящей заявке. Например, в одном варианте реализации изобретения конструкция, конфигурация и функции катушки 5272 (как проиллюстрировано на Фиг. 22А), используемой внутренней сварочной системой 5004, может быть аналогична функциям катушки 14480, как проиллюстрировано и описано со ссылкой на Фиг. 161А. В одном варианте реализации изобретения конструкция, конфигурация и работа двигателей узла подачи проволоки 5020 внутренней сварочной системы 5004 могут быть аналогичны функциям двигателя 14490, как проиллюстрировано и описано со ссылкой на Фиг. 162, 164A и 164B. Кроме того, в одном варианте реализации изобретения узел подачи проволоки 5020 внутренней сварочной системы 5004 может содержать датчик веса, который выполнен с возможностью замера исчерпания расходуемого материала. Конструкция, конфигурация и работа датчика веса внутренней сварочной системы 5004 могут быть аналогичны функциям датчика веса 14484, как проиллюстрировано и описано со ссылкой на Фиг. 161C. В одном варианте реализации изобретения внутренняя сварочная система 5004 сварки может содержать другие датчики (например, проиллюстрированные на Фиг. 161B) для определения количества расходуемого металла сварного шва, используемого внутренней сварочной системой 5004 в течение заданного периода времени.
[001133] В одном варианте реализации изобретения один или более процессоров 5140, функционально связанных с внутренней сварочной системой 5004, могут быть выполнены с возможностью определения скорости подачи проволоки на основании скорости вращения двигателей узла подачи проволоки 5020, как описано в другом месте в настоящей заявке. В одном варианте реализации изобретения один или более процессоров 5140, функционально связанных с внутренней сварочной системой 5004, могут быть выполнены с возможностью определения количества расходуемого металла сварного шва, используемого внутренней сварочной системой 5004 в течение заданного периода времени, и генерирования на основании этого данных о потреблении металла сварного шва. В одном варианте реализации изобретения передатчик внутренней сварочной системы 5004 может передавать полностью беспроводным способом данные о потреблении металла сварного шва в удаленную систему обработки uLog для дальнейшей обработки. В одном варианте реализации изобретения удаленная система обработки uLog также может быть выполнена с возможностью передачи (полностью беспроводным способом во внутреннюю сварочную систему, внешнюю сварочную систему и/или внутреннюю систему сварки плетей трубопровода) дополнительных инструкций по эксплуатации внутренней сварочной системы, внешней сварочной системы и/или внутренней системы сварки плетей трубопровода на основании обработанных данных о потреблении металла сварного шва. Например, такие инструкции могут включать в себя корректировку проскальзывания двигателей узла подачи проволоки путем увеличения скорости двигателя узла подачи проволоки внутренней сварочной системы, внешней сварочной системы и/или внутренней системы сварки плетей трубопровода. В одном варианте реализации изобретения один или более процессоров 5140 внутренней сварочной системы 5004 могут использовать процедуры, проиллюстрированные и описанные со ссылкой на Фиг. 163 и 165, для определения данных о потреблении металла сварного шва, обработанных данных о потреблении металла сварного шва и т.д.
[001134] В одном варианте реализации изобретения конструкция и работа устройства для потребления металла сварного шва описаны выше в отношении внутренней системы сварки 5004. В одном варианте реализации изобретения внешняя система сварки 7500 и внутренняя система сварки плетей трубопровода 3001 могут содержать устройство потребления металла сварного шва с аналогичной конструкцией и работой. То есть в одном варианте реализации изобретения ступица, электроника, программное обеспечение и изображения, отправляемые устройствами потребления металла сварного шва, входящими в состав внутренней системы сварки и внешней системы сварки, являются общими для обоих устройств. Однако форма и размер устройств потребления металла сварного шва внутренней системы сварки 5004, 3001 и внешней системы сварки 7500 могут варьироваться. В одном варианте реализации изобретения устройства потребления металла сварного шва внутренней системы сварки 5004, 3001 и внешней системы сварки 7500 могут иметь разные конфигурации форм и/или разные геометрии. В одном варианте реализации изобретения устройство потребления металла сварного шва может быть выполнено с возможностью обнаружения неразрешенной катушки для проволоки, используемой во внутренней системе сварки 5004, 3001 или внешней системе сварки 7500.
[001135] Тестирование и операции полевой системы
[001136] На Фиг. 137А проиллюстрирована система 13700 для содействия тестированию полевой системы или ее операций в соответствии с одним или более вариантами реализации изобретения. Как проиллюстрировано на Фиг. 137, система 13700 может содержать одну или более полевых систем 13702 (или полевые системы 13702a-13702n), одну или более удаленных компьютерных систем 13704 и одну или более сетей 150, через которые компоненты системы 13700 могут связываться друг с другом. Полевая система 13702 может содержать одно или более полевых устройств 13712, одно или более контрольных устройств 13714, одну или более полевых компьютерных систем 13716 или другие компоненты. Удаленная компьютерная система 13704 может содержать один или более процессоров 13730, выполненных с возможностью исполнения одной или более подсистем, таких как подсистема профиля объекта 13732, подсистема администратора операций 13734, подсистема протокола операций 13736, подсистема контроля операций 13738, подсистема триггера операций 13740, подсистема презентации 13742 или другие компоненты. Как описано ниже, в одном или более вариантах реализации изобретения операции соответствующих компонентов удаленной компьютерной системы 13704 могут выполняться одним или более процессорами удаленной компьютерной системы 13704. Следует отметить, что, хотя одна или более операций описаны в данном документе как выполняемые компонентами удаленной компьютерной системы 13704, эти операции могут в некоторых вариантах реализации изобретения выполняться компонентами полевой системы 13702 (например, полевой компьютерной системы 13716) или другими компонентами системы 13700.
[001137] В одном варианте реализации изобретения полевая система 13702 может быть полевой системой 5000. В одном варианте реализации изобретения в случае, когда компьютерная система 5138 является локальной по отношению к полевой системе 5000, полевая компьютерная система 13716 может быть локальной компьютерной системой 5138, а процессоры полевой компьютерной системы 13718 могут быть процессорами локальной компьютерной системы 5140. Если компьютерная система 5138 расположена удаленно от полевой системы 5000, удаленная компьютерная система 13704 может быть удаленной компьютерной системой 5138, а процессоры удаленной компьютерной системы 13730 могут быть процессорами удаленной компьютерной системы 5140.
[001138] На Фиг. 137B проиллюстрированы линии связи между удаленной компьютерной системой 13730, полевой компьютерной системой 13716 полевой системы 13702 и другими компонентами полевой системы 13702, в соответствии с одним или более вариантами реализации изобретения. В одном варианте реализации изобретения удаленная компьютерная система 13704 (или ее процессоры 13730) может связываться с одним или более другими компонентами полевой системы 13702 через полевую компьютерную систему 13716 (и одну или более проводных либо беспроводных линий связи между полевой компьютерной системой 13716 и удаленной компьютерной системой 13704). В качестве примера процессоры полевой компьютерной системы 13718 могут получать данные проверки, входные параметры, данные наблюдения за операциями или другие данные от одной или более других систем полевой системы 13702 (или их соответствующих процессоров 13720), таких как система сварки 3001 (например, внутренняя система сварки плетей трубопровода 3001), система сварки 5004 (например, внутренняя система сварки 5004), система охлаждения 6500 (например, внутренняя система охлаждения 6500), система продувки и проверки 7001, система сварки 7500 (например, внешняя система сварки 7500) или другие системы 13724 полевой системы 13702 (например, платформы или другие системы выравнивания труб, другие системы контроля и т.д.). Процессоры 13718 полевой компьютерной системы могут передавать (через передатчик) данные проверки, входные параметры, данные наблюдения за операциями или другие данные в удаленную компьютерную систему 13704 и в ответ получать ответ, содержащий данные профиля (например, данные профиля состояния перед сваркой, данные «на лету», данные профиля состояния после сварки и т.д.), инструкции для выполнения операций на объекте, предупреждения (например, указывающие на дефект в случае, когда существует дефект, указывающие на начало или прекращение операции и т.д.) или другие данные от удаленной компьютерной системы 13704. В одном случае, если ответ содержит данные профиля, процессоры полевой компьютерной системы 13718 могут использовать данные профиля для генерирования предупреждений (например, указывающих на дефект в случае, когда существует дефект, указывающих на начало или прекращение операции и т.д.), получения инструкций для выполнения операции на объекте и т.д. В другом варианте использования, если ответ содержит инструкции для выполнения операции на объекте, процессоры полевой компьютерной системы 13718 могут передавать инструкции в соответствующую систему полевой системы 13702, чтобы предписать этой системе выполнение операции в соответствии с переданными инструкциями.
[001139] В одном варианте реализации изобретения может быть полезно использовать одну или более линий беспроводной связи для обеспечения одного или более компонентов удаленной компьютерной системы 13704, полевой компьютерной системы 13716, системы сварки 3001, системы сварки 5004, системы охладителя 6500, системы продувки и проверки 7001 или системы сварки 7500 возможностью связи друг с другом для сокращения количества кабелей связи в различных системах полевой системы 13702 для уменьшения возможного переплетения кабелей, которые могут задерживать выполнение операций или повреждать другие компоненты этих систем. Например, путем сокращения количества кабелей связи в системе сварки 3001, системе сварки 5004, системе продувки и проверки 7001 или системе сварки 7500 в некоторых вариантах реализации изобретения можно уменьшить возможное переплетение кабелей во время вращения контрольного устройства (например, контрольного лазера, контрольной камеры или другого контрольного устройства), сварочной горелки или другого компонента этих систем.
[001140] На Фиг. 137C проиллюстрированы линии связи между удаленной компьютерной системой 13730 и компонентами полевой системы 13702 без полевой компьютерной системы 13716 в соответствии с одним или более вариантами реализации изобретения. В одном варианте реализации изобретения удаленная компьютерная система 13704 (или ее процессоры 13730) может связываться с одним или более другими компонентами полевой системы 13702 через одну или более проводных либо беспроводных линий связи между различными системами полевой системы 13702 и удаленной компьютерной системы 13704 (например, без необходимости в отдельной полевой компьютерной системе 13716). В качестве примера, процессоры удаленной компьютерной системы 13730 могут принимать данные проверки, входные параметры, данные наблюдения за операциями или другие данные от одной или более систем полевой системы 13702 (или их соответствующих электронных модулей), таких как система сварки 3001 (например, внутренняя система сварки плетей трубопровода 3001), система сварки 5004 (например, внутренняя система сварки 5004), система охлаждения 6500 (например, внутренняя система охлаждения 6500), система продувки и проверки 7001, система сварки 7500 (например, внешняя система сварки 7500) или другие системы 13724 полевой системы 13702 (например, внутренний охладитель). В ответ соответствующие системы полевой системы 13702 принимают один или более ответов, содержащих данные профиля (например, данные профиля перед сваркой, данные профиля, полученные «на лету», данные профиля после сварки и т.д.), инструкции для выполнения операций на объекте, предупреждения (например, указывающие на дефект в случае, когда существует дефект, указывающие на начало или прекращение операции и т.д.), или другие данные от удаленной компьютерной системы 13704. В одном варианте использования, например, в случае, когда одна из систем полевой системы 13702 принимает ответ, содержащий инструкции для выполнения операции на объекте, эта система может выполнять операцию в соответствии с переданными инструкциями.
[001141] В качестве другого примера один или более электронных модулей 5014, 5046, 5064, 5118 или других компонентов системы сварки 5004 могут содержать один или более процессоров, выполненных с возможностью связи с полевой компьютерной системой 13716 (или ее процессорами 13718), удаленной компьютерной системой (или ее процессорами 13730) или другими компонентами системы сварки 5004 через одну или более проводных либо беспроводных линий связи. В одном сценарии, например, один или более электронных модулей 5014, 5046, 5064, 5118 могут принимать данные от одного или более датчиков или контрольных устройств системы сварки 5004, обрабатывать данные датчика или данные проверки, передавать данные датчика или данные проверки в процессоры полевой компьютерной системы 13718 или процессоры удаленной компьютерной системы 13730, генерировать сигналы для управления одним или более двигателями или другими механизмами системы сварки 5004 для выполнения одной или более операций и т.д.
[001142] В качестве другого примера один или более электронных модулей 3126, 13722 или других компонентов системы сварки 3001 могут содержать один или более процессоров, выполненных с возможностью связи с полевой компьютерной системой 13716 (или ее процессорами 13718), удаленной компьютерной системой (или его процессорами 13730) или другими компонентами системы сварки 3001 через одну или более проводных либо беспроводных линий связи. В одном сценарии, например, один или более электронных модулей 3126, 13722 могут принимать данные от одного или более датчиков или контрольных устройств системы сварки 5004, обрабатывать данные датчика или данные проверки, передавать данные датчика или данные проверки в процессоры полевой компьютерной системы 13718 или в процессоры удаленной компьютерной системы 13730, генерировать сигналы для управления одним или более двигателями или другими механизмами системы сварки 3001 для выполнения одной или более операций и т.д.
[001143] В качестве другого примера один или более электронных модулей 6528, 13722 или других компонентов системы охладителя 6500 могут содержать один или более процессоров, выполненных с возможностью связи с полевой компьютерной системой 13716 (или ее процессорами 13718), удаленной компьютерной системой (или его процессорами 13730) или другими компонентами системы охладителя 6500 через одну или более проводных либо беспроводных линий связи. В одном сценарии, например, один или более электронных модулей 6528, 13722 могут принимать данные от одного или более датчиков или контрольных устройств системы охладителя 6500, обрабатывать данные датчика или данные проверки, передавать данные датчика или данные проверки в процессоры полевой компьютерной системы 13718 или в процессоры удаленной компьютерной системы 13730, генерировать сигналы для управления одним или более двигателями или другими механизмами системы охладителя 6500 для выполнения одной или более операций и т.д.
[001144] В качестве другого примера один или более электронных модулей 7032, 7036, 7040, 7064 или других компонентов системы продувки и проверки 7001 могут содержать один или более процессоров, выполненных с возможностью связи с полевой компьютерной системой 13716 (или ее процессорами 13718), удаленной компьютерной системой (или ее процессорами 13730) или другими компонентами системы продувки и проверки 7001 через одну или более проводных либо беспроводных линий связи. В одном сценарии, например, один или более электронных модулей 7032, 7036, 7040, 7064 могут принимать данные от одного или более датчиков или контрольных устройств системы продувки и проверки 7001, обрабатывать данные датчика или данные проверки, передавать данные датчика или данные проверки в процессоры полевой компьютерной системы 13718 или в процессоры удаленной компьютерной системы 13730, генерировать сигналы для управления одним или более двигателями или другими механизмами системы продувки и проверки для выполнения одной или более операций и т.д.
[001145] В качестве другого примера один или более электронных модулей 3126, 13722 или других компонентов системы сварки 3001 могут содержать один или более процессоров, выполненных с возможностью связи с полевой компьютерной системой 13716 (или ее процессорами 13718), удаленной компьютерной системой (или ее процессорами 13730) или другими компонентами системы сварки 3001 через одну или более проводных либо беспроводных линий связи. В одном сценарии, например, один или более электронных модулей 3126, 13722 могут принимать данные от одного или более датчиков или контрольных устройств системы сварки 5004, обрабатывать данные датчика или данные проверки, передавать данные датчика или данные проверки в процессоры полевой компьютерной системы 13718 или в процессоры удаленной компьютерной системы 13730, генерировать сигналы для управления одним или более двигателями или другими механизмами системы сварки 3001 для выполнения одной или более операций и т.д.
[001146] В одном варианте реализации изобретения полевая система (например, полевая система 5000, полевая система 13702 и т.д.) может работать с одной или более удаленными компьютерными системами (например, компьютерной системой 5138, которая расположена удаленно от полевой системы 5000, удаленным компьютером 13704 и т.д.) для содействия полевым тестированиям или физическим операциям на их основе. Полевая система может содержать один или более компонентов, которые могут быть связаны с возможностью связи друг с другом и/или с одним или более компонентами удаленных компьютерных систем. В одном варианте реализации изобретения одному или более полевых устройств (например, полевых устройств 13712) полевой системы может быть предписано выполнение одной или более операций на основании результатов проверки одного или более объектов. В качестве примера контрольное устройство (например, контрольное устройство 13714) полевой системы может проверять объект. Один или более процессоров полевой системы (например, процессоры 13718 полевой компьютерной системы 13716) могут получать от контрольного устройства данные проверки, связанные с проверкой объекта. На основании данных проверки процессоры могут предписать полевому устройству полевой системы выполнение операции, которая физически влияет на объект. Контрольное устройство может включать в себя контрольный лазер, контрольную камеру, рентгенографическое контрольное устройство, устройство контроля гамма-излучения, ультразвуковое контрольное устройство, устройство контроля магнитных частиц, устройство контроля вихревых токов, монитор температуры или другое контрольное устройство. Данные проверки могут включать в себя данные лазерного контроля, данные контрольной камеры, данные рентгенографического контроля, данные контроля гамма-излучения, данные ультразвукового контроля, данные контроля магнитных частиц, данные контроля вихревого тока, данные контроля температуры или другие данные проверки.
[001147] В одном варианте реализации изобретения процессоры полевой системы (например, процессоры 13718 полевой компьютерной системы 13716) могут обрабатывать данные проверки для генерирования данных, связанных с выполнением операции, которая физически влияет на объект, и предписывать полевому устройству выполнение операции на основании данных, связанных с операцией. В одном варианте реализации изобретения процессоры полевой системы могут передавать (через передатчик) данные проверки в удаленную компьютерную систему. В ответ на передачу данных проверки процессоры могут получать от удаленной компьютерной системы данные, связанные с выполнением операции, которая физически влияет на объект. В качестве примера связанные с операцией данные могут быть сгенерированы в удаленной компьютерной системе на основании данных проверки. После получения данных, связанных с операцией, процессоры могут предписать полевому устройству выполнение операции на основании связанных с операцией данных. Процессоры могут предписать полевому устройству выполнение операции путем передачи связанных с операцией данных в полевое устройство (например, в формате, который полевое устройство может интерпретировать и использовать для выполнения операции), использование связанных с операцией данных для управления полевым устройством для выполнения операции, мониторинга и предоставления обновлений «на лету» для выполнения операции (например, путем мониторинга объекта во время выполнения операции) или других методов.
[001148] В одном варианте реализации изобретения данные проверки могут обрабатываться для автоматического определения того, имеет ли объект один или более дефектов, готов ли объект к следующему этапу операций, или другой информации. В качестве примера, в случае, когда на основании данных проверки обнаружен один или более дефектов, связанные с операцией сгенерированные данные могут относиться к выполнению операции для устранения обнаруженных дефектов. В качестве другого примера, в случае, когда определено, что объект готов к следующему этапу операций, связанные с операцией сгенерированные данные могут относиться к выполнению операции, связанной со следующим этапом операций.
[001149] Полевое устройство (например, полевое устройство 13712) может включать в себя сварочное устройство, устройство для нанесения покрытия, устройство выравнивания, нагревательное устройство, охлаждающее устройство, защитное устройство, контрольное устройство или другое устройство. Данные, связанные с операцией, могут включать в себя инструкции, связанные с сваркой, инструкции по нанесению покрытий, инструкции, связанные с изменениями, инструкции, связанные с выравниванием, или другие инструкции или данные. Инструкции, связанные со сваркой, могут включать в себя инструкции, связанные со сваркой в области контактной поверхности между первым объектом и вторым объектом (например, области контактной поверхности между трубами или другими объектами), инструкции, связанные с скоростью подачи проволоки, потреблением проволоки, шириной колебаний, формой колебаний, амплитудой колебаний, временем сварки, расходом газа, уровнями мощности сварочной дуги, сварочным током, напряжением сварки, сопротивлением сварки, скоростью перемещения сварочной горелки, положением сварного наконечника сварочной горелки вдоль оси трубы, угловым позиционированием сварного наконечника сварочной горелки относительно его плоскости вращения, расстоянием от сварного наконечника сварочной горелки до внутренних поверхностей сварных труб и т.д. для сварки, или другие связанные со сваркой инструкции. Инструкции по нанесению покрытий могут включать в себя инструкции для покрытия объекта (например, покрытия трубы или другого объекта), инструкции, связанные с температурой предварительного нагрева, толщины покрытия, или другие инструкции, связанные с покрытием. Инструкции, связанные с изменениями, могут включать в себя инструкции, связанные с расширением по меньшей мере части объекта, инструкции, связанные с уменьшением по меньшей мере части объекта, инструкции, связанные с изменением размера по меньшей мере части объекта (например, изменение радиальных размеров, пропорциональное изменение размеров и т.д.), изменением формы по меньшей мере части объекта, или другие инструкции, связанные с изменениями. Инструкции, связанные с выравниванием, могут включать в себя инструкции, связанные с выравниванием по меньшей мере части объекта по меньшей мере с частью другого объекта, или другие инструкции, связанные с выравниванием.
[001150] В одном варианте реализации изобретения на основании данных проверки, связанных с проверкой области контактной поверхности между первым объектом и вторым объектом, один или более процессоров полевой системы (например, процессоры 13718 полевой компьютерной системы 13716) могут получать данные, связанные с выполнением операции сварки в области контактной поверхности. В качестве примера процессоры могут передавать (через передатчик) данные проверки в удаленную компьютерную систему (например, удаленную компьютерную систему 13704), и в ответ процессоры могут получать инструкции, связанные с сваркой в области контактной поверхности от удаленной компьютерной системы. Процессоры могут предписывать полевому устройству выполнение сварки в области контактной поверхности на основании инструкций, связанных со сваркой.
[001151] В одном варианте использования в случае, когда на основании данных проверки определено, что первый слой сварочного прохода имеет дефект (но, тем не менее, может быть изменен благодаря второму сварочному проходу), инструкции, связанные со сваркой, могут включать в себя инструкции для выполнения второго сварочного прохода таким образом, чтобы второй сварочный проход устранил дефект слоя первого сварочного прохода. В качестве примера в случае, когда определено, что слой первого сварочного прохода является недостаточно толстым, инструкции, связанные со сваркой, могут включать в себя инструкции по выделению большего количества времени на сварку или использованию сварочной проволоки (в случае, когда было определено, что слой первого сварочного прохода является достаточно толстым) для второго сварочного прохода. Таким образом, полученный слой второго сварочного прохода может быть толще (чем это было бы в ином случае), чтобы компенсировать недостаточно толстый слой первого сварочного прохода. В качестве еще одного примера, в случае, когда определено, что слой первого сварочного прохода слишком толстый, инструкции, связанные со сваркой, могут включать в себя инструкции по выделению меньшего количества времени на сварку или использованию сварочной проволоки (если было определено, что слой первого сварочного прохода был в достаточной степени толстым) для второго сварочного прохода. Таким образом, полученный слой второго сварочного прохода может быть более тонким (чем это было бы в ином случае), чтобы компенсировать дополнительную толщину слоя первого сварочного прохода.
[001152] В другом варианте использования, в случае, когда дефект обнаружен в слое первого сварочного прохода, инструкции, связанные со сваркой, не обязательно должны включать в себя инструкции по ремонту или устранению обнаруженного дефекта. В качестве примера, ремонт может не рекомендоваться в случае дефекта на основании размера дефекта, не удовлетворяющего предварительно заданному порогу размера дефекта (например, размер подлежащего устранению дефекта слишком минимальный, чтобы рекомендовать ремонт). Предварительно заданный порог размера дефекта может, например, соответствовать размеру дефекта, который не окажет существенного отрицательного влияния на качество сварного шва. Таким образом, в этом случае использования, если размер дефекта в слое первого сварочного прохода меньше, чем предварительно заданный порог размера дефекта, инструкции, связанные со сваркой, могут просто включать в себя инструкции для слоя следующего сварочного прохода, как если бы дефект не был обнаружен.
[001153] В одном варианте реализации изобретения на основании данных проверки, связанных с проверкой объекта, один или более процессоров полевой системы (например, процессоры 13718 полевой компьютерной системы 13716) могут получать данные, связанные с покрытием объекта. В качестве примера процессоры могут передавать (через передатчик) данные проверки в удаленную компьютерную систему (например, удаленную компьютерную систему 13704), и в ответ процессоры могут получать от удаленной компьютерной системы инструкции, связанные с покрытием объекта. Процессоры могут предписывать полевому устройству нанесение одного или более слоев покрытия на объект на основании инструкций, связанных с покрытием. В одном случае, когда на основании данных проверки определено, что сварка объекта завершена и что завершенный сварной шов находится в пределах спецификации, удаленная компьютерная система может передать процессорам полевой системы инструкции, предписывающие начать наносить на объект покрытие.
[001154] В одном варианте реализации изобретения на основании данных проверки, связанных с проверкой объекта, один или более процессоров полевой системы (например, процессоры 13718 полевой компьютерной системы 13716) могут получать данные, связанные с изменением размера, формы или другого аспекта объекта. В качестве примера процессоры могут передавать (через передатчик) данные проверки в удаленную компьютерную систему (например, удаленную компьютерную систему 13704), и в ответ процессоры могут получать от удаленной компьютерной системы инструкции, связанные с изменением объекта. Процессоры могут предписывать полевому устройству увеличение по меньшей мере части объекта, уменьшение по меньшей мере части объекта, радиальное изменение размера по меньшей мере части объекта, изменение формы по меньшей мере части объекта (например, обработка новой фаски на конце трубы или выполнение изменений формы) или выполнение других изменений объекта на основании инструкций, связанных с изменениями.
[001155] В одном варианте реализации изобретения на основании данных проверки, связанных с проверкой объекта, один или более процессоров полевой системы (например, процессоры 13718 полевой компьютерной системы 13716) могут получать данные, связанные с выравниванием объекта. В качестве примера процессоры могут передавать (через передатчик) данные проверки в удаленную компьютерную систему (например, удаленную компьютерную систему 13704), и в ответ процессоры могут получать от удаленной компьютерной системы инструкции, связанные с выравниванием объекта. Процессоры могут предписывать полевому устройству выполнение выравнивания по меньшей мере части объекта по меньшей мере с частью другого объекта на основании инструкций, связанных с выравниванием. В одном случае использования, например, когда объекты представляют собой трубы, и анализ данных проверки удаленной компьютерной системы указывает на ошибку выравнивания, инструкции, связанные с выравниванием и полученные от удаленной компьютерной системы, могут включать в себя инструкции по изменению положения по меньшей мере одной из труб, в отношении которой была зафиксирована ошибка выравнивания (например, угловая ошибка, приведшая к образованию зазора между трубами, ошибка позиционирования, приведшая к затруднениям со ступенчатым переходом, и т.д.).
[001156] В одном варианте реализации изобретения одна или более операций могут быть выполнены на одном или более объектов на основании результатов проверок нескольких объектов. Таким образом, например, данные проверки, полученные в результате проверки нескольких объектов, могут использоваться для проведения анализа объектов в целом. В некоторых сценариях такой анализ может быть в противном случае неполным, если сводиться к рассмотрению данных проверки лишь одного объекта. В качестве примера, хотя каждая из отдельных труб трубопровода может быть в пределах спецификации, трубопровод или его участок (содержащая множество отдельных труб) в целом может выходить за рамки спецификации. В качестве другого примера, хотя отдельные трубы трубопровода могут быть готовы к следующему этапу операций, трубопровод или участок трубопровода в целом может быть не готов к следующему этапу операций. Используя данные проверки, полученные в результате проверки каждой из труб трубопровода или участка трубопровода, может быть выполнен более полный анализ трубы или участка трубопровода в целом.
[001157] В одном варианте реализации изобретения один или более процессоров полевой системы (например, процессоры 13718 полевой компьютерной системы 13716) могут принимать (через приемник) данные первой проверки, связанные с проверкой первого объекта, и данные второй проверки, связанные с проверкой второго объекта. На основании данных первой проверки и данных второй проверки процессоры могут предписывать полевому устройству полевой системы выполнение операции, которая физически влияет на один или более объектов. И данные первой проверки, и данные второй проверки могут включать по меньшей мере одно из данных проверки лазера, данные проверки камеры, данные рентгенографической проверки, данные контроля гамма-излучения, данные ультразвукового контроля, данные контроля магнитных частиц, данные контроля вихревого тока, данные контроля температуры или другие данные проверки. Проверка первого объекта и проверка второго объекта могут выполняться одним и тем же контрольным устройством или разными контрольными устройствами.
[001158] В одном варианте реализации изобретения процессоры полевой системы (например, процессоры 13718 полевой компьютерной системы 13716) могут обрабатывать данные первой проверки и данные второй проверки для генерирования данных, связанных с выполнением операции, которая физически влияет на объект, и предписывать полевому устройству выполнение операции на основании связанных с операцией данных. В одном варианте реализации изобретения процессоры полевой системы могут передавать данные первой проверки и данные второй проверки в удаленную компьютерную систему (например, удаленную компьютерную систему 13704). В ответ на передачу данных первой проверки и данных второй проверки процессоры могут получать от удаленной компьютерной системы данные, связанные с выполнением операции, которая физически влияет на объект. В качестве примера, связанные с операцией данные могут быть сгенерированы в удаленной компьютерной системе на основании данных первой проверки и данных второй проверки. После получения данных, связанных с операцией, процессоры полевой системы могут предписать полевому устройству выполнение операции на основании связанных с операцией данных.
[001159] В одном варианте реализации изобретения данные, связанные с операцией (на которых основывается выполнение операции на объекте), в качестве дополнительного или альтернативного варианта, могут быть основаны на одном или более входных параметрах одной или более операций, выполняемых на одном или более объектах (например, объекте, другом объекте и т.д.). В качестве примера полевое устройство полевой системы может выполнять операции до проверки объекта. Входные параметры ранее выполненных операций, данные проверки, связанные с проверкой объекта, или другие данные могут передаваться в удаленную компьютерную систему. После приема переданных данных удаленная компьютерная система может генерировать связанные с операцией данные на основании входных параметров, данных проверки или других данных. В случае, когда, например, на основании данных контроля обнаружен дефект, входные параметры могут быть проанализированы в связи с обнаруженным дефектом для определения причины данного дефекта (например, фактические выходные результаты не соответствуют теоретическим выходным результатам входных параметров), и связанные с операцией данные могут быть сгенерированы таким образом, чтобы связанные с операцией данные могли использоваться для выполнения операции, которая предназначена для ремонта или устранения обнаруженного дефекта или причины дефекта.
[001160] В одном варианте использования в случае, когда определено, что слой первого сварного прохода, полученный в результате операции сварки, является недостаточно толстым (на основании данных проверки, связанных с проверкой слоя первого сварного прохода), входные параметры для операции сварки могут быть приняты во внимание для определения причины недостаточной толщины слоя первого сварочного прохода. Например, в случае, когда определено, что причиной недостаточной толщины является недостаточное количество времени, выделенного на сварку, или недостаточное количество сварочной проволоки, могут быть сгенерированы связанные со сваркой инструкции для второго сварочного прохода, содержащие входные параметры, откалиброванные для компенсации недостаточной толщины слоя первого сварочного прохода или установленной причины такой недостаточности (например, большее количество времени сварки, большее количество используемой проволоки и т.д.).
[001161] Обработка данных, полученных от полевой системы
[001162] В одном варианте реализации изобретения компьютерная система (например, компьютерная система 5138, удаленная компьютерная система 13704, полевая компьютерная система 13716 и т.д.) может работать с одной или более полевыми системами (например, полевой системой 5000, полевой системой 13702) для содействия проведению полевых тестирований или физических операций на их основе. Компьютерная система может содержать один или более процессоров, или других компонентов, которые могут быть связаны с возможностью связи друг с другом и/или с одним или более компонентами одной или более полевых систем. Компьютерная система может быть локальной компьютерной системой в отношении по меньшей мере одной из полевых систем или удаленной компьютерной системой в отношении по меньшей мере одной из полевых систем. В одном варианте реализации изобретения процессоры компьютерной системы могут получать от полевой системы данные проверки, связанные с проверкой объекта. Процессоры могут обрабатывать данные проверки для генерирования данных, связанных с выполнением операции, которая физически влияет на объект. Процессоры могут передавать связанные с операцией данные в полевую систему, чтобы предписать полевой системе выполнение операции, которая физически повлияет на объект. В качестве примера, полевая система может выполнять операцию на основании данных, связанных с операцией. Как описано в настоящем документе, данные, связанные с операцией, могут включать в себя инструкции, связанные со сваркой, инструкции, связанные с покрытием, инструкции, связанные с изменениями, инструкции, связанные с выравниванием, или другие инструкции либо данные.
[001163] В одном варианте реализации изобретения процессоры компьютерной системы могут принимать (через приемник) данные проверки, связанные с проверкой нескольких объектов, от одной или более полевых систем, и генерировать на основании данных проверки данные, связанные с выполнением операции, которая физически влияет на объект по меньшей мере одной из полевых систем. Процессоры могут передавать связанные с операцией данные в полевую систему, чтобы предписать полевой системе выполнение операции, которая физически влияет на объект. Данные проверки, связанные с проверками каждого объекта, могут включать в себя по меньшей мере одно из данных лазерного контроля, данных контроля камеры, данных рентгенографического контроля, данных контроля гамма-излучения, данных ультразвукового контроля, данных контроля магнитных частиц, данных контроля вихревых токов, данных контроля температуры или других данных проверки. Проверки нескольких объектов могут выполняться одним и тем же контрольным устройством или разными контрольными устройствами.
[001164] В одном варианте реализации изобретения данные, связанные с операцией (на которых основывается выполнение операции на объекте), в качестве дополнительного или альтернативного варианта, могут быть основаны на одном или более входных параметрах одной или более операций, выполняемых на объекте. В качестве примера полевое устройство (например, полевое устройство 13712) полевой системы может выполнять операции перед проверкой объекта. Процессоры компьютерной системы могут получать от полевой системы или из других источников входные параметры ранее выполненных операций, данные проверки, связанные с проверкой объекта, или другие данные. Процессоры компьютерной системы могут генерировать связанные с операцией данные на основании полученных данных. Например, если на основании данных проверки обнаружен дефект, входные параметры могут быть проанализированы в связи с обнаруженным дефектом, чтобы определить причину дефекта (например, фактический выход не соответствует теоретическому выходу входных параметров) и связанные с операцией данные могут быть сгенерированы таким образом, чтобы связанные с операцией данные могли использоваться для выполнения операции, которая предназначена для ремонта или устранения обнаруженного дефекта или причины дефекта.
[001165] В одном варианте реализации изобретения данные, связанные с операцией (на основе которых выполняется операция на объекте), в качестве дополнительного или альтернативного варианта, основываться на наблюдениях за одной или более операциями, выполняемыми на одном или более других объектах. В одном варианте реализации изобретения процессоры компьютерной системы могут контролировать одну или более операций на одном или более объектах. В качестве примера, процессоры могут контролировать выполнение операций через одно или более контрольных устройств, таких как одна или любая комбинация контрольного лазера, контрольной камеры, рентгенографическое контрольного устройства, устройства контроля гамма-излучения, устройства ультразвукового контроля, устройства контроля магнитных частиц, устройства контроля вихревых токов, монитора температуры или другого контрольного устройства. Во время такого контроля процессоры могут получать данные, связанные с наблюдениями за операциями, такие как наблюдения одного или более полевых устройств во время выполнения операций, наблюдения за объектами во время выполнения операций, наблюдения за условиями окружающей среды во время выполнения операций или другие наблюдения. Процессоры могут сравнивать наблюдения для определения обстоятельств, которые являются вероятными причинами дефектов, и могут генерировать связанные с операциями данные для последующих операций во избежание или для уменьшения таких дефектов. В одном варианте реализации изобретения процессоры компьютерной системы могут сравнивать один или более наборов наблюдений за операцией, выполняемой на одном или более объектах, на которых обнаружен дефект (после выполнения операции) с одним или более других наборов наблюдений за одной и той же операцией, выполняемой на одном или более других объектах без дефекта, чтобы определить обстоятельства, которые, вероятно, вызвали дефект (как описано более подробно в другом месте данного документа). В одном варианте реализации изобретения определение таких обстоятельств может быть сохранено и использовано (например, в сочетании с определением таких обстоятельств, возникающих в других полевых системах), чтобы (i) генерировать и выбирать один или более протоколов операций для последующих операций (как описано в данном документе) для предотвращения или уменьшения дефектов, (ii) создать условия для обнаружения дефектов на ранних этапах процесса (например, как описано в данном документе посредством активного мониторинга выполнения операций, проверки «на лету» в ходе операции и т.д.) или (iii) обеспечить другие преимущества для создания лучших продуктов для настоящих и будущих заказчиков.
[001166] В качестве примера анализ данных проверки для множества сварных швов и данных наблюдений за операцией по выполнению этих сварных швов может выявить, что отсутствие дефектов наплавления значительно более вероятно в случае, когда напряжение сварки падает более чем на 0,5 В ниже входного параметра сварочного напряжения, в то время как горелка осуществляет сварку между положениями на трубе на «2 часа» и на «4 часа». И наоборот, сварочное напряжение может упасть на 1,2 В ниже входного параметра сварочного напряжения в других местоположениях на трубе, не приводя к недостатку в виде дефекта наплавления. Исходя из этих наблюдений, процессоры компьютерной системы могут генерировать и отправлять новые входные параметры сварки, которые предписывают сварочным устройствам увеличение напряжения сварки на 0,7 В, когда горелка находится между положениями на «2 часа» и на «4 часа». В качестве другого примера, если анализ показывает, что случай падения сварочного напряжения приводит к недостатку в виде дефектов наплавления, в то время как горелка выполняет сварку на спуск (но не во время сварки на подъем), генерируемые новые входные параметры сварки могут дать предписание сварочным устройствам увеличить сварочное напряжение только тогда, когда горелка выполняет сварку на спуск. В качестве еще одного примера, в случае, когда анализ показывает, что случай падения напряжения сварки является причиной отсутствия дефектов наплавления для внешних сварных швов (но не для внутренних сварных швов), генерируемые новые входные параметры сварки могут давать внешним сварочным устройствам предписание увеличить сварочное напряжение.
[001167] В одном варианте реализации изобретения процессоры компьютерной системы могут получать контрольные данные, связанные с проверками одного или более объектов, и сравнивать данные проверки с предварительно заданным профилем качества для этих объектов. На основании проведенного сравнения процессоры могут определить, имеет ли объект один или более дефектов, готов ли объект к следующему этапу операций, или предоставить другую информацию. В качестве примера в случае, когда обнаружены один или более дефектов на основании данных проверки, связанные с операцией данные, которые сгенерированы, могут относиться к выполнению операции для устранения обнаруженных дефектов. В качестве другого примера в случае, когда определено, что объект готов к следующему этапу операций, связанные с операцией данные, которые сгенерированы, могут относиться к выполнению операции, связанной со следующим этапом операций.
[001168] В качестве примера предварительно заданный профиль качества может содержать один или более критериев размера, критериев формы, критериев согласованности, критериев выравнивания, критериев температуры, критериев цвета или других критериев. В одном варианте реализации изобретения предварительно заданный профиль качества для трубы трубопровода может содержать один или более допустимых диапазонов для внутреннего диаметра трубы, внешнего диаметра трубы, толщины трубы, размера области контактной поверхности между одной трубой и другой трубой, к которой труба приваривается или должна быть приварена, высоты сварного шва внутри трубы, высоты сварного шва на внешней стороне трубы, температуры металла сварного шва или трубы (например, во время операции сварки), цвета металла сварного шва или трубы во время операции сварки (что, например, может указывать на температуру металла сварного шва или трубы) или других критериев. Предварительно заданный профиль качества может соответствовать определенному уровню качества, такому как «золотой» стандарт качества (например, высокий уровень качества), минимально необходимому уровню качества и т.д.
[001169] В одном варианте реализации изобретения процессоры компьютерной системы могут предоставлять данные проверки, связанные с проверками одного или более объектов, один или более аналитических результатов анализа данных проверки или другие данные для представления пользователю (например, оператору, инспектору, менеджеру или другому пользователю). В одном варианте реализации изобретения процессоры могут принимать пользовательские вводные данные пользователя, указывающий на дефект, связанный по меньшей мере с одним из объектов. В качестве примера пользователь может указать, где на объекте обнаружен дефект и какой это дефект. Основываясь на указанном дефекте, процессоры могут генерировать связанные с операцией данные, которые могут быть использованы для того, чтобы предписать полевой системе выполнение операции по ремонту или устранению дефекта, связанного с объектом.
[001170] В одном варианте реализации изобретения может быть предусмотрен один или более триггеров операций для устранения обстоятельств, которые приводят к одному или более дефектам (например, в объекте, группе объектов, проекте и т.д.). В качестве примера, несмотря на использование одних и тех же входных параметров для конкретной операции, полевые устройства, использующие эти входные параметры для выполнения операции, могут выполнять операцию по-разному, что может привести к тому, что объект (управляемый одним полевым устройством) будет иметь дефект, а другой объект (управляемый другим полевым устройством) может не иметь дефектов. Эти различия в результатах могут быть вызваны одним или более фактическими входными параметрами для полевых устройств, отличающимися от ожидаемых входных параметров, одним или более фактических выходных параметров для полевых устройств, отличающимися от ожидаемых выходных параметров, одним или более отклонений в объектах, на которых полевые устройства работают, одним или более фактических условий эксплуатации, отличающихся от приемлемых условий эксплуатации (например, условий окружающей среды, несоосности или неправильного расположения объекта и т.д.) или другими обстоятельствами.
[001171] В одном варианте реализации изобретения процессоры компьютерной системы могут контролировать одну или более операций на одном или более объектах. Во время такого контроля процессоры могут получать данные, связанные с наблюдениями за операциями, такие как наблюдения за одним или более полевых устройств во время выполнения операций, наблюдения за объектами во время выполнения операций, наблюдения за условиями окружающей среды во время выполнения операций или другие наблюдения. Процессоры могут сравнивать наблюдения друг с другом для генерирования одного или более триггеров операций. После применения таких триггеров одна или более полевых систем могут предписывать выполнение одной или более операций в ответ на одно или более последующих наблюдений, удовлетворяющих соответствующим триггерам. Триггеры могут включать в себя один или более триггеров, которые запускают операции по предотвращению или же уменьшению дефектов, или другие триггеры.
[001172] В одном варианте реализации изобретения на основании данных, относящихся к наблюдениям за операциями, процессоры компьютерной системы могут сравнивать первый набор наблюдений за операцией, выполняемой на объекте, на котором обнаружен дефект (после выполнения операции), с одним или более других наборов наблюдений за одной и той же операцией, выполняемой на одном или более других объектах без дефекта. После сравнения процессоры могут определить одно или более различий между первым набором наблюдений и другими наборами наблюдений. Исходя из различий, процессоры могут генерировать один или более триггеров, связанных с одной или более операциями (например, операциями по предотвращению дефекта или другими операциями). В качестве примера, в случае, когда существуют общие различия между первым набором наблюдений и каждым из других наборов наблюдений, вполне вероятно, что дефект вызвали наблюдаемые обстоятельства, соответствующие общим различиям. Таким образом, в случае, когда эти обстоятельства наблюдаются во время последующей операции, могут быть осуществлены одна или более операций по устранению этих обстоятельств, чтобы предотвратить возникновение дефекта (например, путем прекращения последующей операции до тех пор, пока обстоятельства больше не произойдут, путем изменения вводных параметров для последующей операции с целью нивелирования обстоятельств, путем генерирования предупреждения с указанием обстоятельств и т.д.).
[001173] В одном варианте реализации изобретения на основании данных, относящихся к наблюдениям за операциями, процессоры компьютерной системы могут сравнивать второй набор наблюдений за той же самой операцией, выполняемой на другом объекте, на котором обнаружен дефект (после выполнения операции) с другими наборами наблюдений (за той же операцией, выполняемой на других объектах без дефекта). После сравнения процессоры могут определять одно или более различий между вторым набором наблюдений и другими наборами наблюдений. В качестве примера процессоры могут затем сравнить (i) общие различия между первым набором наблюдений и каждым из других наборов наблюдений с (ii) общими различиями между вторым набором наблюдений и каждым из других наборов наблюдений для определения различий, общих для первого и второго наборов наблюдений (например, сходства, которые имеют и первый, и второй набор наблюдений и которые являются общими различиями по сравнению с другими наборами наблюдений за другими объектами без дефекта). На основании различий, общих как для первого, так и для второго набора, процессоры могут генерировать один или более триггеров, связанных с одной или более операциями (например, операциями по предотвращению дефекта или другой операцией).
[001174] В одном варианте реализации изобретения, путем сравнения одного или более наборов наблюдений за операцией сварки для корневого прохода (для одной или более областей контактной поверхности между трубами), процессоры компьютерной системы могут определять общие различия, которые имеет по меньшей мере один набор наблюдений за операцией сварки (которая привела к возникновению дефекта в ее корневом проходе) по сравнению с другими наборами наблюдений за операцией сварки, во время которой выполняли корневой проходя без дефекта. В качестве примера в случае, когда общие различия включают определенное отклонение между одним или более измеренными входными параметрами и входными параметрами, используемыми для операции сварки, процессоры могут генерировать один или более триггеров, которые запускают одну или более операций по устранению отклонения, когда такое отклонение обнаружено. Например, последующие операции сварки для корневого прохода могут контролироваться, и если происходит отклонение от входных параметров, используемых сварочным устройством для выполнения операции сварки корневого прохода, генерируемые триггеры могут предписать выполнение связанных с ней операций по устранению отклонения (например, изменение входных параметров для обеспечения того, чтобы фактические входные параметры для операции сварки находились в ожидаемых диапазонах входных параметров, связанных с неизмененными входными параметрами, генерирование предупреждения, которое предоставляется оператору или другому лицу или системе, прекращение операции сварки и т.д.). В других вариантах использования могут быть сгенерированы один или более подобных типов триггеров для устранения обстоятельств во время операции покрытия, операции предварительного нагрева, операции охлаждения, операции выравнивания, операции экранирования, операции проверки или другой операции, соответственно.
[001175] В другом варианте использования при контроле последующей операции на объекте может быть обнаружено обстоятельство, соответствующее наблюдениям, общим для объектов с дефектами. В ответ триггер операции для этого обстоятельства может привести к операции, связанной с триггером операции, которая будет выполняться на объекте. Например, процессоры компьютерной системы могут изменить один или более входных параметров для последующей операции или другой операции, которая должна быть выполнена после последующей операции. Процессоры могут, например, изменять входные параметры для последующей операции во время последующей операции, изменять входные параметры для другой следующей операции до другой следующей за ней операции или выполнять другие операции модификации, связанные с триггером операции. Измененные входные параметры могут включать в себя один или более параметров сварки, параметров покрытия, параметров выравнивания, параметров изменения или других параметров. В качестве другого примера, процессоры могут остановить последующую операцию (например, остановить последующую операцию до дальнейшего уведомления), генерировать предупреждение во время последующей операции, указывающее на обстоятельства (например, генерирование и передача предупреждения в полевую систему, выполняющую последующую операцию, предоставление предупреждения менеджеру, полевому оператору или другому персоналу и т.д.) или выполнять другие операции, связанные с триггером операции. Таким образом, например, вышеуказанные триггеры операций и/или активный контроль могут помочь обнаруживать дефекты на ранних стадиях процесса и предотвращать или уменьшать дефекты для обеспечения более эффективных и продуктивных операций и предоставлять лучшие продукты настоящим и будущим заказчикам.
[001176] Протоколы операций и основанные на них операции
[001177] В одном варианте реализации изобретения один или более протоколов операций для выполнения одной или более операций могут быть сгенерированы на основании проверок одного или более объектов. В качестве примера процессоры компьютерной системы (например, компьютерной системы 5138, удаленной компьютерной системы 13704, полевой компьютерной системы 13716 и т.д.) могут получать из полевой системы (например, полевой системы 5000, полевой системы 13702 и т.д.) данные проверки, связанные с проверкой объекта (например, проверка до выполнения одной или более операций, которые физически влияют на объект, проверка во время выполнения операций, проверка после выполнения операций и т.д.). Процессоры могут генерировать протокол операции (связанный по меньшей мере с одним операционным типом операций) на основании данных проверки и одного или более входных параметров, используемых для выполнения операций. Протокол операции может, например, включать протокол сварки, протокол покрытия, протокол выравнивания, протокол изменения или другой протокол. Один или более параметров протокола операции могут содержать один или более параметров сварки, параметров покрытия, параметров выравнивания, параметров изменения или других параметров.
[001178] В одном варианте реализации изобретения процессоры компьютерной системы могут выбирать протокол операции для выполнения последующей операции, аналогичной по меньшей мере одной из операций (которые физически влияют на объект). Процессоры могут генерировать на основании по меньшей мере одного входного параметра протокола операции данные, связанные с выполнением последующей операции. Процессоры могут передавать связанные с операцией данные в полевую систему, чтобы предписывать полевой системе выполнение последующей операции. В качестве примера, полевая система может выполнять последующую операцию на основании связанных с операцией данных.
[001179] В одном варианте реализации изобретения на основании данных проверки процессоры компьютерной системы могут обнаруживать дефект, связанный с объектом. В ответ на обнаружение дефекта процессоры могут генерировать протокол операции таким образом, чтобы протокол операции содержал набор входных параметров, имеющих по меньшей мере один входной параметр, отличный от набора входных параметров, используемых для выполнения операций. В качестве примера для выполнения операции на объекте может использоваться предварительно определенный протокол операции. В случае, когда на объекте обнаружен дефект на основании проверки объекта, предварительно определенный протокол операции может быть изменен, чтобы избежать аналогичных дефектов, когда предварительно определенный протокол работы используется для одной или более последующих операций, подобных операции, которая, вероятно, привела к обнаруженному на объекте дефекту. Измененный протокол операции может быть сохранен как новый предварительно определенный протокол работы, который заменит предыдущую версию предварительно определенного протокола операции, и т.д.
[001180] В одном варианте реализации изобретения может быть использован предварительно определенный протокол операции сварки для выполнения операции сварки с целью сварки между собой двух труб, при этом предварительно определенный протокол операции сварки может содержать входные параметры, связанные со скоростью подачи проволоки, потреблением проволоки, шириной колебаний, амплитудой колебаний, временем сварки, скоростью потока газа, уровнями мощности сварочной дуги, током сварки, напряжением сварки, сопротивлением сварки, скоростью перемещения сварочной горелки, положением сварочного наконечника сварочной горелки вдоль оси трубы, угловым позиционированием сварочного наконечника сварочной горелки относительно своей плоскости вращения, расстоянием от сварного наконечника сварочной горелки до внутренних поверхностей сварных труб или другие параметры. В случае, когда, например, определено, что в ходе операции сварки сформирован слой сварочного прохода недостаточной толщины, предварительно определенный протокол операции сварки может быть изменен, чтобы обеспечить большее количество времени сварки, большее количество используемой проволоки (например, увеличенная скорость подачи проволоки) или другие изменения входных параметров предварительно определенного протокола операции сварки. Таким образом, когда измененный протокол операции впоследствии используется для выполнения аналогичной операции на двух аналогичных трубах, изменение входных параметров может предотвратить проблему недостаточной толщины.
[001181] В одном варианте реализации изобретения на основании данных проверки процессоры компьютерной системы могут определять, соответствует ли либо превышает ли качество одного или более аспектов объекта, являющееся результатом операций (которые физически влияют на объект), указанный стандарт качества по предварительно определенному профилю качества. В качестве примера процессоры могут генерировать протокол операции таким образом, чтобы рабочий протокол содержал один или более входных параметров (используемых для выполнения операций), отвечающих качеству аспектов объекта, соответствующих или превышающих стандарт качества, обозначенный предварительно определенным профилем качества. Предварительно определенный профиль качества может соответствовать определенному уровню качества, например, «золотому» стандарту качества (например, высокому уровню качества), минимально необходимому уровню качества и т.д. В случае, когда качество аспектов объекта соответствует или превосходит стандарт качества, указанный в предварительно определенном профиле качества, входные параметры (используемые для выполнения операций, которые приводят к таким результатам) могут использоваться для генерирования протокола операции (например, таким образом, чтобы протокол операции содержал некоторые или все входные параметры). Таким образом, например, протокол операции может использоваться для выполнения одной или более последующих операций, аналогичных операции, которая давала такие результаты, чтобы последующие операции обеспечивали аналогичное качество.
[001182] В качестве другого примера, если качество аспектов объекта не удовлетворяет стандарту качества (обозначенному предварительно определенным профилем качества), процессоры могут генерировать протокол операции таким образом, чтобы протокол операции не содержал один или более входных параметров (используемых для выполнения операций, которые привели к проверенному состоянию объекта). В одном случае использования, если для выполнения по меньшей мере одной из операций был выбран предварительно определенный протокол операции (содержащий входные параметры, используемые для выполнения операций), а качество аспектов полученного объекта не удовлетворяло минимальному требуемому уровню качества, то один или более входных параметров предварительно определенного протокола операции могут быть изменены, чтобы избежать последующих неудовлетворительных результатов, когда предварительно определенный протокол операций будет использоваться для выполнения последующих операций.
[001183] В одном варианте реализации изобретения процессоры компьютерной системы могут получать данные проверки, связанные с проверками одного или более объектов, и сравнивать данные проверки с предварительно определенным профилем качества для объектов, чтобы определить, соответствует ли или превосходит ли качество одного или более аспектов объекты стандарт качества, указанный в предварительно определенном профиле качества. В качестве примера, на основании сравнения, процессоры могут определить, имеет ли объект один или более дефектов, готов ли объект к следующему этапу операций, или генерировать другую информацию. В качестве другого примера, в ответ на качество аспектов объекта, превышающее стандарт качества, указанный предварительно определенным профилем качества, процессоры могут генерировать новый профиль качества на основании данных проверки, при этом новый профиль качества будет указывать на новый стандарт качества, который основывается на данных проверки. Новый профиль качества, например, может храниться в базе данных для использования при анализе одного или более аспектов, возникающих в результате одной или более последующих операций.
[001184] В одном варианте реализации изобретения процессоры компьютерной системы могут предоставлять данные проверки, связанные с проверками одного или более объектов, один или более аналитических результатов анализа данных проверки или другие данные для представления пользователю (например, оператору, инспектору, менеджеру или другому пользователю). В одном варианте реализации изобретения процессоры могут принимать пользовательский ввод пользователя, указывающий на уровень качества одного или более аспектов объекта в результате одной или более операций (например, низкий уровень качества, высокий уровень качества и т.д.). В ответ на ввод пользователя процессоры могут генерировать новый профиль качества, связанный с указанным уровнем качества, при этом новый профиль качества указывает на новый стандарт качества, основанный на данных проверки. Новый профиль качества может, например, храниться в базе данных для использования при анализе одного или более аспектов, возникающих в результате одной или более последующих операций.
[001185] В одном варианте реализации изобретения процессоры компьютерной системы могут генерировать один или более протоколов операций на основании данных, связанных с входными параметрами, используемыми для выполнения одной или более операций, данными, связанными с наблюдением за операциями, данными проверки, связанными с проверкой объектов, на которых выполняются операции (например, до, во время или после операции), или другие данные. В качестве примера, процессоры могут анализировать данные проверки, чтобы определить, есть ли на каком-либо объекте дефекты. Затем процессоры могут сравнивать один или более наборов наблюдений за операцией, выполненной на одним или более объектах, на которых обнаружен дефект (после выполнения операции), с одним или более другими наборами наблюдений за той же операцией, выполненной на одном или более других объектах без дефекта, чтобы определить обстоятельства, которые, вероятно, привели к возникновению дефекта (как описано более подробно в другом месте настоящего документа). На основании сравнения процессоры могут генерировать протоколы операций таким образом, чтобы протоколы операций исключали или иным образом не допускали обстоятельств (которые, вероятно, привели к возникновению дефекта), когда протоколы операций используются для одной или более последующих операций (например, последующих операций, которые являются такими же или аналогичными выполняемой и наблюдаемой операции).
[001186] В качестве еще одного примера, если наблюдают, что входные параметры, используемые для выполнения операции на одном или более объектах, отличаются от входных параметров, используемых для выполнения операции на одном или более других объектах, то процессоры могут сравнивать эти наблюдения друг с другом, чтобы определить, могут ли различия во входных параметрах привести к возникновению дефекта. Например, наблюдения можно сравнить, чтобы определить общие различия между входными параметрами, используемыми для выполнения операции на объекте с полученным дефектом, и входными параметрами, используемыми для выполнения операций на объектах без дефекта. Основываясь на общих различиях, процессоры могут генерировать протоколы операций таким образом, чтобы протоколы операций не включали входные параметры, которые, вероятно, вызвали дефект. Сгенерированные протоколы операций могут быть сохранены таким образом, чтобы протоколы операций могли использоваться в одной или более последующих операциях (например, последующих операциях, которые являются такими же или аналогичными выполненной и наблюдаемой операции). Например, в одном варианте использования протоколов сварки анализ данных проверки по нескольким сварным швам и данных наблюдений за этими сварными швами может выявить, что отсутствие дефектов наплавления значительно более вероятно в случае, когда напряжение сварки падает более чем на 0,5 В ниже входного параметра сварочного напряжения, в то время как горелка осуществляет сварку между положениями на трубе на «2 часа» и на «4 часа». И наоборот, сварочное напряжение может упасть на 1,2 В ниже входного параметра сварочного напряжения в других местоположениях на трубе, не приводя к недостатку в виде дефекта наплавления. Исходя из этих наблюдений, процессоры компьютерной системы могут генерировать протоколы сварки, содержащие новые входные параметры сварки, которые указывают на потребность в увеличении напряжения сварки на 0,7 В, когда горелка находится между положениями на «2 часа» и на «4 часа».
[001187] Дополнительные приводимые в качестве примера блок-схемы
[001188] На Фиг. 138 проиллюстрирована блок-схема последовательности операций способа 13800 содействия посредством полевой системы (например, одной из полевых систем 13702) полевым тестированиям и физическим операциям на их основе в соответствии с одним или более вариантами реализации изобретения. Операции обработки согласно описанному ниже способу носят иллюстративный характер и не являются ограничивающими. В некоторых вариантах реализации изобретения, например, способ может быть выполнен с одной или более дополнительными не описанными операциями и/или без одной или более описанных операций. Кроме того, порядок, в котором проиллюстрированы (и описаны ниже) операции обработки согласно способу, не имеет ограничительный характер. В некоторых вариантах реализации изобретения способ может быть выполнен по меньшей мере одним или более устройствами обработки (например, цифровым процессором, аналоговым процессором, цифровой схемой, предназначенной для обработки информации, аналоговой схемой, предназначенной для обработки информации, машиной состояний и/или другими механизмами для электронной обработки информации). Устройства обработки могут включать в себя одно или более устройств, выполняющих некоторые или все операции согласно способам, в ответ на инструкции, хранящиеся в электронном виде на электронном носителе данных. Устройства обработки могут включать в себя одно или более устройств, выполненных с помощью аппаратного обеспечения, аппаратно-программного обеспечения и/или программного обеспечения, специально предназначенных для выполнения одной или более операций согласно способу.
[001189] В одном варианте реализации изобретения объект может сканироваться (13802). В качестве примера объект может сканироваться до, во время или после операции, которая физически влияет на объект и выполняется на объекте для получения данных проверки. Операция 13802 может выполняться контрольным устройством, которое является таким же или аналогичным контрольному устройству 13714 в соответствии с одним или более вариантами реализации изобретения. В качестве примера контрольное устройство может включать в себя контрольный лазер, контрольную камеру, рентгенографическое контрольное устройство, устройство контроля гамма-излучения, ультразвуковое контрольное устройство, устройство контроля магнитных частиц, устройство контроля вихревых токов, монитор температуры или другое контрольное устройство. Данные проверки могут включать в себя данные лазерного контроля, данные контроля камеры, данные рентгенографического контроля, данные контроля гамма-излучения, данные ультразвукового контроля, данные контроля магнитных частиц, данные контроля вихревого тока, данные контроля температуры или другие данные проверки.
[001190] В одном варианте реализации изобретения могут быть получены данные проверки, связанные с проверкой объекта (13804). Операция 13804 может выполняться полевой компьютерной системой, которая является такой же или аналогичной полевой компьютерной системе 13716 в соответствии с одним или более вариантами реализации изобретения.
[001191] В одном варианте реализации изобретения данные проверки могут быть переданы в удаленную компьютерную систему (например, удаленную компьютерную систему 13720) (13806). Операция 13806 может выполняться с использованием полевой компьютерной системы, которая является такой же или аналогичной полевой компьютерной системе 13716 в соответствии с одним или более вариантами реализации изобретения.
[001192] В одном варианте реализации изобретения данные, относящиеся к выполнению операции, которая физически влияет на объект, могут поступить от удаленной компьютерной системы, отвечающей на передачу данных проверки (13808). В качестве примера данные, связанные с операцией, могут быть получены на основании данных проверки. В качестве другого примера данные, связанные с операцией, могут быть получены удаленной компьютерной системой на основании данных проверки, других данных проверки, связанных со сканированием другого объекта, входных параметров, используемых для выполнения операций на соответствующих объектах до сканирования, или других данных. Операция 13808 может выполняться полевой компьютерной системой, которая является такой же или аналогичной полевой компьютерной системе 13716 в соответствии с одним или более вариантами реализации изобретения.
[001193] В одном варианте реализации изобретения на основании данных, относящихся к операции, полевому устройству полевой системы может быть предписано выполнение операции, которая физически влияет на объект (13810). Операция 13810 может выполняться полевой компьютерной системой, которая является такой же или аналогичной полевой компьютерной системе 13716 в соответствии с одним или более вариантами реализации изобретения.
[001194] В одном варианте реализации изобретения со ссылкой на Фиг. 138 связанные с операцией данные могут содержать связанные со сваркой инструкции, такие как инструкции, касающиеся скорости подачи проволоки, расхода проволоки, ширины колебаний, формы колебаний, амплитуды колебаний, времени сварки, скорости потока газа, уровней мощности дуги сварки, сварочного тока, сварочного напряжения, сварочного сопротивление, скорости перемещения сварочной горелки, положения сварочного наконечника сварочной горелки вдоль оси трубы, углового позиционирования сварочного наконечника сварочной горелки относительно его плоскости вращения, расстояния от сварочного наконечника сварочной горелки к внутренним поверхностям свариваемых труб, или другие инструкции. На основании инструкций, связанных со сваркой, полевому устройству полевой системы может быть предписано выполнение операции сварки на первом объекте и втором объекте (например, сварка двух труб друг с другом, сварка двух других объектов друг с другом и т.д.).
[001195] В одном варианте реализации изобретения, со ссылкой на Фиг. 138, связанные с операцией данные могут содержать инструкции, относящиеся к покрытию, такие как инструкции, касающиеся температуры предварительного нагрева, толщины покрытия, или другие инструкции. На основании инструкций, связанных с покрытием, полевому устройству полевой системы может быть предписано произвести нанесение одного или более слоев покрытия на объект.
[001196] В одном варианте реализации изобретения, со ссылкой на Фиг. 138, связанные с операцией данные могут содержать инструкции, связанные с выравниванием. На основании инструкций, связанных с выравниванием, полевому устройству полевой системы может быть предписано выполнение выравнивания объекта (например, выравнивание двух труб для сварки, выравнивание других объектов друг с другом и т.д.).
[001197] В одном варианте реализации изобретения, со ссылкой на Фиг. 138, связанные с операцией данные могут содержать инструкции, связанные с изменением. На основании инструкций, связанных с изменением, полевому устройству полевой системы может быть предписано изменение объекта, например, увеличение по меньшей мере части объекта, уменьшение по меньшей мере части объекта, изменение размера по меньшей мере части объект, изменение формы по меньшей мере части объекта, или другие изменения.
[001198] На Фиг. 139 проиллюстрирована блок-схема последовательности операций способа 13900 содействия посредством компьютерной системы полевым тестированиям и физическим операциям на их основе в соответствии с одним или более вариантами реализации изобретения. Операции обработки согласно описанному ниже способу носят иллюстративный характер и не являются ограничивающими. В некоторых вариантах реализации изобретения, например, способ может быть выполнен с одной или более дополнительными не описанными операциями и/или без одной или более описанных операций. Кроме того, порядок, в котором проиллюстрированы (и описаны ниже) операции обработки согласно способам, не имеет ограничительный характер. В некоторых вариантах реализации изобретения способ может быть выполнен по меньшей мере одним или более устройствами обработки (например, цифровым процессором, аналоговым процессором, цифровой схемой, предназначенной для обработки информации, аналоговой схемой, предназначенной для обработки информации, машиной состояний и/или другими механизмами для электронной обработки информации). Устройства обработки могут включать в себя одно или более устройств, выполняющих некоторые или все операции согласно способам, в ответ на инструкции, хранящиеся в электронном виде на электронном носителе данных. Устройства обработки могут включать в себя одно или более устройств, выполненных с помощью аппаратного обеспечения, аппаратно-программного обеспечения и/или программного обеспечения, специально предназначенных для выполнения одной или более операций согласно способу.
[001199] В одном варианте реализации изобретения данные проверки, связанные со сканированием объекта, могут быть получены от полевой системы (13902). Операция 13902 может выполняться подсистемой профиля объекта, которая является такой же или аналогичной подсистеме профиля объекта 13732 в соответствии с одним или более вариантами реализации изобретения. В качестве примера данные проверки могут включать в себя данные лазерного контроля, данные контроля камеры, данные рентгенографического контроля, данные контроля гамма-излучения, данные ультразвукового контроля, данные контроля магнитных частиц, данные контроля вихревого тока, данные контроля температуры или другие данные проверки.
[001200] В одном варианте реализации изобретения могут быть получены один или более входных параметров одной или более операций, выполняемых на объекте (13904). В качестве примера, операции, выполняемые на объекте, могут быть операциями, которые физически влияли на объект и выполнялись на объекте перед сканированием объекта (на чем основаны данные проверки). Входными параметрами могут быть входные параметры, используемые для выполнения операций на объекте (например, параметры сварки, параметры покрытия или другие входные параметры). Операция 13904 может выполняться подсистемой контроля операций, которая является такой же или аналогичной подсистеме контроля операций 13738 в соответствии с одним или более вариантами реализации изобретения.
[001201] В одном варианте реализации изобретения данные проверки и входные параметры могут обрабатываться для генерирования данных, связанных с выполнением операции, которая физически влияет на объект (13906). В качестве примера данные, связанные с операцией, могут включать в себя один или более типов, связанных с операцией данных, описанных выше в отношении Фиг. 138 (например, инструкции по сварке, инструкции по нанесению покрытий и т.д.). Операция 13906 может выполняться подсистемой менеджера операций, которая является такой же или аналогичной подсистеме менеджера операций 13734 в соответствии с одним или более вариантами реализации изобретения.
[001202] В одном варианте реализации изобретения данные, связанные с операцией, могут передаваться в полевую систему, чтобы предписать полевой системе выполнение операции, когда операция выполняется на основании связанных с операцией данных (13908). В качестве примера, операции, которые могут быть предписаны полевой системе для выполнения, могут включать в себя один или более типов операций (которые предписаны полевому устройству полевой системы для выполнения), описанных выше со ссылкой на Фиг. 138. Операция 13908 может выполняться подсистемой менеджера операций, которая является такой же или аналогичной подсистеме менеджера операций 13734 в соответствии с одним или более вариантами реализации изобретения.
[001203] На Фиг. 140 проиллюстрирована блок-схема последовательности операций способа 14000 содействия посредством компьютерной системы полевым тестированиям и физическим операциям на их основе в соответствии с одним или более вариантами реализации изобретения. Операции обработки согласно описанному ниже способу носят иллюстративный характер и не являются ограничивающими. В некоторых вариантах реализации изобретения, например, способ может быть выполнен с одной или более дополнительными не описанными операциями и/или без одной или более описанных операций. Кроме того, порядок, в котором проиллюстрированы (и описаны ниже) операции обработки согласно способам, не имеет ограничительный характер. В некоторых вариантах реализации изобретения способ может быть выполнен по меньшей мере одним или более устройствами обработки (например, цифровым процессором, аналоговым процессором, цифровой схемой, предназначенной для обработки информации, аналоговой схемой, предназначенной для обработки информации, машиной состояний и/или другими механизмами для электронной обработки информации). Устройства обработки могут включать в себя одно или более устройств, выполняющих некоторые или все операции согласно способам, в ответ на инструкции, хранящиеся в электронном виде на электронном носителе данных. Устройства обработки могут включать в себя одно или более устройств, выполненных с помощью аппаратного обеспечения, аппаратно-программного обеспечения и/или программного обеспечения, специально предназначенных для выполнения одной или более операций согласно способу.
[001204] В одном варианте реализации изобретения дефект, связанный с объектом, может быть обнаружен на основании данных, полученных в результате проверки, связанных с анализом объекта (14002). В качестве примера, анализ может быть выполнен после технологической операции, которая была выполнена на объекте с использованием первого набора входных параметров (например, параметров сварки, параметров покрытия или других входных параметров). Данные, полученные в результате проверки, могут быть предоставлены полевой системой, где данные, полученные в результате проверки могут содержать данные, полученные в результате проверки лазером, данные, полученные в результате осмотра камерой, данные, полученные в результате проверки рентгеновскими лучами, данные, полученные в результате проверки гамма-излучением, данные, полученные в результате проверки ультразвуковым контролем, данные, полученные в результате проверки магнитопорошковым методом, данные, полученные в результате проверки вихревыми токами, данные, полученные в результате проверки температурными способами или другие данные, полученные в результате проверки. Технологическая операция 14002 может быть выполнена профильной подсистемой объекта, которая является такой же или подобной профильной подсистеме 13732 объекта, в соответствии с одним или несколькими вариантами реализации изобретения.
[001205] В одном варианте реализации изобретения может быть сгенерирован (14004) протокол технологической операции, связанный с типом технологической операции (которая была выполнена на объекте с использованием первого набора входных параметров). В качестве примера, протокол технологической операции может быть сгенерирован таким образом, что протокол технологической операции содержит второй набор входных параметров, отличный от первого набора входных параметров (например, который использовался для выполнения технологической операции, которая, вероятно, вызвала дефект). В одном варианте использования, например, может быть проанализирован первый набор входных параметров и данные, полученные в результате проверки, чтобы определить, какой из параметров, вероятно, вызвал дефект, и те параметры (которые, вероятно, вызвали дефект), могут быть изменены для создания второго набора входных параметров для протокола технологической операции. После генерации профиль технологической операции может храниться в базе данных (например, базе данных протокола технологических операций или другой базе данных) для использования с последующими технологическими операциями. Технологическая операция 14004 может быть выполнена подсистемой протокола технологической операции, которая является такой же или подобной подсистеме 13736 протокола технологической операции в соответствии с одним или несколькими вариантами реализации изобретения.
[001206] В одном варианте реализации изобретения протокол технологической операции может быть выбран для выполнения последующей технологической операции, аналогичной технологической операции (выполняемой на объекте с использованием первого набора входных параметров) (14006). В качестве примера, если предыдущей технологической операцией была технологическая операция сварки для заварки корня шва, последующая технологическая операция также может быть технологическая операция сварки для заварки корня шва. В качестве другого примера, если предыдущей технологической операцией была технологическая операция сварки для горячего прохода, последующая технологическая операция также может быть технологическая операция сварки для горячего прохода. Технологическая операция 14006 может быть выполнена подсистемой протокола технологической операции, которая является такой же или подобной подсистеме 13736 протокола технологической операции в соответствии с одним или несколькими вариантами реализации изобретения.
[001207] В одном варианте реализации изобретения данные, связанные с выполнением последующей технологической операции, могут генерироваться на основе по меньшей мере одного параметра протокола технологической операции (14008). Технологическая операция 14008 может быть выполнена подсистемой управления технологической операции, которая является такой же или подобной подсистеме 13734 управления технологической операции в соответствии с одним или несколькими вариантами реализации изобретения.
[001208] В одном варианте реализации изобретения, связанные с технологической операцией данные могут быть переданы в полевую систему и служить причиной выполнения полевой системой последующей технологической операции, где последующая технологическая операция выполняется на основе связанных с технологической операцией данных (14010). Технологическая операция 14010 может быть выполнена подсистемой управления технологической операции, которая является такой же или подобной подсистеме 13734 управления технологической операции в соответствии с одним или несколькими вариантами реализации изобретения.
[001209] На Фиг. 141 показана блок-схема последовательности технологической операции способа 14100 для облегчения, посредством компьютерной системы, полевых испытаний и физических технологических операций на их основе, в соответствии с одним или несколькими вариантами реализации изобретения. Технологические операции описанного ниже способа предназначены для иллюстрации, а не для ограничения. Например, в некоторых вариантах реализации изобретения, способ может быть выполнен с одной или несколькими дополнительными технологическими операциями, не описанными и/или без одной или нескольких рассмотренных технологических операций. Кроме того, не ограничивается порядок, в котором проиллюстрированы (и описаны ниже) технологические операции способов. В некоторых вариантах реализации изобретения способ может быть реализован по меньшей мере одним или несколькими устройствами обработки (например, цифровым процессором, аналоговым процессором, цифровой схемой, предназначенной для обработки информации, аналоговой схемой, предназначенной для обработки информации, машиной с внутренними состояниями и/или другими механизмами для электронной обработки информации). Устройства обработки могут содержать одно или несколько устройств, выполняющих некоторые или все технологической операции способов в ответ на команды, хранящиеся в электронном виде на электронном носителе данных. Устройства обработки могут содержать одно или несколько устройств, сконфигурированных с помощью аппаратного обеспечения, прошивки и/или программного обеспечения, специально предназначенных для выполнения одной или нескольких технологических операций этого способа.
[001210] В одном варианте реализации изобретения качество одного или нескольких аспектов объекта может быть определено на основании данных, полученных в результате проверки, связанных с анализом объекта (14102). В качестве примера, анализ может быть выполнен после технологической операции, которая была выполнена на объекте с использованием набора входных параметров (например, параметров сварки, параметров покрытия или других входных параметров). Данные, полученные в результате проверки, могут быть предоставлены полевой системой, где данные, полученные в результате проверки могут содержать данные, полученные в результате проверки лазером, данные, полученные в результате осмотра камерой, данные, полученные в результате проверки рентгеновскими лучами, данные, полученные в результате проверки гамма-излучением, данные, полученные в результате проверки ультразвуковым контролем, данные, полученные в результате проверки магнитопорошковым методом, данные, полученные в результате проверки вихревыми токами, данные, полученные в результате проверки температурными способами или другие данные, полученные в результате проверки. Технологическая операция 14102 может быть выполнена профильной подсистемой объекта, которая является такой же или подобной профильной подсистеме 13732 объекта, в соответствии с одним или несколькими вариантами реализации изобретения.
[001211] В одном варианте реализации изобретения, отвечающем качеству, превышающему стандарт качества (обозначенный заранее определенным профилем качества), может быть сгенерирован (14104) протокол технологической операции, связанный с типом технологической операции (которая была выполнена на объекте с использованием набора входных параметров). В качестве примера, протокол технологической операции может быть сгенерирован таким образом, что протокол технологической операции содержит один или несколько параметров набора входных параметров (используемых для выполнения технологической операции). В качестве другого примера, протокол технологической операции может быть сгенерирован таким образом, что протокол технологической операции содержит все параметры набора входных параметров. После генерации профиль технологической операции может храниться в базе данных (например, базе данных протокола технологических операций или другой базе данных) для использования с последующими технологическими операциями. Технологическая операция 14104 может быть выполнена подсистемой протокола технологической операции, которая является такой же или подобной подсистеме 13736 протокола технологической операции в соответствии с одним или несколькими вариантами реализации изобретения.
[001212] В одном варианте реализации изобретения протокол технологической операции может быть выбран для выполнения последующей технологической операции, аналогичной технологической операции (выполняемой на объекте с использованием первого набора входных параметров) (14106). Технологическая операция 14106 может быть выполнена подсистемой протокола технологической операции, которая является такой же или подобной подсистеме 13736 протокола технологической операции в соответствии с одним или несколькими вариантами реализации изобретения.
[001213] В одном варианте реализации изобретения данные, связанные с выполнением последующей технологической операции, могут генерироваться на основе по меньшей мере одного параметра протокола технологической операции (14108). Технологическая операция 14108 может быть выполнена подсистемой управления технологической операции, которая является такой же или подобной подсистеме 13734 управления технологической операции в соответствии с одним или несколькими вариантами реализации изобретения.
[001214] В одном варианте реализации изобретения, связанные с технологической операцией данные могут быть переданы в полевую систему и служить причиной выполнения полевой системой последующей технологической операции, где последующая технологическая операция выполняется на основе связанных с технологической операцией данных (14110). Технологическая операция 14110 может быть выполнена подсистемой управления технологической операции, которая является такой же или подобной подсистеме 13734 управления технологической операции в соответствии с одним или несколькими вариантами реализации изобретения.
[001215] На Фиг. 142 показана блок-схема последовательности технологической операции способа 14200 для облегчения, посредством компьютерной системы, полевых испытаний и физических технологических операций на их основе, в соответствии с одним или несколькими вариантами реализации изобретения. Технологические операции описанного ниже способа предназначены для иллюстрации, а не для ограничения. Например, в некоторых вариантах реализации изобретения, способ может быть выполнен с одной или несколькими дополнительными технологическими операциями, не описанными и/или без одной или нескольких рассмотренных технологических операций. Кроме того, не ограничивается порядок, в котором проиллюстрированы (и описаны ниже) технологические операции способов. В некоторых вариантах реализации изобретения способ может быть реализован по меньшей мере одним или несколькими устройствами обработки (например, цифровым процессором, аналоговым процессором, цифровой схемой, предназначенной для обработки информации, аналоговой схемой, предназначенной для обработки информации, машиной с внутренними состояниями и/или другими механизмами для электронной обработки информации). Устройства обработки могут содержать одно или несколько устройств, выполняющих некоторые или все технологические операции способов в ответ на команды, хранящиеся в электронном виде на электронном носителе данных. Устройства обработки могут содержать одно или несколько устройств, сконфигурированных с помощью аппаратного обеспечения, прошивки и/или программного обеспечения, специально предназначенных для выполнения одной или нескольких технологических операций этого способа.
[001216] В одном варианте реализации изобретения можно контролировать (14202) одну или несколько технологических операций, выполняемых на одном или более объектах. Технологическая операция 14202 может быть выполнена подсистемой контроля технологической операции, которая является такой же или подобной подсистеме 13738 контроля технологической операции в соответствии с одним или несколькими вариантами реализации изобретения.
[001217] В одном варианте реализации изобретения данные, относящиеся к наблюдениям за технологическими операциями, могут быть получены на основе оперативного контроля (14204). В качестве примера данные, связанные с наблюдением, могут содержать данные, относящиеся к наблюдениям одного или нескольких полевых устройств во время выполнения технологической операции, наблюдений за объектами во время выполнения технологической операции, наблюдений за параметрами окружающей среды во время выполнения технологической операции или других наблюдений. Технологическая операция 14204 может быть выполнена подсистемой контроля технологической операции, которая является такой же или подобной подсистеме 13738 контроля технологической операции в соответствии с одним или несколькими вариантами реализации изобретения.
[001218] В одном варианте реализации изобретения один или несколько наборов наблюдений за технологической операцией (выполняемой на одном или нескольких объектах, определенных как имеющие дефект) могут сравниваться с одним или несколькими другими наборами наблюдений за технологической операцией (выполняемой на одной или нескольких других технологических операциях при отсутствии дефекта) (14206). Технологическая операция 14206 может быть выполнена подсистемой протокола технологической операции, которая является такой же или подобной подсистеме 13736 протокола технологической операции в соответствии с одним или несколькими вариантами реализации изобретения.
[001219] В одном варианте реализации изобретения одно или несколько общих различий наборов наблюдений (соответствующих дефектным объектам) с другими наборами наблюдений (соответствующих объектам без дефекта) могут быть определены на основе сравнения (14208). Технологическая операция 14208 может быть выполнена подсистемой протокола технологической операции, которая является такой же или подобной подсистеме 13736 протокола технологической операции в соответствии с одним или несколькими вариантами реализации изобретения.
[001220] В одном варианте реализации изобретения один или несколько пусковых механизмов технологической операции могут быть реализованы на основе общих различий (14210). В качестве примера, при реализации пускового механизма технологической операции, основанного на одном из общих различий, пусковой механизм технологической операции может вызвать выполнение связанной технологической операции, когда в последующей технологической операции возникает обстоятельство, соответствующее общему различию. Технологическая операция 14210 может быть выполнена подсистемой протокола технологической операции, которая является такой же или подобной подсистеме 13740 протокола технологической операции в соответствии с одним или несколькими вариантами реализации изобретения.
[001221] В одном варианте реализации изобретения, универсальная облачная система протоколирования (в данном документе также упоминаемая как «uLog», или «система uLog», или «uCloud») представляет собой систему программного обеспечения, аппаратного обеспечения, оборудования и телекоммуникационных сетей, которые легко собирают данные сварки для обеспечения контроля качества и управления качеством, протоколирования данных сварки, управления задачами и проектами, контроля и управления безопасностью и надзором, оперативного контроля выполнения сварочных работ в режиме реального времени и представления и визуализации данных. Система uLog может использовать проводные системы и устройства и/или беспроводные системы и устройства и/или системы и устройства Bluetooth и/или облачные системы и устройства. Система uLog может использовать технологии программного обеспечения, технологии мобильных устройств и настольных устройств, телекоммуникационные технологии и другие технологии в продуктах, устройствах, системах, процессах и способах, обеспечивающих достижения высокого качества сварки, надзора, контроля, управления и безопасности. Система uLog может использоваться в условиях наземного, морского применения, условиях корабельного базирования, базирования на платформе, базирования на конструкции или других условиях монтажа. В одном варианте реализации изобретения uLog может обрабатывать обмен информацией по технологии Bluetooth, и данные могут быть переданы в uLog для обработки технологией Bluetooth или любыми другими беспроводными средствами.
[001222] В одном варианте реализации изобретения uLog имеет инструменты, которые легко собирают данные об условиях выполнения сварки и/или журналы записей данных об условиях выполнения сварки. В своих многочисленных и разнообразных вариантах система uLog может использовать данные об условиях выполнения сварки и другие данные о конструкции трубопровода и связанные с ней данные для получения одного или нескольких из следующего: аналитические результаты, полевые отчеты, данные для управления, данные для контроля качества, автоматически создаваемые административные отчеты, ежедневные сводки, архивы данных, записи о сварке, данные об использовании материалов, записи контроля качества и записи управления проектами.
[001223] В одном варианте реализации изобретения uLog может использоваться для поддержания и/или генерации протоколов аттестационных испытаний метода сварки («PQR») и связанных с ними данных. Функциональность uLog также может использоваться для записи, разработки, поддержки и управления спецификациями процедур сварки («WPS»).
[001224] uLog может предоставить пользователю возможность просматривать, записывать, отслеживать, измерять и анализировать данные журнала записей в отношении одной или нескольких сварок и/или выполнения сварочных работ и/или инспекционной деятельности и/или деятельности по управлению. Используя uLog и его аналитические функциональные возможности, пользователь может добиться улучшенного качества сварки и количественно определить результаты сварки. В своих многочисленных и разнообразных вариантах реализации изобретения uLog может иметь функциональные возможности для обработки данных в реальном времени или на основе архивных данных. Это позволяет пользователю принимать решения в реальном времени и/или на основе архивных данных. В одном варианте реализации изобретения uLog может предоставлять пользовательские данные в реальном времени о любых аспектах текущей сварки, покрытия, надзора, обработки труб, управления проектом, конструкции трубопровода и/или выполнения монтажных работ и обеспечивает контроль качества сварки и/или выполнение сварочных работ в режиме реального времени и/или других видов деятельности по сооружению трубопровода. В другом варианте реализации изобретения uLog также может обеспечивать функциональные возможности в отношении управления сооружением, управления проектом, учета, управления запасами и материалами, а также финансового контроля и аудита как финансовых, так и материальных ресурсов. uLog также может предоставлять функциональные возможности в области управления персоналом и соблюдения временного графика, а также учета заработной платы и поддержки.
[001225] Без ограничений, различные варианты реализации настоящего изобретения могут быть, например, реализованы как компьютерная система, способ, облачный сервис или компьютерный программный продукт. Соответственно, различные варианты реализации изобретения могут принимать форму полностью аппаратного варианта реализации изобретения, полностью программного варианта реализации изобретения (например, одного или нескольких компьютерных приложений, такого как «Приложение» (или «App»), которое должно быть реализовано на мобильном устройстве и/или приложение для установки на настольный компьютер) или вариант реализации изобретения, сочетающий программные и аппаратные аспекты. Кроме того, варианты реализации изобретения могут принимать форму компьютерного программного продукта, хранящегося на считываемом компьютером носителе данных, имеющем считываемые компьютером команды (например, программное обеспечение), воплощенные в носителе данных. Различные варианты реализации изобретения могут принимать форму программного обеспечения, реализованного в сети. Любой подходящий считываемый компьютером носитель данных может быть использован, включая, например, жесткие диски, компакт-диски, DVD-диски, оптические запоминающие устройства, твердотельные запоминающие устройства и/или магнитные запоминающие устройства.
[001226] Ниже описаны различные варианты реализации изобретения со ссылкой на иллюстрации в виде схематических изображений, блок-схем, изображений и блок-схем последовательностей технологической операции способов, аппаратов (например, систем) и компьютерных программных продуктов. Следует понимать, что иллюстрации каждого блока блок-схем и блок-схем последовательностей технологической операции и иллюстрации комбинаций блоков блок-схем и блок-схем последовательностей технологической операции, соответственно, могут быть реализованы компьютером, выполняющим команды компьютерной программы. Эти команды компьютерной программы могут быть загружены на компьютер общего назначения, компьютер специального назначения или другое программируемое устройство обработки данных для создания машины, так что команды, выполняемые на компьютере или другом программируемом устройстве обработки данных, создают средства для реализации функций, указанных в блоке или блоках схемы последовательности технологической операции.
[001227] Эти команды компьютерной программы также могут быть сохранены в считываемом компьютером запоминающем устройстве, которое может направить компьютер или другое программируемое устройство обработки данных функционировать таким образом, чтобы команды, хранящиеся в считываемом компьютером запоминающем устройстве, производили готовое изделие, которое может быть сконфигурировано для реализации функции, указанной в блоке или блоках схемы последовательности технологической операции. Команды компьютерной программы также могут быть загружены на компьютер или другое программируемое устройство обработки данных, чтобы вызвать ряд эксплуатационных этапов, которые должны выполняться на компьютере или другом программируемом устройстве для создания процесса, реализованного компьютером, так что команды, выполняемые на компьютере или другом программируемом устройстве обеспечивают этапы для реализации функций, указанных в блоке или блоках схемы последовательности технологической операции.
[001228] Соответственно, иллюстрации блоков блок-схем и блок-схем последовательности технологической операции поддерживают комбинации механизмов для выполнения указанных функций, комбинации этапов для выполнения указанных функций и программные команды для выполнения указанных функций. Следует также понимать, что иллюстрации каждого блока блок-схем и блок-схем последовательности технологической операции и иллюстрации комбинаций блоков на блок-схемах и блок-схемах последовательности технологической операции могут быть реализованы с помощью специальных аппаратных компьютерных систем, которые выполняют указанные функции или этапы, или комбинаций специального оборудования и другого оборудования, выполняющего соответствующие компьютерные команды. Реализация также может осуществляться с помощью специального программного обеспечения и оборудования, использующих специальное программное обеспечение и/или приложения. Система в целом может быть доступна с различных компьютерных платформ, включая мобильные устройства.
[001229] На Фиг. 143 показаны изображения наземных трубопроводов. uLog может использоваться при изготовлении любого трубопровода в любой конструкционных внешних условиях. Конструкционные внешние условия могут включать такие, которые присутствуют на суше, в открытом море, как на суше, так и в открытом море, под водой, от уровня моря, на объекте, на судне, на барже, на платформе, на конструкции, в космосе или любые другие конструкционные внешние условия. Например, uLog может использоваться для управления сваркой трубопроводов.
[001230] На Фиг. показана сварочная станция 14410 согласно варианту реализации настоящего изобретения. uLog может использоваться совместно со сварочной станцией 14410. uLog может обрабатывать данные, полученные от сварочной станции 14410. Сварочная станция может содержать сварочную машину или сварочную систему 14412, сварщика 14414 или автоматическую или роботизированную сварочную систему. В одном варианте реализации изобретения, сварочная машина или сварочная система 14412 представляет собой орбитальную сварочную машину. Пример сварочной машины или сварочной системы 14412 описан в патенте США № 3974356, выданном 10 августа 1976 года Nelson и др., полное содержание которого включено в настоящий документ посредством ссылки. Для управления процессом сварки, а также для получения данных о процессе сварки сварочная станция 14410 может управляться компьютерной системой 14416. uLog, реализованная в компьютерной системе 14416, может управлять сварочной станцией 14410, включая сварочную машину 14412, а также может обрабатывать данные, полученные от обрабатываемого изделия 14418, такого как труба и/или данные в отношении работы или сварки, которыми воздействуют на обрабатываемое изделие (например, трубу) 14418.
[001231] На Фиг. 145 показано множество сварочных станций 14410 трубопровода (протяженность 14420 сварки трубопровода) в соответствии с вариантом реализации настоящего изобретения. uLog может использоваться на протяженности 14420 сварки трубопровода. uLog может обрабатывать данные, полученные от одной или нескольких сварочных станций 14410 на протяженности 14420 сварки трубопровода. В одном варианте реализации изобретения, uLog может обрабатывать данные, полученные от нескольких станций или от многих сварочных станций 14410. Нет никаких ограничений на расположение сварочных станций 14410. Трубопроводы 14418 могут быть очень длинными, и одна или несколько станций могут находиться в любом месте без ограничений. Кроме того, uLog поддерживает обработку данных, полученных одновременно от нескольких проектов и/или действий и/или задач и/или людей. Экспертная оценка пользователя uLog может проводиться как по проектам, так и в рамках проектов. uLog позволяет пользователю работать с данными, полученными от одного или нескольких проектов одновременно или последовательно, в режиме реального времени или на основе архивных данных.
[001232] Фиг. 146 представляет собой схематическое изображение системы со множеством сварочных станций 14410, обменивающихся данными со множеством станций (компьютерных систем) 14416 управления и сбора журналов записей в соответствии с вариантом реализации настоящего изобретения. В одном варианте реализации изобретения данные об условиях выполнения сварки могут собираться на станции 14416 сбора журналов записей, связанной со сварочной станцией 14410. Станции 14416 управления и сбора журналов записей могут обрабатывать данные для одной или нескольких сварных и/или сварочных станций 14410. Сбор данных и/или обработка могут брать начало от конструкции трубопровода, оборудования сварочной станции, оператора, сварщика или других средств ввода данных. В неограничивающем примере для сбора данных, обмена данными и/или обработки данных сварочной станции и/или сварочной системы могут быть использованы процессоры оборудования, встроенные процессоры, компьютеры, датчики, устройства управления обработкой, проводные или беспроводные аналоговые и цифровые устройства и переносные процессоры данных. В одном варианте реализации изобретения один или несколько технических специалистов могут управлять сварочной станцией (станциями) 14410 и станцией (станциями) 14416 управления и сбора журналов записей. Нет ограничений на количество станций 14416 сбора журналов записей, которые можно использовать с uLog. Станция 14416 сбора журналов записей вместе со сварочной станцией 14410 для сварочной системы 14422.
[001233] Фиг. 147 представляет собой схематическое изображение системы со множеством сварочных станций 14410, обменивающихся данными со множеством станций 14416 управления и сбора журналов записей в соответствии с другим вариантом реализации настоящего изобретения. В одном варианте реализации изобретения данные об условиях выполнения сварки могут быть собраны с каждой сварочной станции 14410 или сварочной системы 14422. В другом варианте реализации изобретения данные об условиях выполнения сварки могут быть собраны от ряда станций или сварочных систем 14410. Нет ограничений на количество сварочных станций 14410 и/или сварочных систем 14422.
[001234] Фиг. 148 представляет собой схематическое изображение сварочной станции 14410, обменивающейся данными с беспроводной сетью 14424 через беспроводное соединение (например, Wi-Fi соединение) 14426, согласно варианту реализации настоящего изобретения. Например, сварочная станция 14410 может быть снабжена возможностями беспроводной связи, такими как Bluetooth, Wi-Fi, сотовая связь, спутниковый телефон или другие беспроводные средства. Для неограничивающего примера сварочная станция 14410 может иметь один или несколько компьютеров, серверов или блоков 14416 обработки данных процесса сварки, которые могут собирать и обрабатывать данные сварочной системы. Как показано на Фиг. 148, сварочная станция 14410 включает в себя две сварочные машины или сварочные системы 14412. В одном варианте реализации изобретения сварочные системы 14412 содержат орбитальную сварочную систему. Одна из сварочных машин 14412 представляет собой сварочную машину или систему с вращением по часовой стрелке (ЧС), а другая сварочная машина 14412 представляет собой сварочную машину или систему с вращением против часовой стрелки (ПЧС).
[001235] Фиг. 149 представляет собой схематическое изображение множества рабочих мест 14430, обменивающихся данными с облачным сервером 14432 через всемирную сеть (Интернет) в соответствии с вариантом реализации настоящего изобретения. uLog может быть сконфигурирована на локальном, региональном, проектном или глобальном уровне. Реализация uLog не ограничивается географическими ограничениями. Одно или несколько рабочих мест 14430 могут быть объединены в сеть с uLog. В одном варианте реализации изобретения пользователи, персонал, менеджеры, инженеры, отделы, компании, специалисты, работники, клиенты и множество других сторон могут быть подключены к uLog по сети. Каждое рабочее место 14430 включает в себя сварочную станцию 14410, управляемую сварщиком 14414 (как показано на Фиг. 144), ведущего техника 14434 и инженера по сварке 14436 и т.д. Каждое рабочее место 14430 сконфигурировано для обмена данными с облачным сервером 14432 через выделенную линию связи или канал 14440 связи или через Интернет 14442. Облачный сервер 14432 может быть доступным системному менеджеру 14438 и проектно-техническому специалисту 14439. Для хранения данных об условиях выполнения сварки может быть предусмотрено запоминающее устройство 14433, обменивающееся данными с облачным сервером.
[001236] Фиг. 150 представляет собой схематическое изображение множества сварочных станций 14410, обменивающихся данными с промежуточными вычислительными устройствами 14450, которыми управляют технические менеджеры (ведущие технические специалисты 14452, инспекторы 14454, инженеры 14456 и т.д.) через каналы или линии 14458 связи, согласно варианту реализации настоящего изобретения. Например, каждая сварочная станция 14410 может обмениваться данными с одним или несколькими промежуточными вычислительными устройствами 14450. Подобным образом, каждое промежуточное вычислительное устройство 14450 сконфигурировано для обмена данными с одной или несколькими сварочными станциями 14410. В свою очередь промежуточные вычислительные устройства 14450 сконфигурированы для обмена данными с облачным сервером 14432 через Интернет 14442. Части программы uLog сконфигурированы для работы на облачном сервере 14432, другие части uLog настроены для работы на промежуточных вычислительных устройствах 14450, а другие части сконфигурированы для реализации на компьютере/сервере 14416 сварочной станции. Каждая часть или компонент uLog работает в кооперации с другими частями или компонентами, чтобы обеспечить комплексное управление всей системой. В одном варианте реализации изобретения uLog может необязательно иметь дифференцированные возможности глобальной сети и распространять сетевые возможности. В другом варианте реализации изобретения все возможности полностью интегрированы; а в еще одном варианте реализации изобретения возможности могут быть без дифференциации.
[001237] Фиг. 151 представляет собой схематическое изображение множества сварочных станций 14412, обменивающихся данными с промежуточной компьютерной системой 14450 (управляемой терминалами для Инженеров, Технических специалистов и Специалистов по качеству) через беспроводной (например, Wi-Fi) канал 14426 связи в беспроводную коммуникационную сеть 14424 в соответствии с вариантом реализации настоящего изобретения. Промежуточная компьютерная система может быть любым типом вычислительного устройства, включая планшет, телефон, смартфон, КПК и/или другое беспроводное устройство (устройства) для ввода данных, обработки данных, обмена данными, ввода, вывода и других функций. Промежуточный компьютер запускает программу uLog и может управляться проектно-техническими специалистами, специалистами по контролю качества, пользователями, контролирующими техническими специалистами и другими. В одном варианте реализации изобретения uLog, запущенная на промежуточном компьютере 14450, предоставляет данные, обрабатывает данные и передает данные или информацию с компьютером 14416 сварочной станции, расположенном на каждой из сварочных станций 14410.
[001238] Фиг. 152 представляет собой схематическое изображение множества сварочных станций 14410, обменивающихся данными с промежуточной компьютерной системой 14450 через беспроводной (например, Wi-Fi) канал 14426 связи в беспроводную коммуникационную сеть 14424 в соответствии с вариантом реализации настоящего изобретения. На Фиг. 152 показана разветвленная сетевая конфигурация. Промежуточная компьютерная система 14450 обладает беспроводными возможностями, такими как Wi-Fi или сотовая связь (3G, 4G и т.д.), что позволяет ей осуществлять беспроводной обмен данными с любой из сварочных станций 14410. Промежуточный компьютер 14450 может быть мобильным беспроводным устройством любого типа, таким как смартфон, планшет или КПК, которые могут подсоединяться в любой точке беспроводной сети 14424. В одном варианте реализации изобретения программа или система uLog могут использовать обработку данных многосвязной сети через беспроводную (например, Wi-Fi) многосвязную сеть 14424. Например, сервер 14416 сварочной станции 14410 может обмениваться данными с устройством 14450 uLog через беспроводную многосвязную сеть 14424 и может подсоединяться в любом месте в пределах многосвязной сети 14424. В одном варианте реализации изобретения, технология многосвязной сети может использоваться в разветвленной сетевой конфигурации.
[001239] Фиг. 153 представляет собой схематическое изображение множества сварочных станций 14410, обменивающихся данными со множеством промежуточных вычислительных систем 14450 (управляемых инженером 14456, инспекторами 14454, ведущим техником 14452 и т.д.), которые, в свою очередь, обмениваются данными с облачным сервером 14432, в соответствии с вариантом реализации настоящего изобретения. На Фиг. 153 показана схема потока данных для общей конфигурации сети. В одном варианте реализации изобретения общая конфигурация сети может быть глобальной сетевой конфигурацией. Общая конфигурация сети может использоваться менеджерами, инженерами, инспекторами, техническими специалистами, ведущими техническими специалистами, инженерами по сварке, сварщиками и сварочными станциями, а также другими. В одном варианте реализации изобретения общая конфигурация сети uLog может необязательно иметь поток данных, дифференцированный по всемирным сетевым возможностям и расширяющий возможности сети. В другом варианте реализации изобретения все возможности полностью интегрированы без дифференциации. Подобно конфигурации, показанной на Фиг. 150, например, каждая сварочная станция 14410 может обмениваться данными с одним или несколькими промежуточными вычислительными устройствами 14450. Каждое промежуточное вычислительное устройство 14450 сконфигурировано для обмена данными с одной или несколькими сварочными станциями 14410. В свою очередь промежуточные вычислительные устройства 14450 сконфигурированы для обмена данными с облачным сервером 14432 через Интернет 14442. Части программы uLog сконфигурированы для работы на облачном сервере 14432, другие части uLog настроены для работы на промежуточных вычислительных устройствах 14450, а другие части сконфигурированы для реализации на компьютере/сервере 14416 сварочной станции. Каждая часть или компонент программы, или системы uLog работает в кооперации с другими частями или компонентами, чтобы обеспечить комплексное управление всей системой. В одном варианте реализации изобретения uLog может необязательно иметь дифференцированные возможности глобальной сети и распространять сетевые возможности. В другом варианте реализации изобретения все возможности полностью интегрированы; а в еще одном варианте реализации изобретения возможности могут быть без дифференциации.
[001240] На Фиг. 154 показан пример графического пользовательского интерфейса («ГПИ») для «Основного экрана» 14460 приложения для облачного универсального протоколирования данных (uLog), реализованного компьютерной системой на сварочной станции 14410, в промежуточной компьютерной системе 14450 или в облачном сервере 14432, согласно варианту реализации настоящего изобретения. В одном варианте реализации изобретения uLog предоставляет множество функций для извлечения данных, анализа данных, аналитической обработки данных, интеллектуального анализа данных, протоколирования данных и отчетности. ГПИ 14460 включает в себя ряд пиктограмм 14461-14468. Каждая пиктограмма при активации (например, щелчком мыши или касанием пальцем) открывает приложение. Например, пиктограмма 14461 связана с приложением «Админ», выполненным с возможностью управляться администратором для настройки административных функций uLog. Пиктограмма 14462, связанная с параметрами сварки, сконфигурирована для ввода параметров сварки. Пиктограмма 14463 связана с функцией «Журнал». Пиктограмма 14464 связана с приложением «Отчет». Пиктограмма 14465 связана с приложением «Настройка задания». Пиктограмма 14466 связана с приложением «Аналитика». Значок 14468 связан с загрузкой и сохранением данных в Облаке (то есть сохранением данных на облачном сервере 14432 или запоминающем устройстве 14433). Следовательно, как можно понять, функциональные возможности универсальной системы протоколирования uLog могут включать, но не ограничиваются, обработкой данных и информации в отношении: администрирования, параметров сварки, журналов, записей, отчетов, настройки заданий, надзора, контроля качества, покрытия, обработки трубы, пользовательской и/или административной диагностики, аналитики и данных для обработки локальными и/или облачными средствами.
[001241] Объем данного изобретения включает в себя способы и средства для достижения описанного технического обеспечения сварки и сооружения трубопровода, а также охватывает любое изделие, продукт, средства и способы для создания и использования любого программного обеспечения, приложения, исполняемого кода компьютера, программных средств, логических последовательностей или другие формы электронных или автоматизированных средств для достижения и/или использования способов согласно настоящему документу. Такие продукты, изделия и средства включают в себя, например, но не ограничены перечисленным, продукт программного обеспечения, поставляемый на фиксированном носителе, таком как диск, или на физическом запоминающем устройстве, или на флэш-накопителе, или как продукт программного обеспечения, или как приложение, обеспечиваемое цифровой загрузкой или предоставляемое другими способами. Это приложение явно охватывает установленные, удаленные, скомпилированные и не скомпилированные версии любого программного продукта или эквивалентного продукта, которые могут использоваться, внедряться, устанавливаться или иным образом активизироваться для того, чтобы использовать, достигать и/или практически осуществлять способы, описанные в данном документе. В дополнение к своим нормальным и общепринятым значениям, описание «средства считываемого компьютером программного кода» предназначено для широкого толкования, чтобы охватить любой вид и тип считываемого компьютером программного кода, исполняемого кода, программного обеспечения как сервиса, веб сервиса, облачного сервиса, или процесса с использованием облачных вычислений, встроенного приложения, продукта программного обеспечения, предоставляемого на фиксированном носителе, таком как диск, или в физическом запоминающем устройстве, или во флэш-памяти, или в карте памяти, или как продукта программного приложения, или как приложения, обеспечиваемого цифровой загрузкой или закодированного на программируемом оборудовании, или предоставляемое другими способами, которые могут использоваться для изготовления, использования, продажи, практического осуществления, достижения, участия, производства, функционирования или управления способами, описанными в данном документе. В этом отношении приложение толкуется широко и не ограничивается какими-либо средствами доставки или какой-либо формой продукта для предоставления или использования, достижения и/или практического осуществления продуктов считываемого компьютером программного кода, средств и/или способов, описанных в данном документе. В вариантах реализации изобретения все способы в данном документе могут быть получены и предоставлены пользователю в виде программного продукта (продуктов), программного приложения (приложений), средства (средств) считываемых компьютером программного кода или любого другого изделия (изделий) или устройства (устройств), которые могут быть использованы для достижения любых, некоторых или всех результатов, вычислений и/или числовых методов, описанных в данном документе.
[001242] В одном варианте реализации изобретения пользователь может настроить работу локально или в облаке. В облачном примере пользователь может использовать и/или наследовать информацию, связанную с работой, из облака, которая должна быть извлечена или помещена на устройство и/или машину пользователя (например, компьютер 14416, связанный со сварочной машиной 14412). Путем установки задания на устройство или с помощью Облака можно активировать устройство 14416 для наследования связанной с работой информации из облака, которая будет помещена на устройство и/или машину 14416. В другом варианте реализации изобретения uLog обеспечивает обслуживание целостности данных в единой точке. Кроме того, функции uCloud также обеспечивают хранение и извлечение данных в направлении из машины в облако (М2О) и в направлении из облака в машину (О2М).
[001243] В одном варианте реализации изобретения можно использовать централизованное месторасположение, в котором подробные данные клиента задания могут быть введены, обработаны и сохранены или автоматически получены с помощью uLog. uLog также может использовать распределенный подход к управлению и обработке данных. uLog может создавать и прикреплять файлы конкретных параметров задания, которые должны быть применены на выполняемом задании полномочными представителями с назначенными уровнями привилегий пользователя. Эта связанная с заданием информация может быть наследована назначенным пользователем и помещена на компьютеры 14416, связанные со сварочными машинами 14412 (с облака на машину, «О2М»). Изменения, внесенные в информацию, связанную с заданием, собираются от компьютеров 14416, связанных со сварочными машинами 14412, и синхронизируются обратно к (в направлении от машины к облаку, «М2О») облаку (т. е. облачному серверу 14432). Облачный сервер 14432 предоставляет единую точку, в которой некоторые или все данные обрабатываются uLog.
[001244] uLog может обрабатывать, записывать, анализировать и использовать данные от одного, нескольких или всех из следующих типов оборудования: сварочные машины, оборудование для сгибания труб, оборудование для манипуляции трубами, оборудование для подготовки концов, зажимы, оборудование для заполнения и/или дробления, оборудование и/или системы двойного соединения, весовое оборудование и/или системы, конвейерное оборудование и/или системы, оборудование судна для прокладки трубопроводов и системы сооружения/управления. uLog также может быть системой планирования ресурсов предприятия (ПРП) или работать с системой ПРП.
[001245] uLog может использовать и/или обрабатывать данные, полученные от одного или нескольких из следующих типов сварочного оборудования. Например, такое сварочное оборудование может включать, но не ограничивается перечисленным: ручное сварочное оборудование, автоматическое сварочное оборудование, внешним сварочную машину, внутреннюю сварочную машину, сварочным аппаратом с одной сварочной головкой, сварочным аппаратом с двумя сварочными головками, сварочным аппаратом с несколькими сварочными головками, высокопроизводительные сварочные системы, система надзора, внутренняя система надзора, внешняя система надзора.
[001246] uLog может использовать и/или обрабатывать данные, полученные от одного или нескольких из следующих типов оборудования для гибки труб: трубогибочные машины, клиновые оправки, гидравлические клиновые оправки, дюбельные оправки, оправки с гидравлическим штекером, пневматические оправки, пневматические клиновые оправки. uLog может использовать и/или обрабатывать данные из одного или нескольких следующих типов оборудования для манипуляции трубами: Оборудование DECKHAND® (CRC-Evans, Хьюстон, штат Техас), транспортные средства, строительные машины и оборудование, приспособленные для производства данных для использования или обработки. uLog может использовать и/или обрабатывать данные, полученные от одного или нескольких следующих типов оборудования: гибочные комплекты и матрицы, оборудование и устройства для измерения углов, компрессоры, люльки, стрелы и/или опоры, размагничивающее оборудование, шин, колес и колесные диски.
[001247] uLog может использовать и/или обрабатывать данные, полученные от одного или нескольких из следующих типов оборудования: конечная подготовительная станция для увеличения площади на скосе трубы, линейная станция для выравнивания трубы и внешнего сварного шва, станция наложение последнего слоя заполнения для обработки внешних сварных швов, внутренняя станция сварки для нанесения внутреннего сварного шва, силовой прицеп или контейнеры с дизель-генератором и сварочными выпрямителями, полозьями для труб и опорами для передачи трубы от станции к станции, внутренние пневматические линейные зажимы и машины для облицовки труб, поддуговые сварочные машины и технологическое оборудование.
[001248] uLog также может использовать и/или обрабатывать данные, полученные от одного или нескольких следующих типов оборудования: Оборудование судна для прокладки трубопроводов, оборудование для манипуляции трубами, оборудование для двойного соединения, оборудование для совместного покрытия, оборудование для нанесения покрытий, наземное оборудование, морское оборудование, глубоководное оборудование, оборудование для работы на мелководье, роликовые агрегаты, конвейеры, оборудование для транспортировки труб, опорные рамы, опорные блоки, роликовые модули, роликовые модули продольного конвейера, трубные элеваторы, опоры для труб, опоры для труб роликового типа (PSA и PSF), тележки для перевозки труб, тележки для перевозки труб PTC-V, опоры для задней части труб, регулируемые опоры для труб, опоры для задней части труб роликового типа SPSA, опоры для труб гусеничного типа TPSA, поперечные конвейеры, конвейеры с шаговым транспортером и поперечные конвейеры TV-C-W.
[001249] uLog может использовать и/или обрабатывать данные, полученные от любого одного или нескольких из следующих типов процессов и способов: сварка, сварка труб, сварка трубопроводов, покрытие, совместное покрытие, изоляция сварного шва на месте прокладки трубопровода, надзор, контроль качества, неразрушающий контроль, термообработка, управление, управление работами в море, управление работами на берегу, управляемые сервисы, техническое обеспечение сварки, управление береговой трубосварочной базой и микролегирование.
[001250] В одном варианте реализации изобретения uLog может использоваться для развертывания ежедневной статистики заданий из облака и с мобильного устройства. Создание PQR и/или WPS и/или ежедневных отчетов может производиться с мобильной платформы и/или на облаке или другими способами. Аналитика собранных данных о облачном и мобильном устройстве обеспечивает обратную связь с системой управления для улучшения качества и прогнозирования дефектов. В одном варианте реализации изобретения uLog обеспечивает интегрированную маркировку соединения труб, синхронизированную с журналами регистрации данных. uLog также может использовать получение в единой точке журналов регистрации данных, предоставлять информацию о настройке машины и версиях программного обеспечения.
[001251] uLog также может выполнять автоматическую отчетность об ошибках состояния машины, автоматически наносить отметку о месте задания в записях задания, а также выполнять синхронизированное получение записей об изменениях параметров, связанных с работой, от всех пользователей для данного проекта. Кроме того, uLog также может генерировать для клиентов консолидированный отчет, связанный с проектом, из одной точки.
[001252] На Фиг. 155 показан пример ГПИ для экрана «Журнал в реальном времени» приложения для облачного универсального протоколирования данных (uLog), показывающего напряжения в зависимости от времени на одной сварочной станции в соответствии с вариантом реализации настоящего изобретения. В одном варианте реализации изобретения uLog выполняет централизованный сбор данных, полученных от всех машин, манипулирующих трубами при сварке, машин, связанных с покрытием, а также всех типов данных, относящихся к таким машинам и видам деятельности. Может быть создано текущее краткое изложение деятельности в области сварки, покрытия и контроля в режиме реального времени. В таблице приводятся различные параметры, в том числе: номер события, отметка времени, идентификация зоны, наклон сварочного устройства или сварочной системы в градусах, скорость перемещения сварочного устройства, подаваемое напряжение или напряжение, подаваемое на сварочную проволоку, подаваемый ток (A) или ток, подаваемый на сварочную проволоку, скорость подачи проволоки или скорость сварочной проволоки и т.д. Например, различные параметры, включая скорость подачи сварочной проволоки (то есть скорость сварочной проволоки) и скорость сварочного устройства (скорость перемещения), а также другие параметры могут быть представлены в виде таблицы и/или графиков. Кроме того, напряжение, приложенное к сварочной проволоке, также может отображаться в таблице и/или в виде графика в зависимости от времени.
[001253] Необязательно, uLog могут поддерживаться электронные подписи к документам PQR/WPS. Необязательно, uLog может осуществлять управление версией системных параметров и выполнять откат. В одном варианте реализации изобретения uLog также имеет функциональные возможности для развертывания ежедневной статистики заданий с облачных и/или мобильных устройств. Для неограничивающего примера uLog может выполнять управление данными и может предоставлять отчеты пользователей о количестве сварных швов, выполненных за определенный период времени (например, в час, за один день, через неделю и т.д.) и может сообщать количество потребляемого материала (например, сварочного материала), используемого в течение определенного периода времени (например, в час, в течение одного дня...) или другого периода времени. С помощью uLog также могут быть получены отчеты о задании и ошибках.
[001254] В одном варианте реализации изобретения uLog может отправлять электронное письмо и/или SMS (текстовое сообщение) или другое уведомление соответствующим полномочным органам. uLog также может использоваться для финансовых функций, аудита бухгалтерского учета, учета времени и других задач управления. Например, uLog может своевременно выставлять счет клиенту. В одном варианте реализации изобретения счет-фактура может быть создана на основе количества сварных швов или на основе расходных материалов, которые были использованы и/или количества отходов. uLog предоставляет систему количественной оценки и поддерживает эффективное выставление счетов и учет проектов сварки трубопровода.
[001255] uLog также может использоваться для автоматического пополнения в ходе выполнения проекта материалов и/или оборудования и/или других ресурсов или инвентаря. Многочисленные и разнообразные функции uLog, описанные в данном документе, могут уменьшить количество нарушений во время выполнения задания, время простоя, потери и другие негативные проявления во время строительства.
[001256] На Фиг. 156 показан пример ГПИ для экрана «Получить журнал» облачного приложения для универсального протоколирования данных (uLog), показывающего параметры данных сварки, включая тип события сварки, время, зону, скорость перемещения шва (скорость перемещения сварочной системы) скорость перемещения подачи проволоки (скорость сварочной проволоки) в соответствии с вариантом реализации настоящего изобретения. На Фиг. 156 показаны различные параметры, которые сообщаются в таблице, включая: идентификацию сварного шва или номер типа, номер события, отметку времени, идентификацию зоны, наклон сварочного устройства или сварочной системы в градусах, скорость перемещения сварочного устройства, подаваемое напряжение или напряжение, подаваемое на сварочную проволоку, подаваемый ток (А) или ток, подаваемый на сварочную проволоку и скорость подачи проволоки (скорость сварочной проволоки). В одном варианте реализации изобретения uLog может автоматически наносить отметку о месте задания в записях заданий. В других примерах в журналы регистрации данных может быть внесена отметка о времени и могут быть отображены часовые пояса, как показано в таблице, изображенной на Фиг. 156. Временные метки могут быть синхронизированы с GPS и/или на основе данных, имеющихся и/или внесенных в uLog, так что журналы регистрации отображают часовой пояс, в котором они были записаны.
[001257] На Фиг. 157 показан пример ГПИ для экрана сводного отчета приложения для облачного универсального протоколирования данных (uLog), отображающего различные параметры сварки, включая время сварки, идентификационный номер сварочной станции, напряжение дуги сварки и т.д. согласно варианту реализации настоящего изобретения. В одном варианте реализации изобретения uLog может создавать и/или генерировать PQR и/или WPS и/или сводные отчеты и/или ежедневные отчеты, все выполненные на мобильной платформе и на облаке. PQR, WPS, сводные и ежедневные отчеты могут создаваться вручную или генерироваться автоматически. uLog может генерировать один, несколько или все эти типы отчетов по расписанию, на данный случай или одновременно. uLog обеспечивает преимущество обработки общих и согласованных данных. Собранные тождественные данные могут использоваться для создания отчетов в одинаковых или разном месторасположении и/или устройствах вывода.
[001258] На uLog могут быть установлены правила отчетности, которые могут иметь возможности настройки. В одном варианте реализации изобретения критические данные для данного проекта могут быть синхронизированы в облаке. uLog предусматривает создание квалификационного редактора связей проекта, который должен быть отправлен пользователю и/или клиенту пользователя и/или другому получателю в конце процесса квалификации с электронными подписями для утверждения. uLog уменьшает время и расходы при создании этих отчетов и утвержденных документов.
[001259] На Фиг. 158 показан пример ГИП для экрана «Сохранить данные в журнале» приложения для облачного универсального протоколирования данных (uLog), отображающего различные пиктограммы согласно варианту реализации настоящего изобретения. uLog предоставляет сервисы хранения данных неограниченного характера. Индустрия сооружения трубопроводов широко распространена во всем мире, и ее проекты могут быть географически рассредоточены. Кроме того, сооружение трубопровода может происходить в неблагоприятных окружающих условиях и в суровом климате. uLog позволяет хранить и защищать данные в любом месте, где может находиться пользователь и/или оборудование. Данные также могут быть синхронизированы или обработаны иным образом. Например, в облаке могут быть сохранены данные, полученные от задания, журнала регистрации, сварочной станции, параметра сварки, отчетов и месторасположений задания. В одном варианте реализации изобретения данные месторасположения могут быть сохранены в дополнение к техническим данным и/или данным управления.
[001260] На Фиг. 159 показан пример ГПИ для экрана «Аналитика» приложения для облачного универсального протоколирования данных (uLog), показывающего две пиктограммы для выбора типа выполняемого анализа (например, тенденции, скользящее среднее значение) в соответствии с вариантом реализации настоящего изобретения. В одном варианте реализации изобретения аналитика uLog может обрабатывать и предоставлять тенденции данных, скользящие средние и/или любой тип обработки данных, который требуется пользователю. В одном варианте реализации изобретения uLog может обладать системами протоколирования облачных данных, системами отчетности и аналитики. Например, аналитика может быть проведена на основании собранных данных для обеспечения обратной связи с системой управления, чтобы улучшить качество и прогнозирование дефектов сварных швов и/или строительного оборудования, видов деятельности и технологических операций. В одном варианте реализации изобретения данные могут собираться с помощью облака и/или одного или нескольких мобильных устройств. В одном варианте реализации изобретения uLog поддерживает синхронизированное получение заметок о смене параметров, связанных с работой, от всех пользователей по данному проекту. В другом варианте реализации изобретения uLog может отслеживать, анализировать и сообщать о текущей деятельности в реальном времени и предоставлять текущие итоговые данные и сводный отчет (отчеты) для операций по сварке, покрытии и надзору. Система uLog может осуществлять управление версией системных параметров и выполнять откат. Система uLog также обеспечивает получение в единой точке журналов регистрации данных, информацию о настройке машины и версии программного обеспечения. В еще одном варианте реализации изобретения может быть получена и синхронизирована с журналами данных интегральная маркировка соединения труб.
[001261] На Фиг. 160 показан пример ГИП для экрана «Параметры сварки» приложения для облачного универсального протоколирования данных (uLog), показывающего два различных механизма для выбора типа выполняемой функции (например, получить параметры сварки (ПС), задать параметры сварки (ПС), просмотреть параметры сварки ПС...) в соответствии с вариантом реализации настоящего изобретения. В одном варианте реализации изобретения система облачного протоколирования uLog может выполнять любые из следующих действий и/или процессов: получать параметры сварки, устанавливать параметры сварки, просматривать и обрабатывать заметки параметров сварки, просматривать и обрабатывать прохождение параметров сварки, а также выполнять откат параметров сварки. В одном варианте реализации изобретения uLog может содержать какое-либо, несколько или все из следующего: Функциональные возможности вознаграждения (вознаграждений) за мили трубопровода, функциональные возможности миль трубопровода, функциональные возможности uLog, функциональные возможности М2О и функциональные возможности О2М.
[001262] Сварщик или сварочный техник может излишне тратить сварочную проволоку, если сварщик заменит катушку слишком рано, прежде чем израсходуется большая часть проволоки. Кроме того, процесс сварки может быть прерван, если в процессе сварки на катушке закончится проволока, что приведет к простою и необходимости устранения дефекта. Один из способов решения этих проблем в настоящем варианте реализации изобретения заключается в том, чтобы руководствоваться скоростью двигателя для подачи проволоки для определения скорости подачи проволоки и, следовательно, определять длину сварочной проволоки, которая расходуется в течение определенного периода времени. Однако этот способ может содержать ошибки из-за проскальзывания проволоки на колесе двигателя подачи проволоки или неправильного начального веса. В результате определение длины проволоки на основе скорости двигателя может быть неточным. Кроме того, неправильный начальный вес может привести к тому, что пользователь полагает, что в катушке имеется достаточное количество проволоки для сварки (если исходный или начальный вес превышает, например, оценочный), тогда как на самом деле количества оставшегося в катушке проволоки недостаточно для завершения сварки. Чтобы устранить этот недостаток, используется устройство для измерения массы катушки проволоки в реальном времени, в то время как двигатель тянет сварочную проволоку. Измеряя вес катушки, пользователь или сварщик до начала сварки может определить, остается ли в катушке достаточное количество проволоки для завершения сварки. В результате вес проволоки может быть определен в любое время, что существенно устраняет неопределенность из-за проскальзывания или неизвестного начальной массы катушки. Кроме того, вес можно сравнить со скоростью подачи проволоки, чтобы определить, подается ли проволока с заданной скоростью.
[001263] На Фиг. 161A схематически изображен пример катушки 14480, которая выполнена с возможностью удерживать сварочную проволоку в соответствии с вариантом осуществления настоящего изобретения. На Фиг. 161В схематически изображен вид сбоку датчика ступицы 14482, который выполнен с возможностью измерения массы катушки 14480 согласно варианту осуществления настоящего изобретения. На Фиг. 161C изображен другой вид сбоку датчика ступицы, показывающий расположение элементов датчика или датчиков деформации/измерительных приборов 14484 для измерения деформации под нагрузкой, когда катушка 14480 установлена на ступице 14482 в соответствии с вариантом реализации настоящего изобретения. Как показано на Фиг. 161В, когда катушка установлена на ступице 14482, вес катушки будет оказывать усилие на ось 14482А ступицы 14482, которая, в свою очередь, будет вызывать деформацию боковой части ступицы 14482В. Датчики 14484 деформации предусмотрены на боковой части ступицы 14482B для определения деформации, возникающей из-за веса катушки. Примерами датчиков деформации, которые могут использоваться для измерения деформации, являются пьезоэлектрические элементы. Датчики 14484 деформации преобразуют деформационное усилие в измеряемое напряжение. Следовательно, измеряя напряжение, можно определить вес катушки 14482. В одном варианте реализации изобретения в ступице может быть предусмотрен датчик температуры (не показан), расположенный так, чтобы получать данные температуры ступицы, чтобы применить поправки к измерениям датчика деформации для широкого диапазона температур.
[001264] На Фиг. 162 схематично изображена схема, в которой сварочная проволока 14486 в катушке 14480, установленной на ступице 14482, тянется с помощью двигательной установки 14490 для подачи проволоки 14482 к сварочному устройству (не показано) в соответствии с вариантом реализации настоящего изобретения. Сварочная проволока 14486 тянется с помощью двигательной установки 14490. В одном варианте реализации изобретения скорость вращения двигательной установки (используемая для определения скорости подачи проволоки) может быть измерена датчиком 14492. В одном варианте реализации изобретения двигательная установка использует двигатель с соответствующей скоростью вращения (число оборотов в минуту или RPM, измерено датчиком 14492) для достижения желаемой скорости подачи проволоки на сварочное устройство. В другом варианте реализации изобретения вращение двигательной установки может быть изменено в соответствии с требуемой скоростью поставки проволоки (скоростью подачи проволоки), измеренной датчиком 14492. Двигательная установка 14490 выполнена с возможностью подачи или поставки сварочной проволоки 14486 на сварочное устройство 14500 для сварки обрабатываемого изделия 144101 (например, трубы и т.д.). Скорость сварочного устройства 14500 измеряется датчиком 14502 скорости. Датчик 14502 скорости также настроен для измерения различных параметров сварки или данных сварки.
[001265] На Фиг. 164А и 164В показаны увеличенные поперечные сечения двигательной установки 14490 согласно варианту реализации настоящего изобретения. Как показано, двигательная установка включает в себя двигатель 14491 и подающее колесо 14493. Двигатель 14491 входит в зацепление с подающим колесом 14493 так, чтобы вращать подающее колесо 14493. Двигательная установка 14490 дополнительно включает в себя прижимной ролик 14495, который входит в контакт с подающим колесом 14493. Натяжная пружина 14497 предусмотрена для смещения прижимного ролика 14495 к подающему колесу 14493. Сварочная проволока 14486 расположена между подающим колесом 14493 и прижимным роликом 14495. Следовательно, прижимной ролик 14495 нажимает на проволоку 14486, чтобы привести проволоку 14486 в контакт с подающим колесом 14493. В результате вращение подающего колеса 14493 и прижимного ролика 14495, как показано стрелками на Фиг. 164B будет переведено, теоретически, в линейное перемещение проволоки 14486, как показано стрелкой. В одном варианте реализации изобретения на подающем колесе 14493 предусмотрены зубцы, так, чтобы схватывать проволоку 14486 путем трения и заставлять проволоку 14486 перемещаться. Однако могут возникать ситуации, когда проволока 14486 не полностью захвачена подающим колесом 14493. В этом случае проволока 14486 может проскальзывать, потому что, хотя подающее колесо 14493 и вращается, это вращение подающего колеса 14493 не переводится в точное линейное перемещение проволоки 14486. Например, это может произойти в случае износа зубцов на подающем колесе 14493 (таким образом, не обеспечивается достаточное трение, чтобы схватить проволоку 14486), или когда прижимной ролик 14495 изношен (при этом не оказывает достаточного давления или усилия на проволоку 14486 для прижатия проволоки 14486 к подающему колесу 14493), или когда натяжная пружина 14497 теряет свое первоначальное натяжение (таким образом, приводя к тому, что прижимной ролик 14495 не оказывает достаточного давления или усилия на проволоку 14486) или когда гайка 14499, удерживающая подающее колесо 14493, ослабляется (что приводит к тому, что колесо подачи не схватывает проволоку 14486), или любой комбинации перечисленного. Как показано на Фиг. 164A, двигательная установка 14490 включает в себя датчик 14492 скорости вращения, который выполнен с возможностью и выполнен с возможностью и расположен для измерения скорости вращения двигателя 14491. Устройство вывода 14498 предусмотрено для ввода и вывода данных в двигательную установку 14490 и из двигательной установки 14490, данные включают в себя скорость двигателя 14491. Данные, полученные от устройства вывода 14498 направляются на компьютер 14416, связанный со сварочной станцией 14410.
[001266] Фиг. 165 представляет собой схему конфигурации сварочной системы, изображающую взаимосвязи различных компонентов системы, в соответствии с вариантом реализации настоящего изобретения. Как показано на Фиг. 165, скорость вращения двигательной установки 14490 измеряется датчиком скорости вращения (датчик RPM) 14492. Кроме того, вес катушки 14480 сварочной проволоки измеряется датчиком (датчиками) 14484 веса в датчике 14482 ступицы. Скорость сварочного устройства 14500 измеряется датчиком 14502 скорости. Все параметры или данные, измеренные датчиком 14492 скорости вращения, датчиком 14483 веса и датчиком 14502 скорости, вводятся в компьютер 14416 на сварочной станции 14410. В одном варианте реализации изобретения компьютер 14416 может управляться промежуточным компьютером 14450. Промежуточный компьютер 14450 может быть беспроводным устройством, таким как планшет, мобильное устройство, смартфон, ноутбук и т.д. Следовательно, промежуточный компьютер 14450 может иметь доступ к данным на компьютере 14416, включая данные от датчика 14492 RPM, датчика 14484 веса и датчика 14502 скорости. Промежуточный компьютер 14450 дополнительно обменивается данными (например, с помощью беспроводных технологий) с облачным сервером 14432, где данные из компьютера 14416 могут быть сохранены и/или дополнительно обработаны. В одном варианте реализации настоящего изобретения промежуточный компьютер не используется. В этом случае компьютер 14416 напрямую подключается (например, с помощью беспроводных технологий) к серверу 14432 облака.
[001267] Как указано в вышеуказанных пунктах, из-за потенциального проскальзывания измерение скорости двигательной установки (например, скорость подающего колеса 14493) в отдельных вариантах может быть недостаточным для обеспечения точного количества сварочной проволоки, которая используется или потребляется сварочной машиной или системой. Действительно, даже если вращение подающего колеса 14493 будет точно измерено, вращение колеса будет переведено, теоретически, в перемещение и, следовательно, в определенную длину. Однако из-за проскальзывания проволока не перемещается, и, следовательно, длина, определенная на основании вращения или скорости вращения колеса, не соответствует реальной длине проволоки. В результате также может быть измерен вес катушки сварочной проволоки. В одном варианте реализации изобретения масса новой и неиспользованной катушки проволоки составляет около 15 кг (15000 г). В одном варианте реализации изобретения вес катушки проволоки измеряется с точностью около 100 г на 15000 г, то есть с точностью около 0,7%. Следовательно, вес обеспечивает относительно хороший способ измерения для определения количества сварочной проволоки, оставшейся в катушке. В одном варианте реализации изобретения вес катушки получают или измеряют периодически и регистрируют с отметкой времени и сообщают в uLog каждый раз, когда вращение катушки прекращается. Индикатор, такой как зуммер или световой мигающий сигнал или тому подобное, может указать сварщику, что настало время перезагрузить другую катушку. Кроме того, в одном варианте реализации изобретения, сварочная машина не может начинать технологическую операцию сварки в такой ситуации. Индикатор может указывать весовой порог, при котором полный сварной шов не может быть завершен.
[001268] В одном варианте реализации изобретения дополнительно предусмотрены RF-модули для считывания серийного номера катушки, массы катушки от производителя, типа катушки, названия проекта и любых деталей, которые размещаются на RF-метке, установленной на катушке. Эти данные могут передаваться в облаке через uLog с любыми дополнительными деталями. Если старая катушка используется повторно, система сравнивает серийный номер с базой данных уже использованных катушек и извлекает последний доступный вес из облака, сравнивая его с новым показанием веса до начала работы. В системе возможен зуммер или индикатор, указывающий оператору, что подробные данные о метке RF были считаны и переданы через CAN. Использование системы RF устранит любые работы по учету в ручном режиме, необходимые для отслеживания количества используемых катушек, их серийных номеров и дальнейшей идентификации рабочих станций, на которых они используются. В случае отправки сварочной проволоки с неправильным составом/диаметром система может идентифицировать это по свойствам метки RF, предупреждая оператора об этом отклонении. Это может остаться незамеченным, если бы система была полностью ручной.
[001269] В одном варианте реализации изобретения можно рассчитать разницу DW между массой W1, измеренной в момент времени T1, и массой W2, измеренной в более позднее время T2. Разница в весе DW (где DW=W1-W2) соответствует весу проволоки, которая израсходована в процессе сварки. Эту разницу в весе DW можно сравнить с теоретической массой TW. Теоретический вес TW может быть получен с использованием скорости вращения двигателя R или линейной скорости проволоки S (линейная скорость S зависит от скорости вращения R). Теоретический вес TW можно рассчитать, используя следующее уравнение (1).
TW=(T2-T1) x S x (Диаметр проволоки) 2 x (Плотность материала проволоки) x π/4 (1)
[001270] Если, предположим, нет проскальзывания, теоретический вес TW должен быть равен измеренной массой DW. С другой стороны, если проскальзывание произошло во время процесса между временем T1 и временем T2, теоретическая масса TW будет больше, чем измеренная масса DW. В этом случае отношение R между теоретической массой TW и измеренной массой DW больше, чем 1 (R=TW/DW> 1) и/или разница Δ между теоретической массой TW и измеренной массой DW больше нуля (Δ=TW - DW> 0). В результате, если после определенного периода времени или количества измерений отмечается, что разница между измеренной массой и теоретической/рассчитанной массой сохраняется, скорость двигательной установки 14490 может быть скорректирована или компенсирована, чтобы иметь рассчитанную/теоретическую массу, по существу, равную измеренной масе. Следовательно, измеренную массу сравнивают с теоретической масой (определяеммой по скорости подачи проволоки), чтобы определить, подается ли проволока с предполагаемой скоростью подачи. В одном варианте реализации изобретения это определение может быть выполнено локально на стороне сварщика или с использованием системы uLog на облачном сервере 14432.
[001271] Фиг. 163 представляет собой блок-схему последовательности технологической операции, изображающую процесс сравнения измеренной масы и теоретической масы, определяемой на основе скорости подачи проволоки, согласно варианту реализации настоящего изобретения. Как можно понять из вышеуказанных пунктов, процесс начинается с измерения первой масы W1 катушки для проволоки в первый раз (T1) на этапе S10. Этот способ дополнительно включает в себя измерение второй массы W2 катушки во второй раз T2 через некоторое время, прошедшее со времени T1, на этапе S12 (T2> T1). Этот процесс также включает в себя вычисление разницы между первой измеренной массой W1 и второй измеренной массой в момент времени T2 на этапе S14. Процесс включает вычисление теоретической массы на основе скорости подачи проволоки на этапе S16. На этапе S18 теоретическая маса, основанная на скорости подачи проволоки, сравнивается с рассчитанной разницей в массее, и, если теоретическая маса больше или меньше расчетной разницы в массе, на этапе S18 регулируется скорость двигательной установки, тянущей проволоку, на этапе S20. Процесс повторяется после еще одного шага по времени, после того, как отрегулирована скорость двигательной установки. Если теоретическая маса совпадает с расчетной разницей в массе, то процесс также повторяется после еще одного шага по времени без корректировки скорости двигательной установки. Этот процесс повторяется с множеством шагов по времени, чтобы контролировать и/или корректировать любое возможное проскальзывание двигательной установки 14490.
[001272] Этот процесс может быть локально реализован системой uLog на компьютере 14416, связанном со сварочной станцией 14410 или реализован системой uLog на облачном сервере 14432 или реализован системой uLog на промежуточном компьютере 14450, описанном в предыдущих параграфах.
[001273] В одном варианте реализации изобретения может быть желательно контролировать использование проволоки на разных сварочных станциях 14410 для оценки общей эффективности сварочной системы. Например, это позволит осуществлять прогностическое указание объема катушки, необходимого для крупных проектов на основе предыдущих познаний. Например, данные об использовании катушек могут быть загружены в систему uLog, сохранены и обработаны облачным сервером 14432. Например, каждая из сварочных станций 14410 может загружать данные использования катушек в систему uLog на облачный сервер с использованием ранее описанных сетевых конфигураций и на основе архивных данных использования количества катушек для проволоки и использования алгоритма машинного обучения (АМО), система uLog может прогнозировать среднее будущее использование катушек для проволоки (или количество сварочной проволоки). Например, на основе шаблонов использования по некоторым параметрам сварки система uLog может определить порог, при котором полный сварной шов не может быть завершен. В результате система uLog может предупредить сварщика с помощью индикатора (например, зуммера, проблескового света и т.д.), что проволока в катушке исчерпана и что полный сварной шов не может быть закончен на основе теоретического порога, определенного с помощью алгоритма машинного обучения. Например, облачный сервер 14432, запускающий uLog, может быть выполнен с возможностью обеспечения обратной связи с одним или несколькими из множества компьютеров 14416 сварочной станции, чтобы предупредить сварщика о том, что полный сварной шов не может быть завершен на основе теоретического порога, определенного с использованием машины алгоритм обучения.
[001274] В другом варианте реализации изобретения, когда имеется расхождение между теоретической массой, определяемой на основе скорости подачи проволоки (измеренной датчиком 14492) и измеренной массой (W2-W1), где W2 и W1 измеряются весовыми датчиками 14484, вместо регулировки скорости двигательной установки 14490 скорость сварочного устройства 14500 (или скорость движения) может регулироваться в соответствии со скоростью V, полученной из измеренной массы W2-W1.
[001275] Как следует из приведенных выше параграфов, предлагается сварочная система, содержащая множество сварочных станций 14410. Каждая сварочная станция 14410 содержит компьютер 14416 сварочной станции и сварочную систему 14412, обменивающуюся данными со компьютером 14416 сварочной станции. Каждая сварочная станция 14410 содержит один или несколько датчиков 14492, 14502, один или несколько датчиков 14492, 14502, которые выполнены с возможностью измерения данных сварки, включая данные скорости подачи проволоки (измеренные датчиком 14492 скорости), как показано, например, на Фиг. 162. Система дополнительно содержит множество беспроводных устройств 14450, обменивающихся данными с одним или несколькими компьютерами сварочной станции для приема данных сварки, включая измеренные данные скорости подачи проволоки. Система также включает в себя облачный сервер 14432, который обменивается данными с беспроводными устройствами 14450, облачный сервер 14432 выполнен с возможностью обработки данных сварки, включая данные о скорости подачи проволоки, и выполнен с возможностью определения количества расходуемого сварочного материала, используемого несколькими сварочными станциями 14410 в течение заданного периода времени. Облачный сервер 14432 выполнен с возможностью передачи одному или нескольким беспроводным устройствам данных о количестве потребляемого сварного шва.
[001276] В одном варианте реализации изобретения данные сварки дополнительно включают в себя данные о скорости движения сварочной системы. В одном варианте реализации изобретения беспроводные устройства 14450 выполнены с возможностью дополнительно принимать данные скорости движения сварочной системы. В одном варианте реализации изобретения облачный сервер 14432 дополнительно выполнен с возможностью обработки данных скорости движения.
[001277] Как можно понять из вышеуказанных параграфов, также предусмотрена сварочная система, содержащая сварочную станцию, сварочная станция содержит компьютер сварочной станции и сварочную систему, обменивающуюся данными с компьютером сварочной станции. Сварочная система включает в себя устройство подачи сварочного материала 14480, сварочное устройство 14500 и двигательную установку 14490 устройства подачи, которая перемещает сварочный материал 14486 в устройстве подачи сварочного материала 14480 на сварочное устройство. Сварочная система дополнительно включает в себя взвешивающее устройство 14482, функционально соединенное со компьютером 14416 сварочной станции и выполненное с возможностью измерения массы устройства подачи сварочного материала 14480 и для передачи данных о массе устройства подачи сварочного материала 14480 на компьютер 14416 сварочной станции в форме весовых данных, и датчик 14492, функционально соединенный с двигательной установкой 14490 устройства подачи и компьютером 14416 сварочной станции сварки таким образом, чтобы передавать данные о скорости двигательной установки 14490 устройства подачи в компьютер 14416 сварочной станции в виде данных скорости. Компьютер 14416 сварочной станции функционально соединен с двигательной установкой 14490 устройства подачи и выполнен с возможностью управления скоростью двигательной установки 14490 на основе весовых данных.
[001278] Как следует из вышеизложенных параграфов, предлагается сварочная система, содержащая множество сварочных станций 14410, каждая сварочная станция 14410 содержит компьютер 14416 сварочной станции и сварочную систему 14500, обменивающуюся данными со компьютером 14416 сварочной станции, каждая сварочная станция 14410 содержит один или несколько датчиков 14492, один или несколько датчиков 14492 выполнены с возможностью измерения данных сварки, включая данные скорости подачи проволоки. Сварочная система также содержит множество беспроводных устройств 14450, обменивающихся данными с одним или несколькими компьютерами 14416 сварочных станций для приема данных сварки, включая измеренные данные скорости подачи проволоки. Каждый компьютер 14416 сварочной станции выполнен с возможностью обработки данных сварки, включая данные о скорости подачи проволоки, для сварочной системы 14500, обменивающейся с ним данными. Компьютер 14416 сварочной станции дополнительно выполнен с возможностью определения количества расходуемого сварочного материала, используемого сварочной системой 14500, в течение заданного периода времени и генерирования на их основе данных о потреблении.
[001279] В одном варианте реализации изобретения каждая сварочная станция 14410 дополнительно включает в себя двигатель 14490 для перемещения подаваемой проволоки со скоростью подачи проволоки, при этом данные скорости подачи проволоки определяются на основе скорости двигателя 14490, причем каждая сварочная станция 14410 дополнительно содержит датчик 14484 веса, который определяет уменьшение веса расходуемого материала. Датчик 14484 веса обеспечивает выходные сигналы на компьютер 14416 сварочной станции. Компьютер 14416 сварочной станции использует выходные сигналы для определения данных о потреблении. В одном варианте реализации изобретения компьютер 14416 сварочной станции использует данные о потреблении для управления скоростью двигателя 14490. В одном варианте реализации изобретения система дополнительно включает в себя облачный сервер 14432 для получения данных о потреблении вместе с данными скорости подачи проволоки для корреляции данных о потреблении с данными скорости подачи проволоки.
[001280] На Фиг. 166 показан обзор системы, которая может использоваться с широким спектром оборудования для тестирования и надзора, средств, процессов и способов. В общем примере на Фиг. 166, трубопровод 16610 может быть построен по указанию компании-владельца 16670 путем соединения множества сегментов труб вместе с помощью кольцевых сварных швов. Эту конструкцию может выполнить компания-владелец, третьей стороной или другой стороной. В рамках параметров управления качеством, в процессе строительства может проводиться неразрушающий контроль и надзор, чтобы гарантировать, что трубопровод не подведет при выполнении своего конкретного сервиса. Для обеспечения этой цели, например, один или несколько сварных швов, таких как кольцевые сварные швы, могут быть проверены и испытаны одним или несколькими средствами тестирования, процессами или способами, такими как ультразвуковой контроль или радиографический контроль.
[001281] Например, полевой работник 16650 может разместить испытательное устройство, такое как устройство 16620 обработки изображения на трубопроводе, в непосредственной близости от каждого из кольцевых сварных швов. Испытательное устройство, которое может быть устройством обработки изображения, может собирать данные, относящиеся к внутренней структуре кольцевого сварного шва для анализа. Эти данные могут представлять собой данные любого типа, необходимые для анализа инспектором или другим лицом, или необходимые для любой компьютерной обработки. Например, если используется способ ультразвукового контроля или способ рентгенологического контроля или оба способа, один или несколько сигналов могут быть переданы в трубопровод и/или сварной шов, например, кольцевой сварной шов, и данные и информация в ответ на такие сигналы могут собираться, обрабатываться и анализироваться одним или несколькими компьютерами и/или одним или несколькими людьми.
[001282] В одном варианте реализации изобретения отклики на сигналы могут приниматься, обрабатываться, оцифровываться, сжиматься, передаваться и сообщаться (16625) отдельному устройству или приемнику (или которые могут быть отделены от испытательного устройства, которое генерирует сигнал (сигналы) и/или получает отклик (отклики), и которое может быть расположено на удалении или на удаленном объекте 16630. В данном документе устройство, объект или компьютер, который получает данные из блока испытания и который является отдельным или может быть отделен от испытательного блока, будет называться «удаленным объектом». Удаленный объект широко охватывает любое устройство, объект или лицо, или что-либо другое, что может принимать, использовать, воспринимать, обрабатывать или преобразовывать любые данные, полученные от испытательного блока. Широкий охват этого термина может варьироваться от запоминающего устройства, такого как карта памяти, до распределенной системы управления, облачного процессора, мобильного телефона, смартфона, компьютера, цифрового процессора, приемника, функциональной возможности, системы управления на уровне предприятия или удаленного объекта, или удаленного централизованного процесса обработки или другого устройства, человека или месторасположения. В одном варианте реализации изобретения удаленный объект может быть удаленной установкой, которая может быть центром вычисления, обработки и мониторинга. Удаленный объект, такой как удаленная установка, может быть подключен к сети, беспроводной сети, основываться на облачных технологиях, основываться на гибридных облачных технологиях, или располагаться на физическом объекте или связанным с человеком, компанией, функциональными возможностями, использованием, сущностью или другим. В одном варианте реализации изобретения удаленный объект может принадлежать и/или контролироваться любым желаемым лицом, клиентом, компанией, организацией, инспектором, третьей стороной, оператором, работником или другим.
[001283] В одном варианте реализации изобретения удаленный объект, такой как удаленная установка, может использовать компьютер для обработки данных испытания и/или контроля, таких как сжатые данные, для определения размера, формы, месторасположения и ориентации любых дефектов, присутствующих в сварном шве и/или трубе. Данные испытаний и/или данные контроля или аналитические результаты могут быть сообщены (16635) специалисту 16640 по контролю, который может проверять данные или проверять аналитические результаты, или иным образом использовать все или часть данных, предоставленных специалисту 16640 по контролю. В данном документе «данные испытаний» и «данные неразрушающего контроля» используются синонимично. В качестве примера, результат или результаты, проверенные специалистом по контролю, могут быть сообщены (16645) полевому работнику 16650. Это обеспечивает поддержку устранения дефектов или управление процессами ремонта дефектов для сварных швов и трубопроводов. Необязательно, проверенные результаты могут быть доведены до сведения инспектора службы обеспечения качества 16660 и компании-владельца 16670.
[001284] Технологии, процессы, средства и способы, используемые в данном документе, могут распространяться и использоваться для тестирования и проверки труб. Описанные в данном документе оборудование, процессы и устройства имеют область применения, выходящую далеко за пределы сварных швов.
[001285] На Фиг. 167 показан вариант реализации системы, который может использоваться с любым из множества разнообразных методик тестирования и со многими типами оборудования. Как показано на Фиг. 167, в варианте реализации изобретения можно проверить один или несколько кольцевых сварных швов. Кольцевые сварные швы 167110, которые соединяют трубопроводы 167100 вместе, могут быть проверены до того, как трубопровод будет введен в эксплуатацию. Один представитель эксплуатационного персонала 167500 или множество представителей эксплуатационного персонала 167500 могут перемещаться вдоль трубопровода, имеющему один или более кольцевой сварной шов 167110. Они могут останавливаться на каждом кольцевом сварном шва и использовать оборудование 167200 для обработки изображений для получения изображений внутренней структуры, соответственно, одного или более из кольцевых сварных швов 167110. Количество кольцевых сварных швов 167500, подлежащих проверке, может варьироваться от 1 до очень большого количества, например, до 5 миллионов.
[001286] Данные и изображения, полученные в результате проверки, могут быть сгенерированы, обработаны, записаны, обнаружены, оцифрованы, сжаты и переданы на месте или удаленному объекту, например, удаленному центральному объекту 167300. На удаленном центральном объекте 167300 компьютер 167310 может обрабатывать данные и изображения, полученные в результате проверки (которые могут представлять собой цифровые изображения или другое изображение данных или набор данных) для определения размера, формы, ориентации и месторасположения любых дефектов, присутствующих в испытанном сварном шве. Путем выполнения исполняемого компьютерного кода с использованием компьютерной исполняемой логики компьютер также может определить, какие дефекты являются достаточно значительными и/или достаточно большими, чтобы иметь существенное влияние на целостность трубопровода. Если дефект идентифицируется компьютерной обработкой, один или несколько дефектов могут быть переданы специалисту 167400 по контролю, который может проверить наличие и значимость выявленных компьютером дефектов.
[001287] В качестве альтернативы, инспектор может непосредственно просмотреть данные, полученные в результате проверки и сделать вывод о подготовке и опыте инспектора. Необязательно, выводы инспектора могут быть проверены с помощью компьютерной обработки.
[001288] Проверенные результаты, как генерируемые компьютером, так и созданные человеком, затем могут быть переданы полевым работникам 167500 с помощью компьютерных средств или по телефону, чтобы можно было отремонтировать сварные швы. Результаты проверки также могут быть отправлены инспектору службы обеспечения качества 167600, компании-владельцу трубопровода 167700, или другой заинтересованной или предполагаемой стороне.
[001289] В одном варианте реализации изобретения трубопровод 167100 может быть построен по указанию компании-владельца 167700 путем соединения множества сегментов 167120A, 167120B труб вместе с помощью кольцевых сварных швов 167110. Чтобы гарантировать, что трубопровод не подведет при эксплуатации, желательно, чтобы строитель или другие специалисты проверяли кольцевые сварные швы неразрушающими средствами. Эти средства могут включать в себя магнитопорошковый контроль, контроль проникающим красящим веществом, ультразвуковой контроль и рентгеновскую радиографию. Оба способа - ультразвуковой контроль и рентгеновская радиография - представляют собой способы обработки изображения с интенсивным использованием данных.
[001290] Аналитическая работа по оценке данных испытаний и/или контроля требует наличия одного или нескольких высококвалифицированных специалистов 167400, 167520 и специализированного оборудования для обработки изображений 167200. Оборудование для обработки изображений, которое может использоваться, может иметь излучатель 167210, приемник 167220 и аналого-цифровой (А/Ц) преобразователь 167230. Один или несколько полевых рабочих 167520 могут транспортировать оборудование 167200 для обработки изображения к сварному шву вдоль трубопровода с помощью грузовика 167530 поддержки, или другого транспортного средства.
[001291] Оборудование для обработки изображений может быть любого пригодного типа, такого как ультразвуковое или рентгенографическое.
[001292] При сегментном соединении полевые работники могут размещать оборудование для обработки изображения на трубопроводе или около трубопровода вблизи кольцевого сварного шва 167110. Полевой рабочий может активировать оборудование для обработки изображений. Излучающая часть может посылать сигнал (167215) в сегменты трубы и/или кольцевой сварной шов. Сигнал может быть импульсами ультразвуковой волны в случае ультразвукового контроля или может быть рентгеновским излучением в случае рентгеновской радиографии.
[001293] В случае ультразвукового контроля ультразвуковые импульсы могут отражать границы, где изменяется плотность кольцевого сварного шва 167110. Границы между металлом и воздухом дают самые сильные отражения Отраженные импульсы могут быть обнаружены приемником. Приемник может измерять интенсивность отраженного импульса (167222) и может генерировать электронный сигнал, пропорциональный интенсивности отраженного импульса. В одном варианте реализации изобретения излучатель и приемник могут иметь несколько элементов. Необязательно, элементы излучателя могут избирательно активироваться для задания ультразвукового импульса в определенном месте.
[001294] В случае рентгеновской радиографии интенсивность рентгеновского излучения ослабляется материалом в сегментах труб и кольцевом сварном шве. Приемник может измерять интенсивность излучения, которое проходит через материал (167224).
[001295] В одном варианте реализации изобретения оборудование для обработки изображения может быть установлено на каретке с моторным приводом, которая может перемещаться вдоль кольцевого шва с постоянной скоростью. Аналого-цифровой преобразователь может оцифровать сигнал (167226) от приемника и может сжимать оцифрованные данные. Сжатые данные обработки изображения и месторасположение каретки (167235) могут быть переданы компьютеру 167310 на удаленном объекте, таком как удаленная установка 167300. Обмен данными может осуществляться через кабель, перемещение физических носителей данных, беспроводным способом, сетевым способом, облачными технологиями, радиопередачей или другими средствами.
[001296] В неограничивающем примере Фиг. 167, на удаленной установке 167300 компьютер 167310 может анализировать данные (167235). Анализ может быть выполнен в одном или нескольких этапах. Например, вычислительный модуль 167320 может идентифицировать сигналы (167222, 167224), которые могут указывать на наличие аномалий в кольцевом сварном шве 167110. Аномальные сигналы (167325) могут быть переданы модулю 167330 ИИ. Модуль ИИ может быть компьютером, на котором выполняется исполняемый компьютерный код, реляционная логика и/или искусственное интеллектуальное программирование. Модуль ИИ может определять размер, форму, ориентацию и месторасположение дефектов (167335), которые вызвали аномальные сигналы (167325). Модуль ИИ может выполнять исполняемый программный компьютерный код, используя логику, основанную на системе правил, для определения того, какие дефекты важны для целостности трубопровода и которые необходимо отремонтировать, а какие нет. Компьютер 167310 может отправлять данные (167335), описывающие ноль или большее количество дефектов техническому специалисту 167400, инспектор службы обеспечения качества 167600, компании-владельцу 167700, а также представителю эксплуатационного персонала 167500 или другим лицам.
[001297] В одном варианте реализации изобретения специалист по контролю может выбрать для проверки (167215) данные (167335) до того, как они будут переданы инспектору службы обеспечения качества, компании-владельцу, представителю эксплуатационного персонала или другими лицам. Технический специалист по контролю может также изменить идентификацию дефекта от значительного до несущественного или от несущественного, или значительного, или иным образом изменить или аннотировать любые результаты, полученные компьютером или иным образом. Данные дефекта (167335), которые связаны со значительным дефектом, могут быть переданы представителю эксплуатационного персонала 167500. Данные могут быть переданы одному или нескольким полевым работникам 167520. Один или несколько полевых работников могут отмечать места и размеры значительных дефектов на сварочном шве (швах) и/или на трубопроводе (167525) для выполнения ремонта сварщиком 167510 или другими лицами. В качестве альтернативы, данные могут быть переданы непосредственно ремонтному сварщику 167510 или другим лицам.
[001298] На Фиг. 168 показан вариант реализации ультразвукового контроля. Как показано на Фиг. 168, в варианте реализации изобретения один или несколько кольцевых сварных швов могут быть проверены ультразвуковым контролем. Кольцевые сварные швы 168110, которые соединяют трубопроводы 168100 вместе, могут быть проверены до того, как трубопровод будет введен в эксплуатацию. Один представитель эксплуатационного персонала 168500 или множество представителей эксплуатационного персонала 168500 могут перемещаться вдоль трубопровода, имеющему один или более кольцевой сварной шов 168110. Они могут останавливаться на каждом кольцевом сварном шве и использовать оборудование 168200 ультразвукового контроля для получения изображений внутренней структуры сварного шва. Эти изображения могут быть оцифрованы, сжаты и переданы на удаленную установку, например, удаленно расположенный центральный объект 168300. В удаленном центральном объекте компьютер 168310 может обрабатывать данные контроля, такие как ультразвуковые данные, данные изображения или изображения, чтобы определить размер, форму, ориентацию и месторасположение любых дефектов, присутствующих в проверенном сварном шве. Количество проверенных кольцевых сварных швов 168110 может варьироваться от 168 до очень большого количества, например, до 5 миллионов.
[001299] Путем выполнения исполняемого компьютерного кода с использованием компьютерной исполняемой логики компьютер также может определить, какие дефекты являются достаточно значительными и/или достаточно большими, чтобы иметь существенное влияние на целостность трубопровода. Если дефект идентифицируется компьютерной обработкой, один или несколько дефектов могут быть переданы специалисту 168400 по контролю, который может быть специалистом по ультразвуковому контролю, который может проверить наличие и значимость выявленного компьютером дефекта.
[001300] В качестве альтернативы, инспектор может непосредственно просмотреть данные, полученные в результате проверки и сделать вывод о подготовке и опыте инспектора. Необязательно, выводы инспектора могут быть проверены с помощью компьютерной обработки.
[001301] Проверенные результаты, как генерируемые компьютером, так и созданные человеком, затем могут быть переданы представителю эксплуатационного персонала 168500 с помощью компьютерных средств или по телефону, чтобы можно было отремонтировать сварные швы. Результаты проверки также могут быть отправлены инспектору службы обеспечения качества 168600, компании-владельцу трубопровода 168700, или другой заинтересованной или предполагаемой стороне.
[001302] В одном варианте реализации изобретения, показанном на Фиг. 168, трубопровод 168100 построен по указанию компании-владельца 168700 путем соединения множества сегментов 168120A, 168120B труб вместе с помощью кольцевых сварных швов 168110. Чтобы гарантировать, что трубопровод не подведет при эксплуатации, желательно, чтобы кольцевые сварные швы были проверены средствами неразрушающего контроля. Эти средства могут включать в себя магнитопорошковый контроль, контроль проникающим красящим веществом, ультразвуковой контроль и рентгеновскую радиографию. Ультразвуковой контроль представляют собой способ обработки изображения с интенсивным использованием данных. Для этого требуется один или несколько высококвалифицированных специалистов 168400, 168520 и специализированное оборудование 168200 для обработки изображений.
[001303] Оборудование обработки изображения может иметь излучатель 168210, приемник 168220 и аналого-цифровой преобразователь 168230. Один или несколько полевых рабочих 168520 могут транспортировать оборудование 168200 для обработки изображения вдоль трубопровода с помощью грузовика 168530 поддержки, или другого транспортного средства. Полевые работники могут разместить оборудование для обработки изображения на трубопроводе вблизи кольцевого сварочного шва 168110, на кольцевом сварном шве, который должен быть проверен. Полевой рабочий может активировать оборудование для обработки изображений. Излучающая часть может посылать ультразвуковые импульсы (168215) в сегменты трубы и кольцевой сварной шов. Импульсы можно посылать в диапазоне от 1 Гц до 20000 Гц. Частота ультразвуковой волны может варьироваться от 0,5 МГц до 23 МГц. Ультразвуковые импульсы могут отражать границы, где плотность изменяется в кольцевом сварном шве 168110 или в трубе. Границы между металлом и воздухом дают самые сильные отражения Отраженные импульсы могут быть обнаружены приемником. Приемник измеряет интенсивность отраженного импульса (168222) и создает электронный сигнал, пропорциональный интенсивности. Излучатель и приемник могут иметь несколько элементов. Элементы излучателя могут избирательно активироваться для задания ультразвукового импульса в определенном месте.
[001304] Оборудование для обработки изображения установлено на каретке с моторным приводом, которая может перемещаться вдоль кольцевого шва с постоянной скоростью. Аналого-цифровой преобразователь может оцифровать сигнал (168226) от приемника и может сжимать оцифрованные данные. Сжатые данные обработки изображения и месторасположение каретки (168235) могут быть переданы удаленному объекту, например, компьютеру 168310, который может быть необязательно расположен на удаленном объекте 168300. Обмен данными может осуществляться через кабель, перемещение физических носителей данных, беспроводным способом, сетевым способом, облачными технологиями, радиопередачей или другими средствами.
[001305] В одном варианте реализации изобретения, показанном на Фиг. 168, на удаленной установке 168300 компьютер 168310 может анализировать данные (168235). Анализ может быть выполнен поэтапно. Вычислительный модуль 168320 может идентифицировать сигналы (168222), которые могут указывать на наличие аномалий в кольцевом сварном шве 168110. Аномальные сигналы (168325) сообщаются модулю 168330 ИИ. Модуль ИИ может определять размер, форму, ориентацию и месторасположение дефектов (168335), которые вызвали аномальные сигналы (168325). Модуль ИИ может определять, какие дефекты являются значимыми для целостности трубопровода и должны быть отремонтированы. Компьютер 168310 отправляет данные (168335), описывающие ноль или большее количество дефектов техническому специалисту 168400, инспектор службы обеспечения качества 168600, компании-владельцу 168700, представителю эксплуатационного персонала 168500 или другим лицам.
[001306] Необязательно, технический специалист по контролю может непосредственно получать данные и проводить анализ, отдельно от ИИ. Необязательно, в таком случае, специалист по контролю может использовать ИИ для проверки или подтверждения результатов технического осмотра.
[001307] Необязательно, специалист по контролю может выбрать для проверки (168405) данные (168335) до того, как они будут переданы инспектору службы обеспечения качества, компании-владельцу, представителю эксплуатационного персонала или другими лицам. Технический специалист по контролю может также изменить идентификацию дефекта от значительного до несущественного или от несущественного, или значительного.
[001308] Данные дефекта (168335), которые связаны со значительным дефектом, могут быть переданы представителю эксплуатационного персонала 168500. Данные могут быть переданы одному или нескольким полевым работникам 168520. Один или несколько полевых работников могут отмечать места и размеры значительных дефектов на трубопроводе (168525) для последующего выполнения ремонта сварщиком 168510. В качестве альтернативы, данные могут быть переданы непосредственно ремонтному сварщику 168510.
[001309] На Фиг. 169 показан вариант реализации рентгенологического контроля. Как показано на Фиг. 169, в варианте реализации изобретения один или несколько кольцевых сварных шва могут быть проверены радиографическим контролем. Кольцевые сварные швы 169110, которые соединяют трубопроводы 169100 вместе, могут быть проверены до того, как трубопровод будет введен в эксплуатацию. Один представитель эксплуатационного персонала 169500 или множество представителей эксплуатационного персонала 169500 могут перемещаться вдоль трубопровода, имеющему один или более кольцевой сварной шов 169110. Они могут останавливаться на каждом кольцевом сварном шве 169110 и использовать рентгеновское оборудование 169200 для сбора данных и/или получения изображения внутренней структуры каждого кольцевого сварного шва 169110.
[001310] Данные осмотра и/или изображения могут быть оцифрованы, сжаты и переданы на удаленный объект, например, удаленно расположенный центральный объект 169300. В удаленном центральном объекте компьютер 169310 может обрабатывать данные контроля, такие как ультразвуковые данные, данные изображения или изображения, чтобы определить размер, форму, ориентацию и месторасположение любых дефектов, присутствующих в проверенном сварном шве. Количество проверенных кольцевых сварных швов 169110 может варьироваться от 1 до очень большого количества, например, до 5 миллионов.
[001311] Путем выполнения исполняемого компьютерного кода с использованием компьютерной исполняемой логики компьютер также может определить, какие дефекты являются достаточно значительными и/или достаточно большими, чтобы иметь существенное влияние на целостность трубопровода. Если дефект идентифицируется компьютерной обработкой, один или несколько дефектов могут быть переданы специалисту 169400 по контролю, который может быть специалистом по радиографическому контролю, который может проверить наличие и значимость выявленного компьютером дефекта.
[001312] В качестве альтернативы, инспектор может непосредственно просмотреть данные, полученные в результате проверки и сделать вывод об опыте инспектора. Необязательно, выводы инспектора могут быть проверены с помощью компьютерной обработки.
[001313] Проверенные результаты, как генерируемые компьютером, так и созданные человеком, затем могут быть переданы полевым работникам 169500 с помощью компьютерных средств или по телефону, чтобы можно было отремонтировать сварные швы. Результаты проверки также могут быть отправлены инспектору службы обеспечения качества 169600, компании-владельцу трубопровода 169700, или другой заинтересованной или предполагаемой стороне.
[001314] В одном варианте реализации изобретения, как показано на Фиг. 169, трубопровод 169100 может быть построен по указанию компании-владельца 169700 путем соединения множества сегментов 169120A, 169120B труб вместе с помощью кольцевых сварных швов 169110. Чтобы гарантировать, что трубопровод не подведет при эксплуатации, желательно, чтобы кольцевые сварные швы были проверены средствами неразрушающего контроля. Эти средства могут включать в себя магнитопорошковый контроль, контроль проникающим красящим веществом, ультразвуковой контроль и рентгеновскую радиографию. Оба способа - ультразвуковой контроль и рентгеновская радиография - представляют собой способы обработки изображения с интенсивным использованием данных. Они требуют одного или нескольких высококвалифицированных специалистов 169400, 169520 и специализированного оборудования 169200 для обработки изображений. Оборудование обработки изображения может содержать излучатель 169210, приемник 169220 и аналого-цифровой преобразователь 169230. Один или несколько полевых рабочих 169520 могут транспортировать оборудование 169200 для обработки изображения вдоль трубопровода с помощью грузовика 169530 поддержки. На каждом соединении сегментов полевые работники могут размещать оборудование для обработки изображения на трубопроводе или около трубопровода вблизи кольцевого сварного шва 169110. Полевой рабочий может активировать оборудование для обработки изображений. Излучающая часть может посылать рентгеновское излучение (169215) в сегменты трубы и кольцевой сварной шов. Интенсивность рентгеновского излучения может быть ослаблена материалом в сегментах труб и кольцевом сварном шве. Приемник может измерять интенсивность излучения, которое проходит через материал (169224).
[001315] Оборудование для обработки изображения может быть установлено на каретке с моторным приводом, которая может перемещаться вдоль кольцевого шва с постоянной скоростью. Аналого-цифровой преобразователь может оцифровать сигнал 169226 от приемника и может сжимать оцифрованные данные. Сжатые данные изображения и месторасположение каретки (169235) могут быть переданы на компьютер 169310 на удаленном объекте 169300. Обмен данными может осуществляться через кабель, перемещение физических носителей данных или радиопередачей.
[001316] В примере, показанном на Фиг. 169, на удаленной установке 169300 компьютер 169310 может анализировать данные (169235). Анализ может быть выполнен поэтапно. Вычислительный модуль 169320 может идентифицировать сигналы (169224), которые могут указывать на наличие аномалий в кольцевом сварном шве 169110. Аномальные сигналы (169325) могут быть переданы модулю 169330 ИИ. Модуль ИИ может определять размер, форму, ориентацию и месторасположение дефектов (169335), которые вызвали аномальные сигналы (169325). Модуль ИИ может определять, какие дефекты являются значимыми для целостности трубопровода и должны быть отремонтированы. Необязательно, эти этапы могут проводиться специалистом по контролю на основе данных испытаний и/или контроля с поддержкой или без поддержки ИИ.
[001317] В одном варианте реализации изобретения, показанном на Фиг. 169, компьютер 169310 может отправлять данные (169335), описывающие ноль или большее количество дефектов техническому специалисту 169400, инспектор службы обеспечения качества 169600, компании-владельцу 169700, а также представителю эксплуатационного персонала 169500 или другим лицам. Специалист по контролю может выбрать для проверки (169405) данные (169335) до того, как они будут переданы инспектору службы обеспечения качества, компании-владельцу, представителю эксплуатационного персонала или другими лицам. Технический специалист по контролю может также изменить идентификацию дефекта от значительного до несущественного или от несущественного, или значительного.
[001318] Данные дефекта (169335), которые связаны со значительным дефектом, могут быть переданы представителю эксплуатационного персонала 169500.
[001319] Данные могут быть переданы одному или нескольким полевым работникам 169520. Один или несколько полевых работников могут отмечать места и размеры значительных дефектов на трубопроводе (169525) для последующего выполнения ремонта сварщиком 169510. В качестве альтернативы, данные могут быть переданы непосредственно ремонтному сварщику 169510.
[001320] В одном варианте реализации изобретения компьютерная система может содержать первое устройство, имеющее процессор, который обрабатывает данные сооружения трубопровода, где первое устройство передает данные построения трубопровода в облачное запоминающее устройство и данные сооружения трубопровода обрабатываются облачным процессором.
[001321] В одном варианте реализации изобретения данные сооружения трубопровода включают данные об условиях выполнения сварки, данные по манипуляции трубами, данные покрытия, данные, полученные в результате проверки или другие данные.
[001322] В одном варианте реализации изобретения первое устройство содержит оборудование сварочной станции, оборудование технологической операции расширения сварки трубопровода, автоматический сварочный инструмент, сварочную систему наблюдения, систему контроля или другое устройство.
[001323] В одном варианте реализации изобретения первые данные могут передаваться от первого устройства ко второму устройству, причем первые данные содержат данные о сооружении трубопровода. Первые данные могут обрабатываться облачными сетевыми средствами.
[001324] В одном варианте реализации изобретения первые данные (переданные от первого устройства ко второму устройству) могут содержать данные сварки, данные о манипуляции трубами, данные покрытия, данные контроля, данные управления или другие данные.
[001325] В одном варианте реализации изобретения компьютерный программный продукт для технического обеспечения сварки может содержать средства считываемого компьютером программного кода, которые предоставляют данные об условиях выполнения сварки в запоминающее устройство компьютера; средства считываемого компьютером программного кода, которые предоставляют в запоминающее устройство данные из набора данных, содержащего данные о трубопроводе; и средства считываемого компьютером программного кода, которые обрабатывают данные об условиях выполнения сварки и данные трубопровода, чтобы обеспечить запись на выходе.
[001326] В одном варианте реализации изобретения компьютерный программный продукт для технического обеспечения сварки может содержать исполняемый программный код логики на основе системы правил для обработки данных сварки с помощью программного кода технического обеспечения сварки, исполняемый программный код логики на основе системы правил для обработки данных сварки программным кодом контроля, исполняемый программный код логики на основе системы правил, используемый для обработки данных сварки с помощью программного кода управления или программного кода контроля качества, или другого исполняемого программного кода.
[001327] В одном варианте реализации изобретения сварочная система может содержать множество сварочных станций, каждая сварочная станция содержит компьютер сварочной станции и сварочную систему, обменивающуюся данными со компьютером сварочной станции, где каждая сварочная станция содержит один или несколько датчиков, и один или несколько датчиков выполнены с возможностью измерения данных сварки, включая данные скорости подачи проволоки. Сварочная система может содержать множество беспроводных устройств, обменивающихся данными с одним или несколькими компьютерами сварочных станций, для приема данных сварки, включая измеренные данные подачи проволоки; и облачный сервер, обменивающийся данными с беспроводными устройствами. Облачный сервер выполнен с возможностью обработки данных сварки, содержащих данные скорости подачи проволоки, и выполнен с возможностью определения количества расходуемого сварочного материала, используемого множеством сварочных станций в течение заданного периода времени. Облачный сервер выполнен с возможностью передачи одному или нескольким беспроводным устройствам данных о количестве потребляемого сварочного материала.
[001328] В одном варианте реализации изобретения сварочная система может содержать орбитальный сварочный аппарат. В качестве примера, орбитальный сварочный аппарат может содержать сварочную систему с вращением по часовой стрелке (ЧС) и с вращением против часовой стрелки (ПЧС).
[001329] В одном варианте реализации изобретения измеренные данные сварки могут дополнительно содержать данные о скорости движения сварочной системы. В одном варианте реализации изобретения множество беспроводных устройств выполнены с возможностью дополнительного приема данных скорости движения сварочной системы. В одном варианте реализации изобретения облачный сервер дополнительно сконфигурирован для обработки данных скорости движения.
[001330] В одном варианте реализации изобретения, если ток в сварочной системе высок, компьютер сварочной станции дает распоряжение сварочной системе замедлить скорость сварной системы или контролирует положение сварочной головки в сварочной системе.
[001331] В одном варианте реализации изобретения сварочная система может содержать сварочную станцию. Сварочная станция может содержать компьютер сварочной станции и сварочную систему, обменивающуюся данными с компьютером сварочной станции. Сварочная система может содержать устройство подачи сварочного материала, сварочного устройства и двигательную установку устройства подачи, которая перемещает сварочный материал на сварочное устройство. В одном варианте реализации изобретения, сварочная система дополнительно включает в себя взвешивающее устройство, функционально соединенное со компьютером сварочной станции и выполненное с возможностью измерения массы устройства подачи сварочного материала и для передачи данных о массе устройства подачи сварочного материала на компьютер сварочной станции в форме весовых данных; и датчик, функционально соединенный с двигательной установкой устройства подачи и компьютером сварочной станции таким образом, чтобы передавать данные о скорости двигательной установки устройства подачи в компьютер сварочной станции в виде данных скорости. Компьютер сварочной станции функционально соединен с двигательной установкой устройства подачи и выполнен с возможностью управления скоростью двигательной установки на основе весовых данных.
[001332] В одном варианте реализации изобретения сварочное устройство может содержать орбитальную сварочную машину. В одном варианте реализации изобретения устройство подачи сварочного материала содержит катушку, выполненную с возможностью удерживать сварочную проволоку. В одном варианте реализации изобретения взвешивающее устройство содержит датчик ступицы, где датчик ступицы выполнен с возможностью удерживать катушку. В одном варианте реализации изобретения взвешивающее устройство содержит датчики деформации, установленные на ступице датчика ступицы. В одном варианте реализации изобретения датчик деформации выполнен с возможностью и расположен так, чтобы воспринимать деформацию, созданную массой катушки. В одном варианте реализации изобретения двигательная установка содержит двигатель и подающее колесо, функционально соединенное с двигателем. В одном варианте реализации изобретения двигательная установка содержит прижимной ролик, выполненный с возможностью нажимать на сварочную проволоку для приведения сварочной проволоки в контакт с подающим колесом, так что вращение подающего колеса приводит к перемещению проволоки. В одном варианте реализации изобретения подающее колесо выполнено с возможностью того, чтобы при вращении зацеплять проволоку для перемещения проволоки.
[001333] В одном варианте реализации изобретения компьютер сварочной станции выполнен с возможностью измерения разницы в весе между массой поставки сварочного материала, измеренной в первый раз, и массой поставки сварочного материала, измеренной во второй раз после первого времени, разница в весе соответствует измеренному весу сварочного материала, израсходованному между первым и вторым временем. В одном варианте реализации изобретения компьютер сварочной станции выполнен с возможностью вычисления теоретической массы потребляемого сварного материала на основании скорости вращения двигательной установки устройства подачи. В одном варианте реализации изобретения компьютер сварочной станции выполнен с возможностью вычисления разности или отношения между измеренной массой сварочного материала и теоретической массой потребляемого сварочного материала. В одном варианте реализации изобретения компьютер сварочной станции выполнен с возможностью сравнения измеренной массы сварочного материала и теоретической массы потребляемого сварочного материала, и, если присутствует несоответствие, тогда компьютер сварочной станции указывает, что произошло проскальзывание и управляет скоростью двигательной установки чтобы отрегулировать скорость вращения двигательной установки. В одном варианте реализации изобретения компьютер сварочной станции выполнен с возможностью повторения сравнения между измеренной массой сварочного материала и теоретической массой потребляемого сварочного материала со множеством шагов по времени.
[001334] В одном варианте реализации изобретения сварочная система может содержать облачный сервер, обменивающийся данными с компьютером сварочной станции, где облачный сервер выполнен с возможностью обработки скорости двигательной установки устройства подачи и веса подачи сварочного материала, полученных от компьютера сварочной станции для хранения архивных данных об использовании сварочного материала.
[001335] В одном варианте реализации изобретения облачный сервер дополнительно выполнен с возможностью обработки скорости двигательной установки устройства подачи и веса подачи сварочного материала, полученных от множества компьютеров станций сварки, связанных с множеством сварочных станций для хранения архивных данных о использование сварочного материала на каждой из множества сварочных станций. В одном варианте реализации изобретения облачный сервер выполнен с возможностью прогнозирования среднего будущего использования сварочного материала на основе архивных данных и использования алгоритма машинного обучения. В одном варианте реализации изобретения облачный сервер выполнен с возможностью определения порогового значения сварочного материала, необходимого для завершения полного сварного шва на основе шаблонов использования и архивных данных. В одном варианте реализации изобретения облачный сервер выполнен с возможностью обеспечения обратной связи с одним или несколькими из множества компьютеров сварочной станции для предупреждения сварщика о том, что полный сварной шов не может быть завершен на основе теоретического порогового значения, определенного с использованием алгоритма машинного обучения.
[001336] В одном варианте реализации изобретения компьютер сварочной станции выполнен с возможностью управления скоростью сварочного устройства для регулировки скорости сварочного устройства в соответствии со скоростью, полученной из измеренной массы устройства подачи сварочного материала.
[001337] В одном варианте реализации изобретения первая масса устройства подачи сварочного материала в первый раз может быть измерена с использованием устройства для измерения массы. Вторая масса устройства подачи сварочного материала может быть измерена с помощью устройства для измерения массы во второй раз после первого раза. Разницу в измеренной массе между первой массой и второй массой можно рассчитать с использованием компьютера, где разница в измеренной массе соответствует измеренному использованному сварочному материалу. Теоретическая масса используемого сварочного материала рассчитывается с использованием компьютера на основе скорости двигательной установки, подающей сварочный материал на сварочное устройство. Теоретическая масса использованного материала сварки компьютер может сравнить с измеренной массой используемого сварочного материала. Скорость двигательной установки может быть отрегулирована компьютером, чтобы исправить проскальзывание двигательной установки.
[001338] В одном варианте реализации изобретения измерение первой массы, измерение второй массы, вычисление разности масс, соответствующее измеренному используемому сварочному материалу, расчет теоретической массы используемого сварочного материала, сравнение теоретической массы использованного сварочного материала с измеренной массойом использованного сварочного материала при множестве шагов по времени и регулировка скорости двигательной установки при проскальзывании двигательной установки могут быть повторены.
[001339] В одном варианте реализации изобретения сварочная система может содержать множество сварочных станций, при этом каждая сварочная станция содержит компьютер сварочной станции и сварочную систему, обменивающуюся данными со компьютером сварочной станции, где каждая сварочная станция содержит один или несколько датчиков, и один или несколько датчиков выполнены с возможностью измерения данных сварки, включая данные скорости подачи проволоки. Сварочная система может также содержать множество беспроводных устройств, обменивающихся данными с одним или несколькими компьютерами сварочных станций для приема данных сварки, включая измеренные данные скорости подачи проволоки. Каждый компьютер сварочной станции выполнен с возможностью обработки данных сварки, включая данные о скорости подачи проволоки, для сварочной системы, обменивающейся с ним данными, и компьютер сварочной станции выполнен с возможностью определять количество потребляемого сварочного материала, используемого системой сварки для данного периода времени и генерирования на их основе данных о потреблении.
[001340] В одном варианте реализации изобретения каждая сварочная станция сварочной системы может содержать двигатель для перемещения подаваемой проволоки на скорости подачи проволоки, где данные скорости подачи проволоки определяются на основе скорости двигателя, каждая сварочная станция дополнительно содержит датчик массы который измеряет уменьшение массы расходуемого материала, датчик массы обеспечивает выходные сигналы на компьютере сварочной станции, а компьютер сварочной станции использует выходные сигналы для определения данных о потреблении. В одном варианте реализации изобретения компьютер сварочной станции использует данные о потреблении для управления скоростью двигателя.
[001341] В одном варианте реализации изобретения сварочная система может содержать облачный сервер для получения данных о потреблении вместе с данными о скорости подачи проволоки для корреляции данных о потреблении с данными скорости подачи проволоки.
[001342] В одном варианте реализации изобретения система для контроля трубопровода может содержать испытательное устройство, приспособленное для генерирования данных неразрушающего контроля относительно по меньшей мере части сварного шва. Испытательное устройство может передавать данные неразрушающего контроля на второе устройство, которое адаптировано для приема данных неразрушающего контроля. Испытательное устройство может быть адаптировано для дистанционной работы с помощью анализа данных неразрушающего контроля.
[001343] В одном варианте реализации изобретения испытательное устройство приспособлено для передачи данных неразрушающего контроля для беспроводного обмена данными. В одном варианте реализации изобретения испытательное устройство приспособлено для передачи данных неразрушающего контроля на записывающий носитель данных, который не постоянно прикреплен к испытательному устройству. В одном варианте реализации изобретения испытательное устройство приспособлено для передачи данных неразрушающего контроля на внешнее цифровое записывающее устройство.
[001344] В одном варианте реализации изобретения система для неразрушающего контроля трубопровода может содержать оборудование обработки изображения, приспособленное для создания данных неразрушающего контроля относительно части сварной трубы; и удаленное устройство обработки, приспособленное для приема и обработки данных, полученных в результате проверки относительно части сварной трубы.
[001345] В одном варианте реализации изобретения устройство удаленной обработки приспособлено для анализа данных о трубах. В одном варианте реализации изобретения устройство удаленной обработки адаптировано для анализа данных сварки. В одном варианте реализации изобретения устройство удаленной обработки приспособлено для выполнения исполняемого компьютерного кода для идентификации значительных дефектов сварки из данных неразрушающего контроля.
[001346] В одном варианте реализации изобретения устройство удаленной обработки приспособлено для выполнения исполняемого компьютерного кода алгоритма для идентификации значительных дефектов сварки из данных неразрушающего контроля. В одном варианте реализации изобретения удаленное устройство обработки приспособлено для выполнения исполняемого компьютерного кода искусственного интеллекта для выявления значительных дефектов сварки из данных неразрушающего контроля. В одном варианте реализации изобретения удаленное устройство обработки приспособлено для выполнения исполняемого компьютерного кода логики, основанной на системе правил, для идентификации значительных дефектов сварки из данных неразрушающего контроля.
[001347] В одном варианте реализации изобретения данные неразрушающего контроля могут содержать одни или несколько из следующих данных: месторасположение, размер, ориентация, форма и значение любых дефектов, которые вызвали аномалии в данных неразрушающего контроля. В одном варианте реализации изобретения данные неразрушающего контроля могут анализироваться без человеческих вычислений или аналитического вмешательства. В одном варианте реализации изобретения данные неразрушающего контроля могут быть частично проанализированы с помощью компьютерного анализа, а частично - человеком.
[001348] В одном варианте реализации изобретения способ неразрушающего контроля трубопровода может включать предоставление оборудования для обработки изображений; генерирование данных неразрушающего контроля; предоставление средств для предоставления данных неразрушающего контроля для анализа; и предоставление данных неразрушающего контроля для анализа в место, удаленное от контролируемой части трубы и оборудования вблизи контролируемой части трубы.
[001349] В одном варианте реализации изобретения способ может дополнительно включать предоставление данных неразрушающего контроля для анализа в место, удаленное от контролируемого участка трубы и транспортного средства технического обеспечения. В одном варианте реализации изобретения способ может дополнительно включать в себя обеспечение анализа в удаленном от контролируемой части трубы месте и на любом компьютере вблизи контролируемой части трубы или месте контроля.
[001350] В одном варианте реализации изобретения способ может дополнительно содержать обработку цифровых данных НРК в месте, значительно удаленном от места сбора данных. В одном варианте реализации изобретения способ может дополнительно содержать передачу данных НРК в место, существенно удаленное от места сбора данных, посредством беспроводной передачи данных. В одном варианте реализации изобретения способ может дополнительно содержать передачу данных НРК в место, существенно удаленное от места сбора данных, посредством перемещения физических носителей данных. В одном варианте реализации изобретения способ может дополнительно содержать передачу данных НРК в место, существенно удаленное от места сбора данных, посредством кабеля передачи данных. В одном варианте реализации изобретения способ может дополнительно содержать передачу данных НРК в место, существенно удаленное от места сбора данных, с помощью комбинации способов.
[001351] В одном варианте реализации изобретения способ может дополнительно содержать передачу результатов анализа в место, существенно удаленное от места сбора данных. В одном варианте реализации изобретения способ может дополнительно содержать передачу результатов анализа в существенно удаленном месте специалистам в другом существенно удаленном месте.
[001352] В одном варианте реализации изобретения способ может дополнительно содержать анализ данных цифрового автоматизированного ультразвукового контроля. В одном варианте реализации изобретения способ может дополнительно включать передачу данных цифрового автоматизированного ультразвукового контроля в место, существенно удаленное от места сбора данных, посредством беспроводной передачи данных; и обработку данных цифрового автоматизированного ультразвукового контроля в месте, существенно удаленном от места сбора данных. В одном варианте реализации изобретения способ может дополнительно включать передачу данных цифрового автоматизированного ультразвукового контроля в место, существенно удаленное от места сбора данных, посредством перемещения физических носителей данных.
[001353] В одном варианте реализации изобретения способ может дополнительно включать в себя передачу данных цифрового автоматизированного ультразвукового контроля в место, существенно удаленное от места сбора данных, с помощью кабеля передачи данных. В одном варианте реализации изобретения способ может дополнительно включать в себя передачу данных цифрового автоматизированного ультразвукового контроля в место, существенно удаленное от места сбора данных, с помощью комбинации способов. В одном варианте реализации изобретения способ может дополнительно содержать использование компьютерного алгоритма для выявления значительных дефектов сварного шва из данных автоматизированного ультразвукового контроля.
[001354] В одном варианте реализации изобретения способ может дополнительно включать обработку данных цифровой радиографии в месте, существенно удаленном от места сбора данных. В одном варианте реализации изобретения способ может дополнительно содержать передачу данных цифровой радиографии в место, существенно удаленное от места сбора данных, посредством беспроводной передачи данных. В одном варианте реализации изобретения способ может дополнительно содержать передачу данных цифровой радиографии в место, существенно удаленное от места сбора данных, посредством перемещения физических носителей данных. В одном варианте реализации изобретения способ может дополнительно содержать передачу данных цифровой радиографии в место, существенно удаленное от места сбора данных, посредством кабеля передачи данных.
[001355] В одном варианте реализации изобретения способ может дополнительно содержать передачу данных цифровой радиографии в место, существенно удаленное от места сбора данных, с помощью комбинации способов. В одном варианте реализации изобретения способ может дополнительно содержать использование компьютерного алгоритма для определения значительных дефектов сварного шва из данных цифровой радиографии.
[001356] В одном варианте реализации изобретения система для сооружения трубопровода может содержать систему для протоколирования данных сварки в режиме реального времени, где данные сварки предоставляются для анализа с помощью компьютеризированных средств и/или экспертов в предметной области. В одном варианте реализации изобретения данные сварки содержат данные сварки, данные по манипуляциям с трубами, данные покрытия, данные, полученные в результате проверки, данные управления или другие данные. В одном варианте реализации изобретения система может дополнительно содержать систему для объединения всех доступных данных сварки в единый набор данных, имеющий все данные, относящиеся к каждому сварному шву, или адаптированные для анализа с помощью компьютеризированных средств и/или экспертов в предметной области.
[001357] В одном варианте реализации изобретения система может дополнительно содержать считываемый машиной код, выполняющий логику программ на основе систем правил, чтобы идентифицировать корреляции между различными данными о сварке и идентифицировать дефекты в этом сварном шве. В одном варианте реализации изобретения система может дополнительно содержать считываемый машиной код, выполняющий логику программы на основе системы правил, для идентификации корреляций между одинаковыми данными о разных сварных швах и наличия или отсутствия дефектов в этих сварных швах.
[001358] В одном варианте реализации изобретения система для совмещения и сварки вместе двух сегментов трубы может содержать сварочный механизм для нанесения сварного шва на фасадный стык двух сегментов. Сварочный механизм может содержать шарнирную сварочную головку, лазерный датчик для считывания профиля фасадного стыка и электронный контроллер для приема информационных сигналов от лазерного датчика для управления положением и/или ориентацией сварочной головки. Система может дополнительно содержать механизм выравнивания для управления ориентацией продольной оси по меньшей мере одного из сегментов относительно другого. Сварочный механизм может дополнительно содержать каретку для надежного закрепления положения сварочного механизма в трубе и сварочной части, способной вращаться относительно опорной части в пределах трубы. Сварочная головка и лазерный датчик могут поддерживаться с возможностью вращения с помощью сварочной части, так что во время сварки сварочная головка следует за лазерным датчиком вдоль фасадного стыка.
[001359] В одном варианте реализации изобретения сварочный механизм может дополнительно содержать камеру для оптического исследования фасадного стыка. В одном варианте реализации изобретения шарнирное перемещение наконечника на сварочной головке может включать в себя одно из: радиального перемещения в направлении к фасадному стыку и от фасадного стыка, движение перемещения в направлении продольной оси сегментов, поворотное движение относительно сварочного механизма на оси, параллельной продольной оси сегмента трубы, и поворотное движение относительно сварочной головки на оси, которая перпендикулярна продольной оси сегмента трубы.
[001360] В одном варианте реализации изобретения механизм выравнивания манипулирует ориентацией по меньшей мере одного сегмента посредством контакта с внешним видом по меньшей мере одного сегмента. В одном варианте реализации изобретения электронный контроллер принимает сигнал от лазерного датчика, чтобы направлять механизм выравнивания, чтобы отрегулировать относительные положения сегментов трубы на основе заранее определенных параметров выравнивания.
[001361] В одном варианте реализации изобретения сварочный механизм вращается в пределах и относительно внутренней стороны фасадного стыка двух сегментов так, что сварочная головка следует лазерному датчику, а лазерный датчик обеспечивает непрерывное поступление данных профиля фасадного стыка на электронный контроллер, который, в свою очередь, непрерывно осуществляет позиционирование сварочной головки.
[001362] В одном варианте реализации изобретения камера следует за сварочной головкой вдоль сварного шва, и камера посылает сигнал на дисплей рабочей станции, чтобы оператор мог проверить изображение части сварного шва.
[001363] В одном варианте реализации изобретения способ совмещения и сваривания двух сегментов трубы может включать размещение первого сегмента трубы на устройстве выравнивания; вставка внутренней сварочной машины, имеющей лазер и сварочную головку, в первый сегмент трубы; общее выравнивание второго сегмента трубы с первым сегментом трубы и внутренней сварочной машиной; схватывание внешней части первого и второго сегментов труб для регулировки осевого положения внутренней сварочной машины таким образом, чтобы в целом выстраивать линию с фасадным стыком первого и второго сегментов труб; регулирование относительного выравнивания первого и второго сегментов труб через устройство выравнивания на основе сигнала от внутреннего сварочного аппарата; начало цикла корневого сварного шва, в котором лазер сканирует фасадным стыком, сварочная головка следует за лазером, а выходные данные от лазера используются для управления положением шарнирной сварочной горелки, где положение и ориентация сварочной головки относительно фасадного стыка контролируется для получения качественного сварного шва; определение профиля фасадного стыка с помощью лазера; высвобождение выравнивающего устройства и удаление внутренней сварочной машины с конца сегмента открытой трубы; и репозиционированные следующего последовательного сегмента трубы на внешнем механизме выравнивания при подготовке к сварке следующего стыка.
[001364] В одном варианте реализации изобретения способ может дополнительно включать в себя предоставление вращательного механизма, на котором вращаются лазер и сварочная головка, для выполнения первоначального сканирования фасадного стыка с помощью лазерного датчика; а также; генерирование сигнала от вращающегося лазера для непосредственного выравнивания первого и второго сегментов трубы с помощью устройства выравнивания до начала сварки.
[001365] В одном варианте реализации изобретения внутренний теплообменник (ВТО) для сварки трубопровода может содержать систему привода, выполненную с возможностью перемещения ВТО в положение в пределах по меньшей мере одной секции трубы вблизи места сварного соединения с другой секцией трубы; секцию охлаждения, включающую в себя охлаждающую конструкцию, выполненную с возможностью избирательного охлаждения одной или нескольких частей внутренней поверхности по меньшей мере одной секции трубы; и контроллер, обменивающийся данными с охлаждающей конструкцией и выполнен с возможностью активации секции охлаждения, когда ВТО находится в положении в пределах по меньшей мере одной секции трубы.
[001366] В одном варианте реализации изобретения ВТО может дополнительно содержать соединительный элемент, выполнен с возможностью надежно закреплять ВТО к внутреннему крепежному зажиму. В одном варианте реализации изобретения система привода может содержать по меньшей мере один ролик, активируемый двигателем, управляемым контроллером, и выполненный с возможностью перемещения ВТО в пределах по меньшей мере одной секции трубы в прямом и в обратном направлениях. В одном варианте реализации изобретения система привода может содержать кабель и лебедки системы, где лебедка выполнена с возможностью закрепления в месте, внешнем по отношению по меньшей мере к одной секции трубы, а кабель проходит между лебедкой и опорной конструкцией ВТО, которая включает контроллер и секцию охлаждения.
[001367] В одном варианте реализации изобретения контроллер дополнительно обменивается данными с устройством дистанционного управления, чтобы облегчить избирательное включение секции охлаждения посредством устройства дистанционного управления. В одном варианте реализации изобретения секция охлаждения содержит по меньшей мере одно сопло, выполнен с возможностью распыления хладагента в сторону внутренней части поверхности стенки по меньшей мере одной секции трубы; и источник подачи хладагента, выполненный с возможностью подачи хладагента в по меньшей мере одно сопло.
[001368] В одном варианте реализации изобретения ВТО может дополнительно содержать раму, содержащую первую секцию, которая содержит источник подачи хладагента, промежуточную секцию, которая содержит секцию охлаждения, и третью секцию, которая содержит контроллер. В одном варианте реализации изобретения источник подачи охлаждающей жидкости может содержать насос охлаждающей жидкости, расположенный удаленно от секции охлаждения, так что насос охлаждающей жидкости расположен снаружи по меньшей мере одной секции трубы, когда секция охлаждения расположена внутри по меньшей мере одной секции трубы, и насос охлаждающей жидкости соединен по меньшей мере с одним соплом посредством по меньшей мере одним трубопровода для флюида. В одном варианте реализации изобретения по меньшей мере одно сопло содержит множество сопел, расположенных в виде множества рядов, и ряды расположены вокруг периферии центрального опорного элемента секции охлаждения.
[001369] В одном варианте реализации изобретения секция охлаждения содержит множество реберных элементов, проходящих в радиальном направлении наружу от и расположенных по периферии центрального опорного элемента секции охлаждения. В одном варианте реализации изобретения по меньшей мере один реберный элемент включает в себя по меньшей мере один канал, проходящий через реберный элемент, а секция охлаждения дополнительно содержит по меньшей мере один вентилятор, который управляется контроллером и находится в непосредственной близости и совмещен с по меньшей мере одним элементом ребра, чтобы направлять поток воздуха через по меньшей мере один канал по меньшей мере одного элемента ребра.
[001370] В одном варианте реализации изобретения по меньшей мере один реберный элемент содержит полый корпус, содержащий впускное и выпускное отверстия, и секция охлаждения дополнительно содержит циркуляционный контур циркуляции охлаждающей жидкости для избирательного потока охлаждающей жидкости через полый корпус по меньшей мере одного реберного элемента.
[001371] В одном варианте реализации изобретения ВТО может содержать один или несколько датчиков температуры, расположенных в одном или нескольких местах вдоль ВТО и обменивающихся данными с контроллером. Один или несколько датчиков температуры измеряют температуру в одном или нескольких местах в пределах по меньшей мере одной секции трубы и предоставляют информацию об измеренной температуре контроллеру, а контроллер выполнен с возможностью избирательного управления активацией и функционирования секции охлаждения на основе информации об измеренной температуре.
[001372] Технология, описанная в данном документе, решает существенную техническую проблему того, как контролировать, проверять и обеспечивать качество тысяч и миллионов сварных швов в системах трубопровода, используя оборудование и способы, которые являются надежными и технически обоснованными. В одном варианте реализации изобретения система для контроля трубопровода может иметь испытательное устройство, приспособленное для создания данных неразрушающего контроля («НРК») относительно по меньшей мере части сварного шва или всего сварного шва. Испытательное устройство может передавать данные неразрушающего контроля на второе устройство, которое адаптировано для приема данных неразрушающего контроля. Испытательное устройство может быть адаптировано для дистанционной работы с помощью анализа данных неразрушающего контроля. Система для контроля трубопроводов может иметь испытательное устройство, приспособленное для передачи данных неразрушающего контроля для беспроводного обмена данными. Система для контроля трубопроводов может иметь испытательное устройство, приспособленное для передачи данных неразрушающего контроля на записывающий носитель данных, который не постоянно прикреплен к испытательному устройству. Система для контроля трубопроводов может иметь испытательное устройство, приспособленное для передачи данных неразрушающего контроля на внешнее цифровое записывающее устройство. Система для неразрушающего контроля трубопровода может содержать: оборудование обработки изображения, приспособленное для создания данных неразрушающего контроля относительно части сварной трубы; удаленное устройство обработки, приспособленное для приема и обработки данных, полученных в результате проверки относительно части сварной трубы. Система для неразрушающего контроля трубопроводов может содержать удаленное устройство обработки, предназначенное для анализа данных о трубах. Система для неразрушающего контроля трубопроводов может иметь удаленное устройство обработки, предназначенное для анализа данных сварки. Система для неразрушающего контроля трубопровода может иметь удаленное устройство обработки, приспособленное для выполнения исполняемого компьютерного кода для выявления значительных дефектов сварки из данных неразрушающего контроля. Система для неразрушающего контроля трубопровода может иметь удаленное устройство обработки, выполненное с возможностью выполнения исполняемого компьютерного кода алгоритма для выявления значительных дефектов сварного шва из данных неразрушающего контроля. Система для неразрушающего контроля трубопровода может иметь удаленное устройство обработки, приспособленное для выполнения исполняемого компьютерного кода искусственного интеллекта для выявления значительных дефектов сварки из данных неразрушающего контроля. Система для неразрушающего контроля трубопровода может иметь удаленное устройство обработки, выполненное с возможностью выполнения исполняемого компьютерного кода логики, основанной на системе правил, для идентификации одного или нескольких значительных дефектов сварки из данных неразрушающего контроля. Установленные дефекты сварного шва могут быть разных типов, таких как включения, недостаток материала, свойства материала, хрупкость, плотность, толщина, пузырьки воздуха, пузырьки газа и другие. Система для неразрушающего контроля трубопроводов может содержать данные неразрушающего контроля, такие как одни или несколько из следующих данных: месторасположение, размер, ориентация, форма и значение любых дефектов, которые вызвали аномалии при исследовании. Система для неразрушающего контроля трубопроводов может содержать данные неразрушающего контроля, которые могут быть проанализированы системой автоматически и без человеческих вычислений, и с аналитическим участием человека. В одном варианте реализации изобретения способ неразрушающего контроля трубопровода может включать этапы: предоставление оборудования для обработки изображений; генерирование данных неразрушающего контроля; предоставление средств для предоставления данных неразрушающего контроля для анализа; и предоставление данных неразрушающего контроля для анализа в место, удаленное от контролируемой части трубы и оборудования вблизи контролируемой части трубы. Способ неразрушающего контроля трубопроводов может включать этап предоставления данных неразрушающего контроля для анализа в место, удаленное от контролируемого участка трубы и транспортного средства технического обеспечения. Способ неразрушающего контроля трубопровода может включать этап предоставления данных неразрушающего контроля для анализа в удаленном от контролируемой части трубы месте и на любом компьютере вблизи контролируемой части трубы или месте контроля. Способ неразрушающего контроля трубопроводов может включать этап обработки цифровых данных НРК в месте, существенно удаленном от места сбора данных. Способ неразрушающего контроля трубопровода может включать этап передачи данных НРК в место, существенно удаленное от места сбора данных, посредством беспроводной передачи данных. Способ неразрушающего контроля трубопровода может включать этап передачи данных НРК в место, существенно удаленное от места сбора данных, посредством перемещения физических носителей данных. Способ неразрушающего контроля трубопровода может включать этап передачи данных НРК в место, существенно удаленное от места сбора данных, с помощью кабеля передачи данных. Способ неразрушающего контроля трубопровода может включать этап передачи данных НРК в место, существенно удаленное от места сбора данных, с помощью комбинации способов. Способ неразрушающего контроля трубопроводов может включать этап передачи результатов анализа в место, существенно удаленное от места сбора данных. Способ неразрушающего контроля трубопроводов может включать этап передачи результатов анализа в существенно удаленном месте специалистам в другом существенно удаленном месте. Способ неразрушающего контроля трубопроводов может включать этап анализа цифровых данных автоматизированного ультразвукового контроля (также упоминаются как цифровые данные «АУК»). Способ неразрушающего контроля трубопроводов может включать этап обработки цифровых данных автоматизированного ультразвукового контроля в месте, существенно удаленном от места сбора данных. Способ неразрушающего контроля трубопроводов может включать этап обработки цифровых данных автоматизированного ультразвукового контроля в месте, существенно удаленном от места сбора данных, с помощью беспроводной передачи данных. Способ неразрушающего контроля трубопроводов может включать этап передачи данных цифрового автоматизированного ультразвукового контроля в место, существенно удаленное от места сбора данных, посредством беспроводной передачи данных. Способ неразрушающего контроля трубопроводов может включать этап передачи цифровых данных автоматизированного ультразвукового контроля в место, существенно удаленное от места сбора данных, посредством перемещения физических носителей данных. Способ неразрушающего контроля трубопроводов может включать этап передачи цифровых данных автоматизированного ультразвукового контроля в место, существенно удаленное от места сбора данных, с помощью кабеля передачи данных. Способ неразрушающего контроля трубопроводов может включать этап передачи цифровых данных автоматизированного ультразвукового контроля в место, существенно удаленное от места сбора данных, с помощью комбинации способов. Способ неразрушающего контроля трубопроводов может включать этап использования компьютерного алгоритма для выявления значительных дефектов сварного шва из данных автоматизированного ультразвукового контроля. Способ неразрушающего контроля трубопроводов может включать этап обработки данных цифровой радиографии в месте, удаленном от места сбора данных. Способ неразрушающего контроля трубопроводов может включать этап передачи данных цифровой радиографии в место, существенно удаленное от места сбора данных, посредством беспроводной передачи данных. Способ неразрушающего контроля трубопроводов может включать этап передачи данных цифровой радиографии в место, существенно удаленное от места сбора данных, посредством перемещения физических носителей данных. Способ неразрушающего контроля трубопровода может включать этап передачи данных цифровой радиографии в место, существенно удаленное от места сбора данных, с помощью кабеля передачи данных. Способ неразрушающего контроля трубопроводов может включать этап передачи данных цифровой радиографии в место, существенно удаленное от места сбора данных, с помощью комбинации способов. Способ неразрушающего контроля трубопроводов может включать этап использования компьютерного алгоритма для выявления значительных дефектов сварки из данных цифровой радиографии. В одном варианте реализации изобретения универсальная облачная система протоколирования («uLog»), описанная в данном документе, может содержать компьютерную систему, которая содержит первое устройство, содержащее процессор, который обрабатывает данные сооружения трубопровода, причем первое устройство может выполнять обмен данными сооружения трубопровода с облачным запоминающим устройством. Данные сооружения трубопровода могут обрабатываться облачным процессором. uLog может обрабатывать любые одни или несколько данных сооружения трубопровода, например, но не ограничиваясь перечисленными: данные сварки, данные о манипуляции трубами, данные покрытия и данные, полученные в результате проверки. uLog может обрабатывать данные с одного или нескольких из следующих устройств и/или оборудования: сварочной станции, технологической операции расширения сварки трубопровода, сварочного инструмента, автоматического сварочного инструмента, ручного сварочного инструмента, сварочную систему наблюдения, автоматического сварочного аппарата или сварочной машины с одной сварочной головкой, автоматического сварочного аппарата или сварочной машины с двумя сварочными головками, внешнего сварочного аппарата или сварочной машины, внутреннего сварочного аппарата или сварочной машины, системы контроля, смартфона, мобильного телефона, карманного персонального компьютера (КПК), ноутбука, планшета, компьютера, цифрового устройства, беспроводное устройство и оборудования, используемого сварщиком, техником, работником, инспектором, специалистом по нанесению покрытия и/или менеджером. uLog может использовать способ управления данными, выполняемый на компьютере, содержащий этапы: передачи первых данных от первого устройства ко второму устройству, первые данные являются данными о сооружении трубопровода; и обработки первых данных облачными сетевыми средствами. Данные, которые могут быть переданы первым устройством и/или обработаны вторым устройством и/или обработаны сетью uLog, могут быть любыми одними или несколькими из следующих данных: данные сварки, данные манипуляции трубами, данные покрытия, данные сварки, данные, полученные в результате проверки, данные термообработки и данные управления или другие данные, связанные с сооружением трубопровода и/или данные управления. В одном варианте реализации изобретения способ управления данными посредством uLog может включать дополнительный этап способа - обработки первых данных и/или данных сетевыми средствами, которые могут быть средствами проводной сети или средством беспроводной сети. В другом варианте реализации изобретения способ управления данными посредством uLog может включать дополнительный этап способа - обработки первых данных и/или данных сетевыми средствами, которые представляет собой средства беспроводной сети, средства телекоммуникации или средства Wi-Fi. В еще одном варианте реализации изобретения способ управления данными посредством uLog может включать дополнительный этап способа - обработки первых данных сетевыми средствами, которые представляют собой облачные сетевые средства. В одном варианте реализации изобретения uLog может быть компьютерным программным продуктом для технического обеспечения сварки, который содержит: средства считываемого компьютером программного кода, которые предоставляют данные об условиях выполнения сварки в запоминающее устройство компьютера; средства считываемого компьютером программного кода, которые предоставляют в запоминающее устройство данные из набора данных, содержащего данные о трубопроводе; и средства считываемого компьютером программного кода, которые обрабатывают данные об условиях выполнения сварки и данные трубопровода, чтобы обеспечить запись на выходе и/или вывод результата, полученного при выполнении программной логики и/или аналитики. В одном варианте реализации изобретения компьютерный программный продукт для технического обеспечения сварки может дополнительно содержать исполняемый программный код логики на основе системы правил, который обрабатывает данные сварки с помощью программного кода технического обеспечения сварки. В другом варианте реализации изобретения компьютерный программный продукт для технического обеспечения сварки может дополнительно содержать исполняемый программный код логики на основе системы правил, который обрабатывает данные сварки с помощью программного кода контроля. В еще одном варианте реализации изобретения компьютерный программный продукт для технического обеспечения сварки может дополнительно содержать исполняемый программный код логики на основе системы правил, который обрабатывает данные сварки с помощью программного кода управления или программного кода контроля качества. Система для сооружения трубопровода может иметь систему для верификации данных сварки в режиме реального времени. Данные сварки предоставляются для анализа с помощью компьютеризированных средств и/или экспертов в предметной области. Система для сооружения трубопровода может использовать данные сварки, содержат одни или несколько из перечисленных: данные сварки, данные манипуляции трубами, данные покрытия, полученные в результате проверки и данные управления. Система для сооружения трубопровода может дополнительно содержать систему для объединения всех доступных данных сварки в единый набор данных, содержащий все данные, относящиеся к каждому сварному шву, или адаптированные для анализа с помощью компьютеризированных средств и/или экспертов в предметной области. Система для сооружения трубопровода может дополнительно иметь считываемый машиной код, выполняющий логику программ на основе системы правил, чтобы идентифицировать корреляции между различными данными о сварке и идентифицировать дефекты в этом сварном шве. Система для сооружения трубопровода может дополнительно иметь считываемый машиной код, выполняющий логику программ на основе системы правил, чтобы идентифицировать корреляции между одинаковыми данными о разных сварных швах.
[001373] В одном варианте реализации изобретения универсальная облачная система протоколирования («uLog»), описанная в данном документе, может содержать компьютерную систему, которая содержит первое устройство, содержащее процессор, который обрабатывает данные сооружения трубопровода, причем первое устройство может выполнять обмен данными сооружения трубопровода с облачным запоминающим устройством. Данные сооружения трубопровода могут обрабатываться облачным процессором. uLog может обрабатывать любые одни или несколько данных сооружения трубопровода, например, но не ограничиваясь перечисленными: данные сварки, данные о манипуляции трубами, данные покрытия и данные, полученные в результате проверки. uLog может обрабатывать данные с одного или нескольких из следующих устройств и/или оборудования: сварочной станции, технологической операции расширения сварки трубопровода, сварочного инструмента, автоматического сварочного инструмента, ручного сварочного инструмента, сварочную систему наблюдения, автоматического сварочного аппарата или сварочной машины с одной сварочной головкой, автоматического сварочного аппарата или сварочной машины с двумя сварочными головками, внешнего сварочного аппарата или сварочной машины, внутреннего сварочного аппарата или сварочной машины, системы контроля, смартфона, мобильного телефона, карманного персонального компьютера (КПК), ноутбука, планшета, компьютера, цифрового устройства, беспроводное устройство и оборудования, используемого сварщиком, техником, работником, инспектором, специалистом по нанесению покрытия и/или менеджером.
[001374] uLog может использовать способ управления данными, выполняемый на компьютере, содержащий этапы: передачи первых данных от первого устройства ко второму устройству, первые данные являются данными о сооружении трубопровода; и обработки первых данных облачными сетевыми средствами. Данные, которые могут быть переданы первым устройством и/или обработаны вторым устройством и/или обработаны сетью uLog, могут быть любыми одними или несколькими из следующих данных: данные сварки, данные манипуляции трубами, данные покрытия, данные сварки, данные, полученные в результате проверки, данные термообработки и данные управления или другие данные, связанные с сооружением трубопровода и/или данные управления. В одном варианте реализации изобретения способ управления данными посредством uLog может включать дополнительный этап способа - обработки первых данных и/или данных сетевыми средствами, которые могут быть средствами проводной сети или средством беспроводной сети. В другом варианте реализации изобретения способ управления данными посредством uLog может включать дополнительный этап способа - обработки первых данных и/или данных сетевыми средствами, которые представляет собой средства беспроводной сети, средства телекоммуникации или средства Wi-Fi. В еще одном варианте реализации изобретения способ управления данными посредством uLog может включать дополнительный этап способа - обработки первых данных сетевыми средствами, которые представляют собой облачные сетевые средства. В одном варианте реализации изобретения uLog может быть компьютерным программным продуктом для технического обеспечения сварки, который содержит: средства считываемого компьютером программного кода, которые предоставляют данные об условиях выполнения сварки в запоминающее устройство компьютера; средства считываемого компьютером программного кода, которые предоставляют в запоминающее устройство данные из набора данных, содержащего данные о трубопроводе; и средства считываемого компьютером программного кода, которые обрабатывают данные об условиях выполнения сварки и данные трубопровода, чтобы обеспечить запись на выходе и/или вывод результата, полученного при выполнении программной логики и/или аналитики.
[001375] В одном варианте реализации изобретения компьютерный программный продукт для технического обеспечения сварки может дополнительно содержать исполняемый программный код логики на основе системы правил, который обрабатывает данные сварки с помощью программного кода технического обеспечения сварки. В другом варианте реализации изобретения компьютерный программный продукт для технического обеспечения сварки может дополнительно содержать исполняемый программный код логики на основе системы правил, который обрабатывает данные сварки с помощью программного кода контроля. В еще одном варианте реализации изобретения компьютерный программный продукт для технического обеспечения сварки может дополнительно содержать исполняемый программный код логики на основе системы правил, который обрабатывает данные сварки с помощью программного кода управления или программного кода контроля качества. Настоящая заявка на патент в ее нескольких аспектах и вариантах реализации изобретения решает проблемы, рассмотренные выше, и значительно продвигает технологию сварки, манипуляции трубами, покрытия, сооружения трубопроводов, технологии строительства, управления и контроля.
[001376] Хотя настоящая патентная заявка подробно описана с целью иллюстрации, следует понимать, что такие подробности предназначены исключительно для этой цели и что настоящая патентная заявка не ограничивается описанными вариантами реализации изобретения, а, наоборот, предназначена для охвата модификаций и эквивалентных устройств, которые находятся в пределах сущности и объема прилагаемой формулы изобретения. Кроме того, следует понимать, что настоящая патентная заявка предполагает, что, по возможности, одна или несколько характеристик любого варианта реализации изобретения могут быть объединены с одной или несколькими конструктивными особенностями любого другого варианта реализации изобретения.
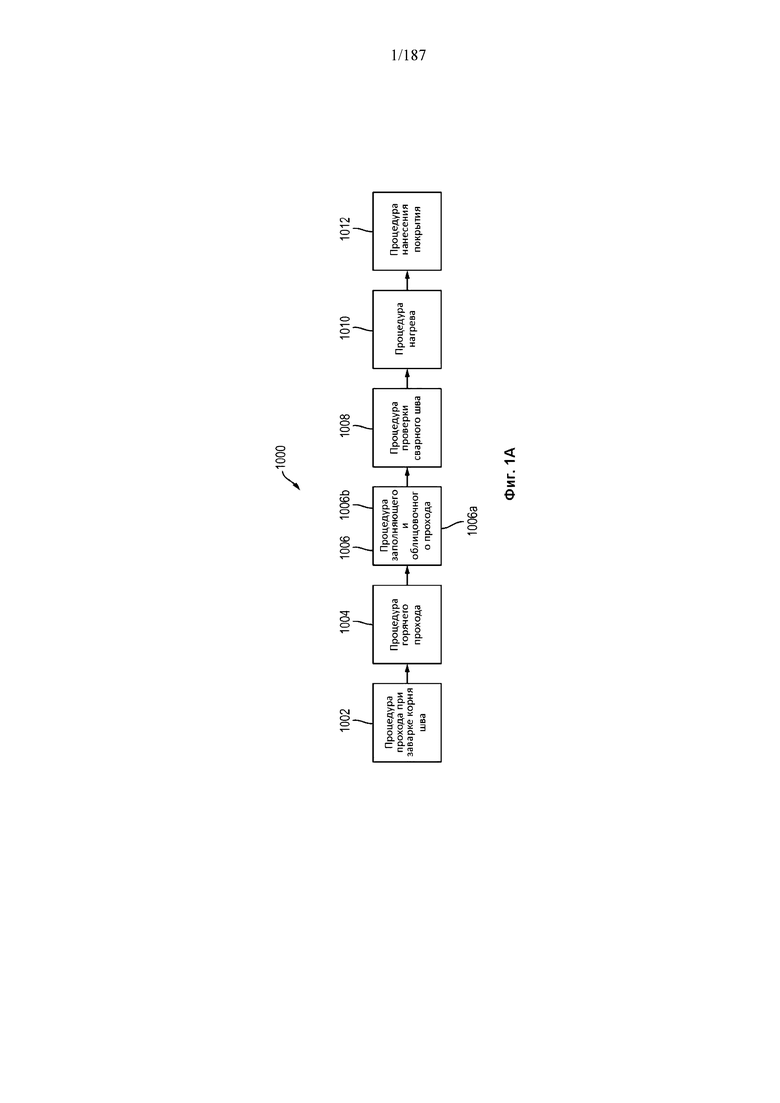
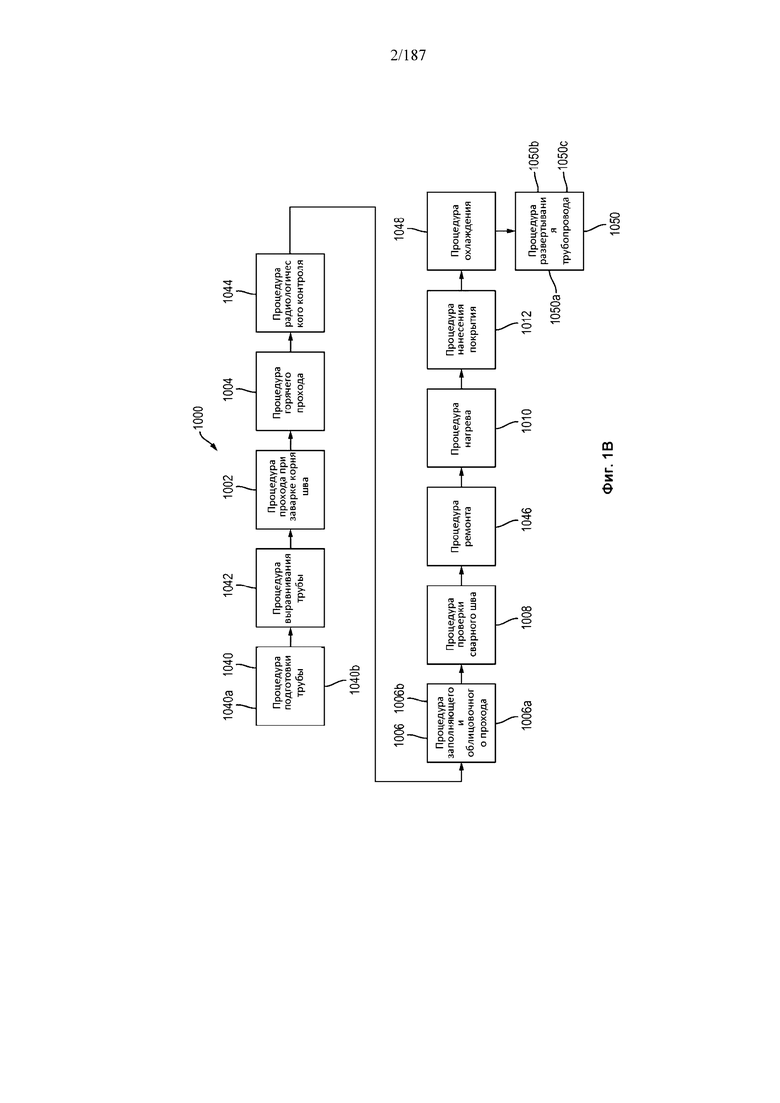
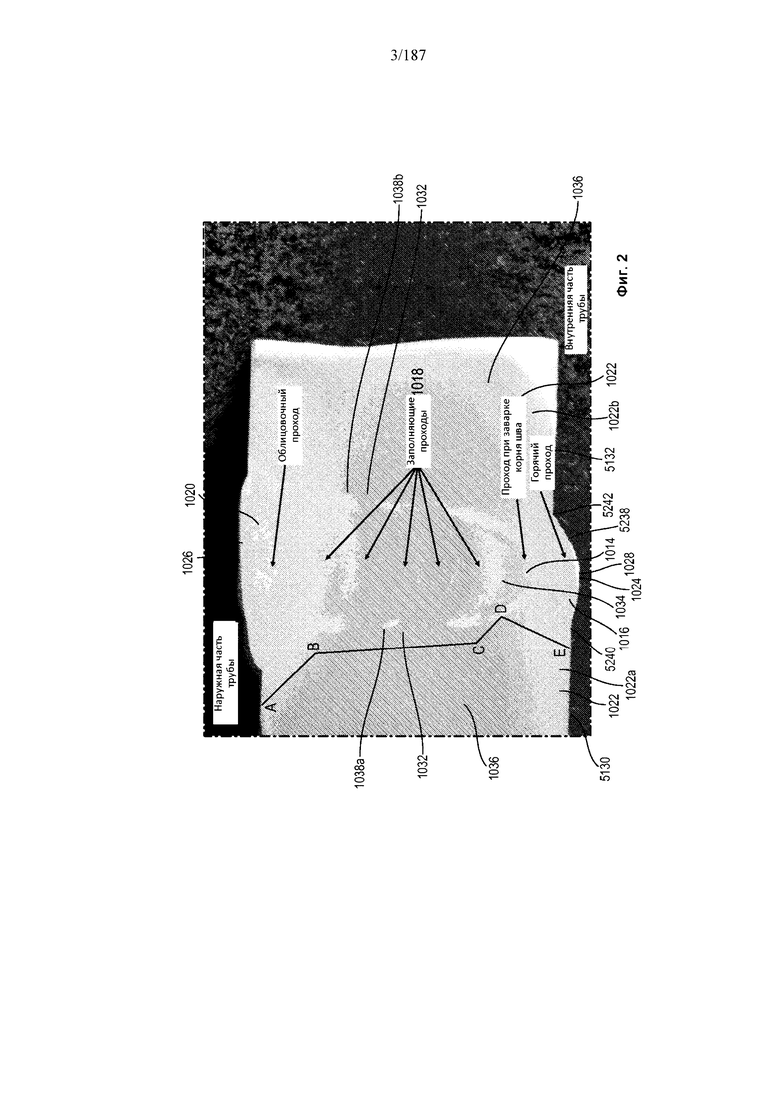
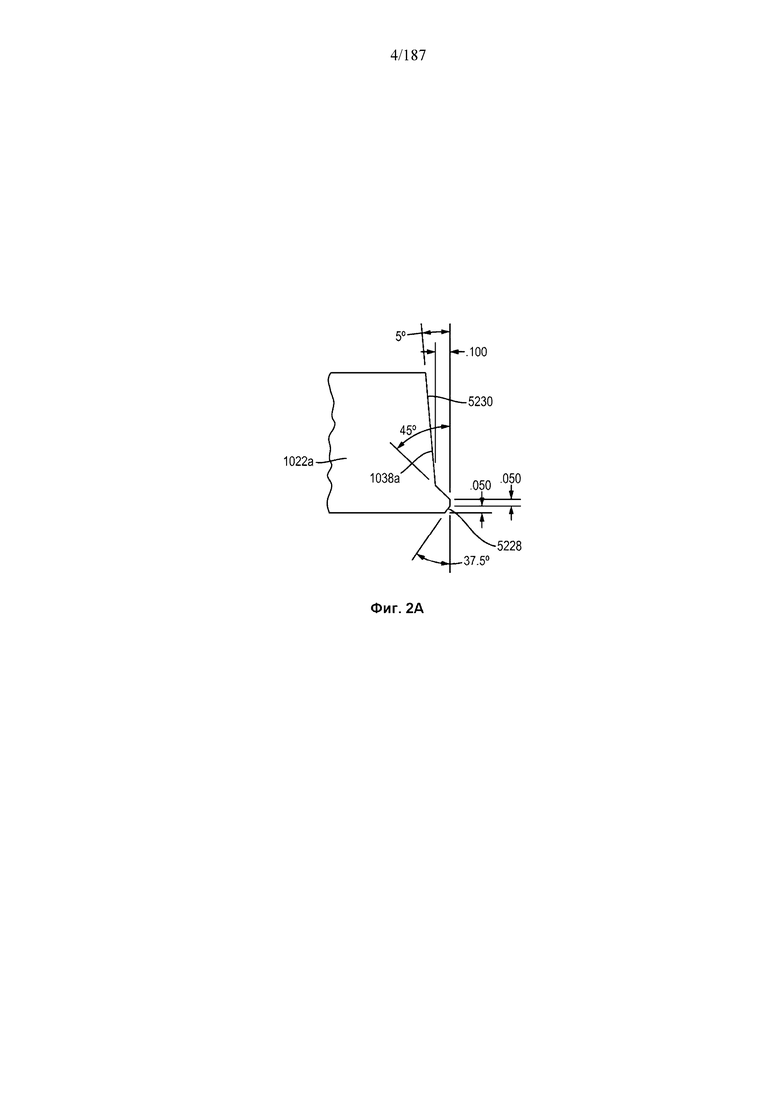
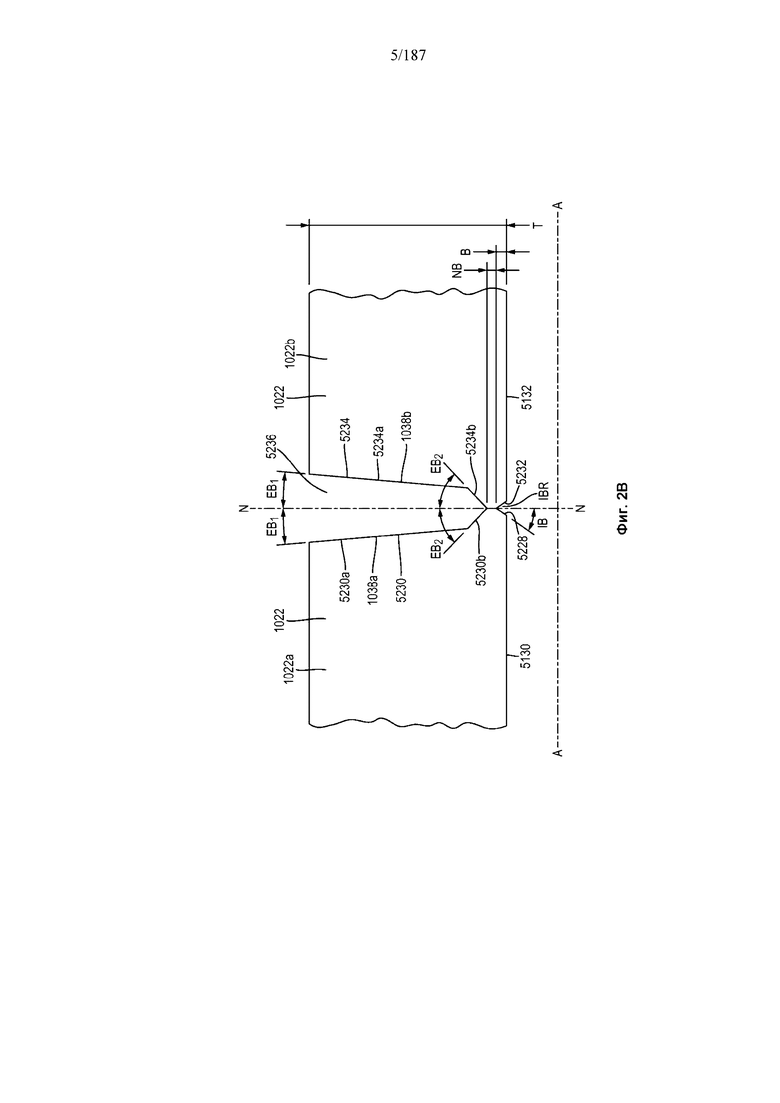
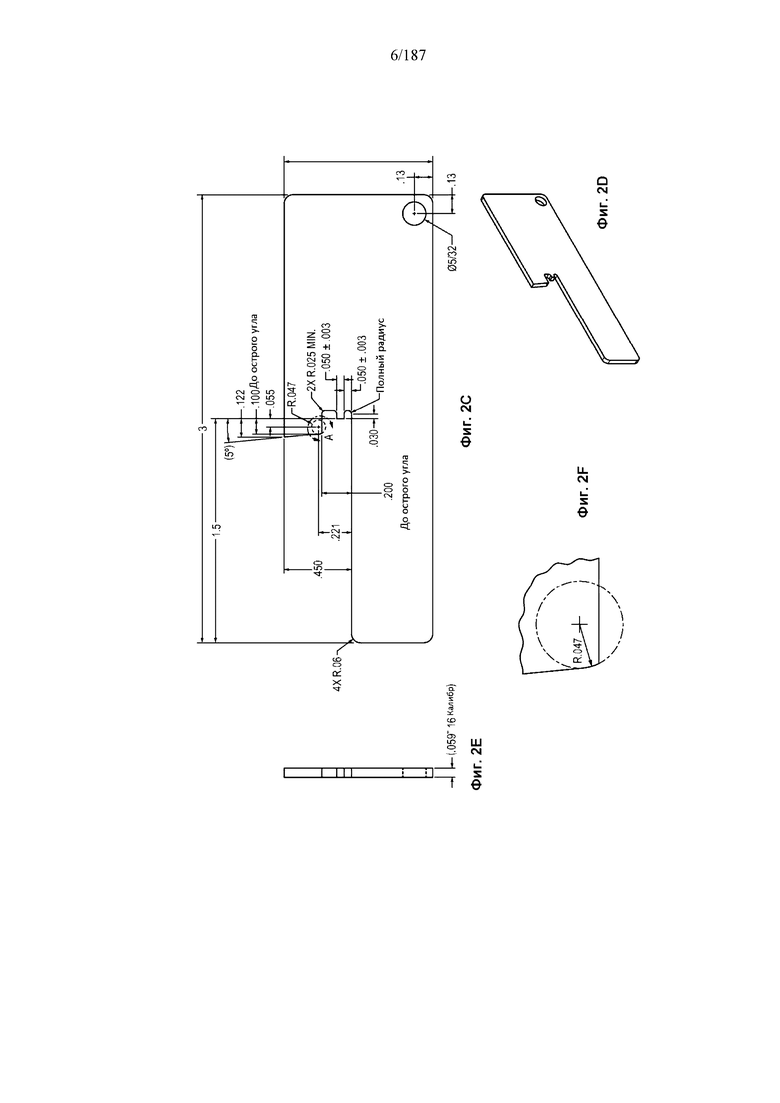
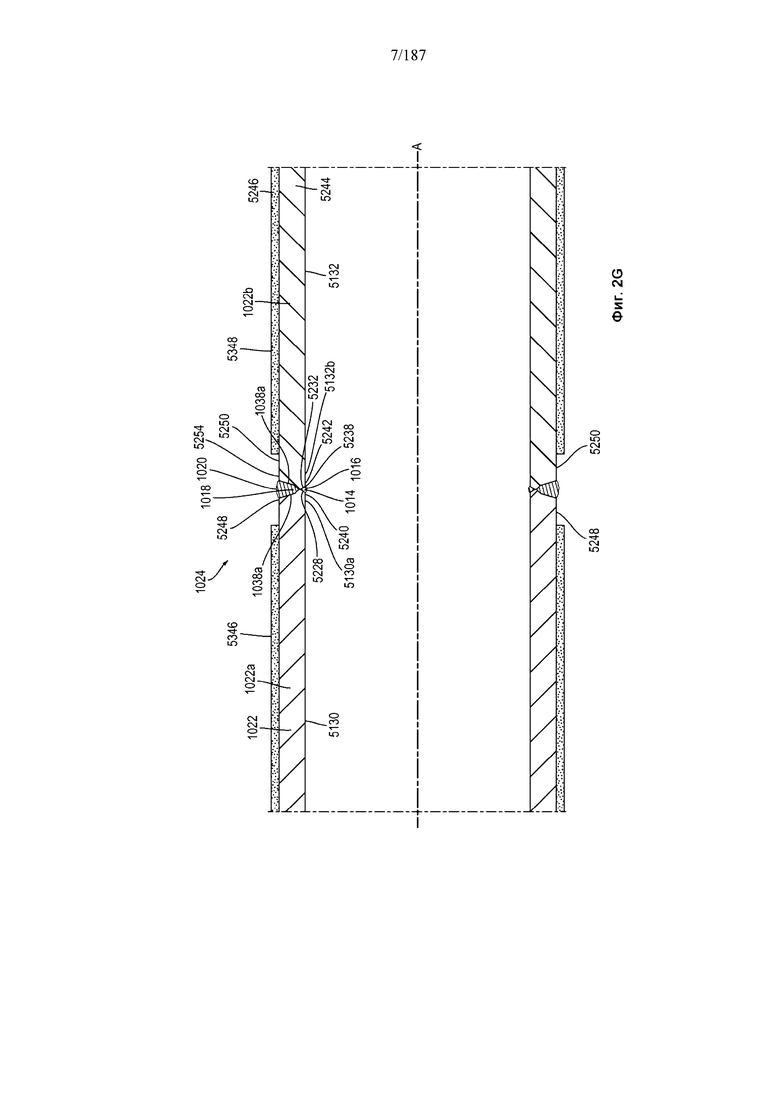
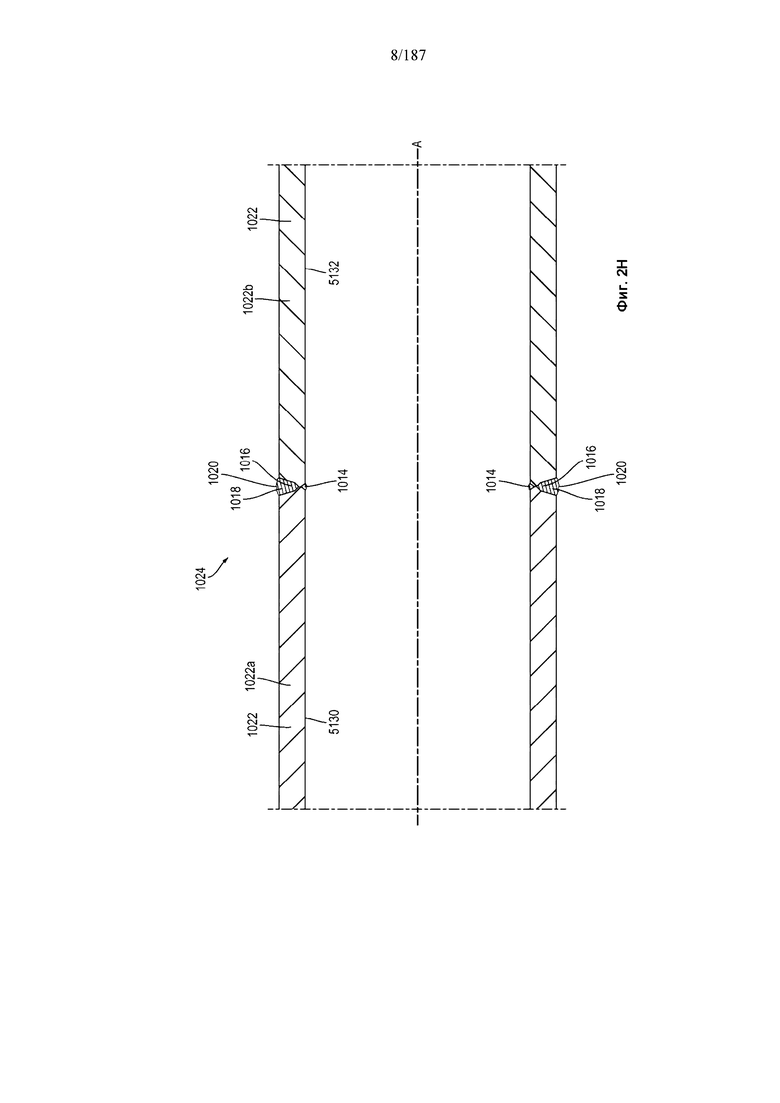
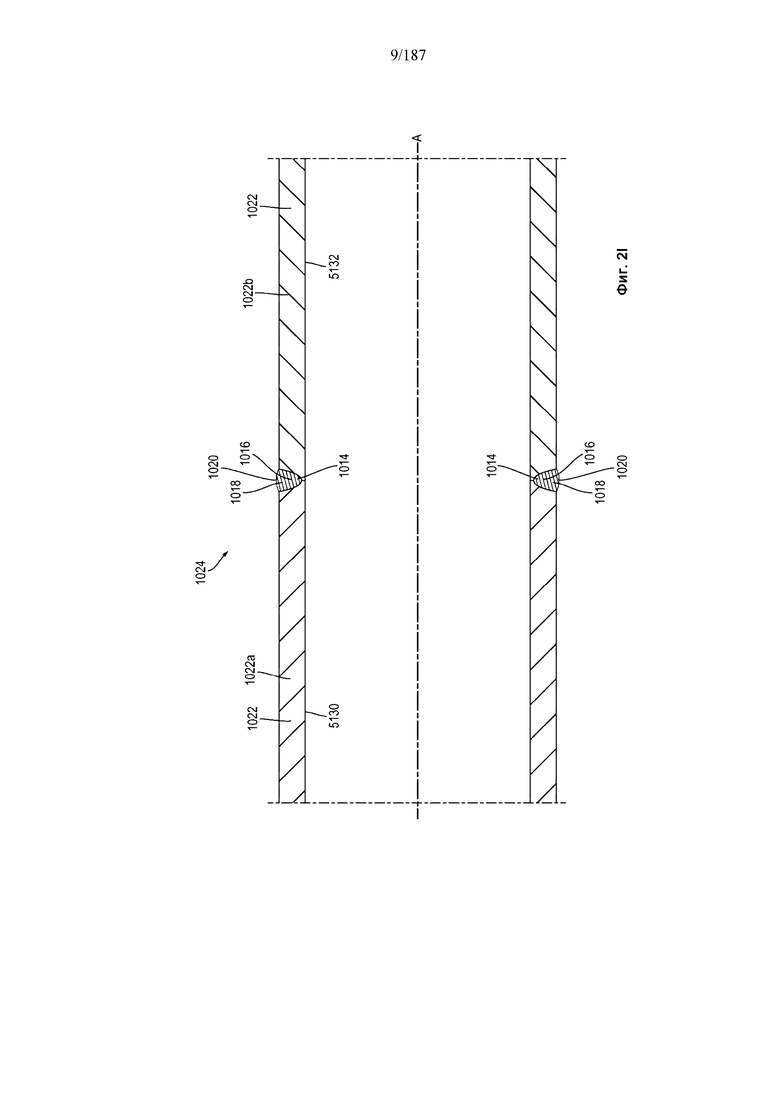
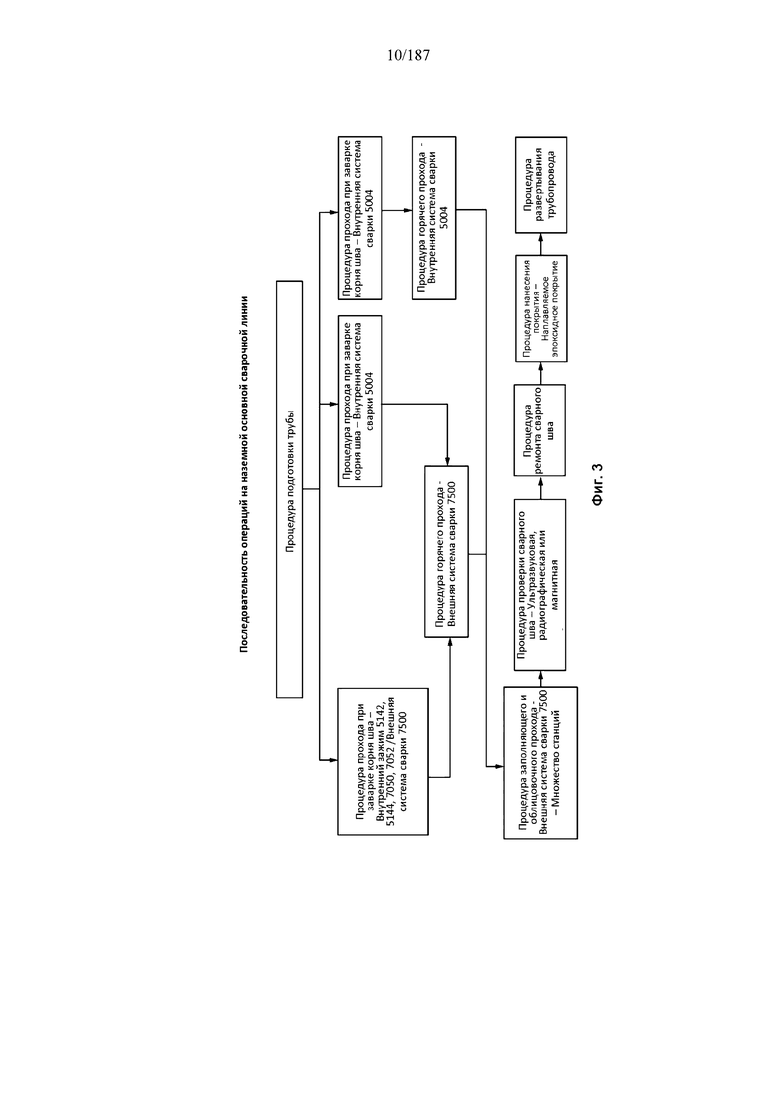
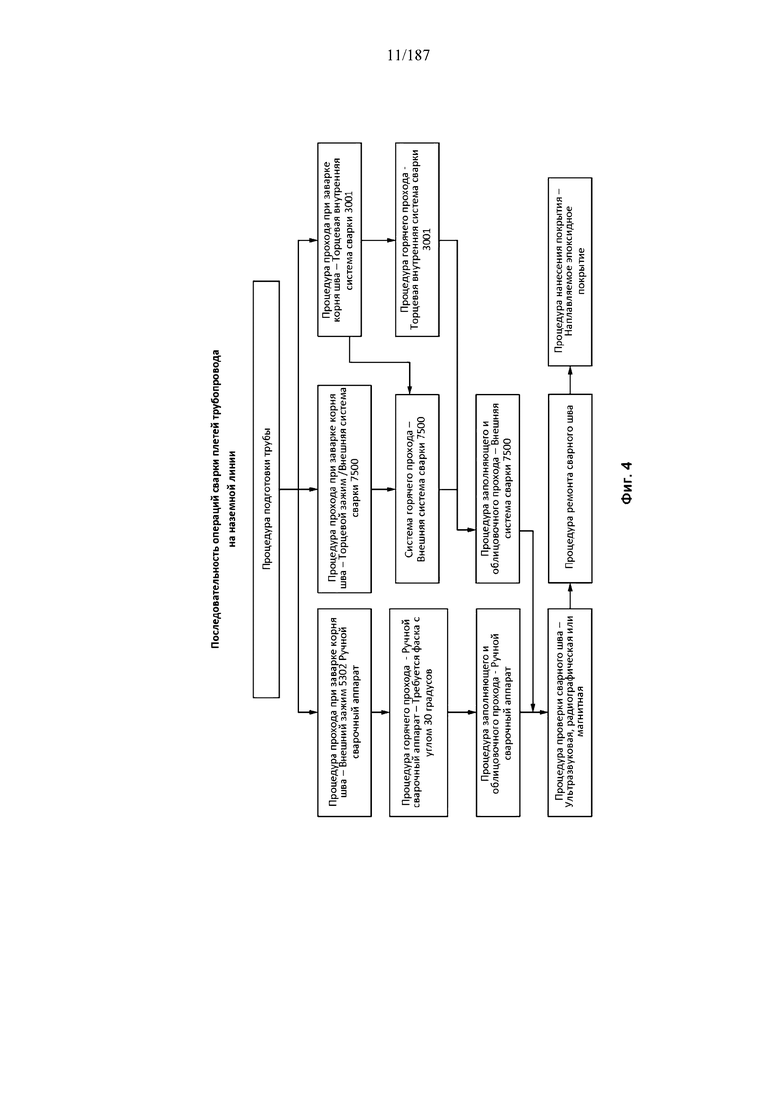
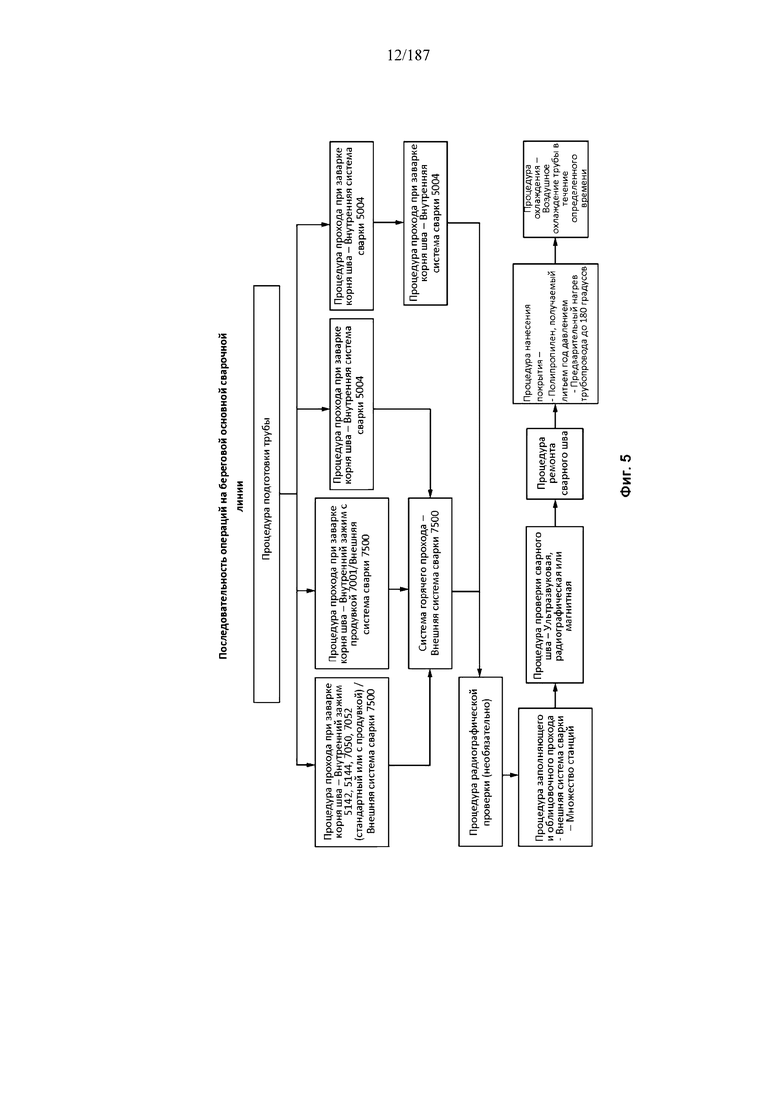
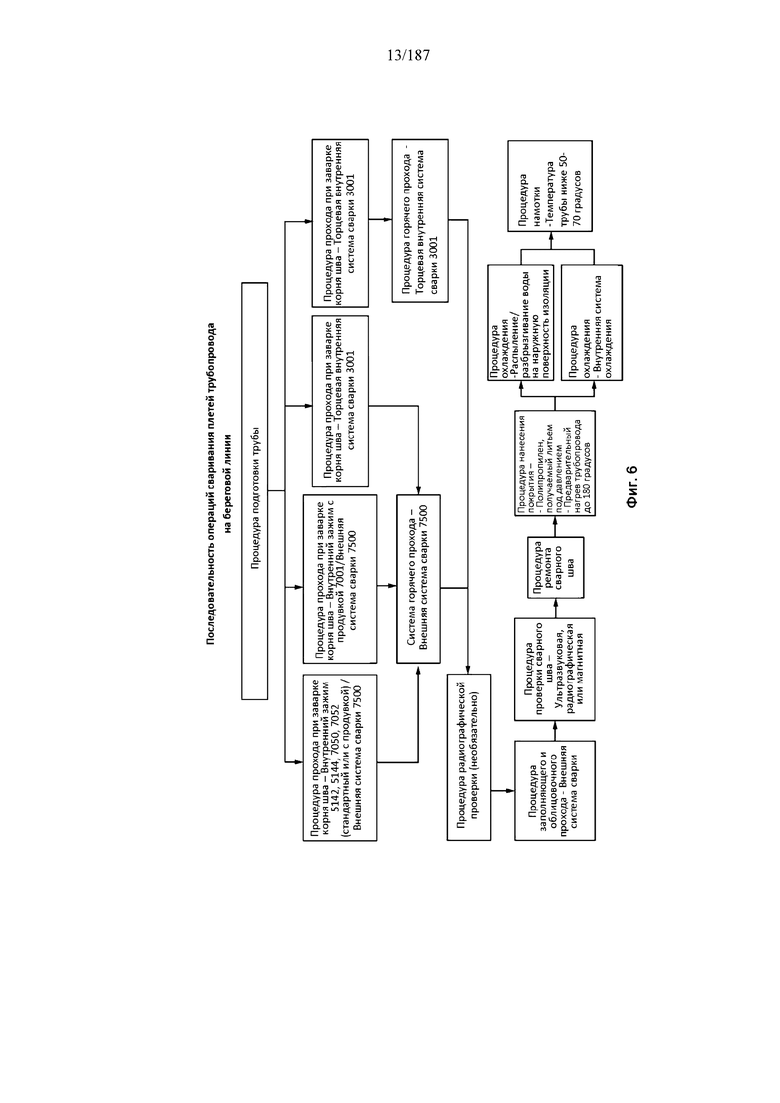
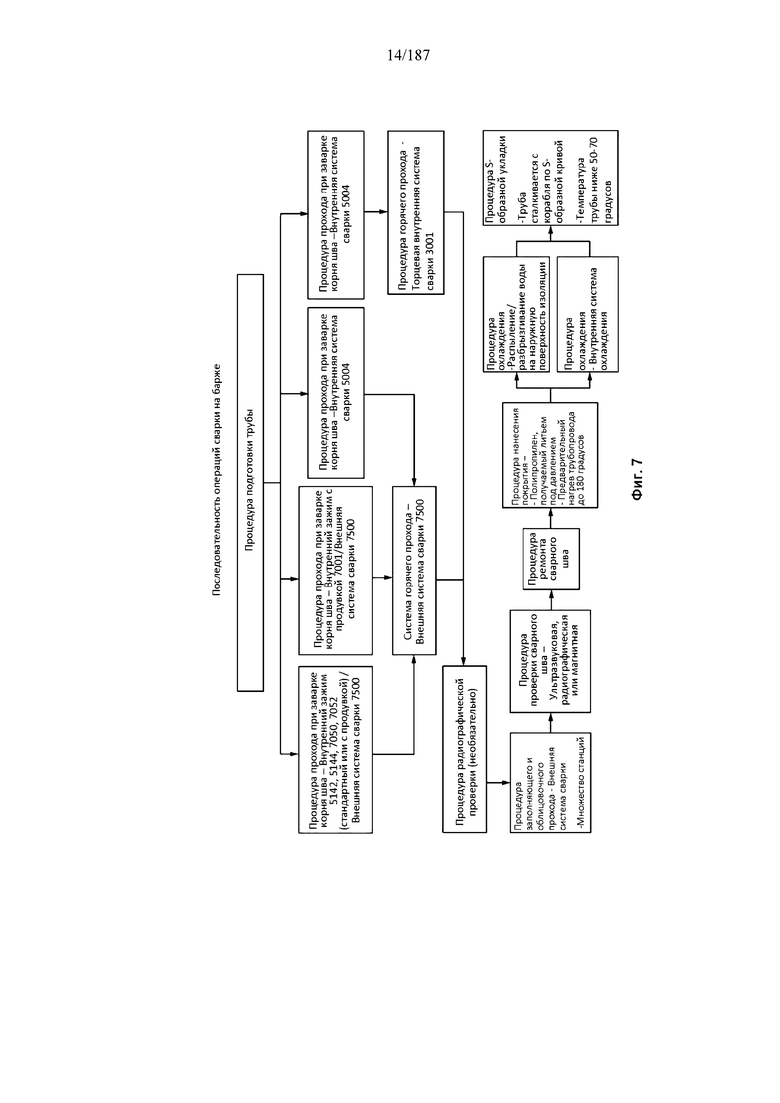
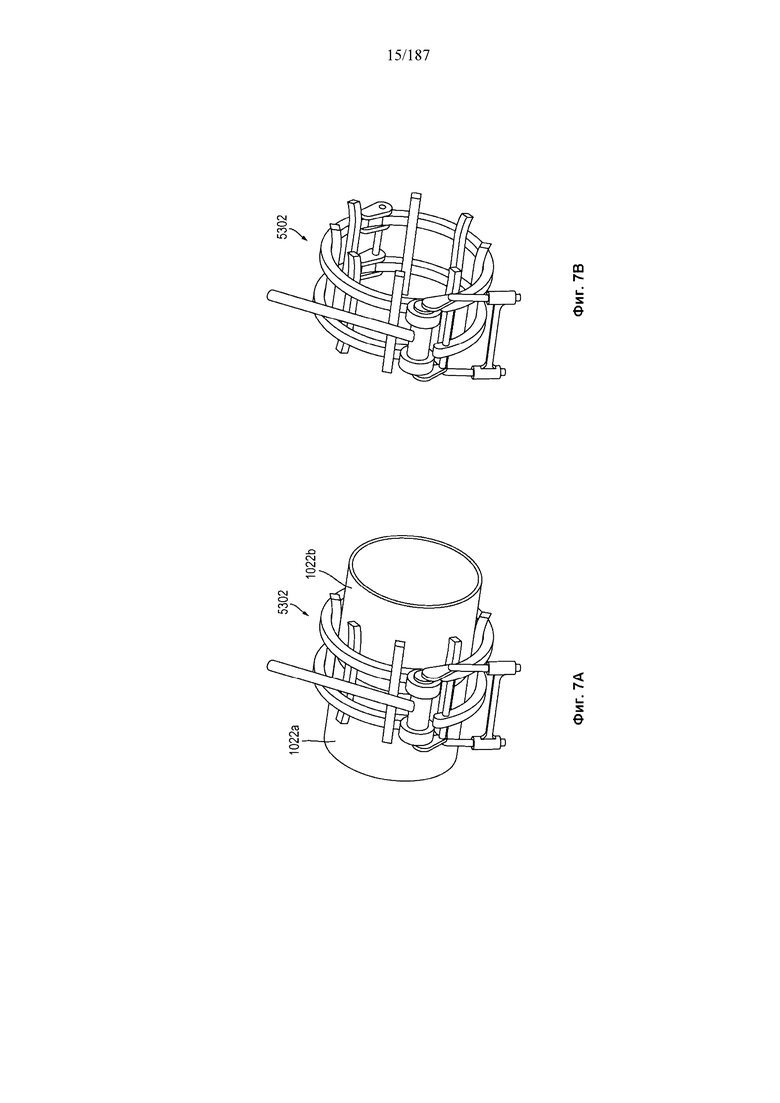
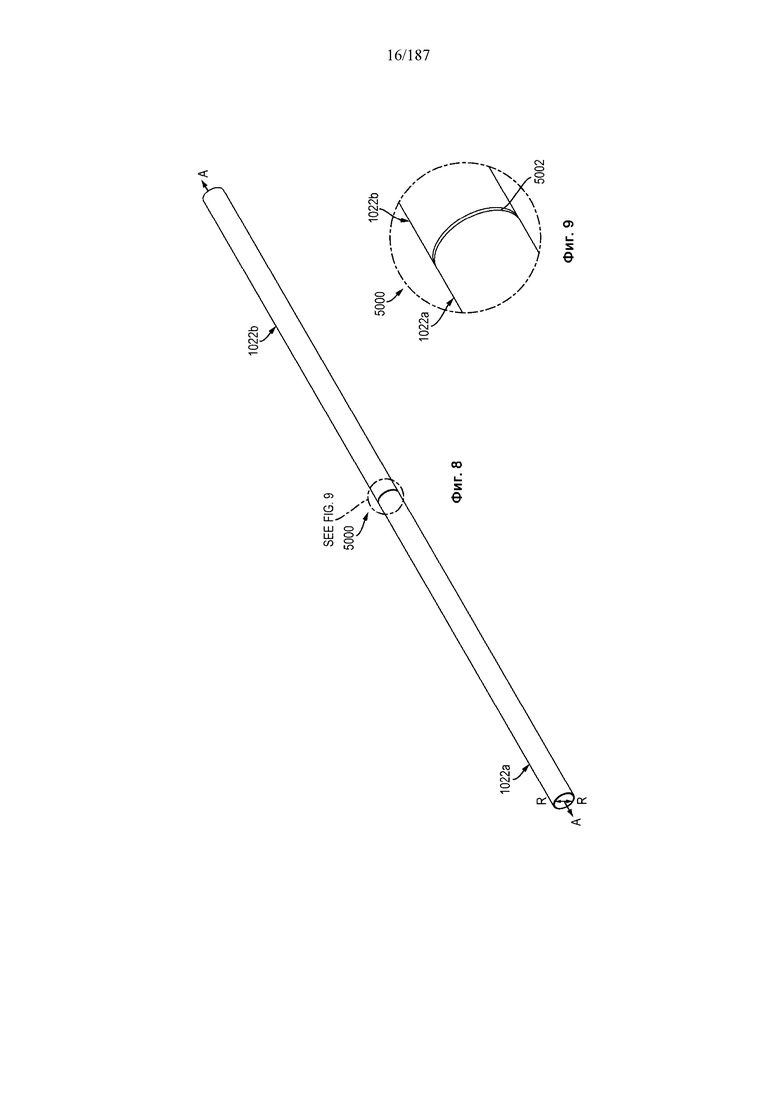
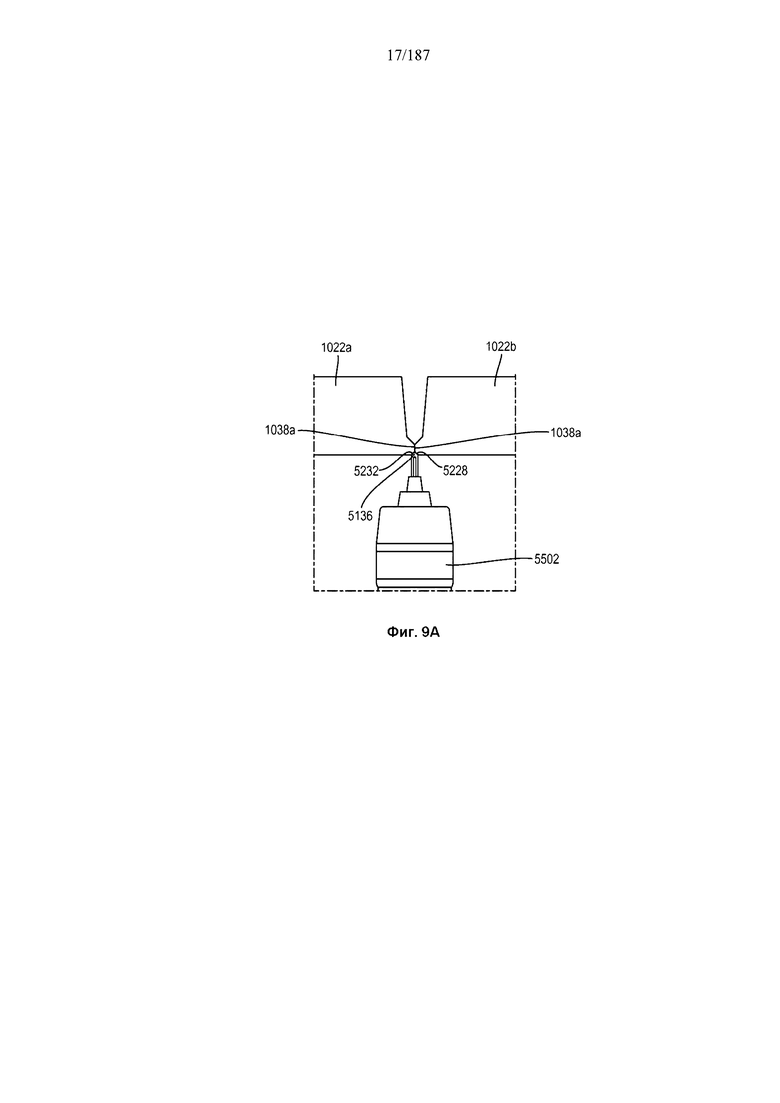
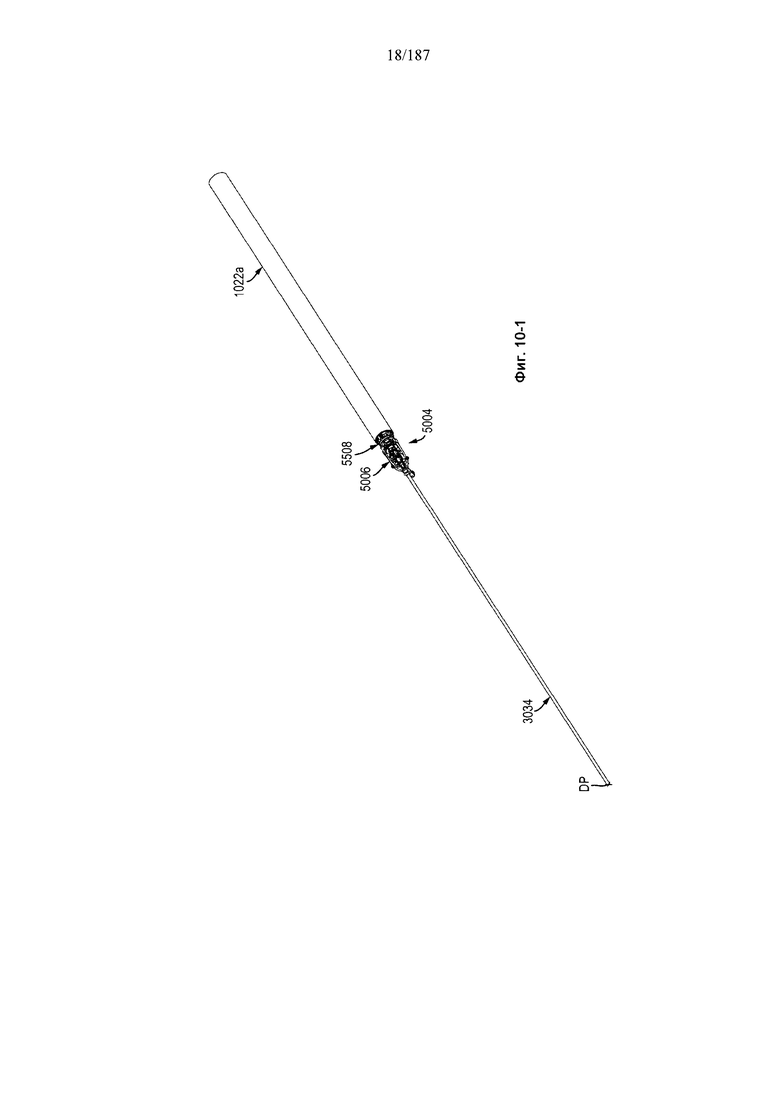
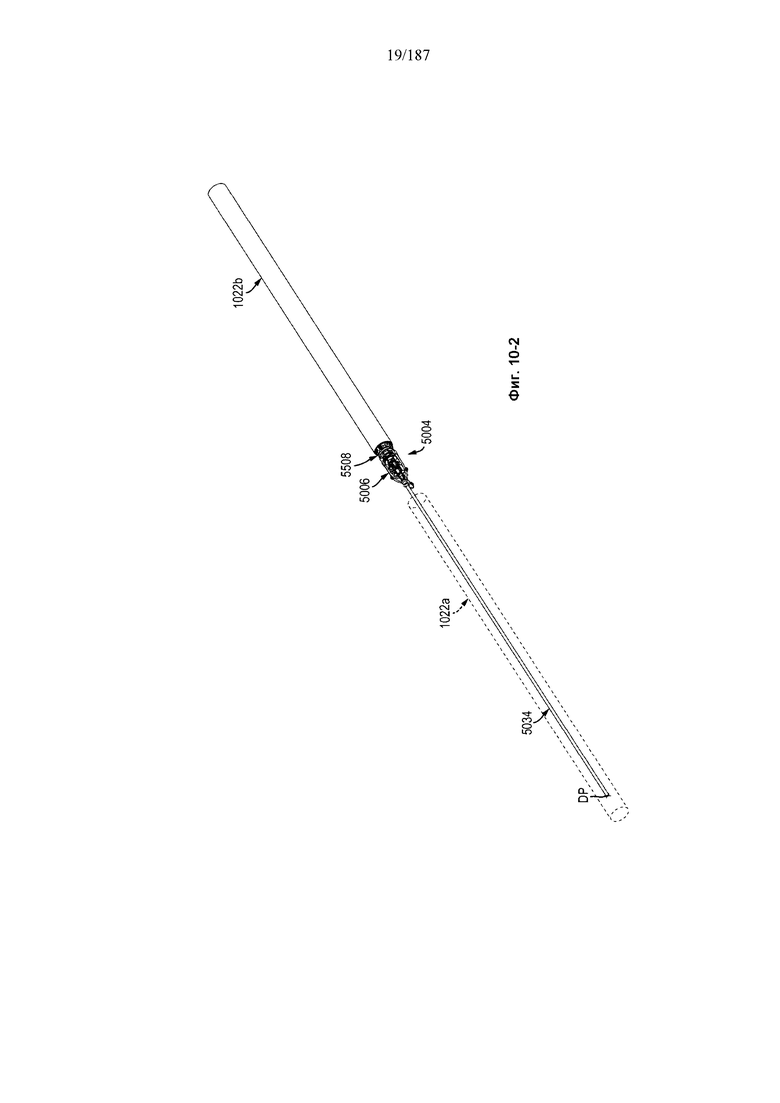
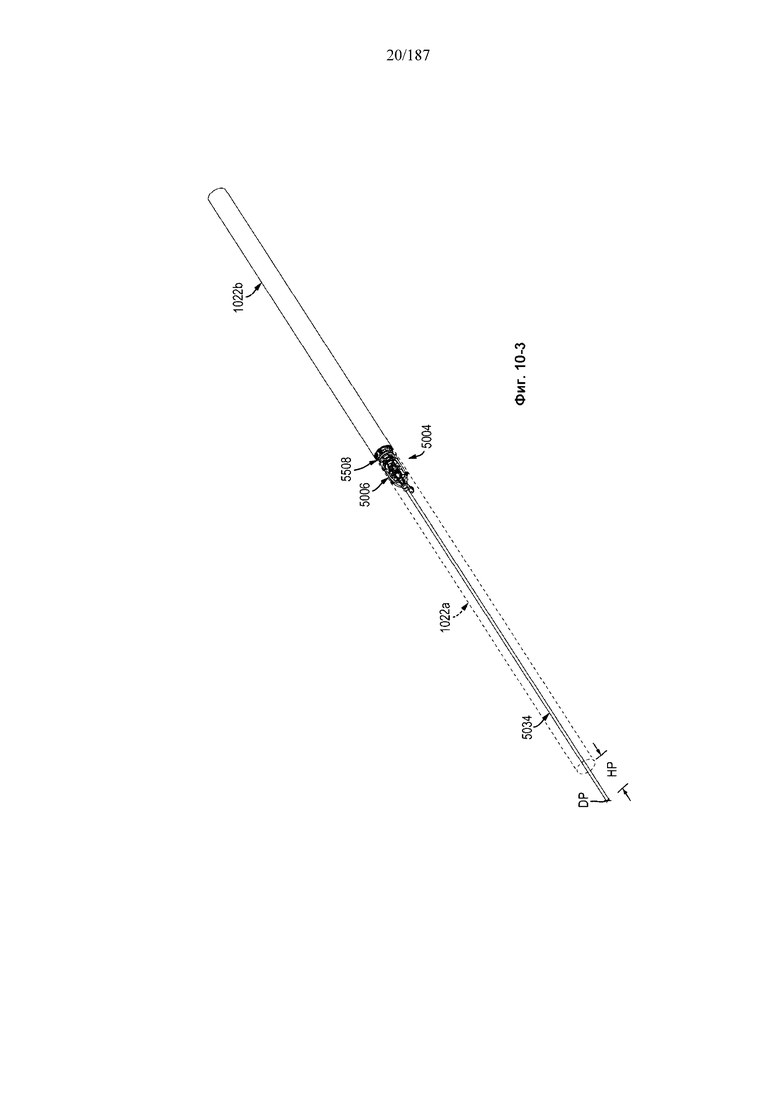
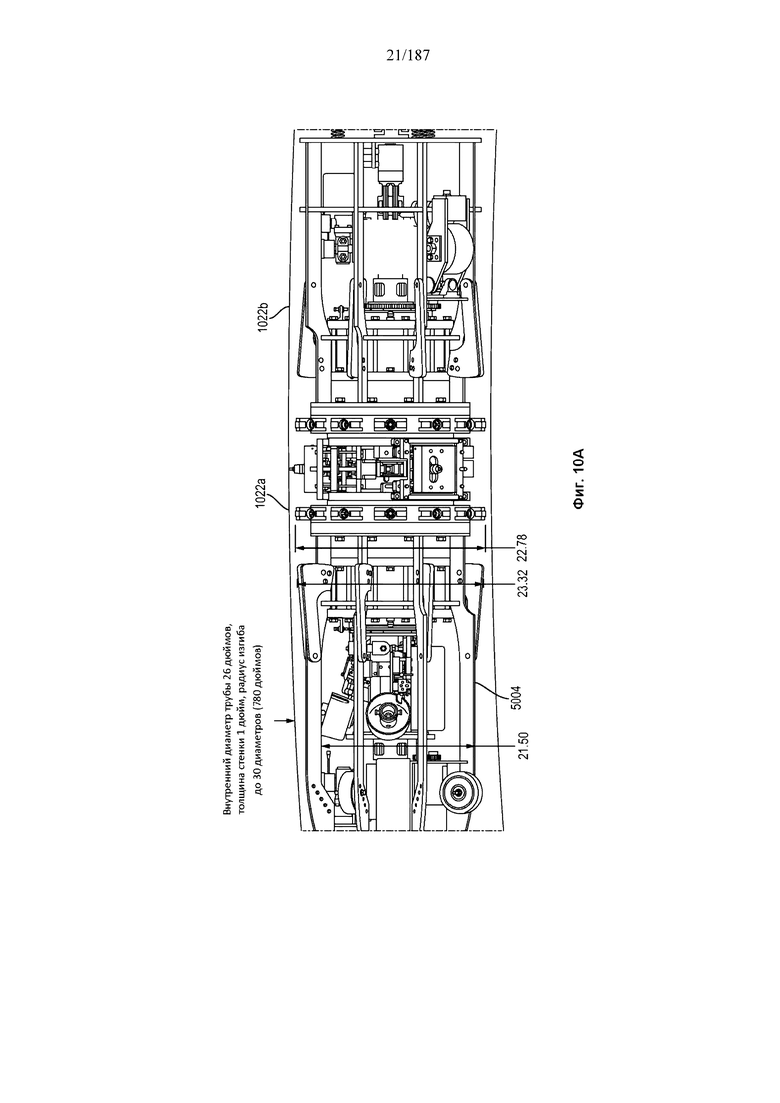
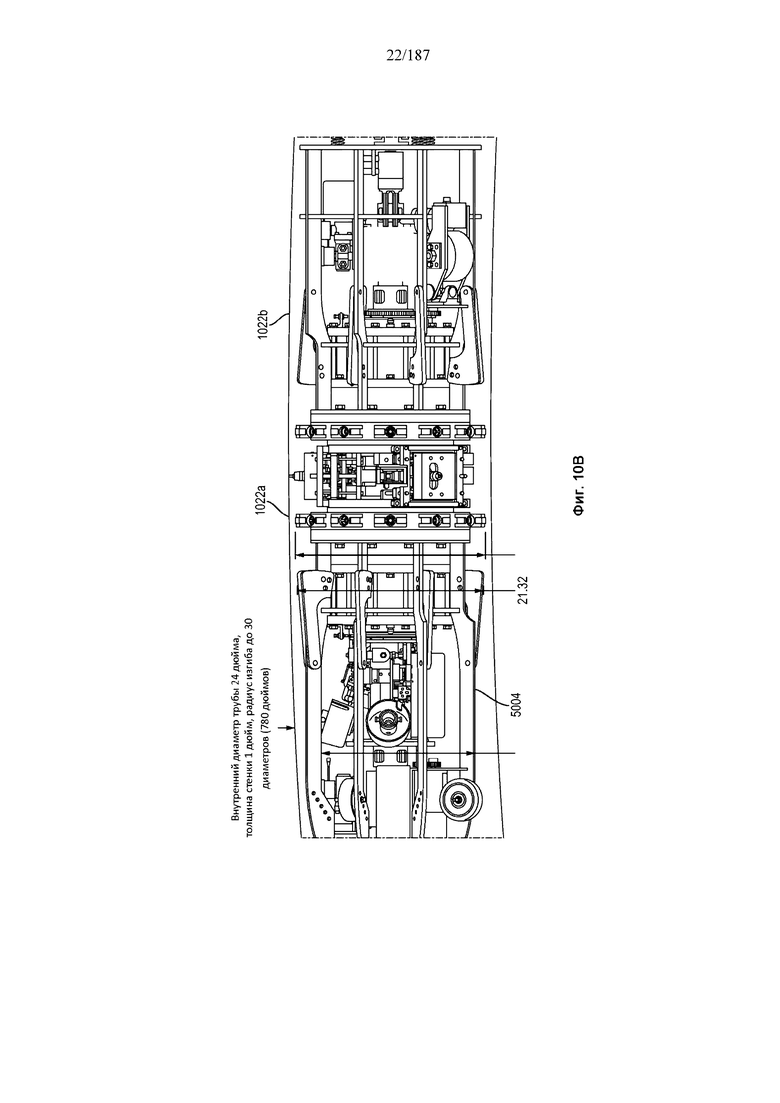
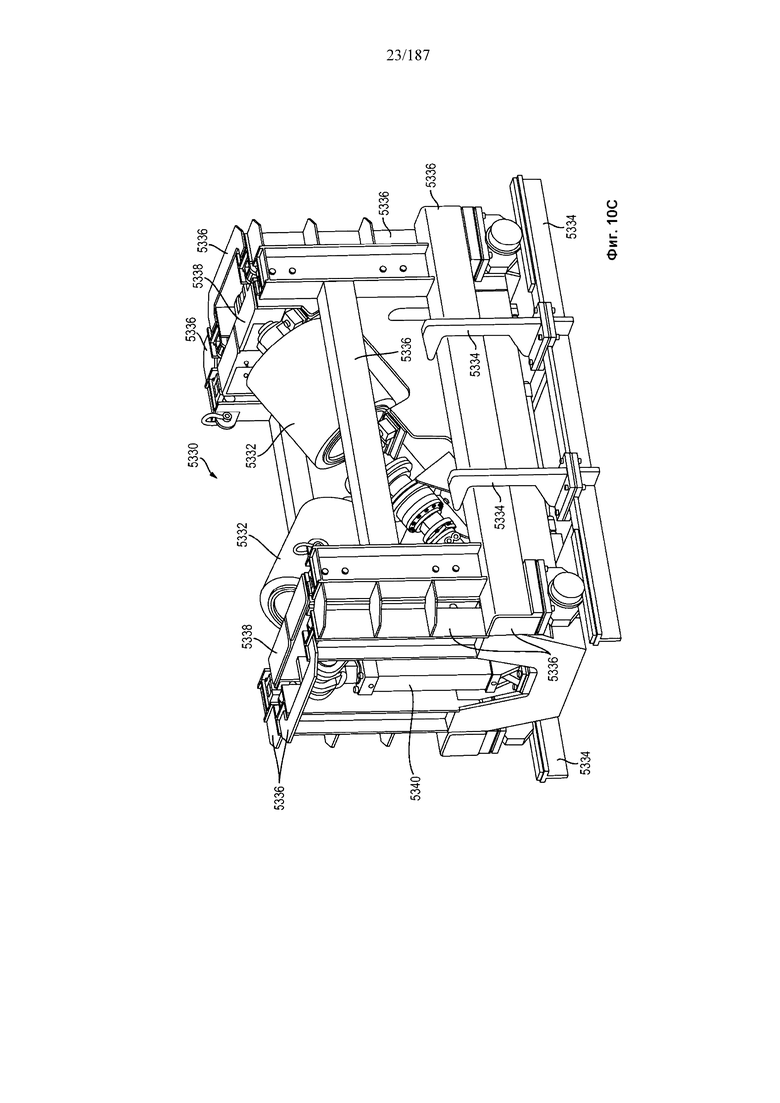
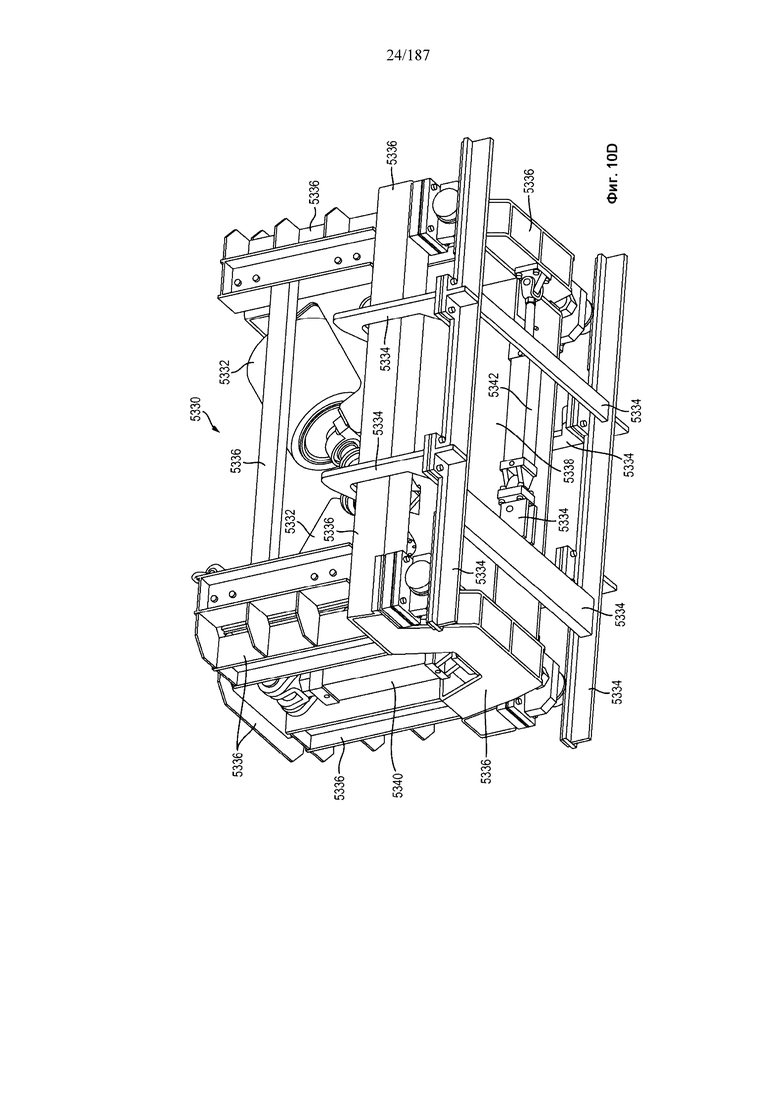
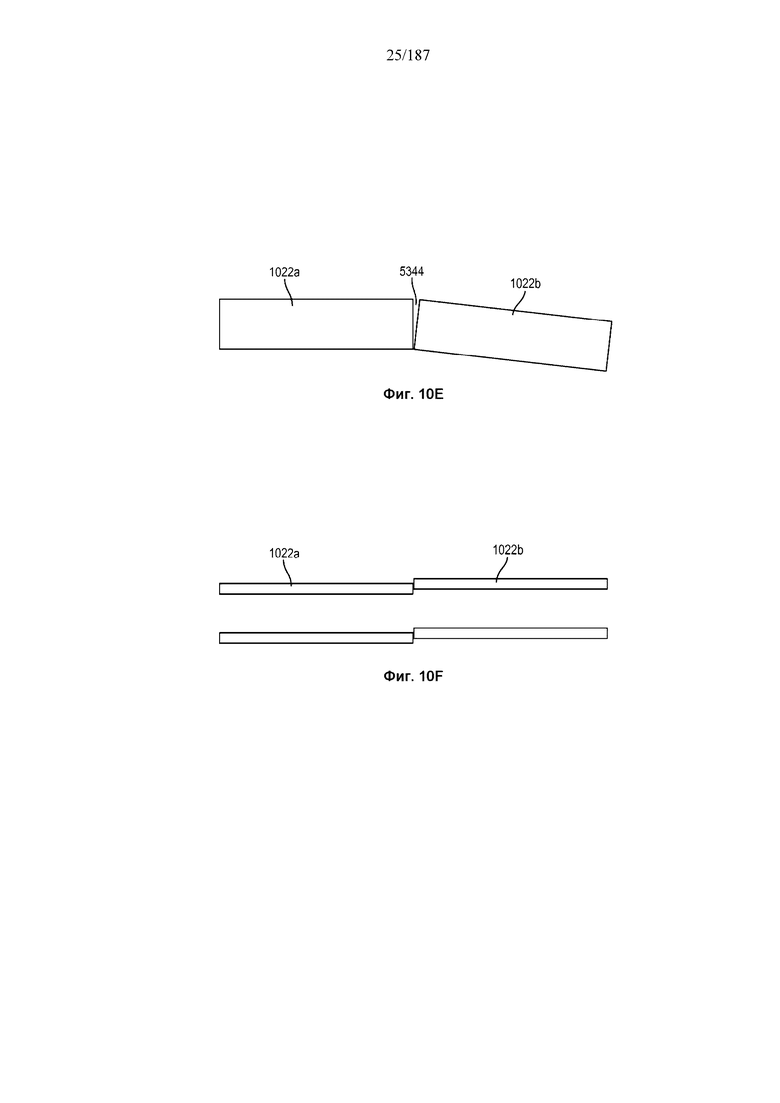
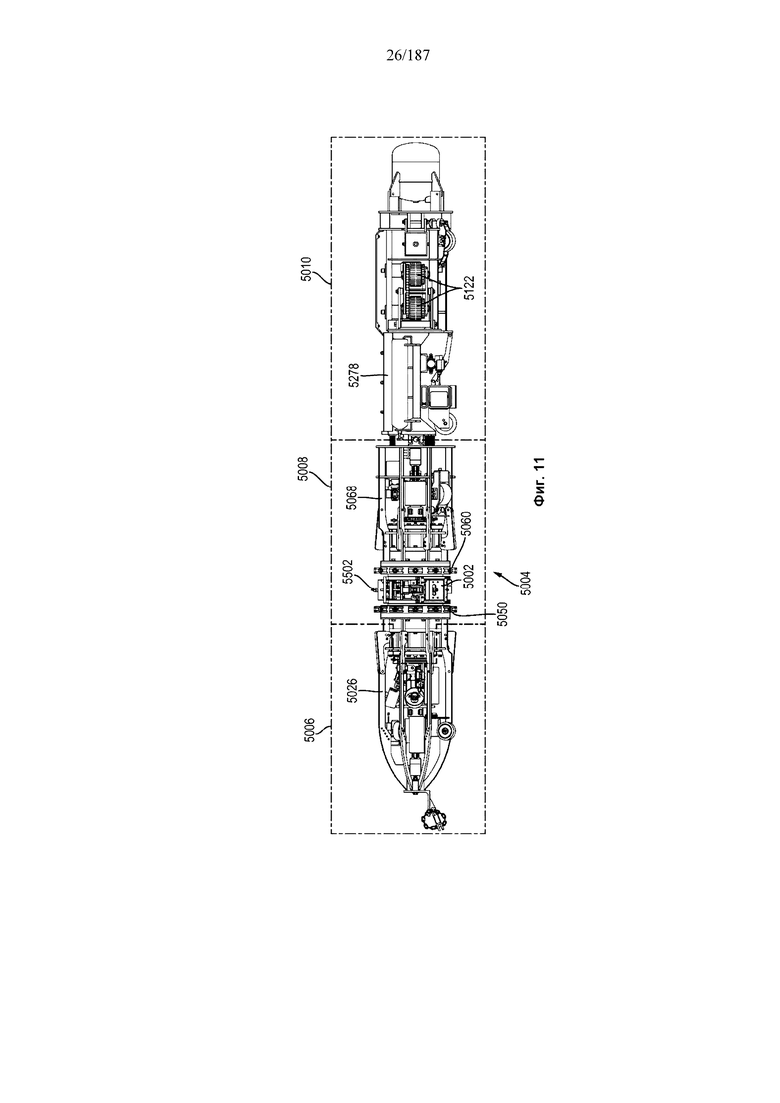
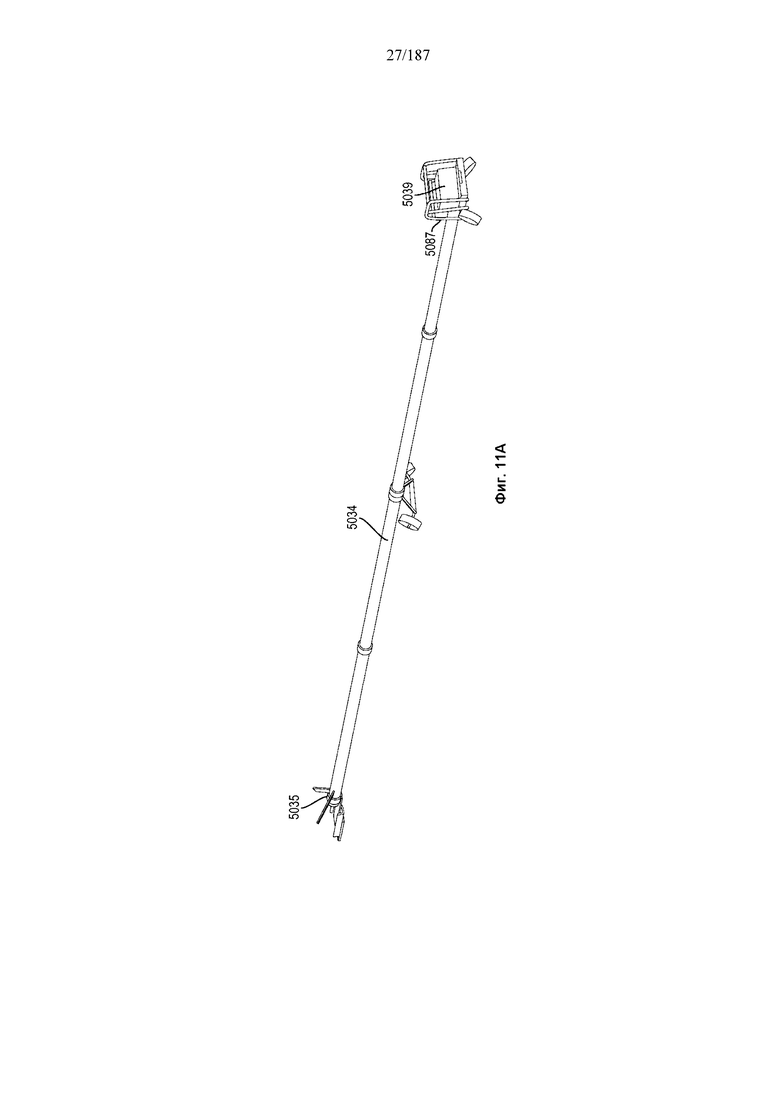
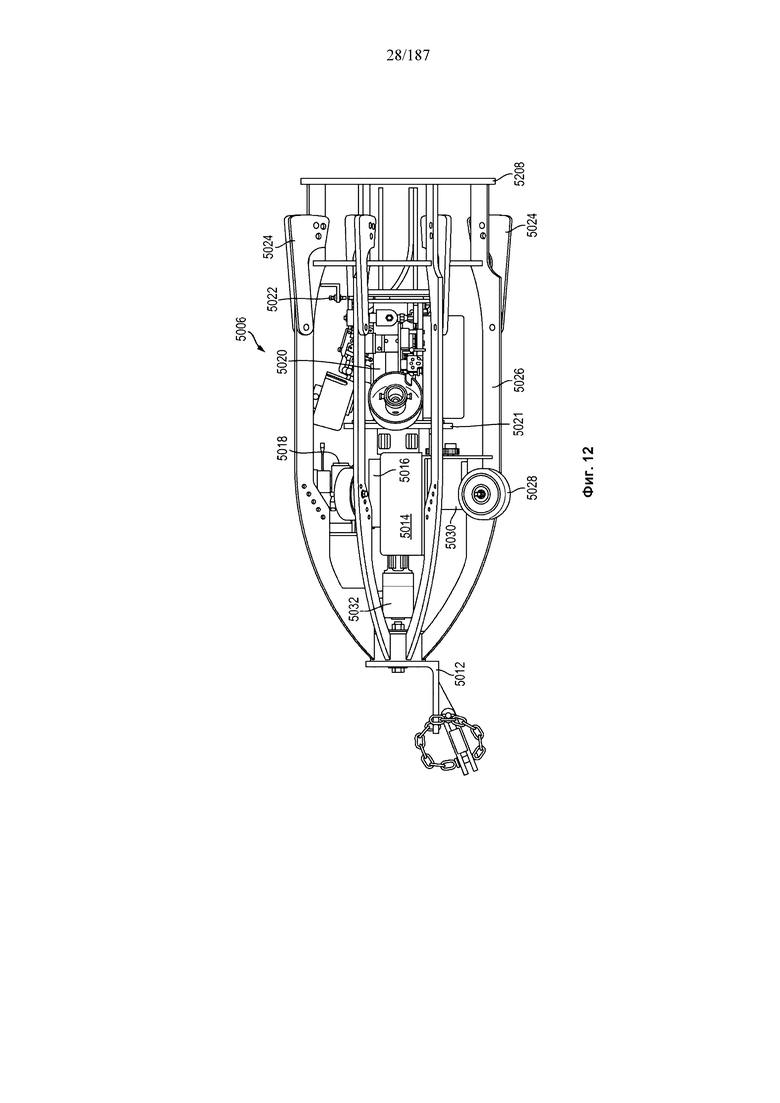
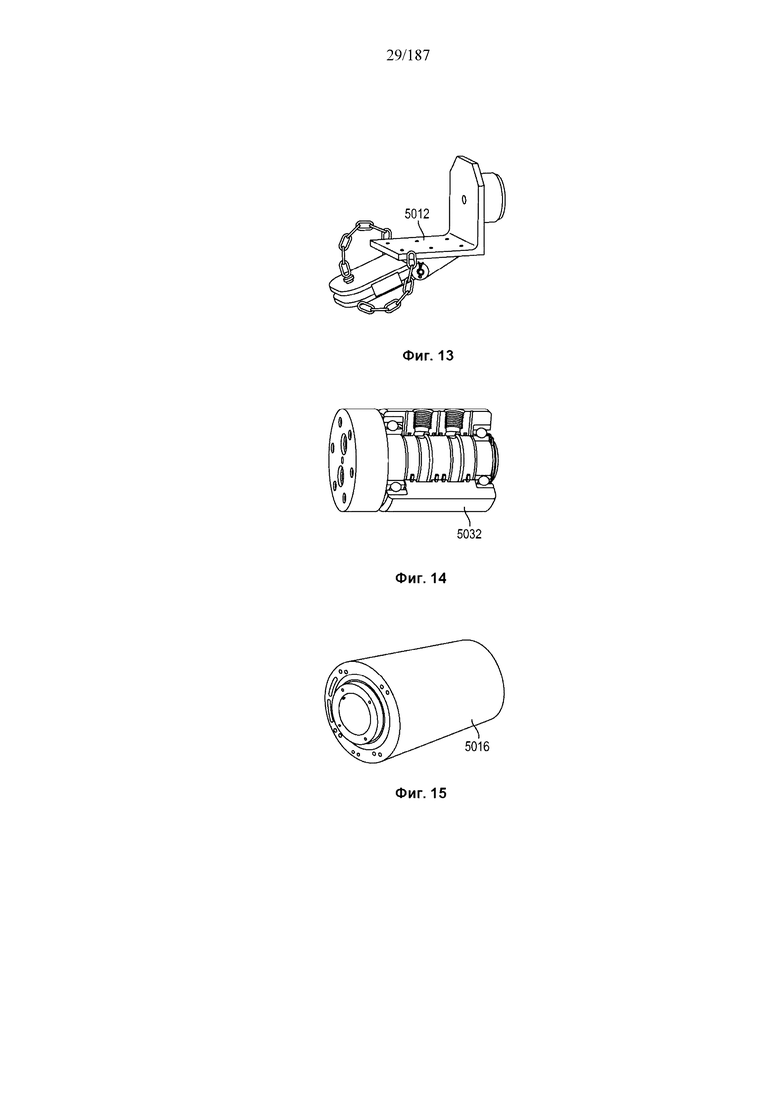
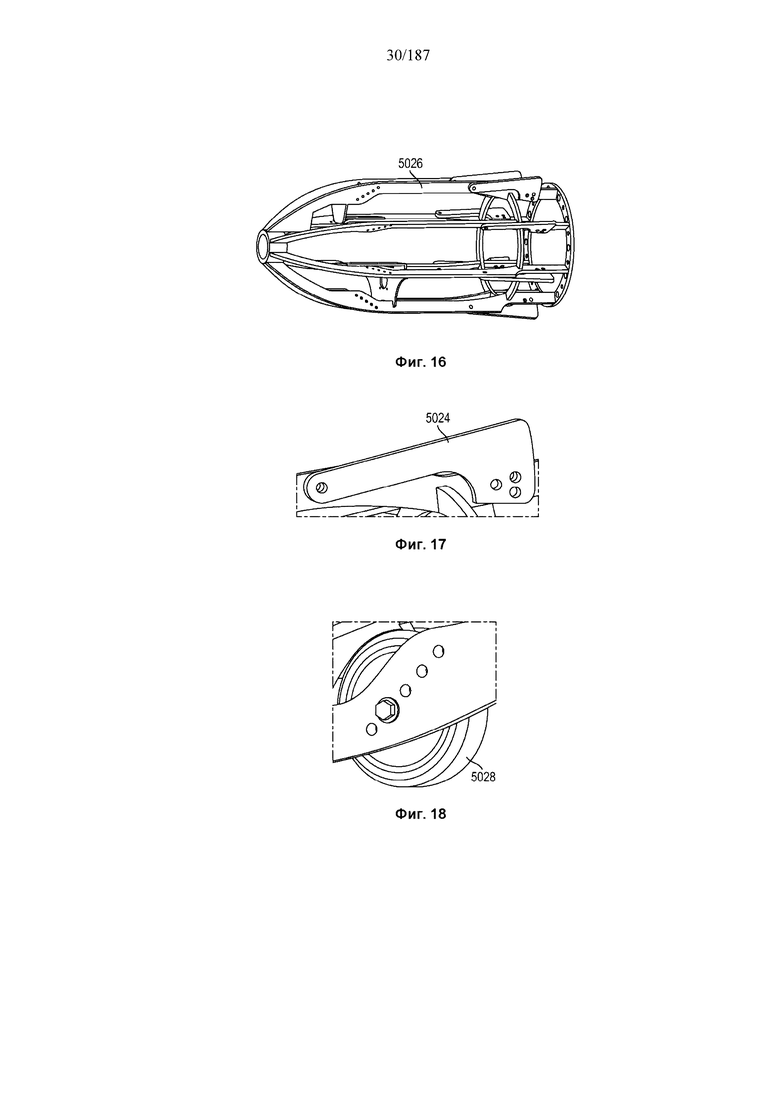
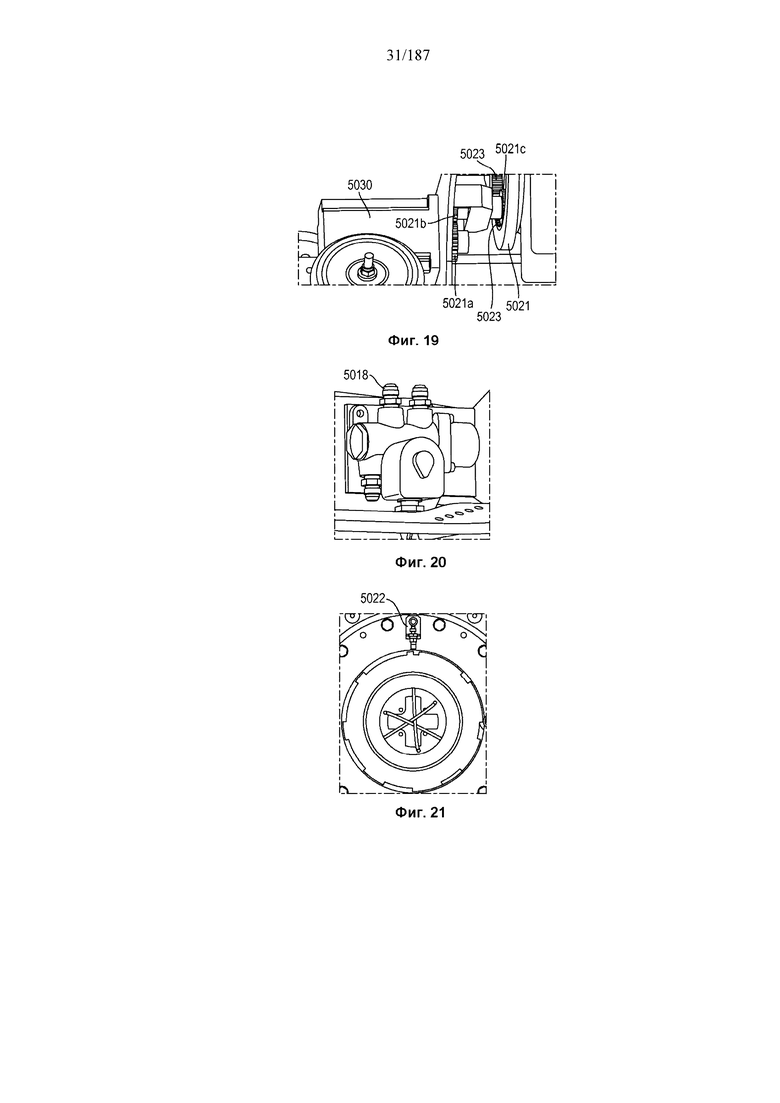
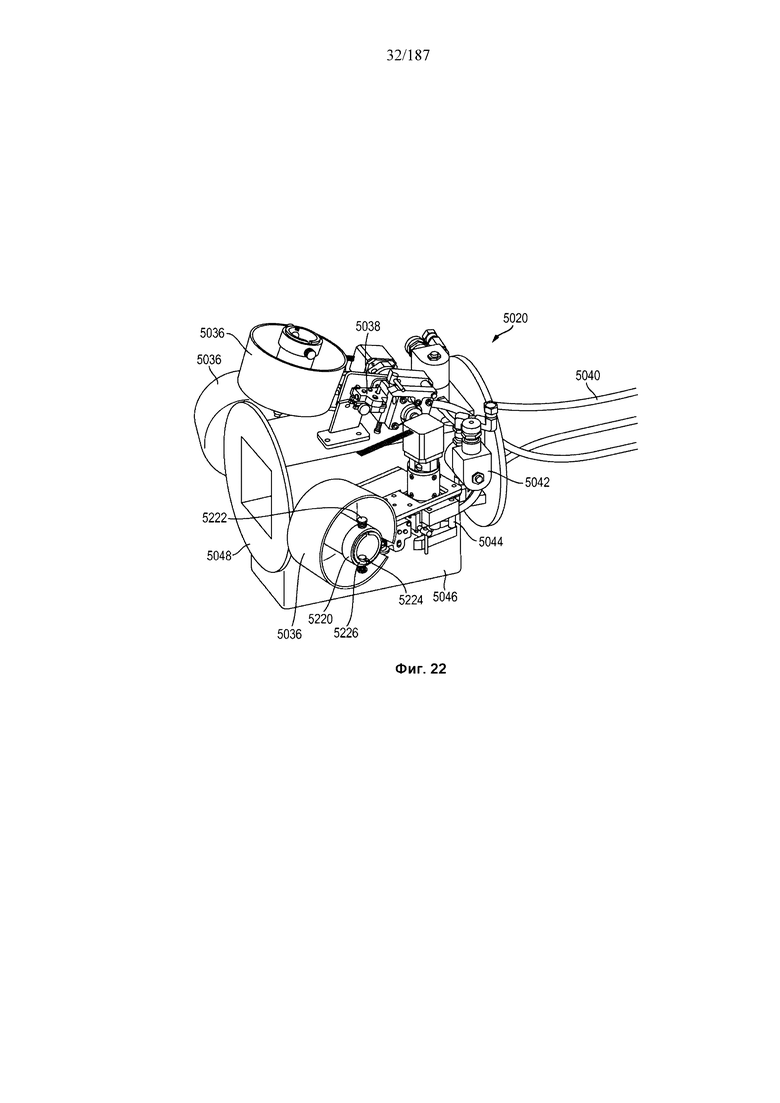
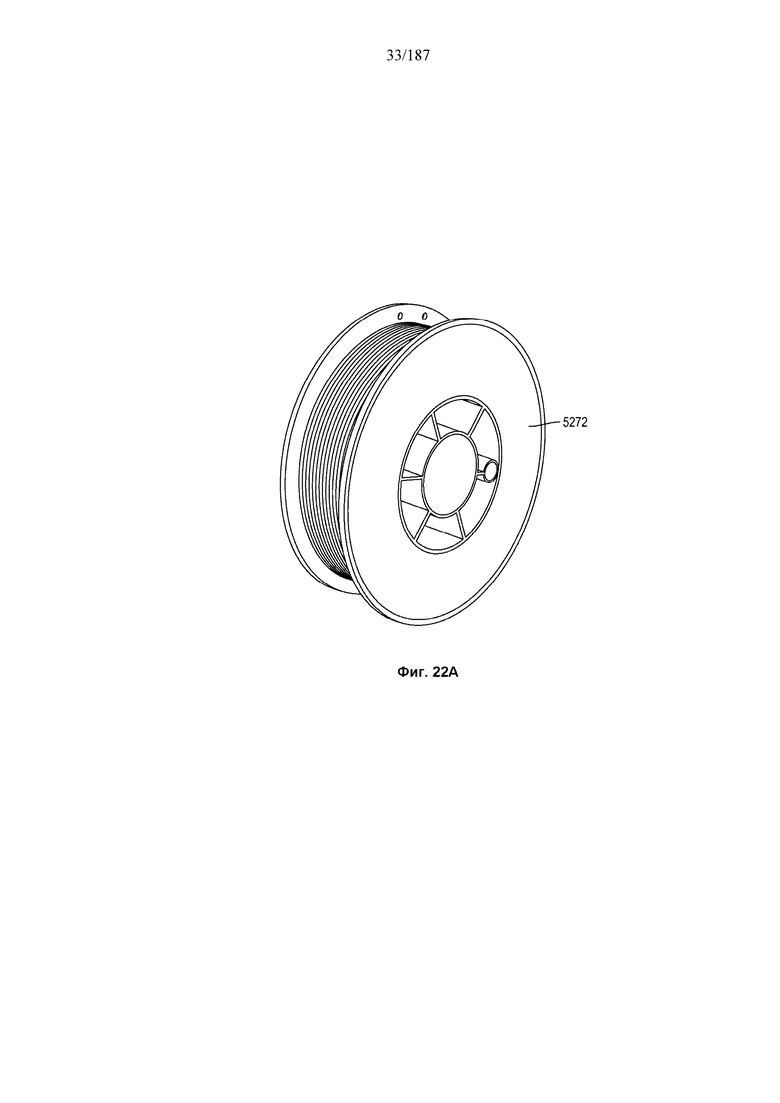
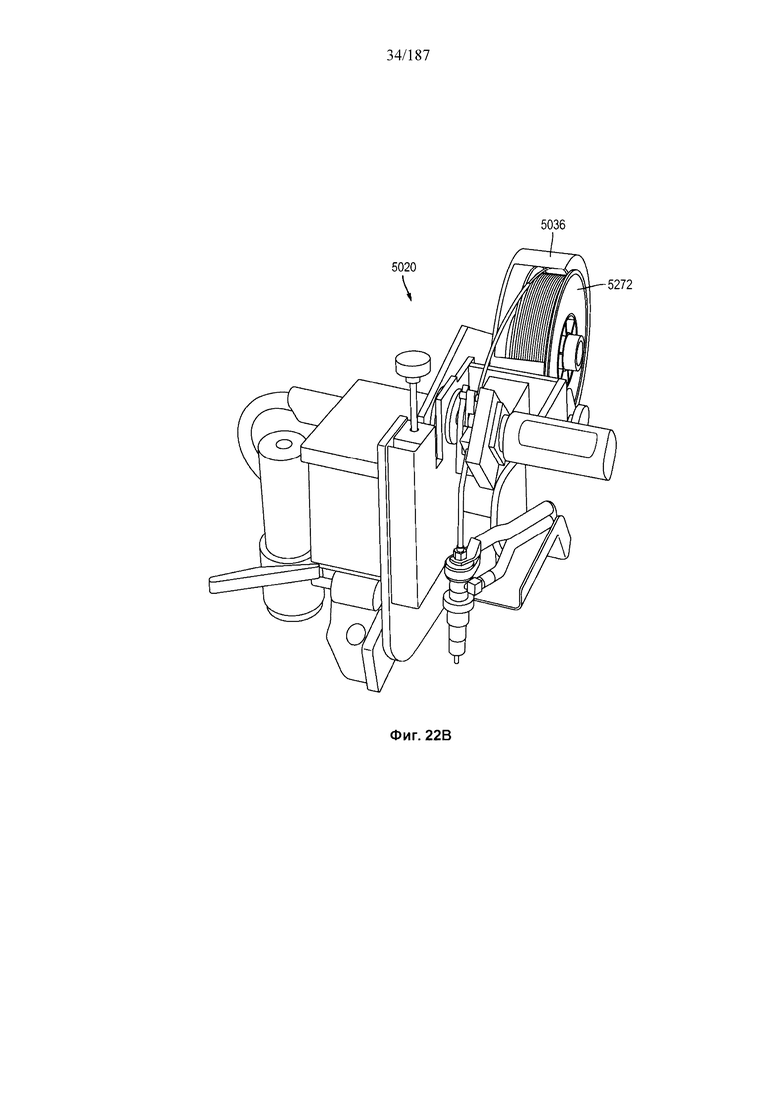
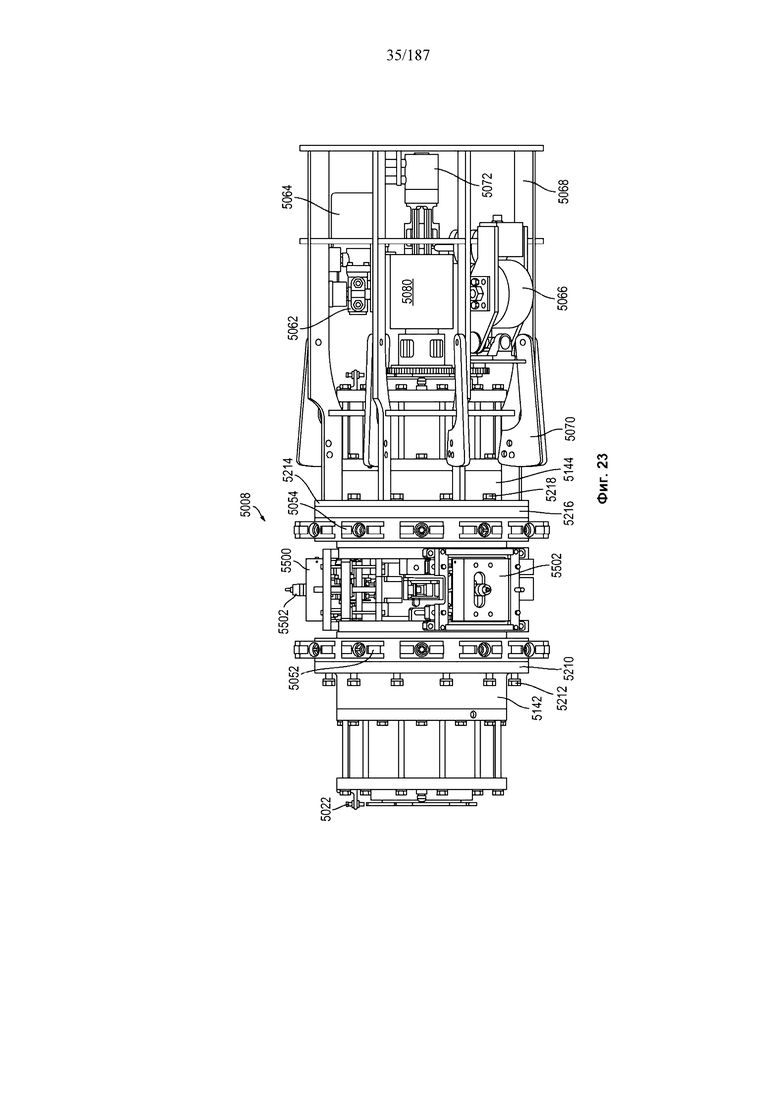
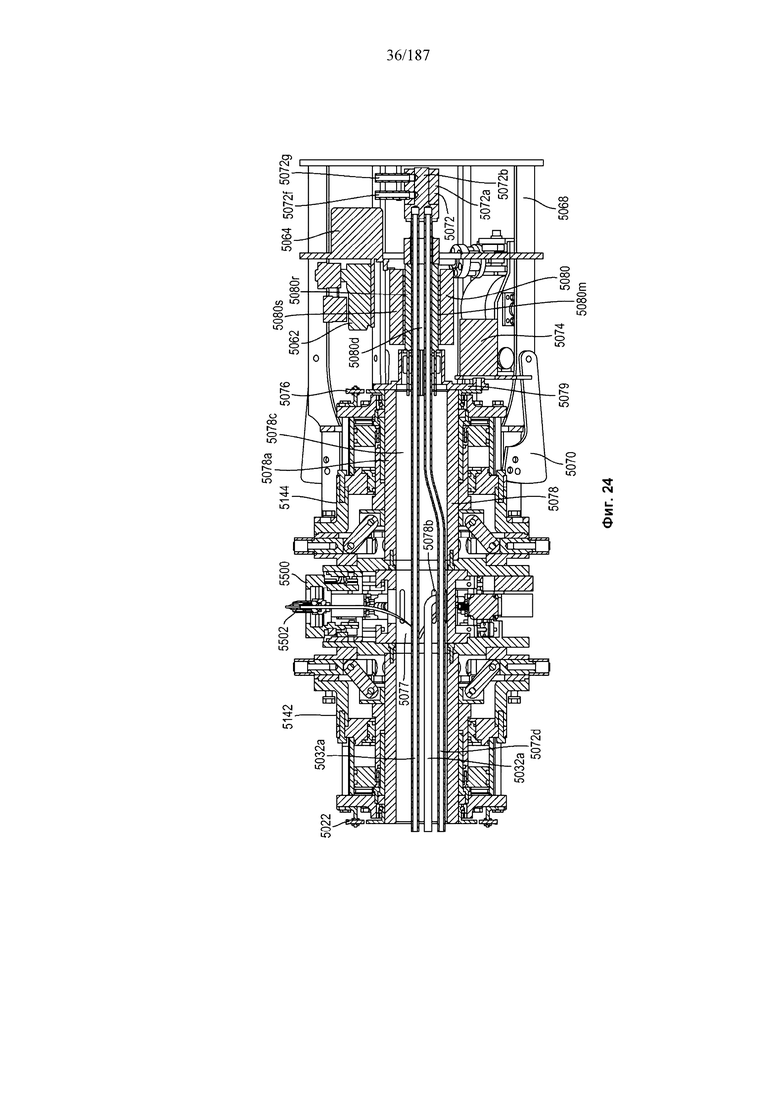
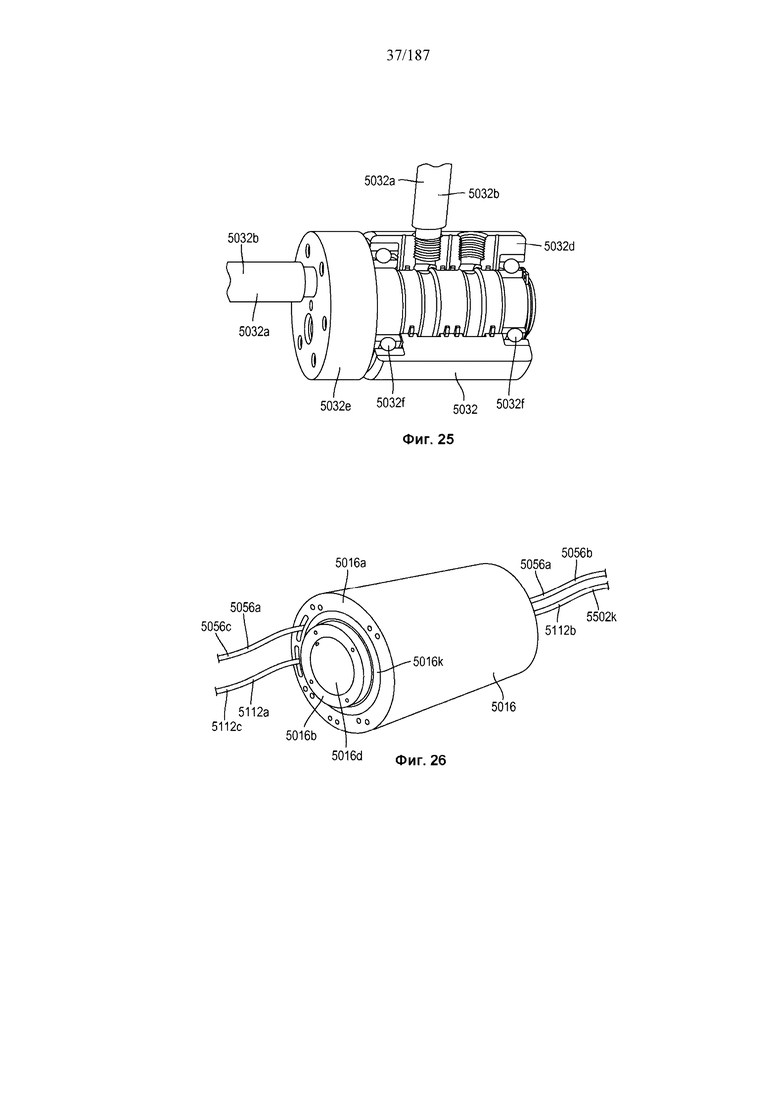
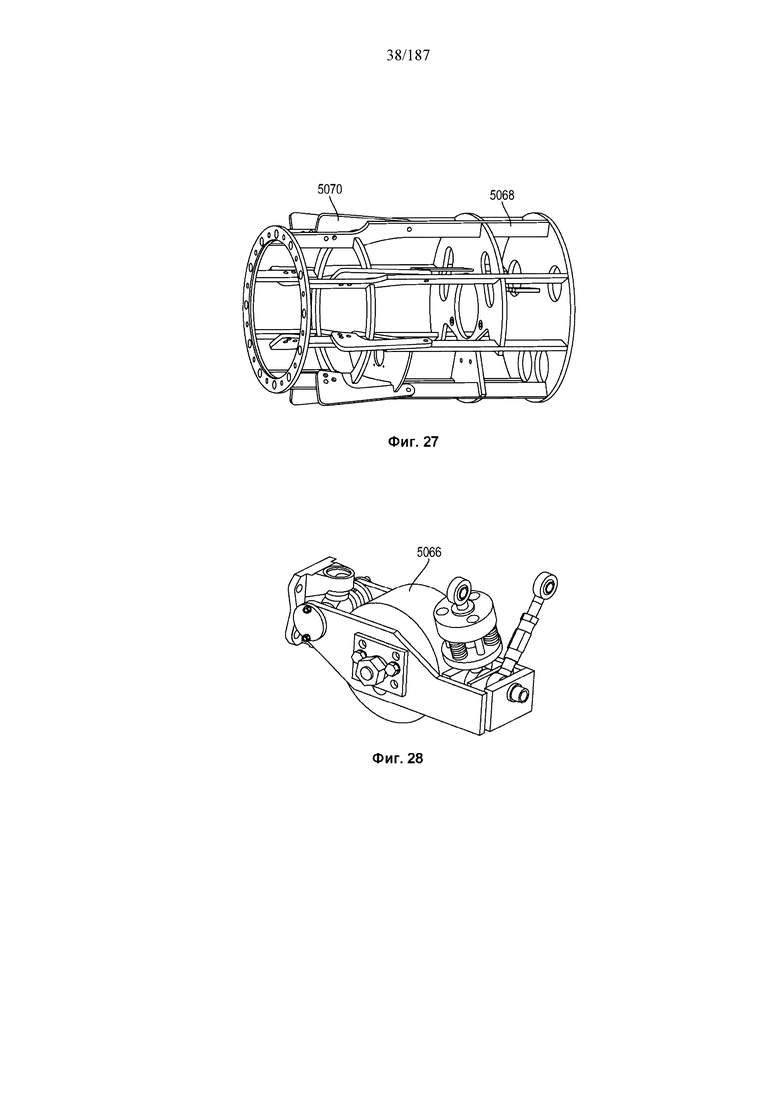
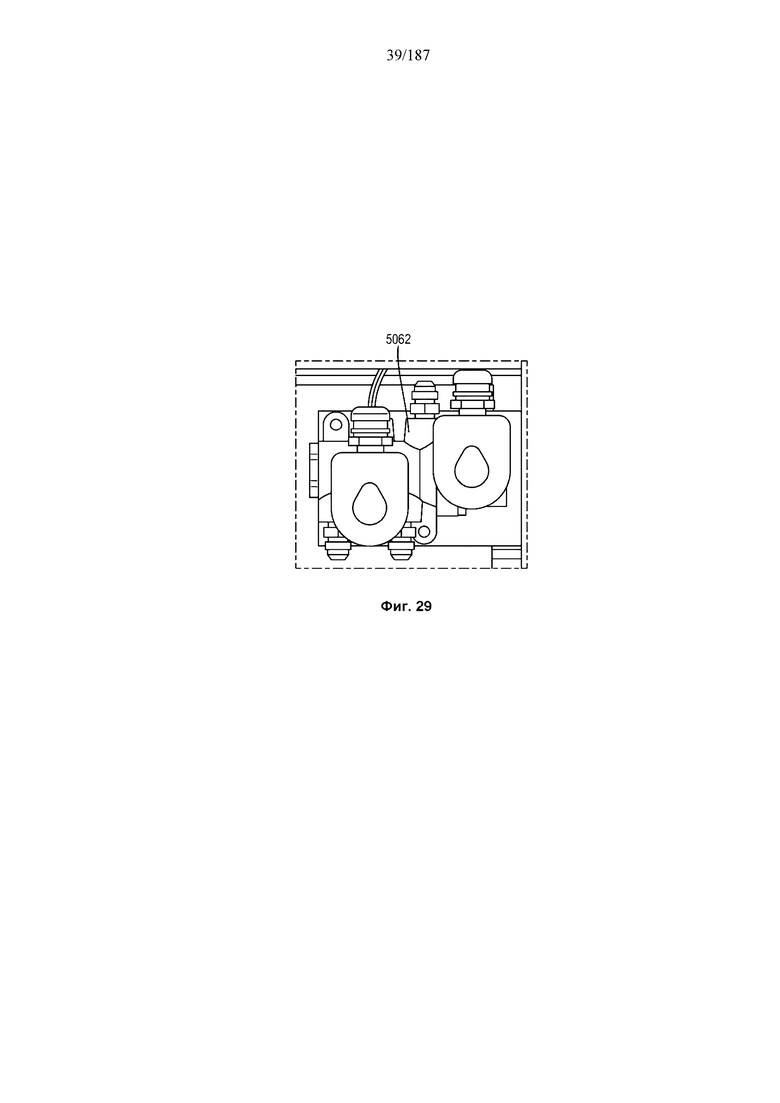
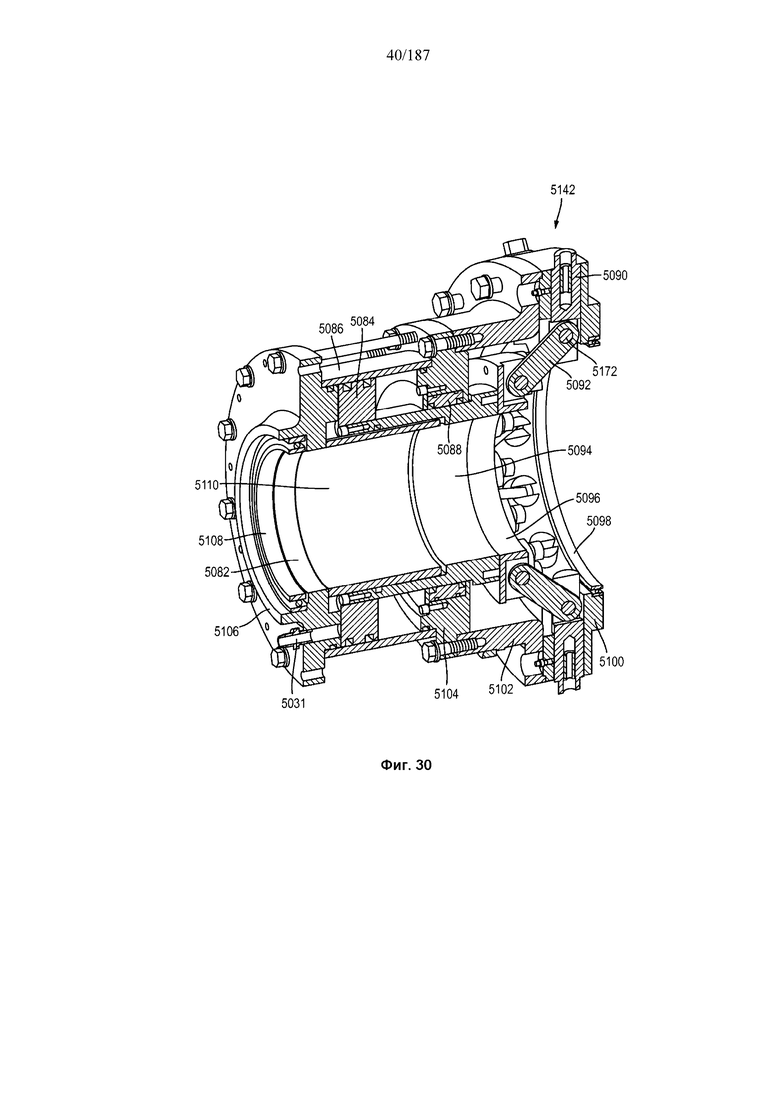
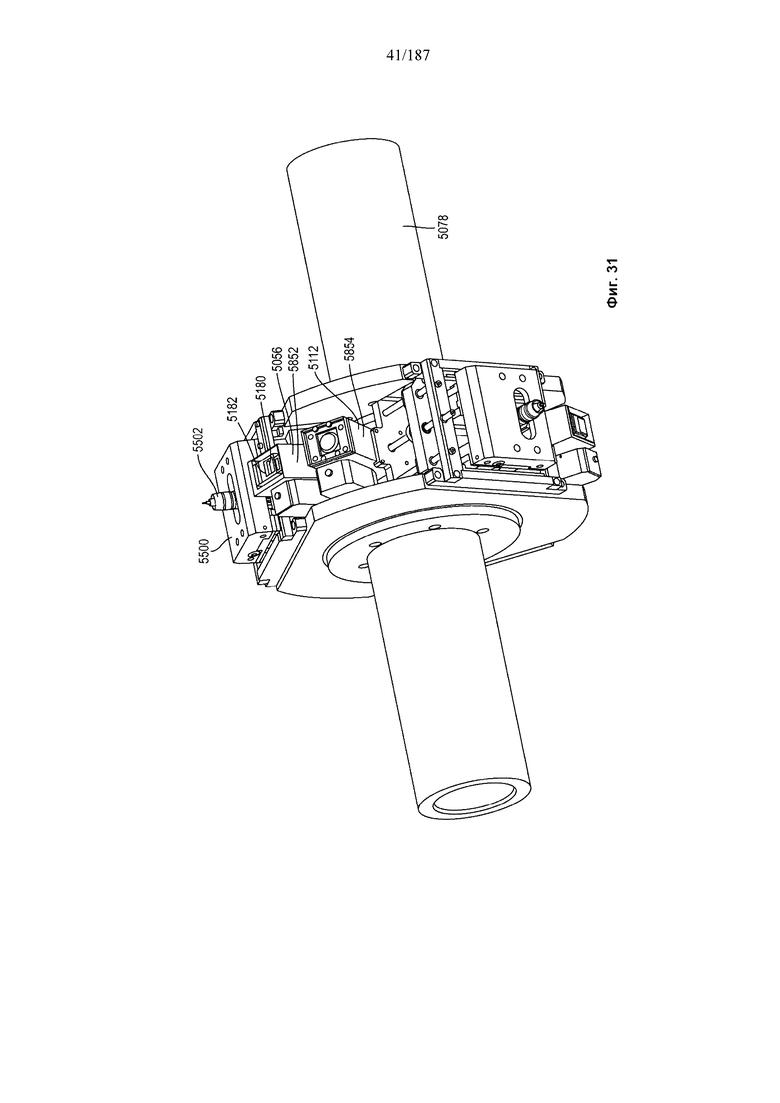
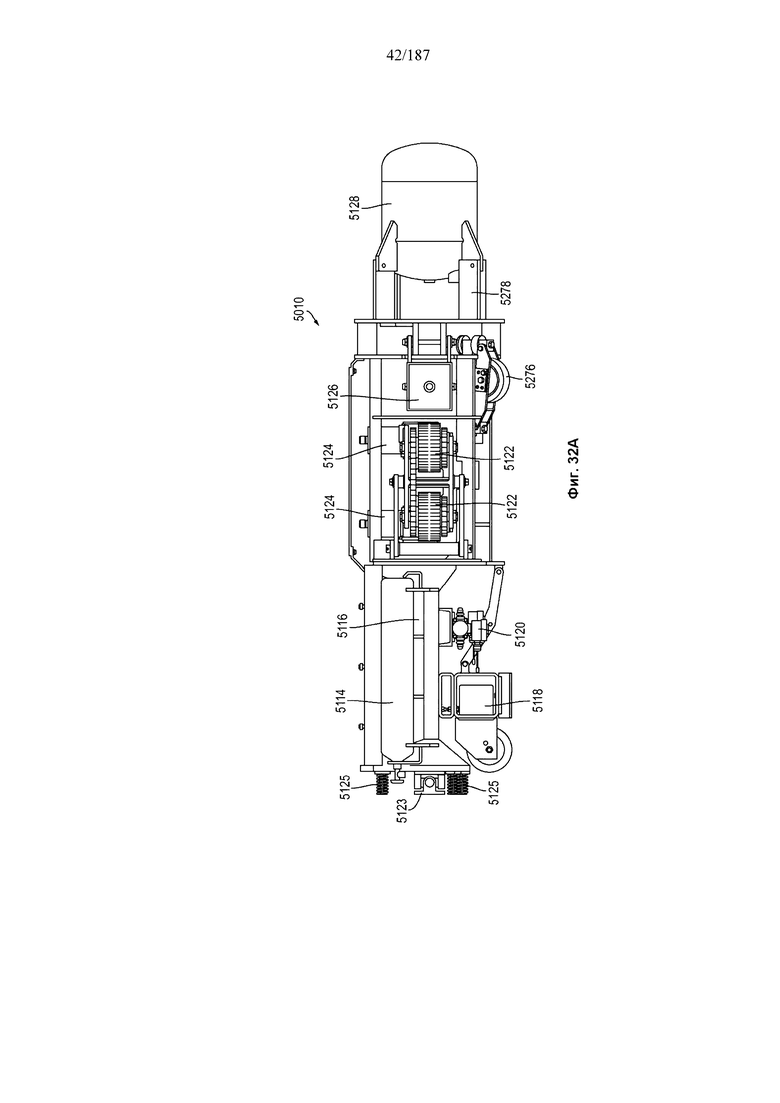
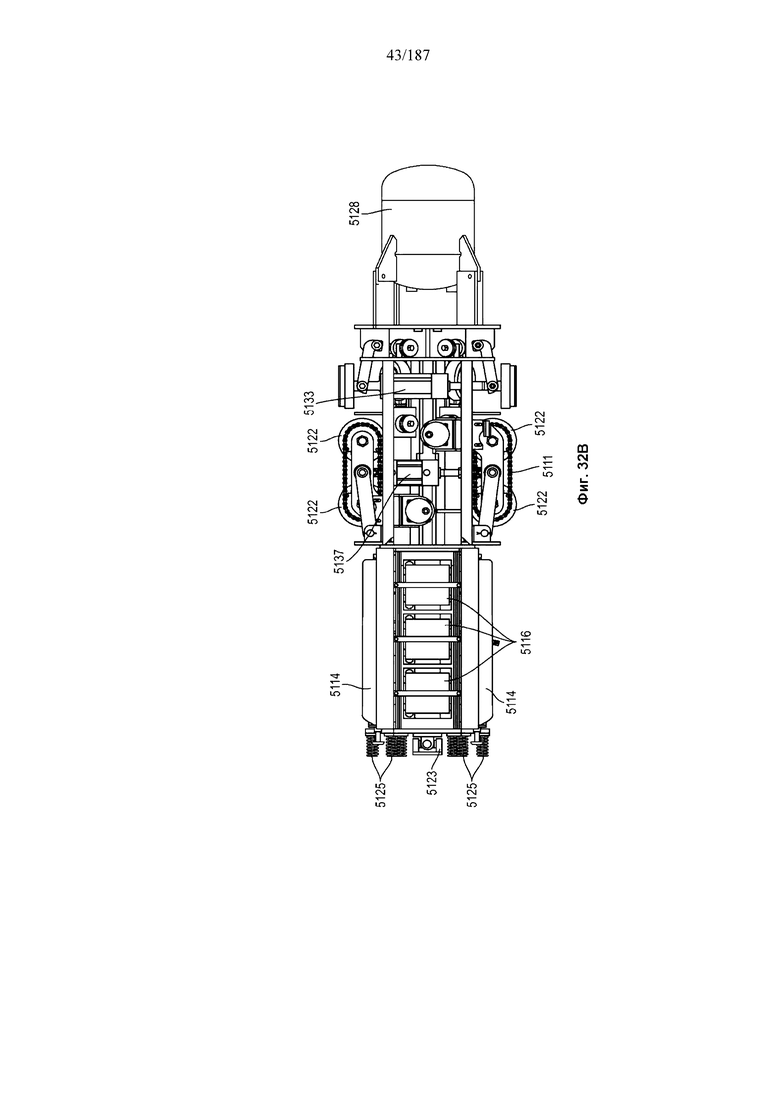
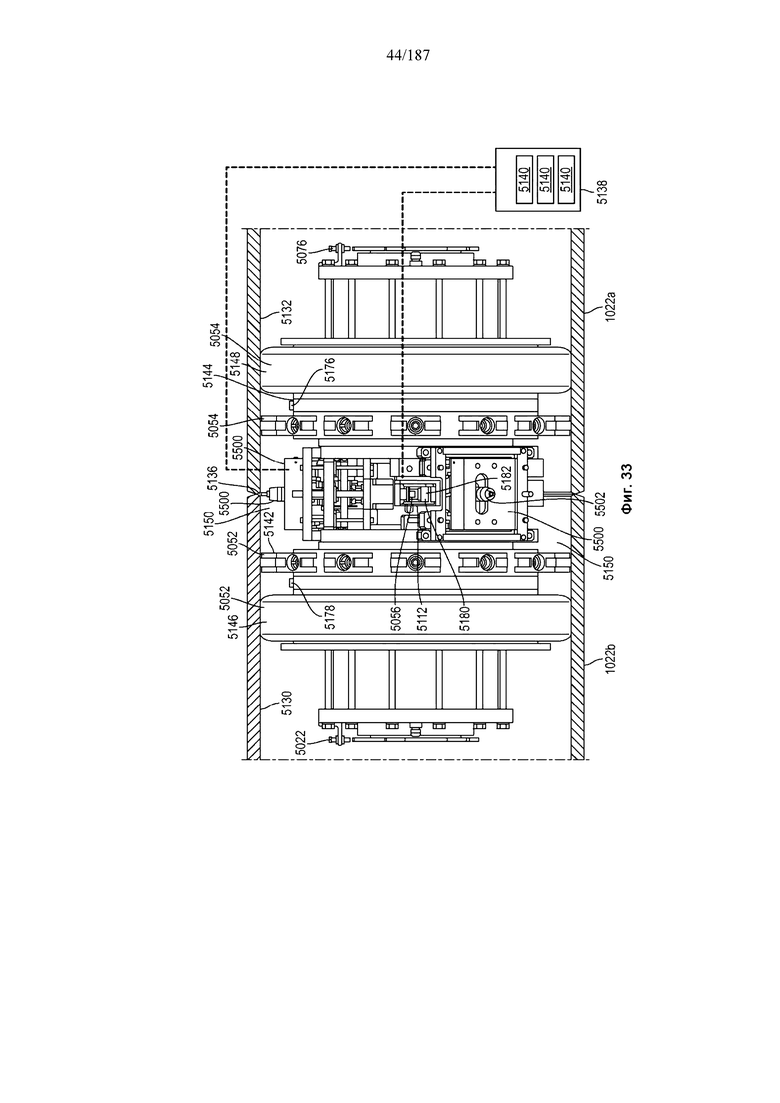
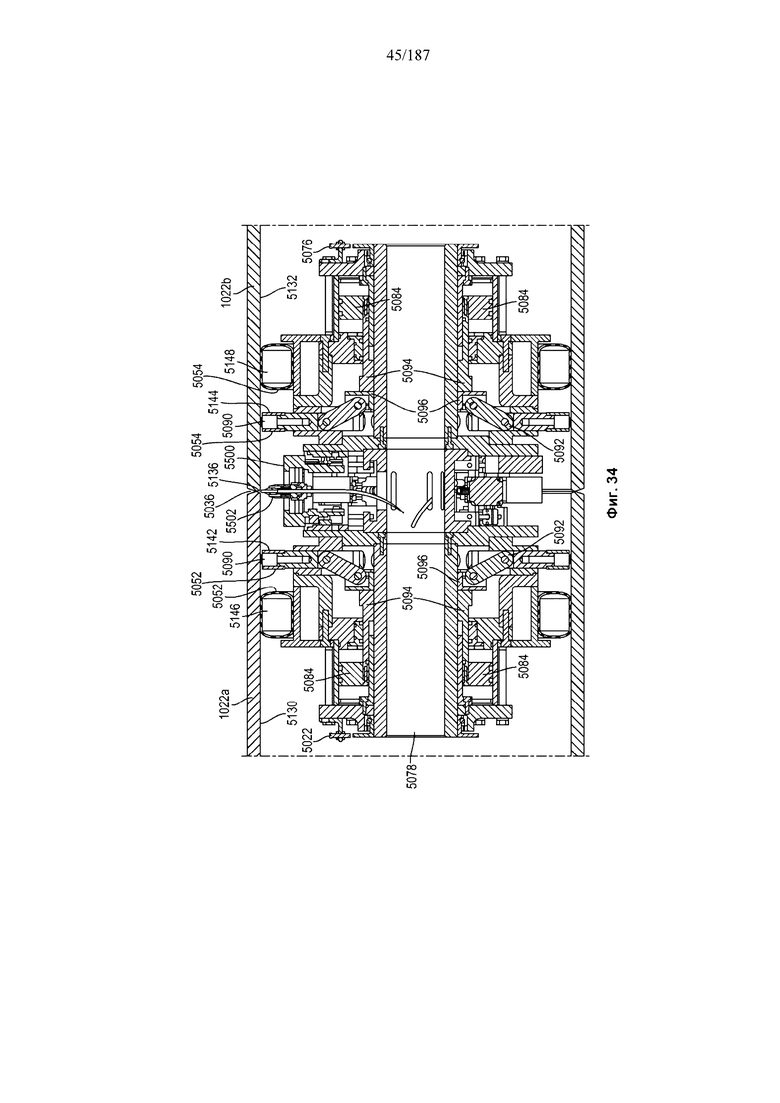
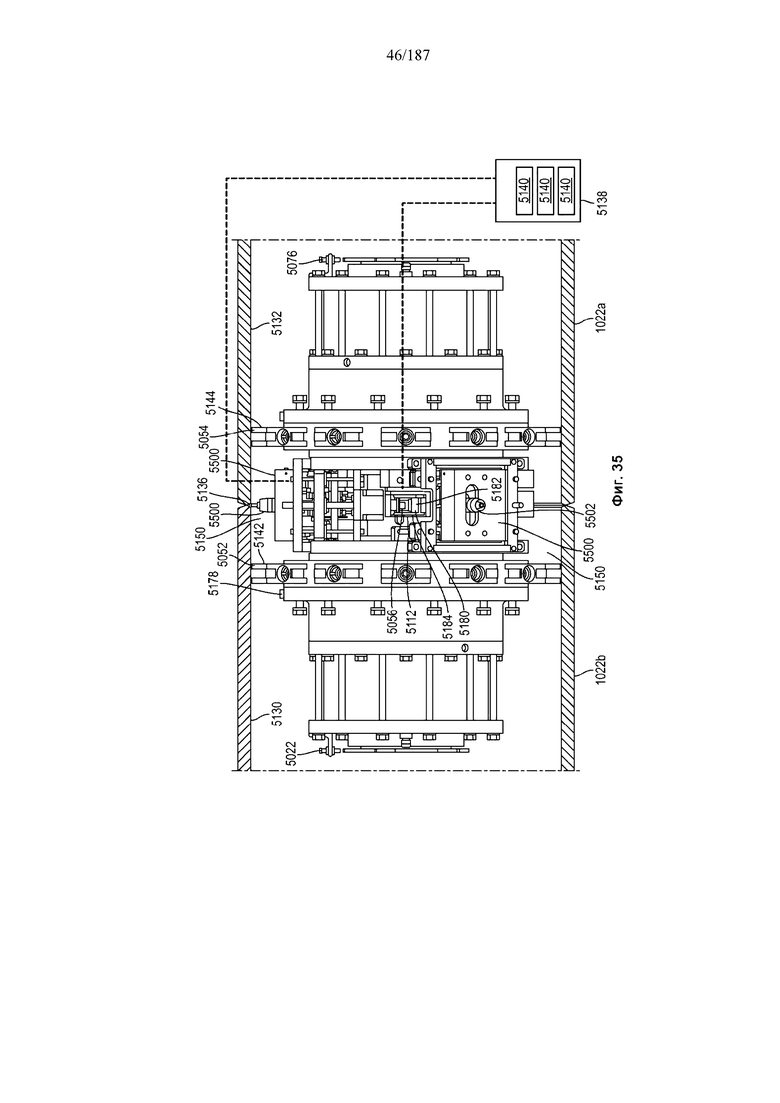
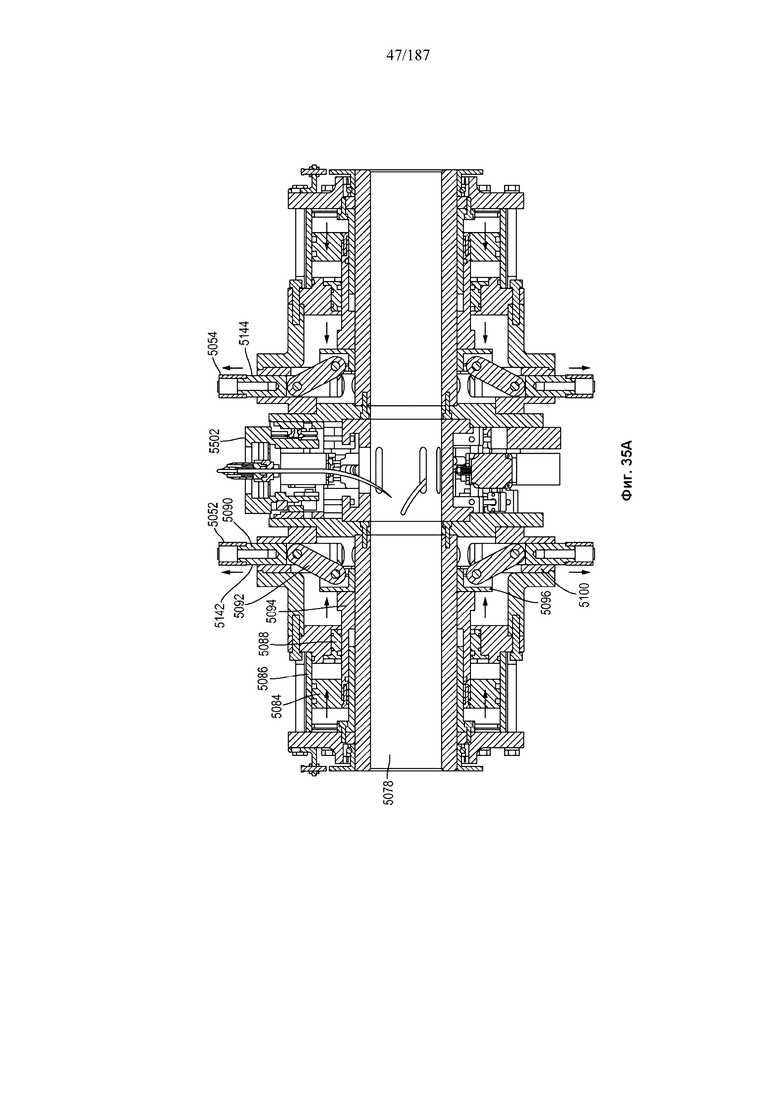
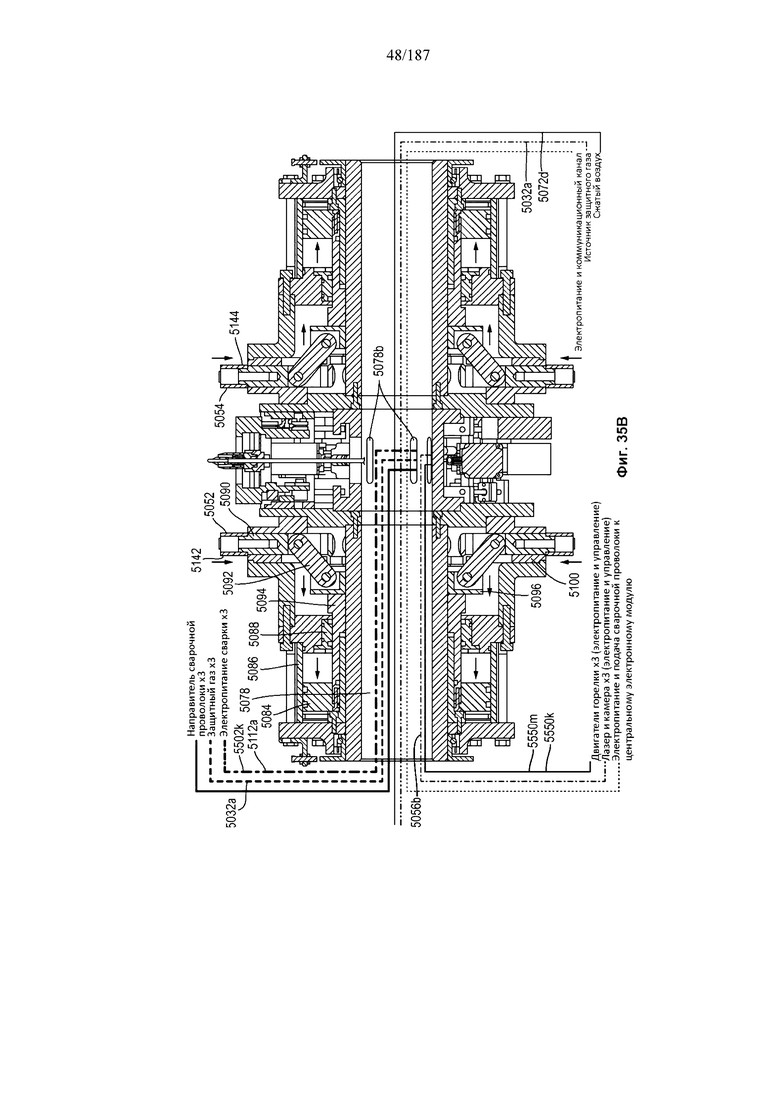
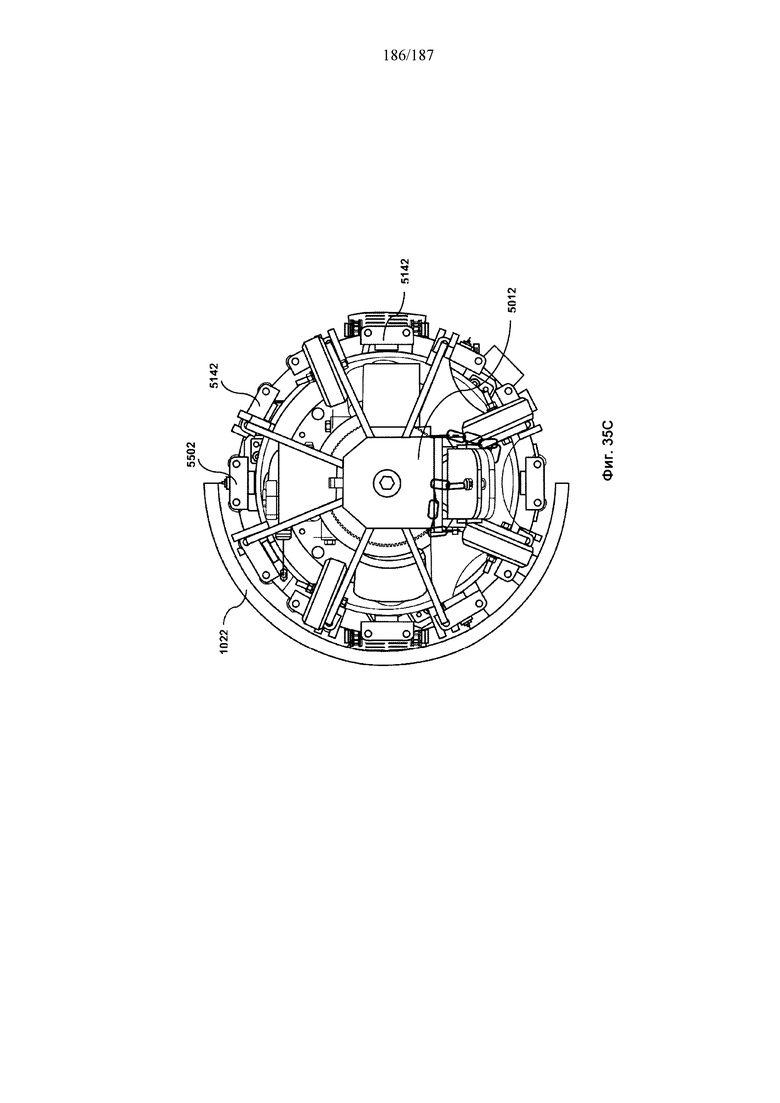
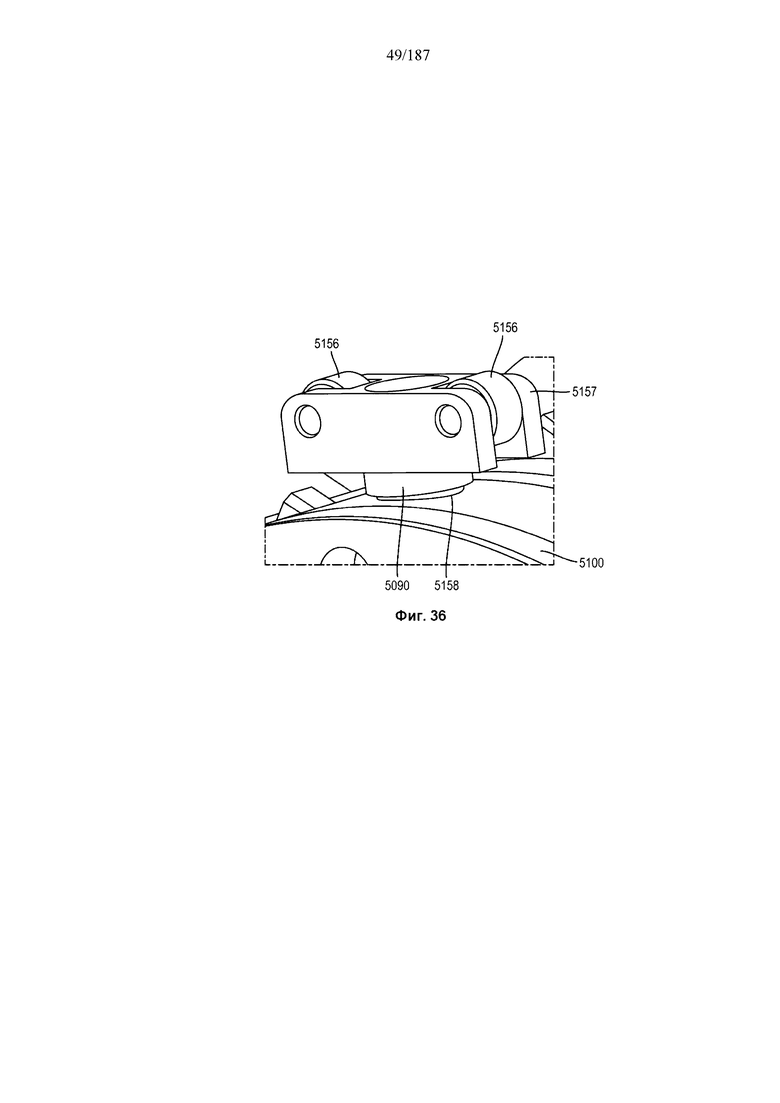
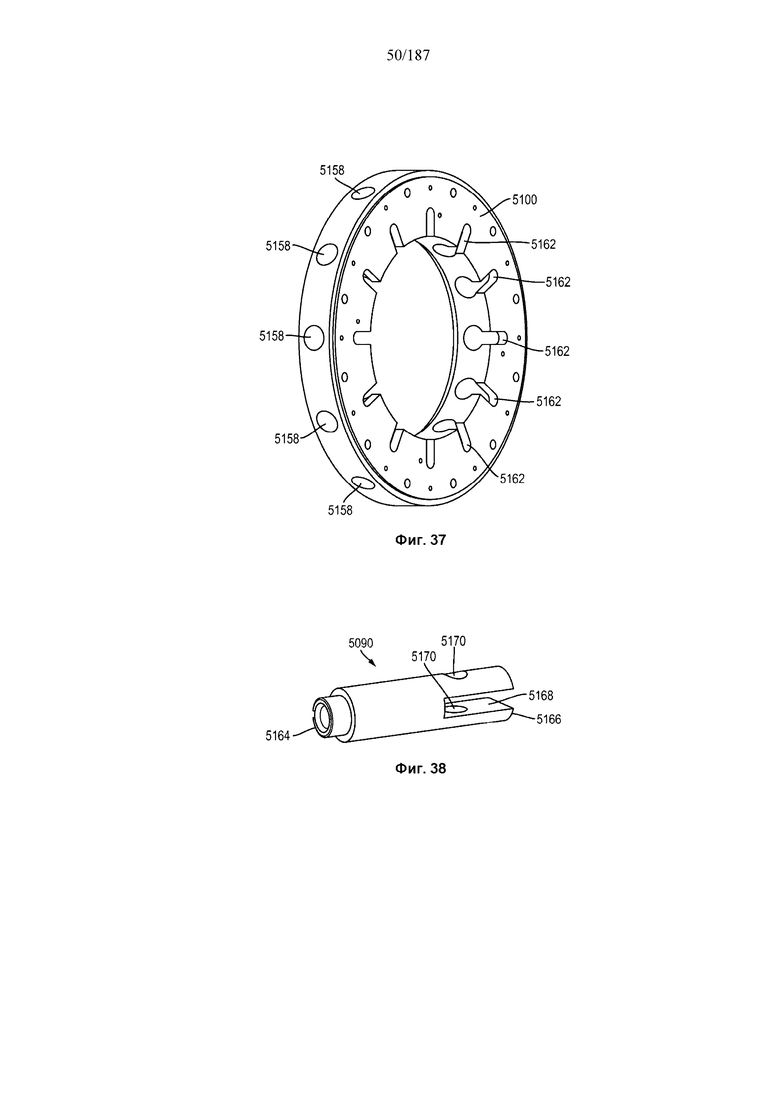
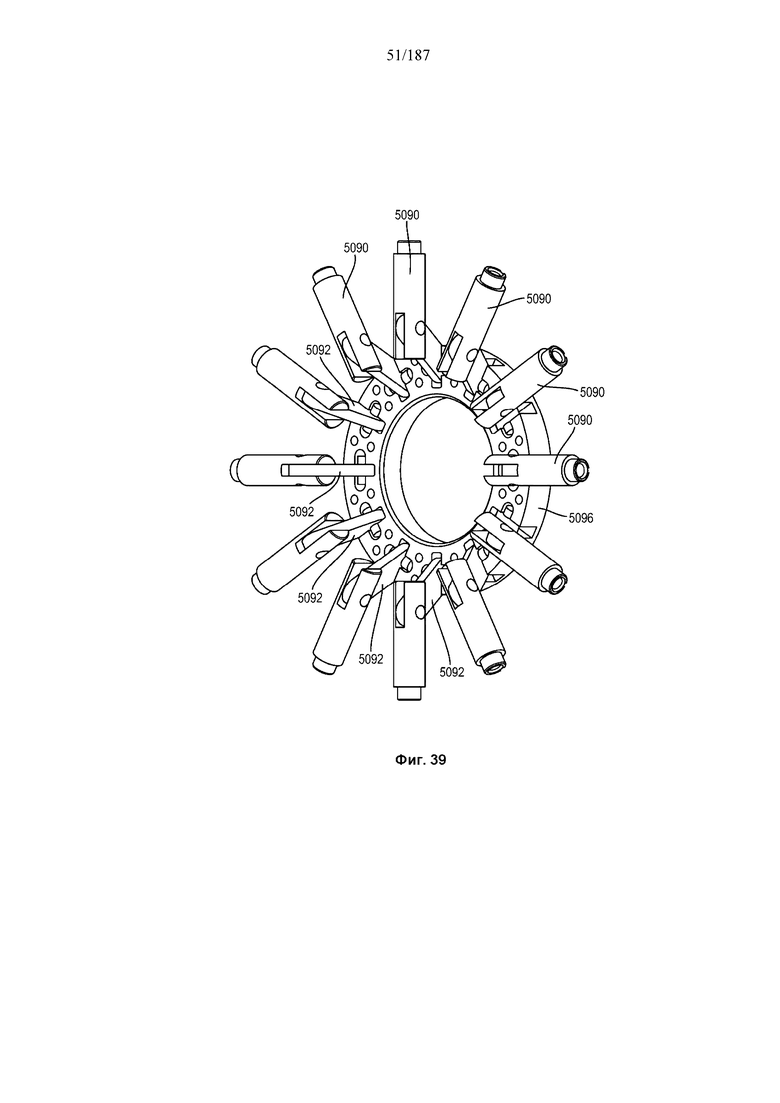
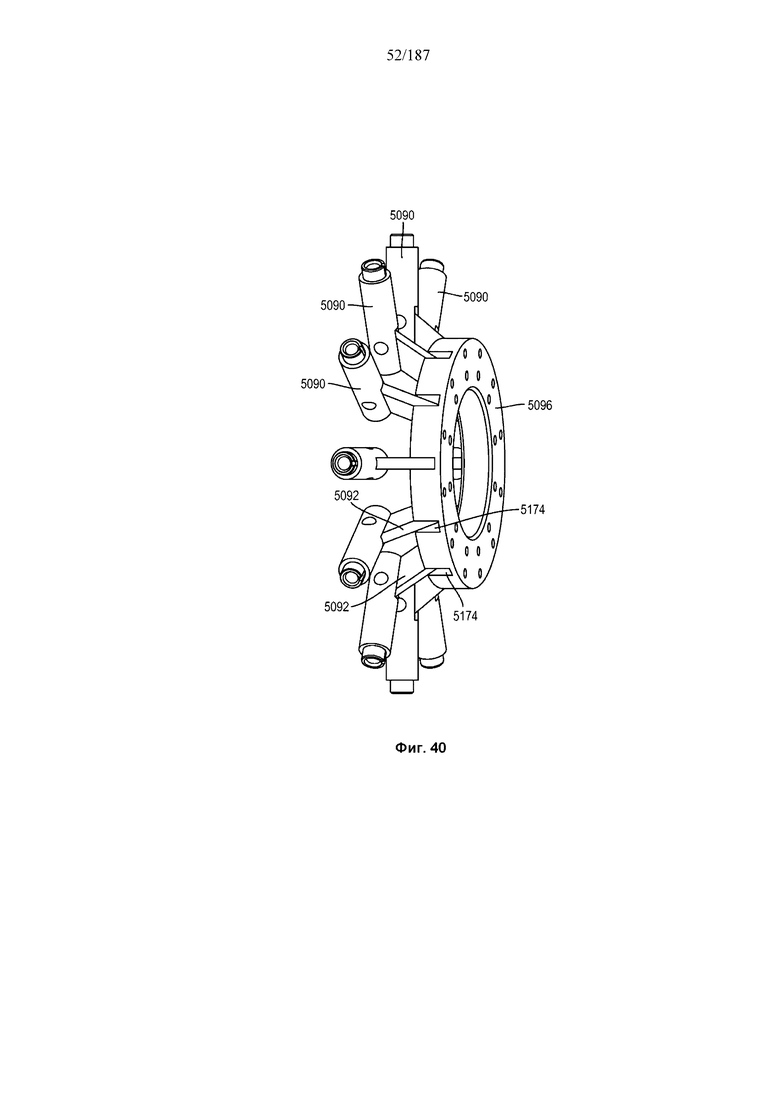
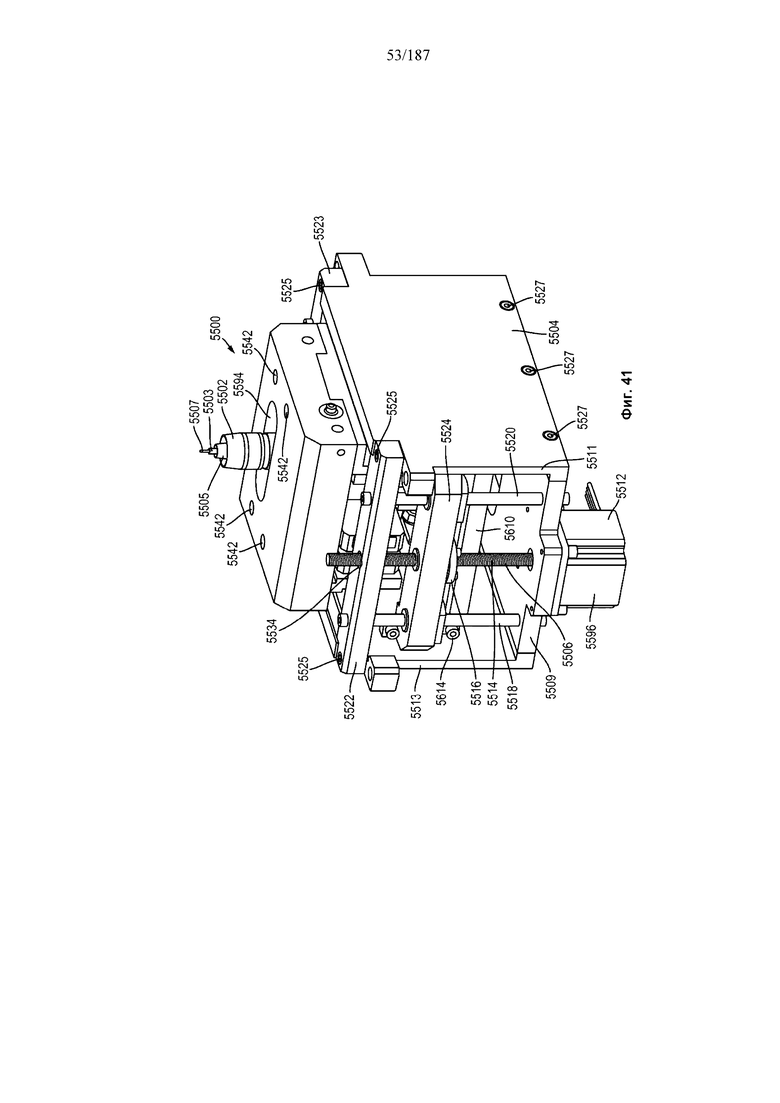
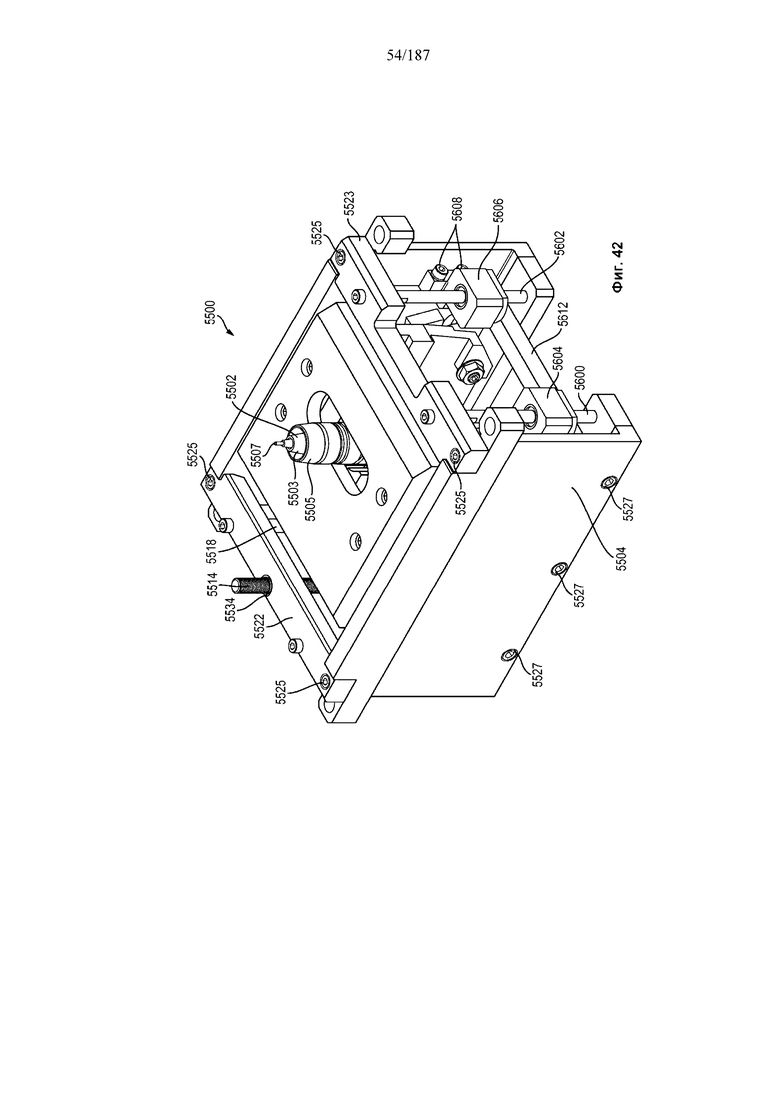
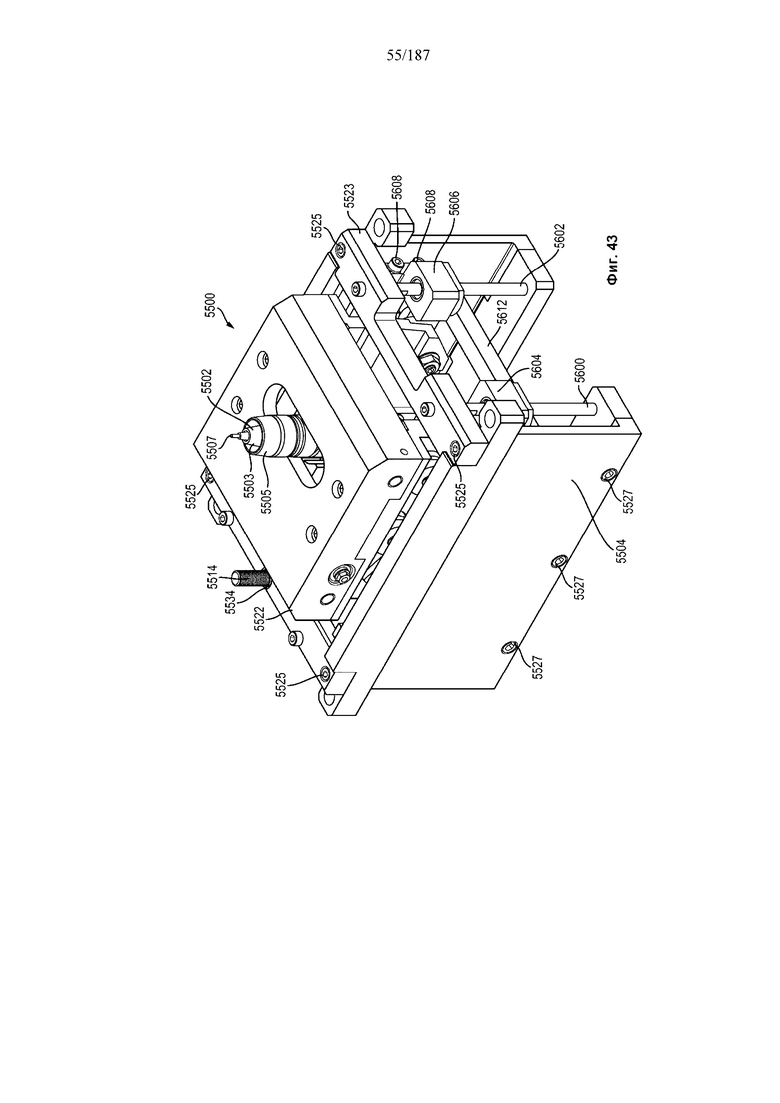
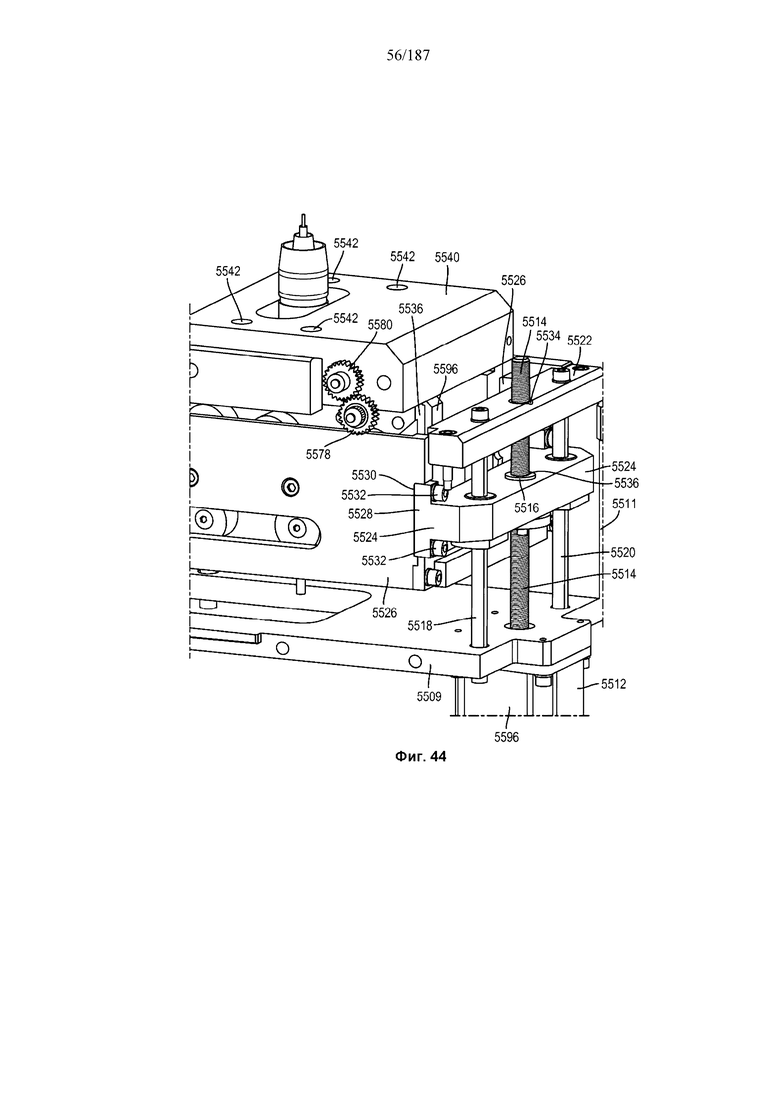
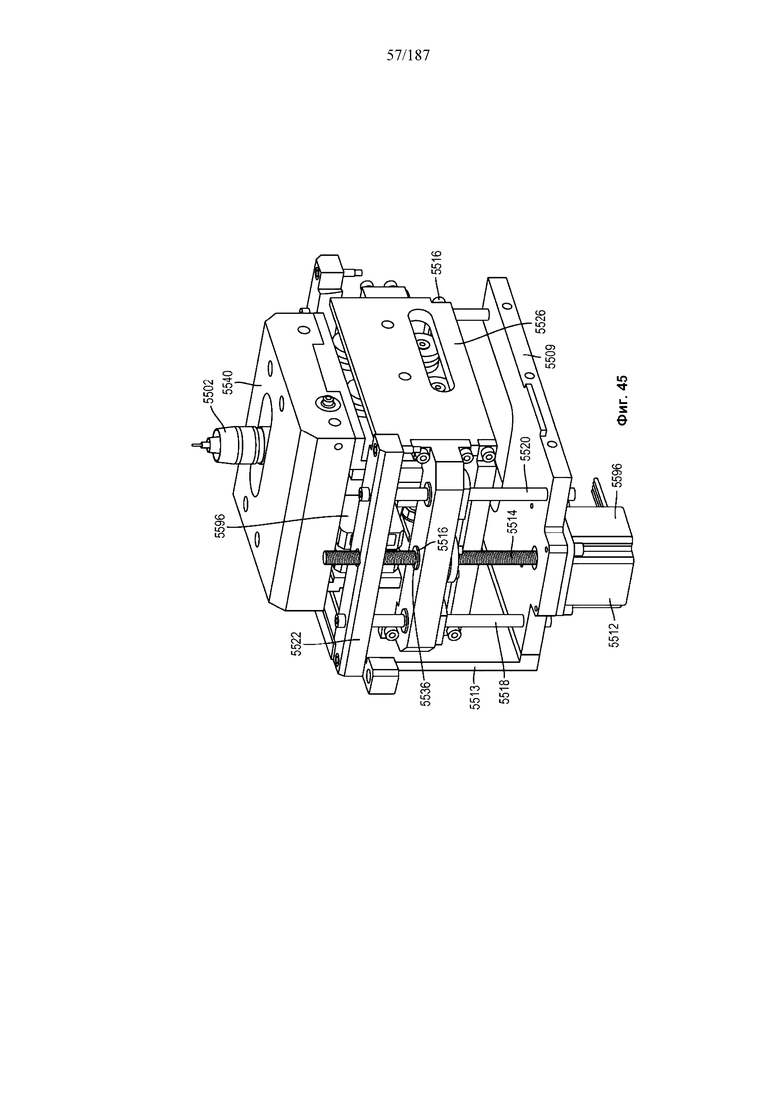
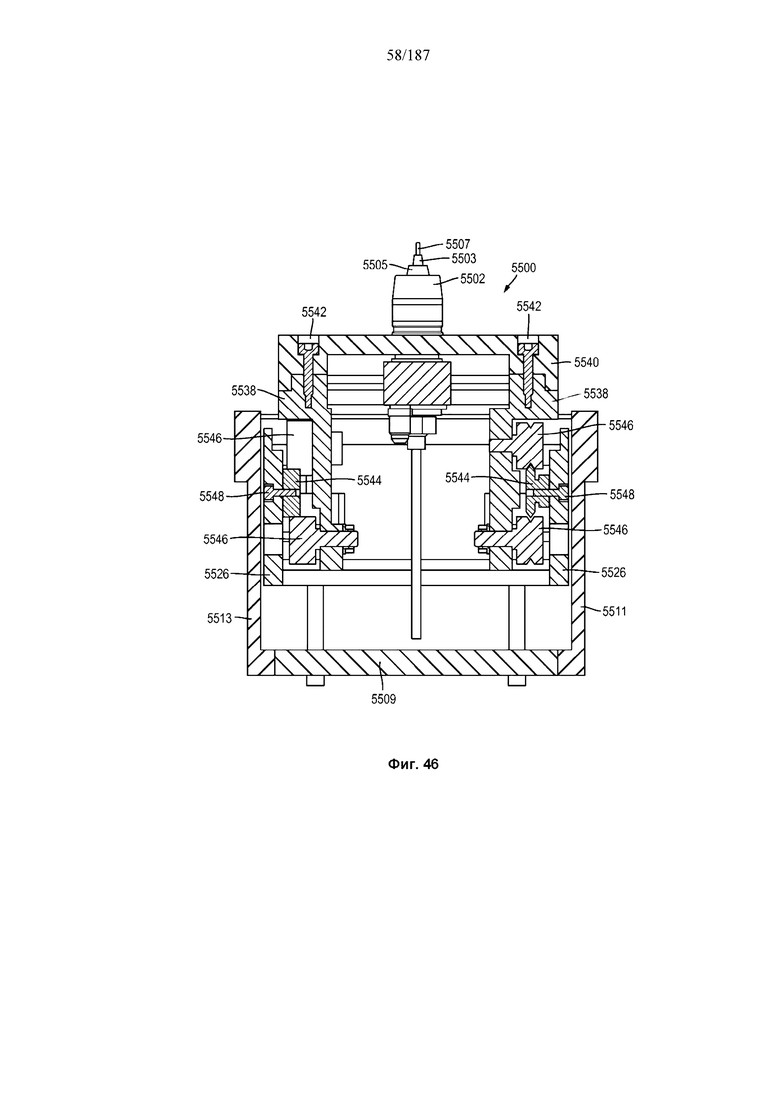
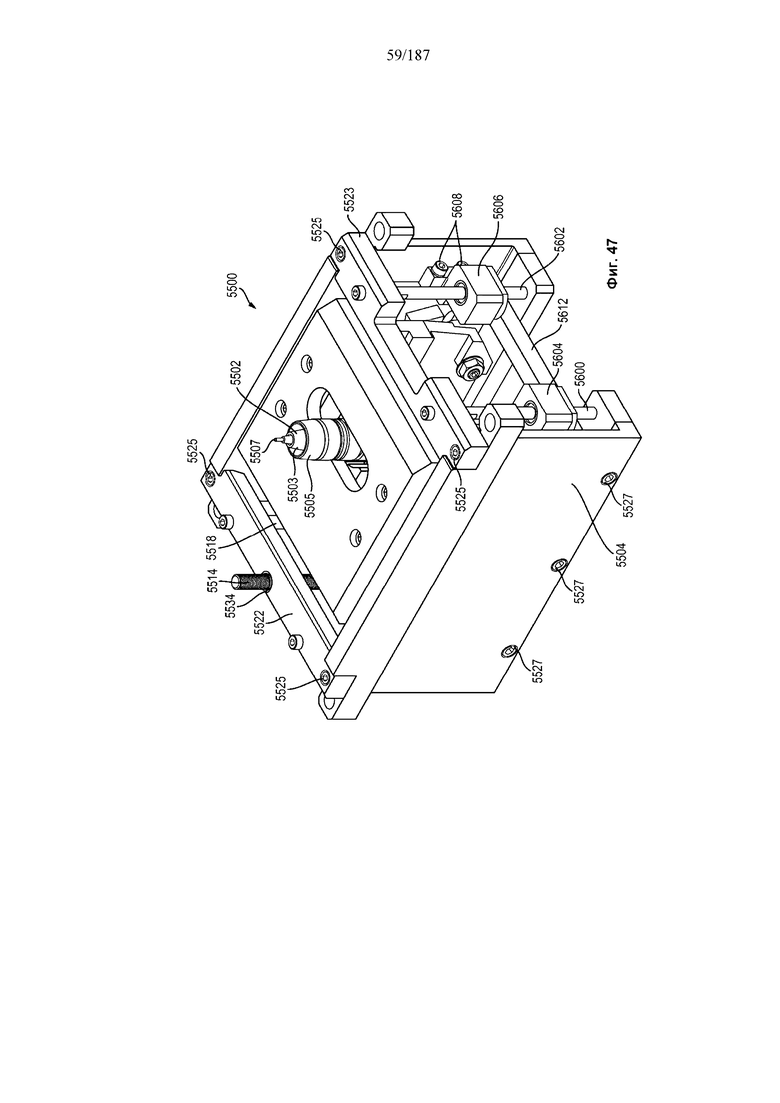
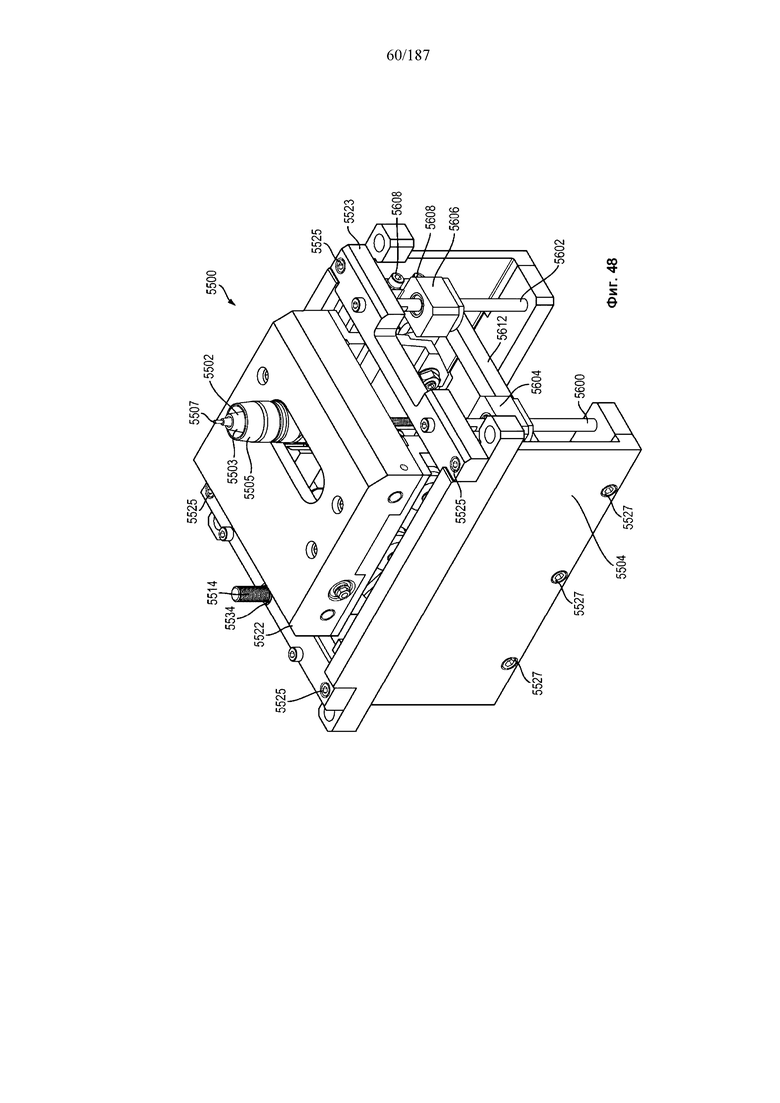
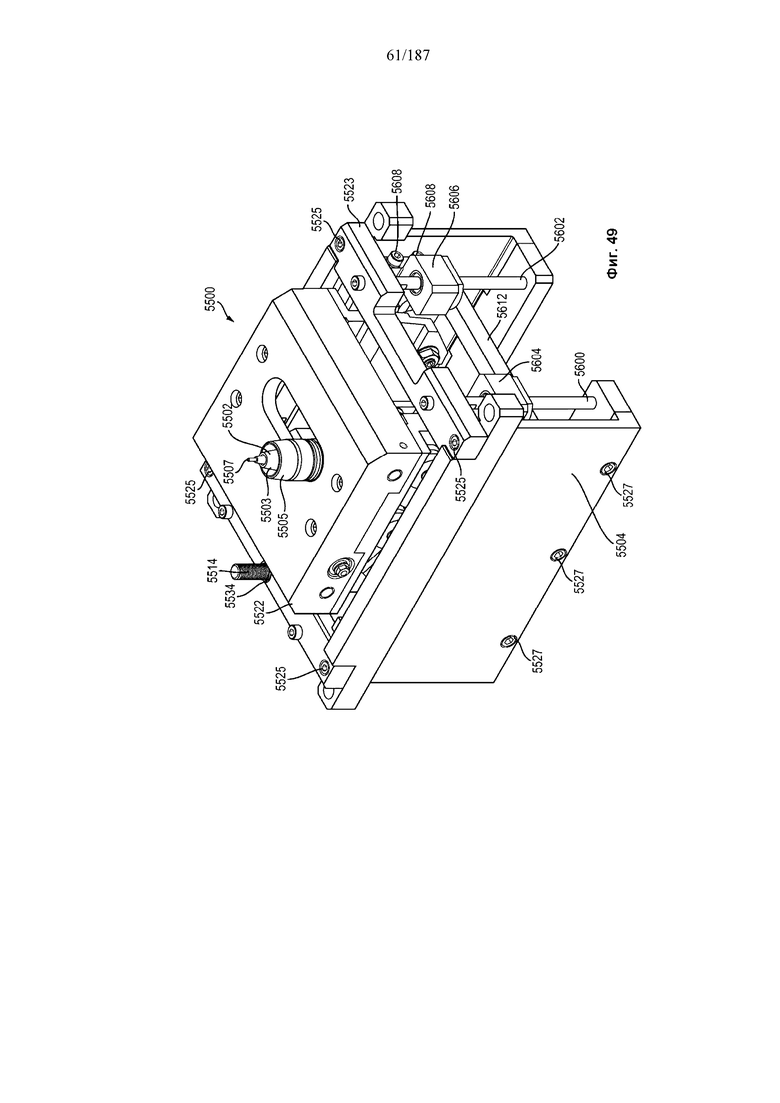
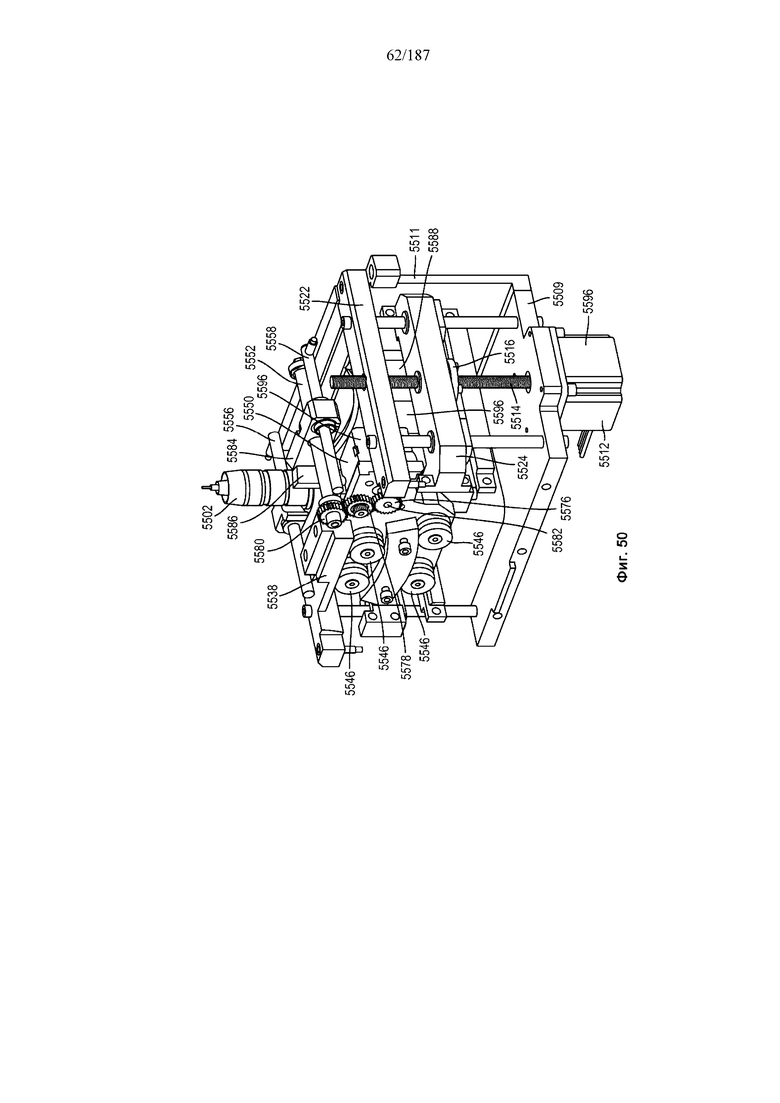
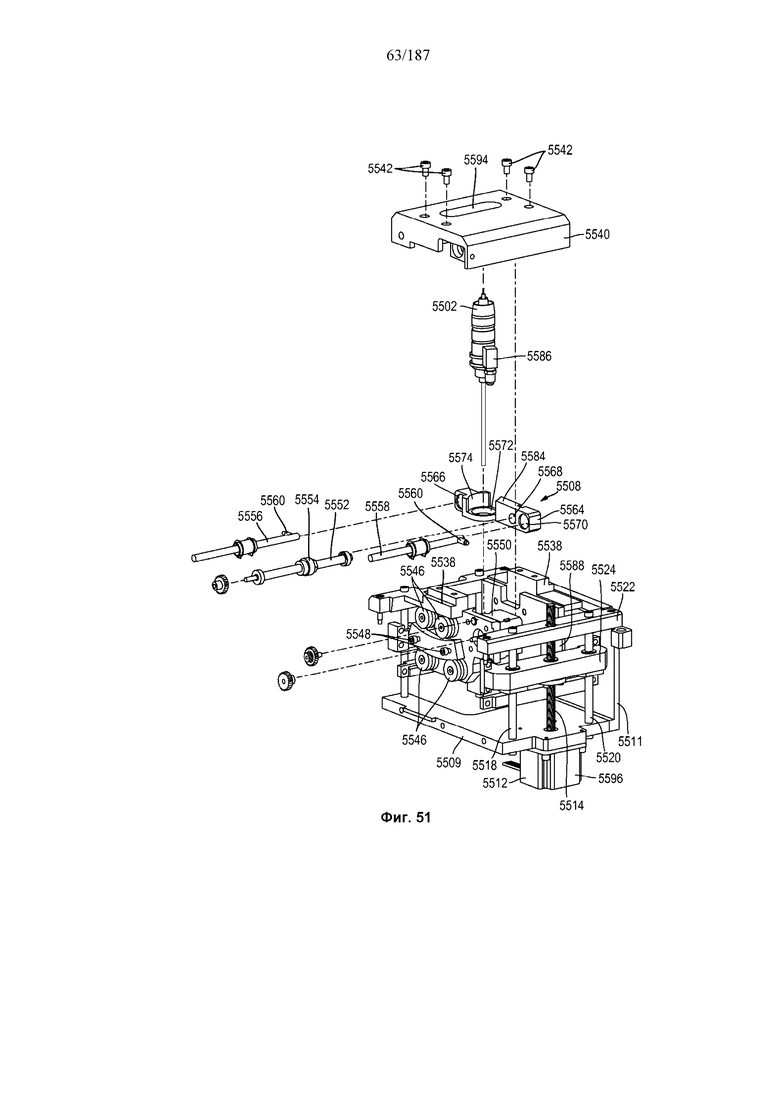
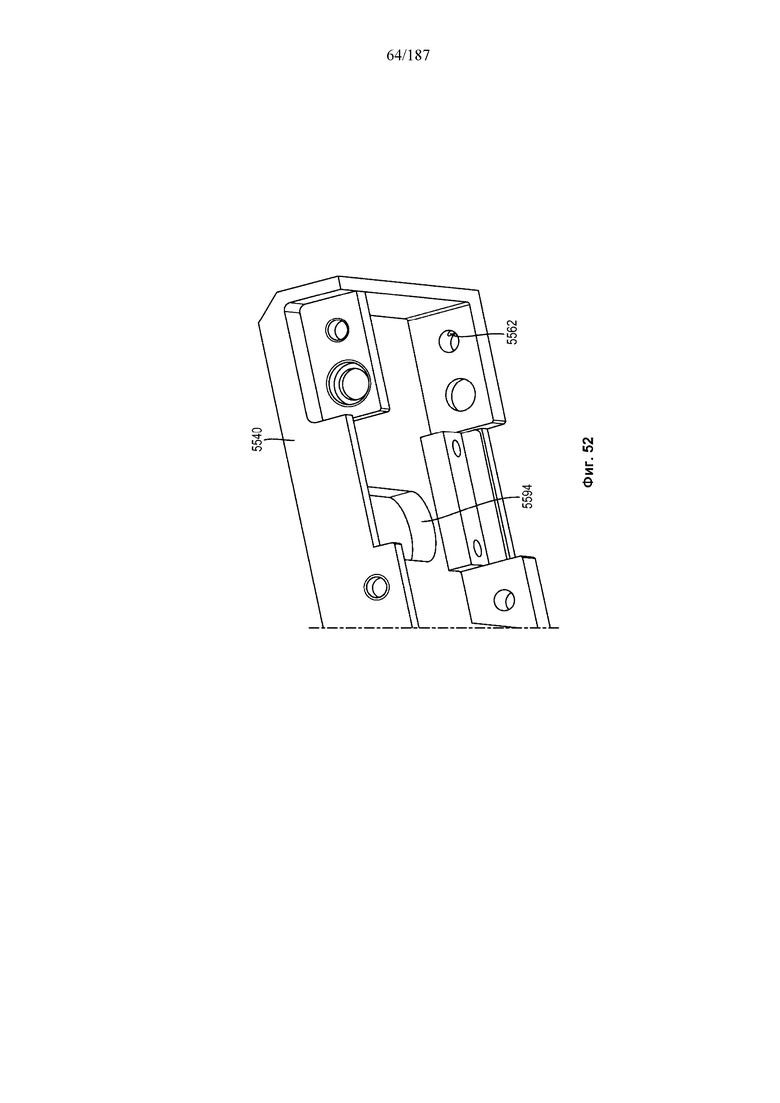
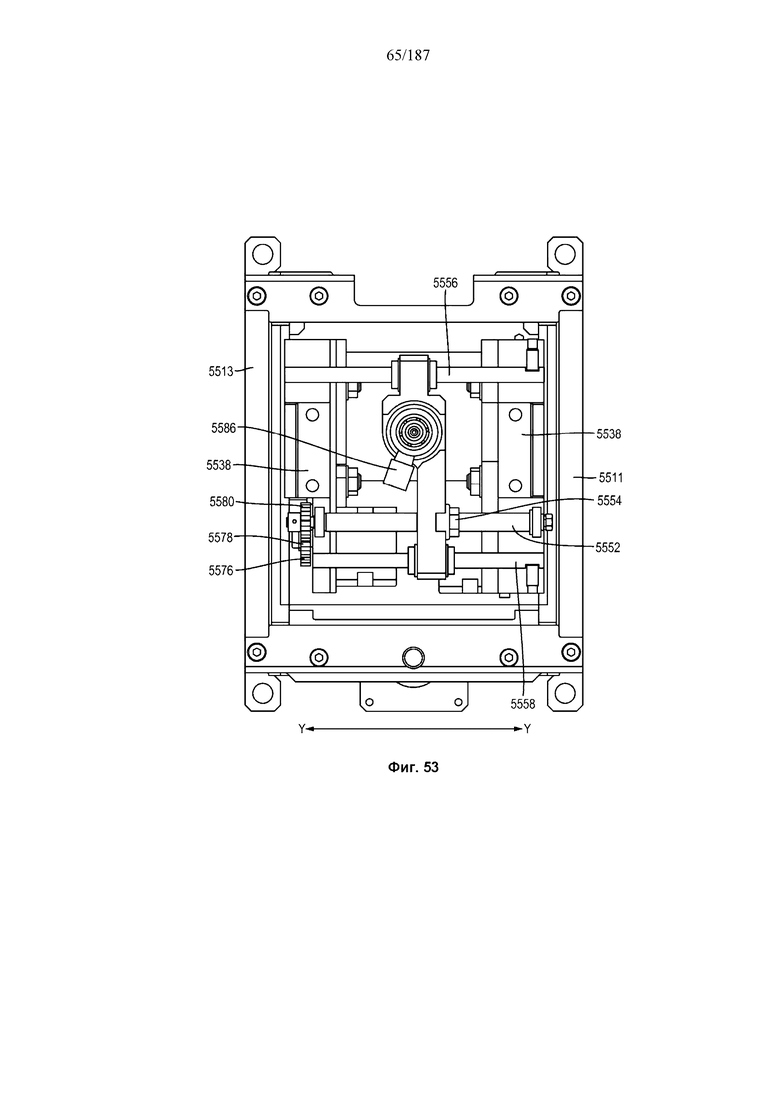
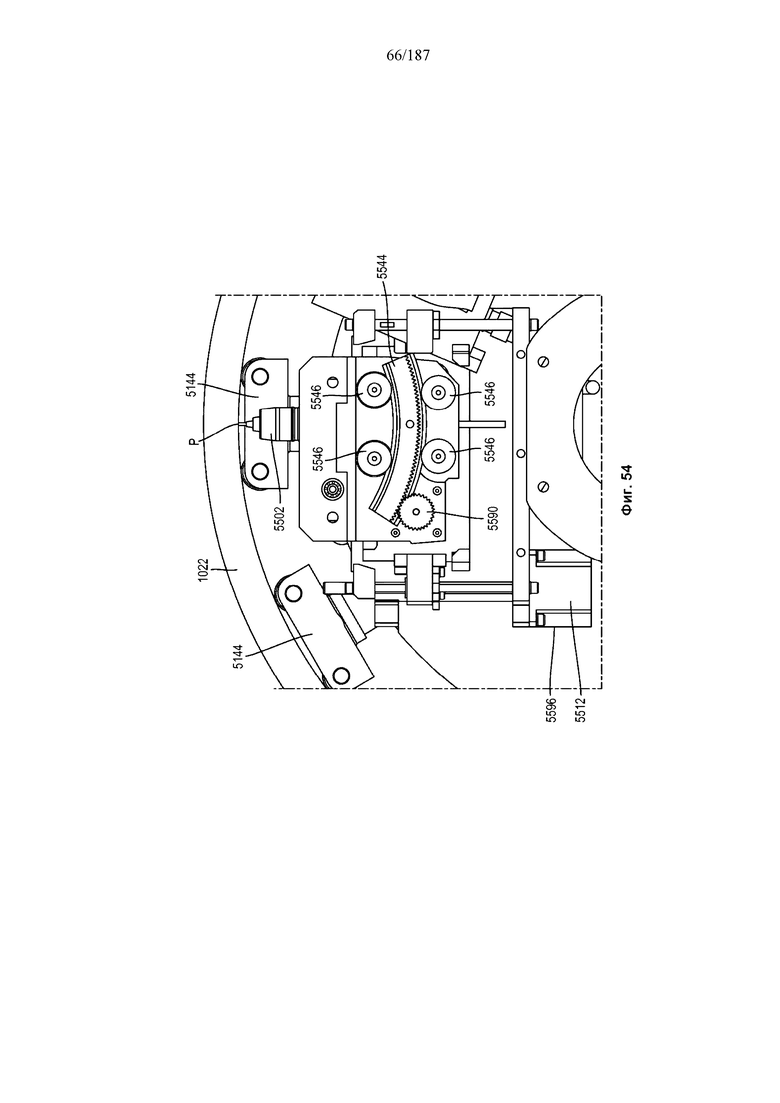
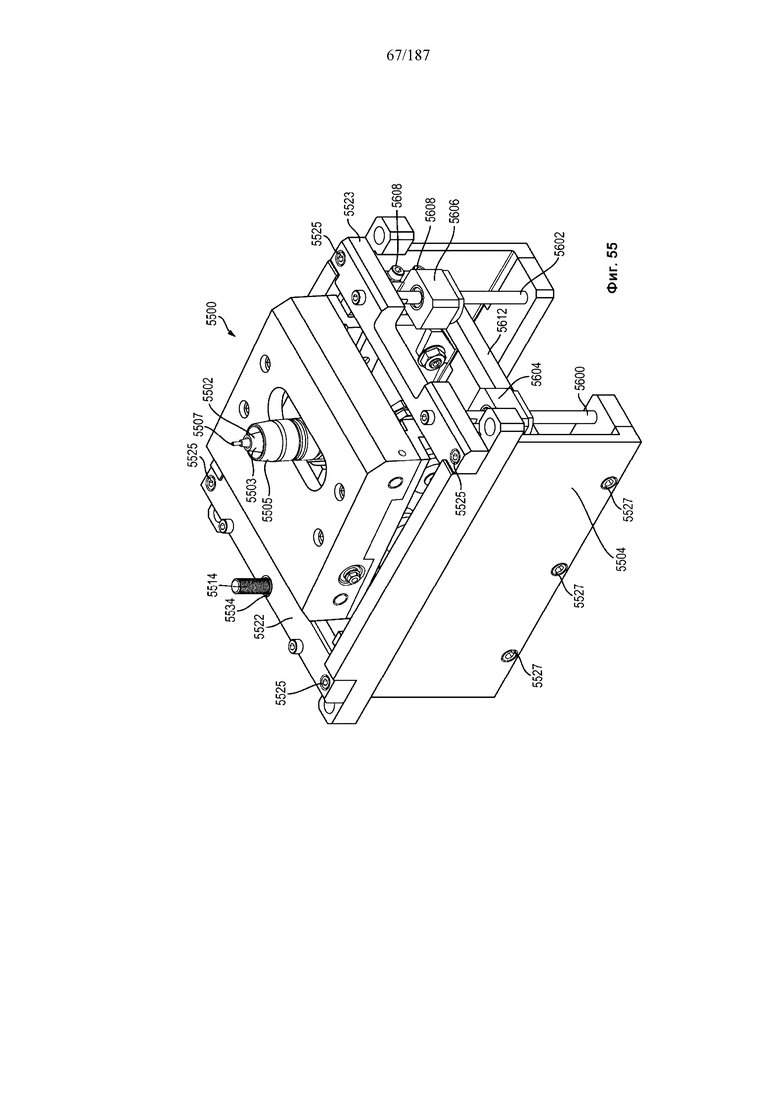
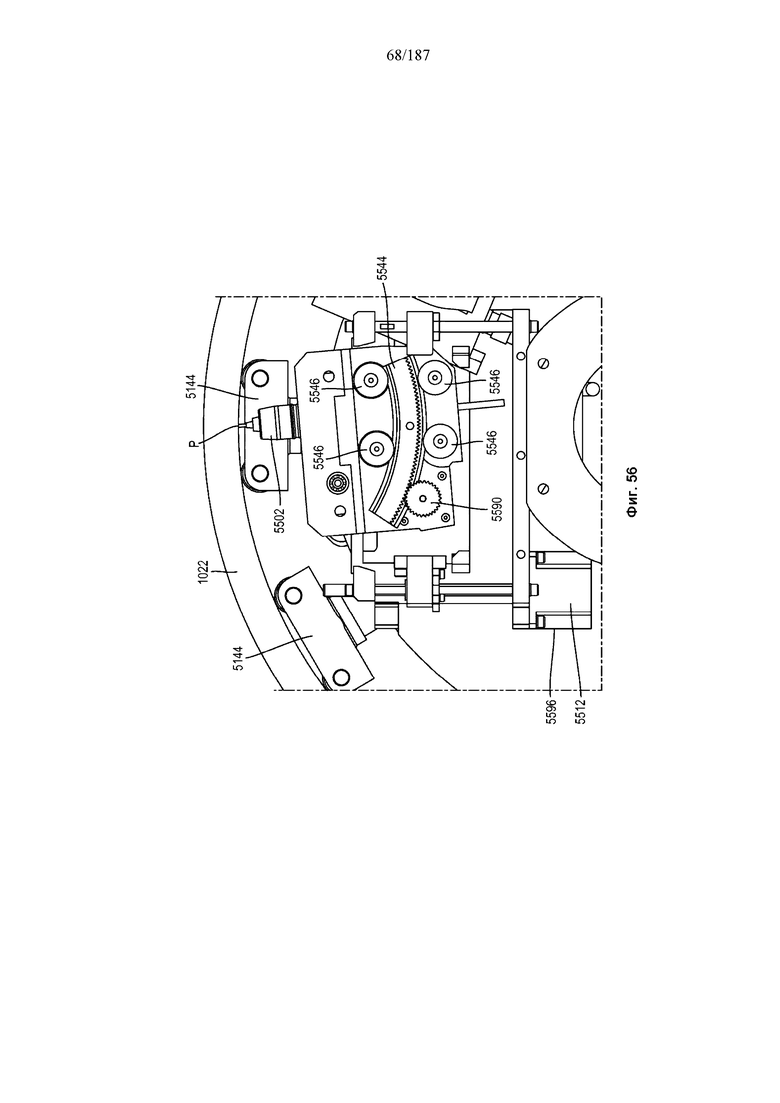
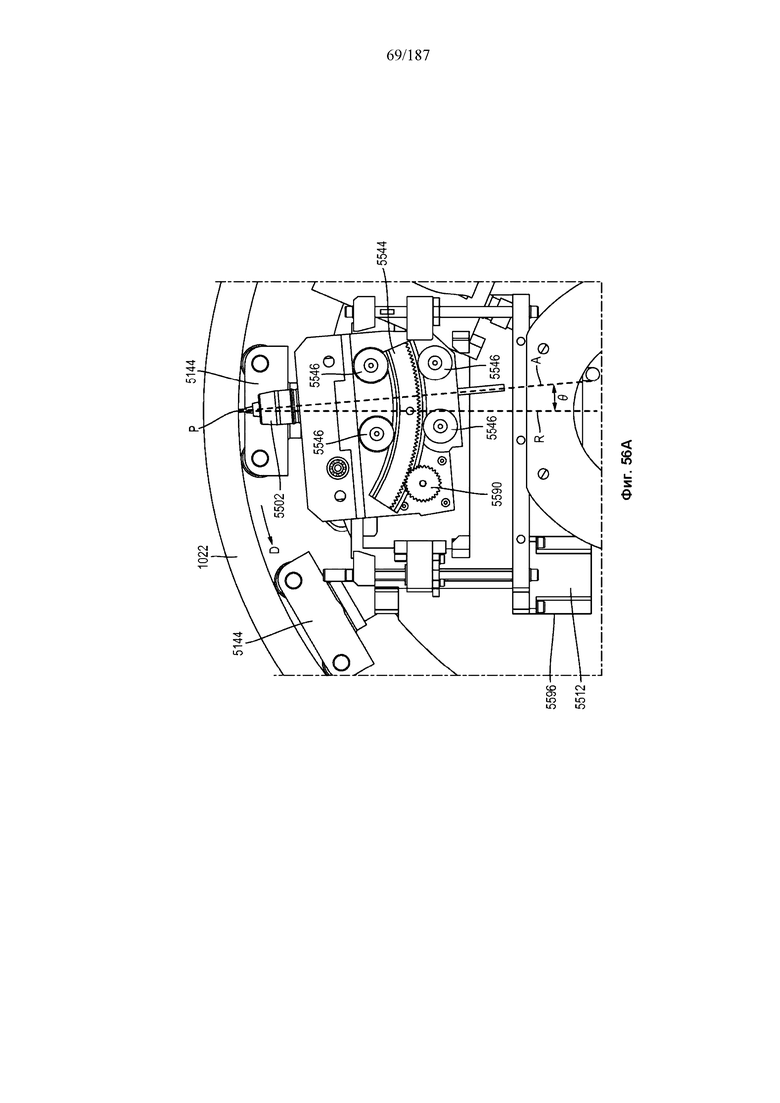
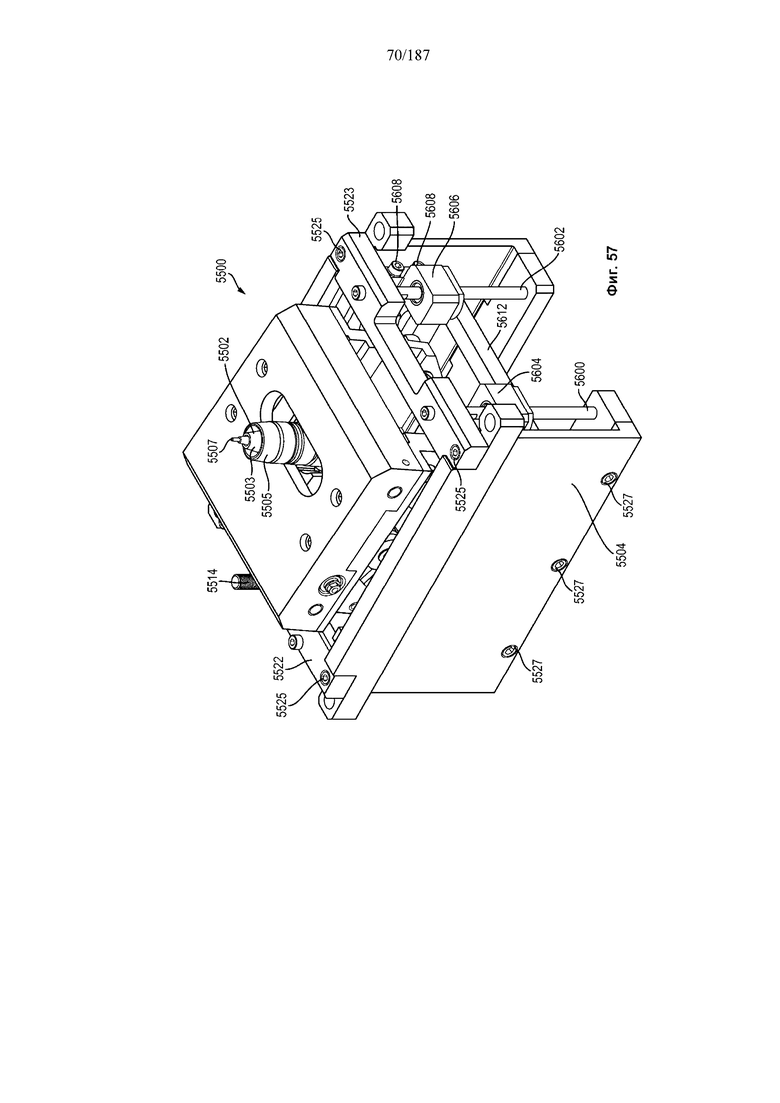
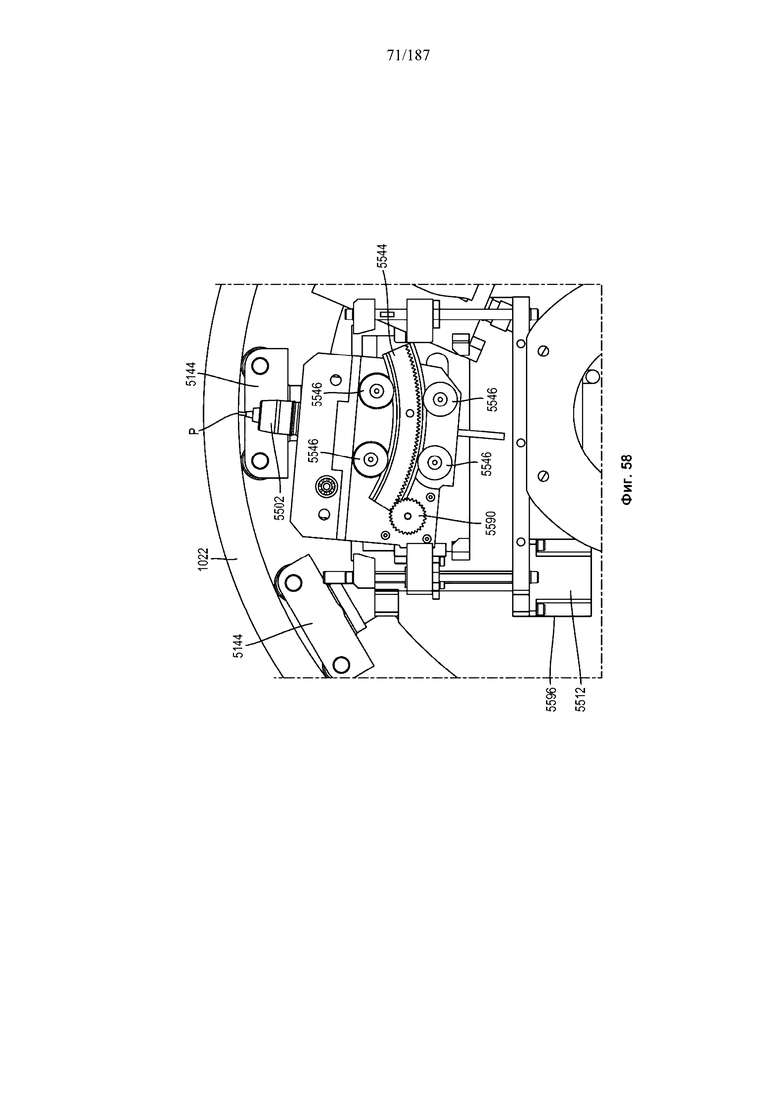
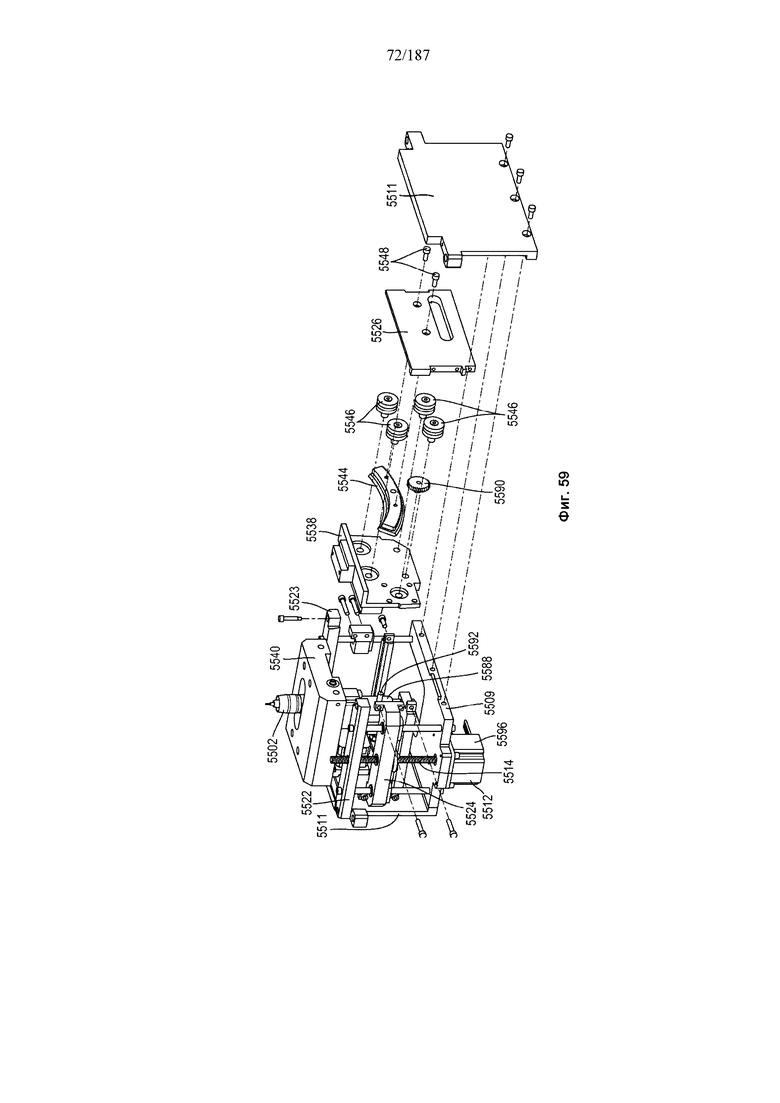
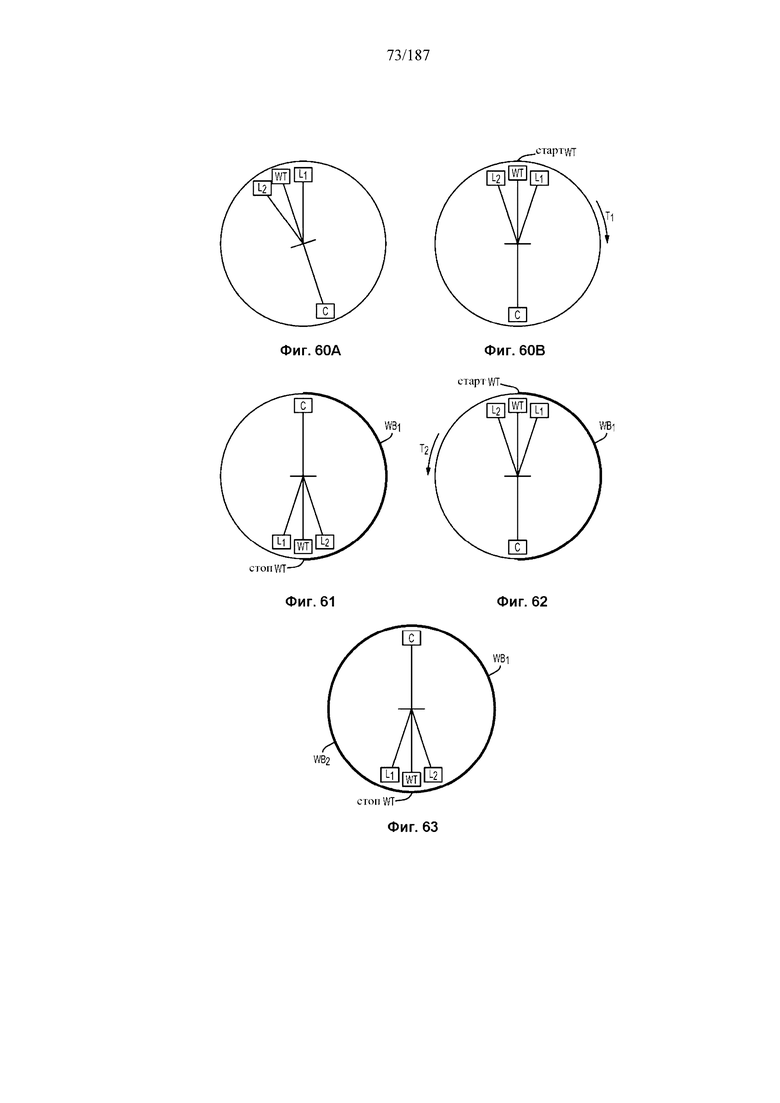
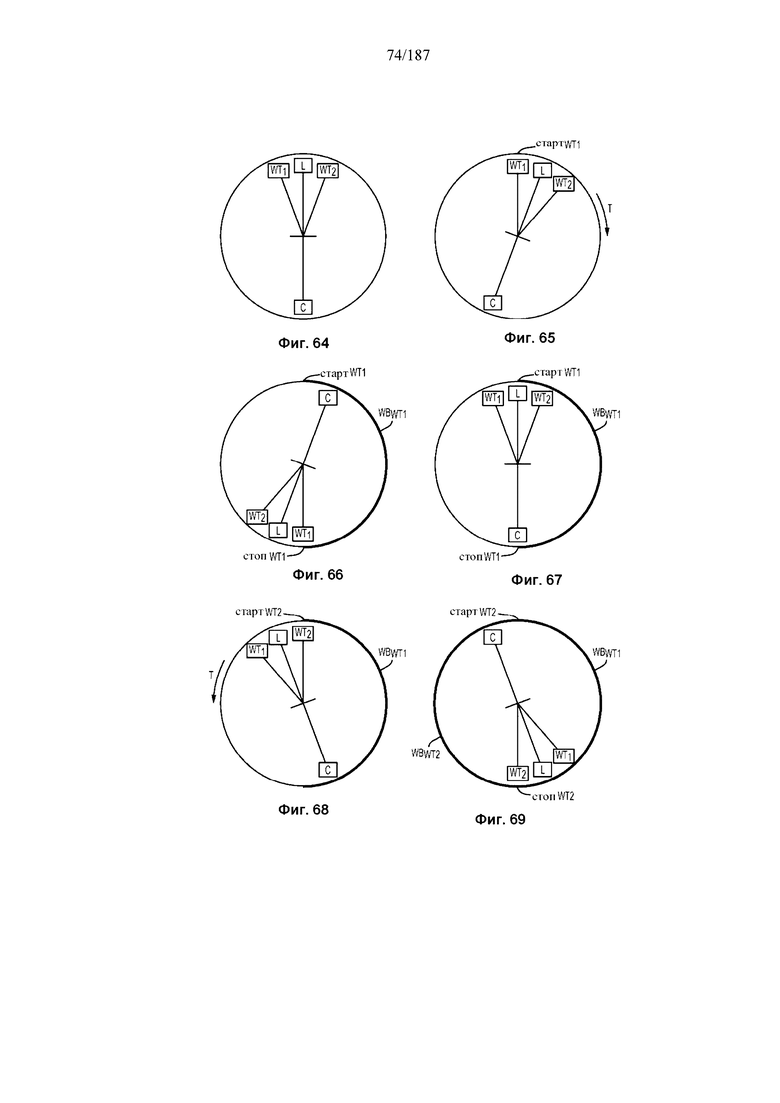
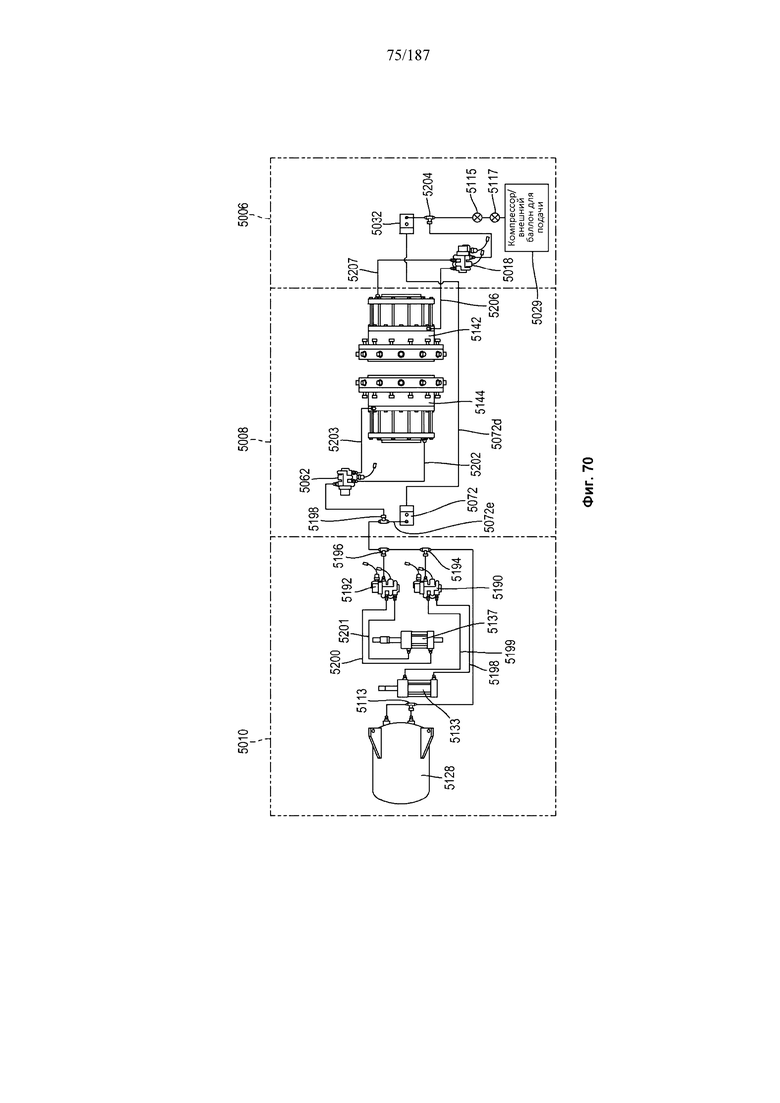
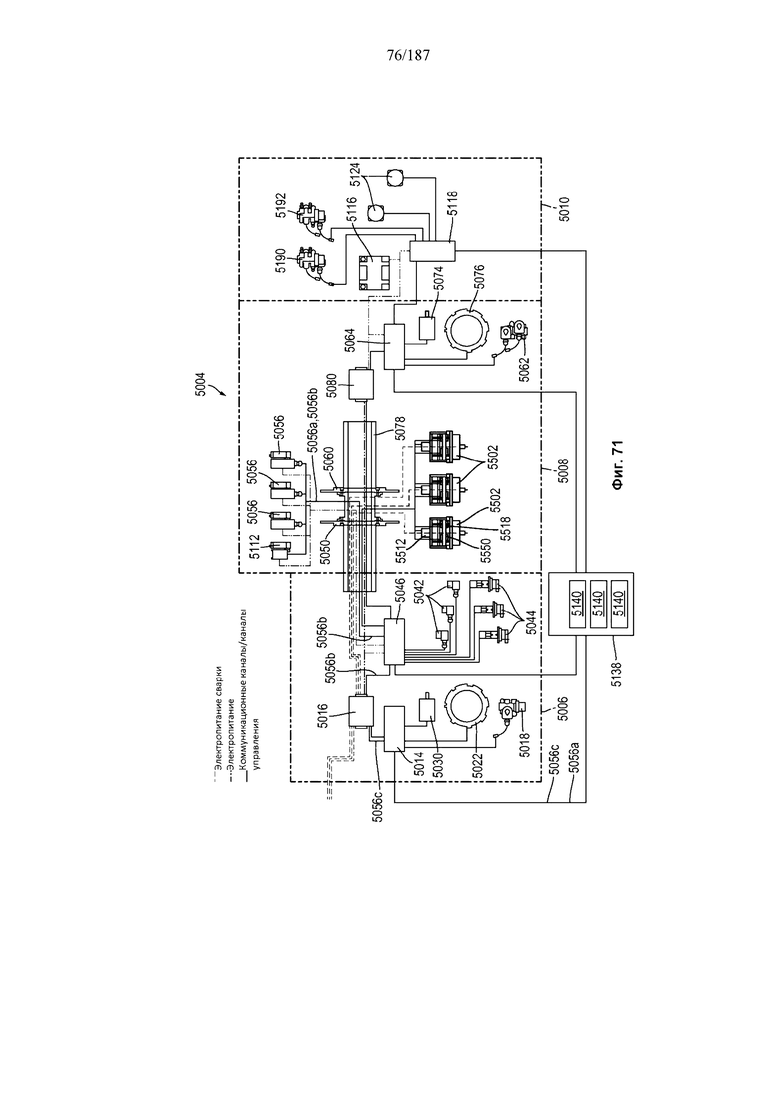
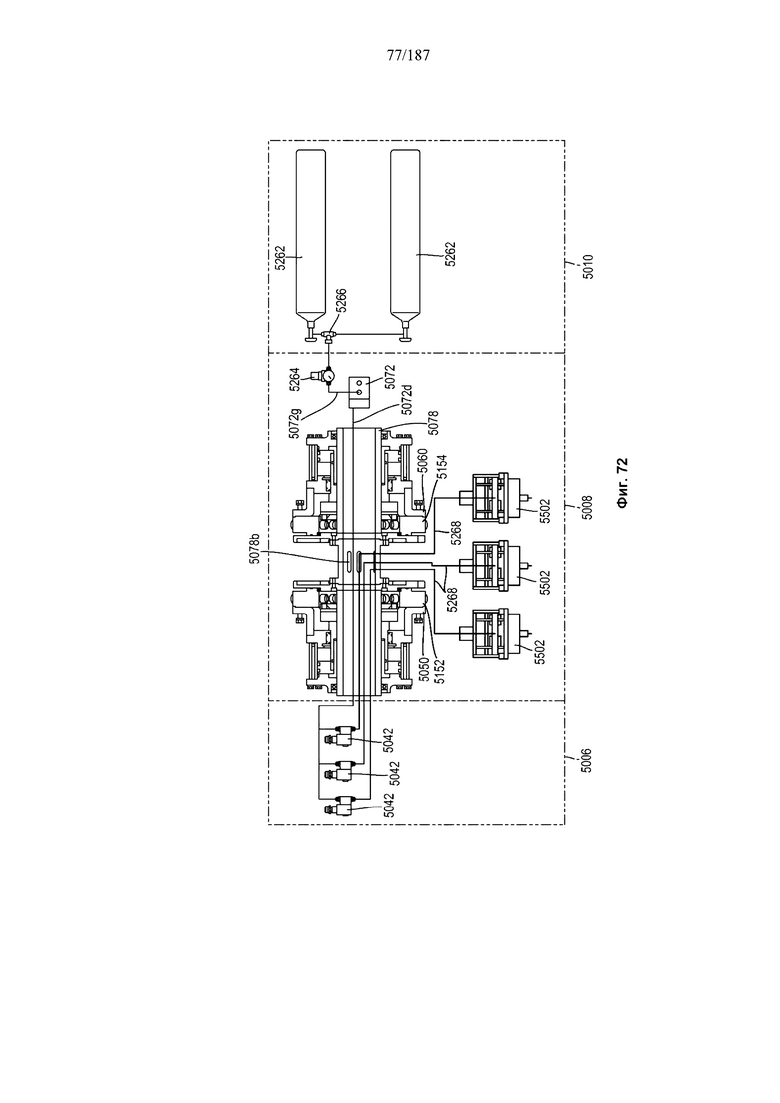
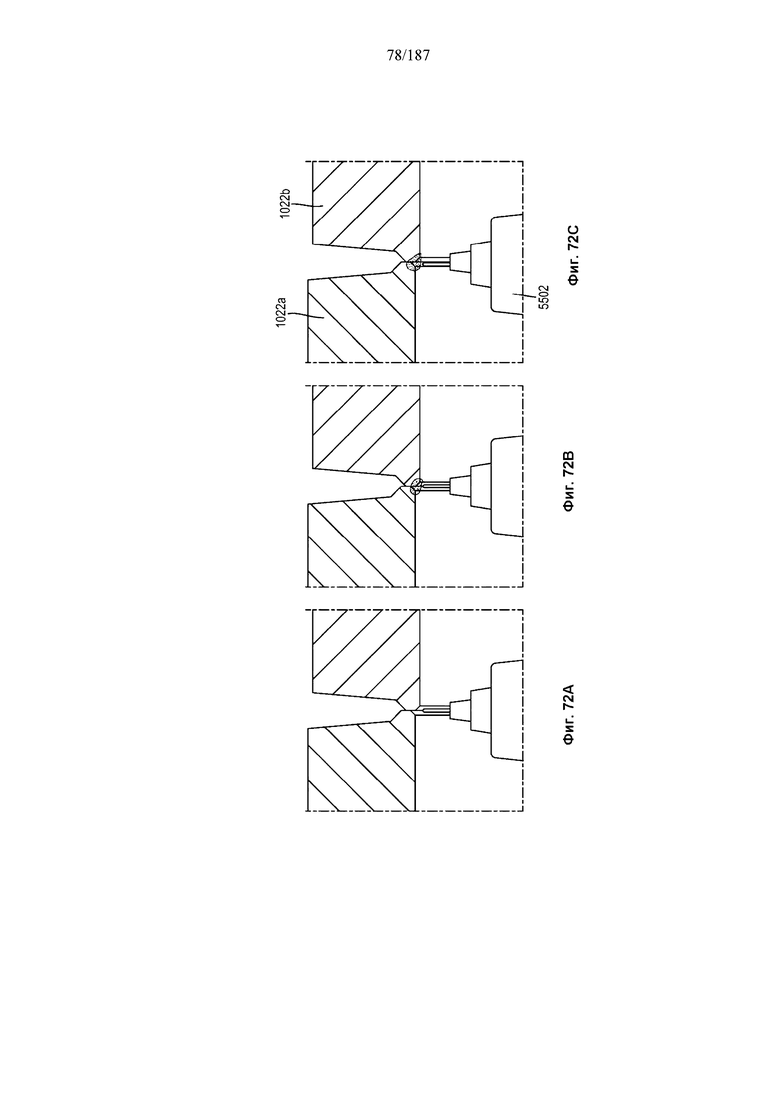
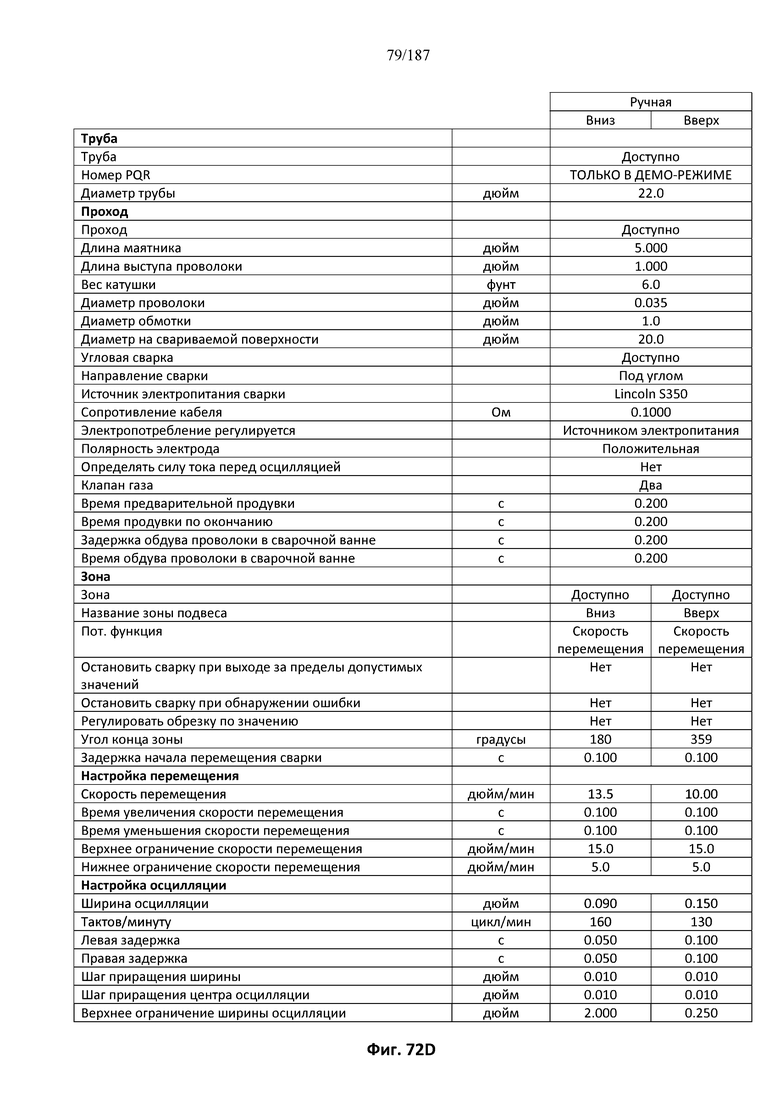
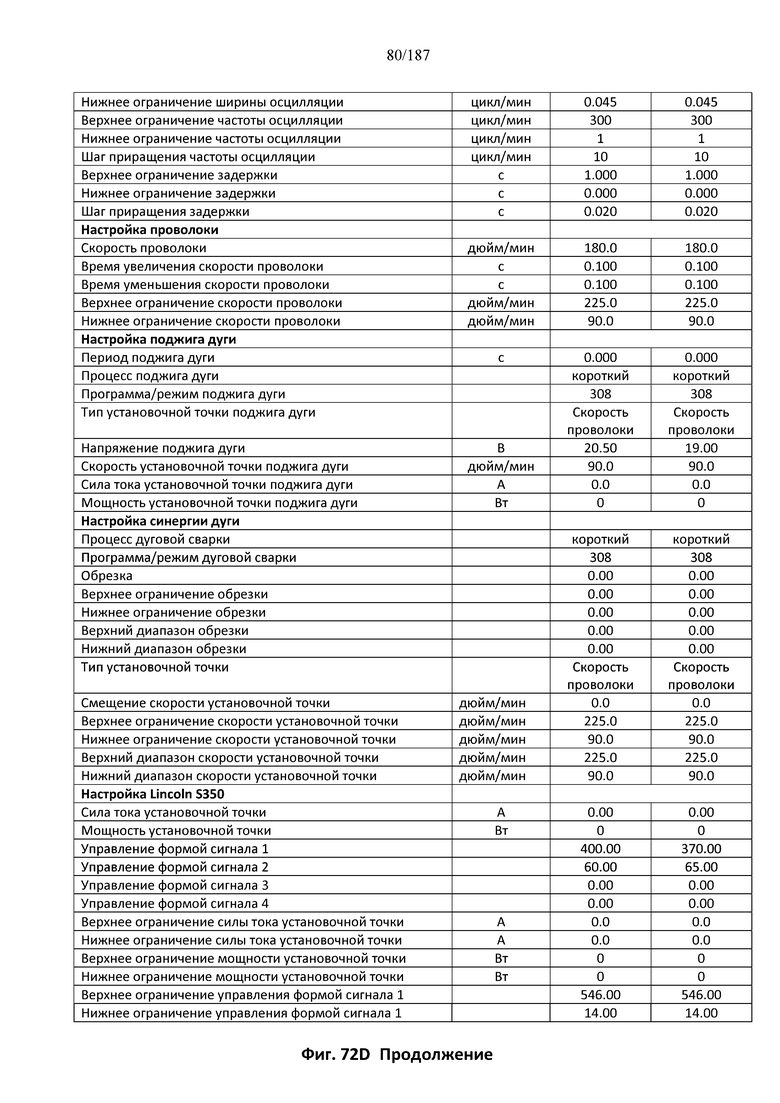
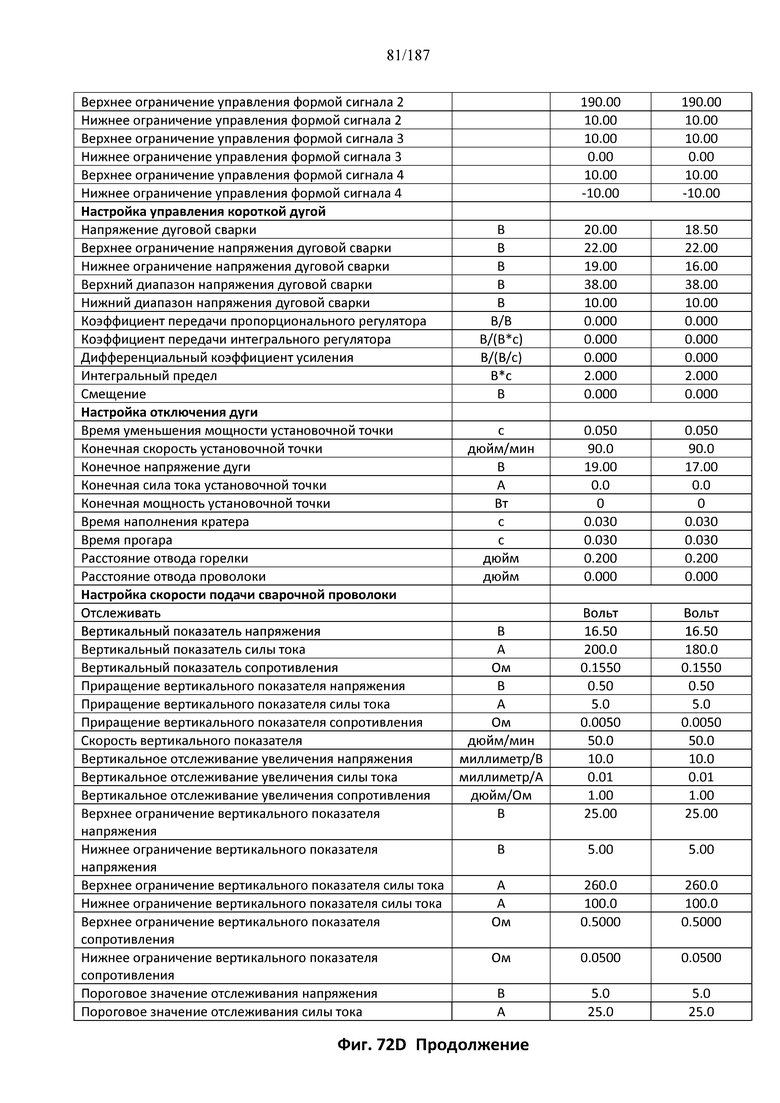
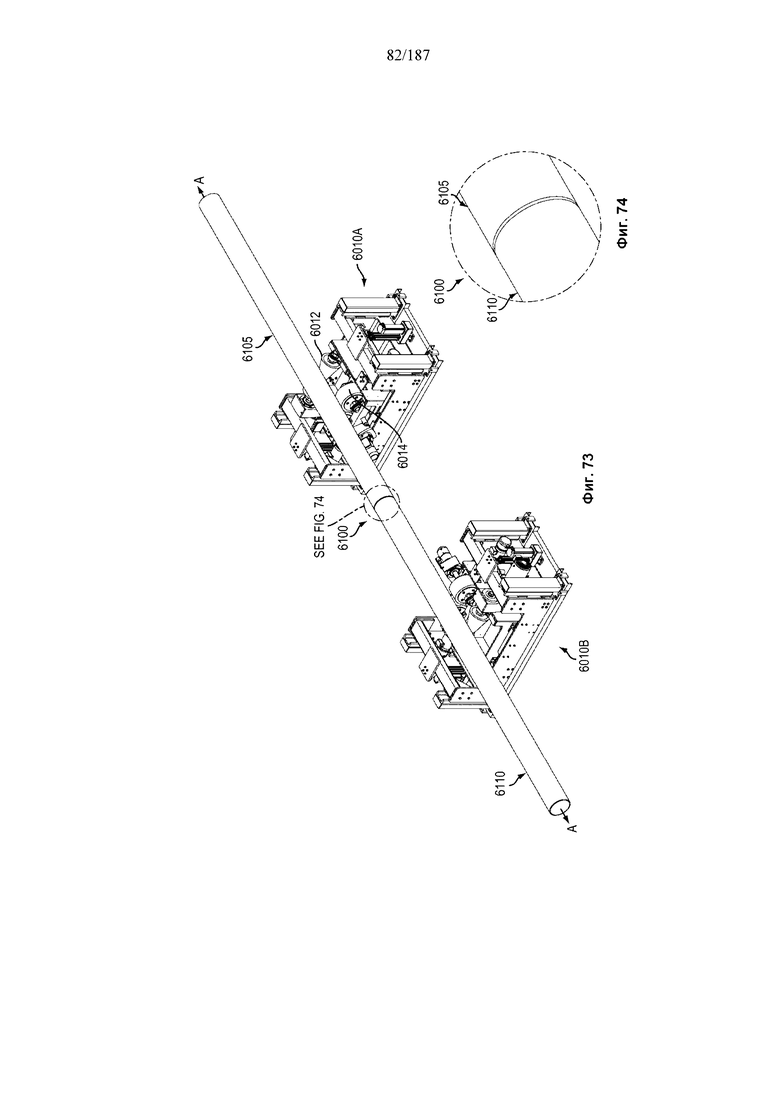
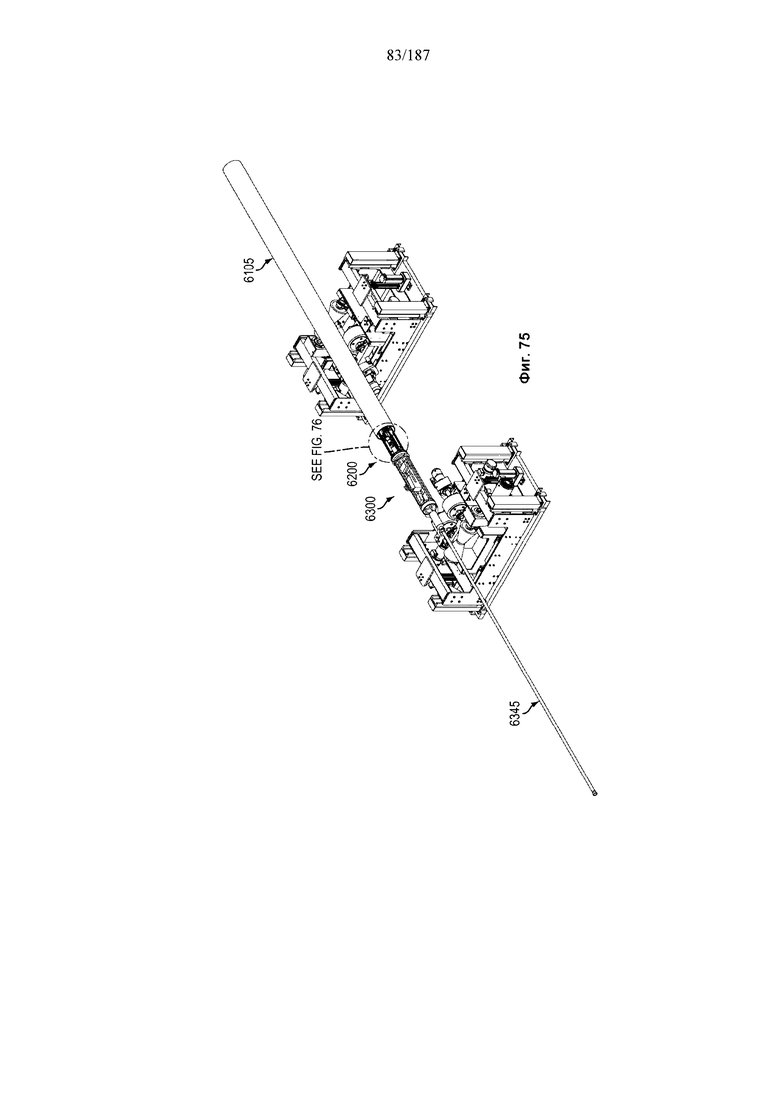
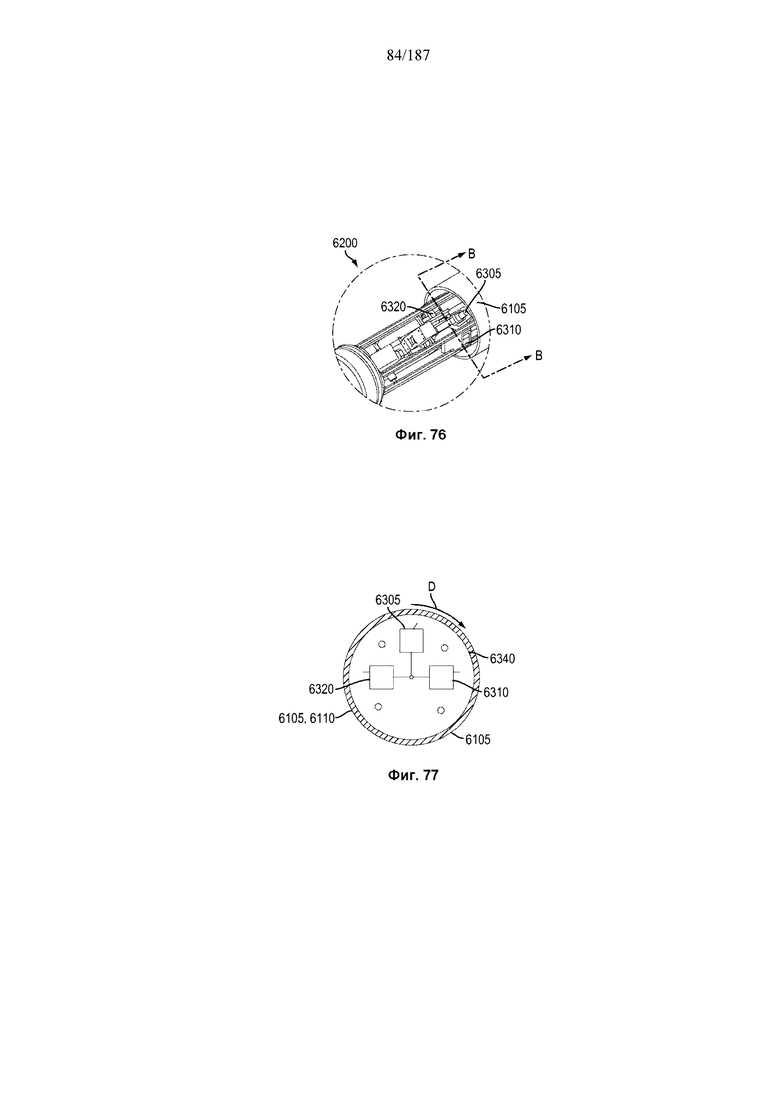
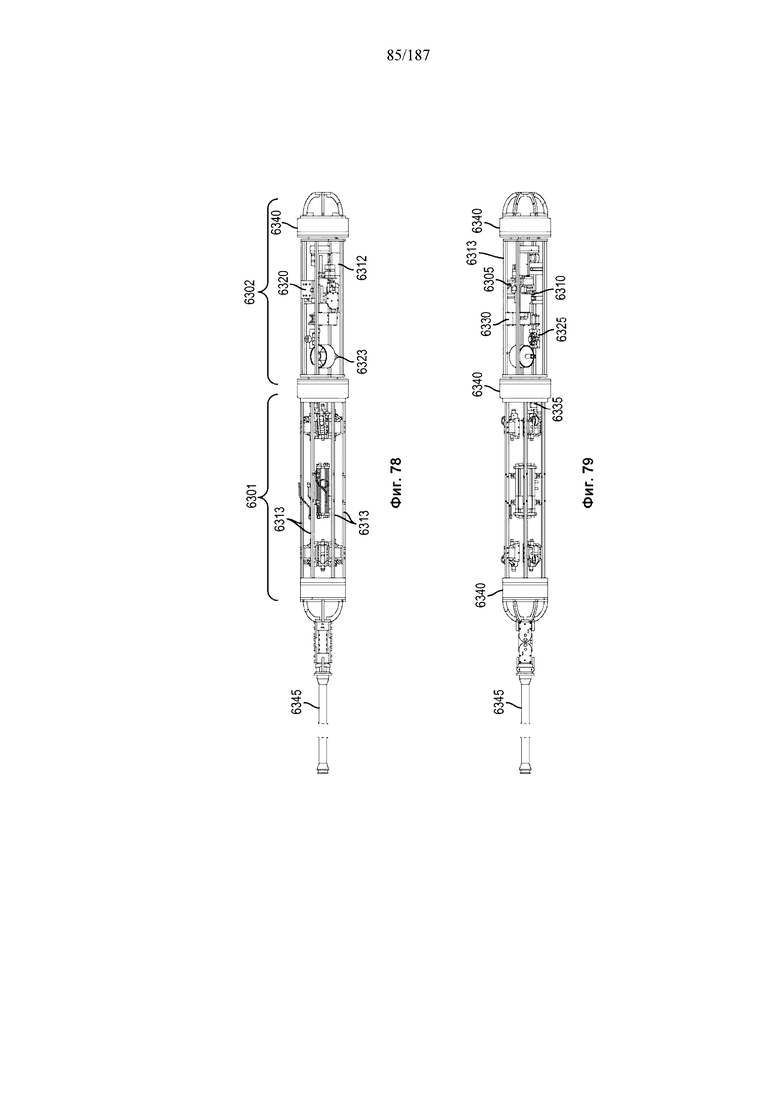
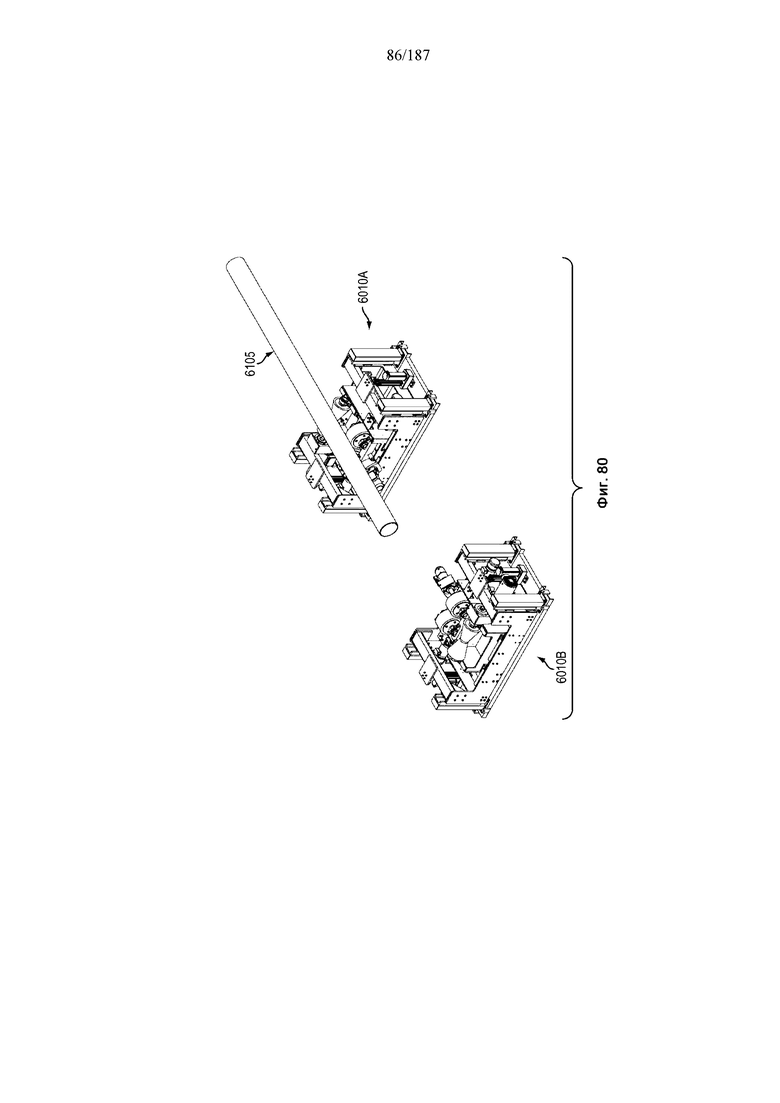
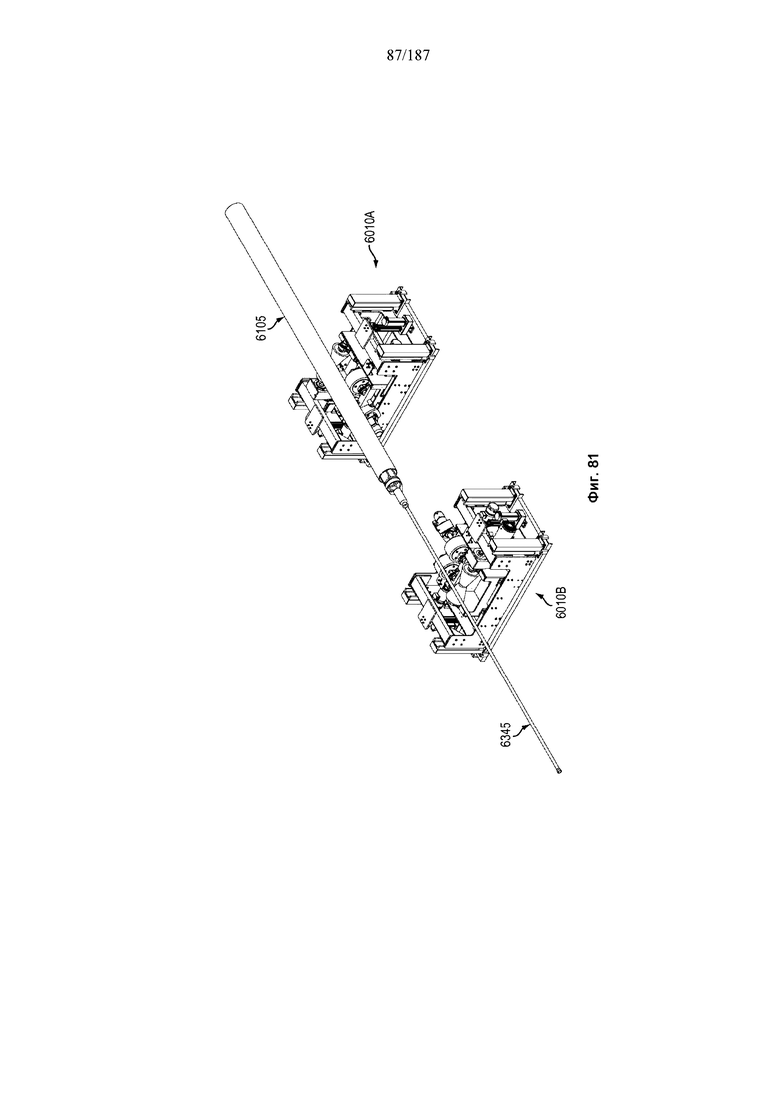
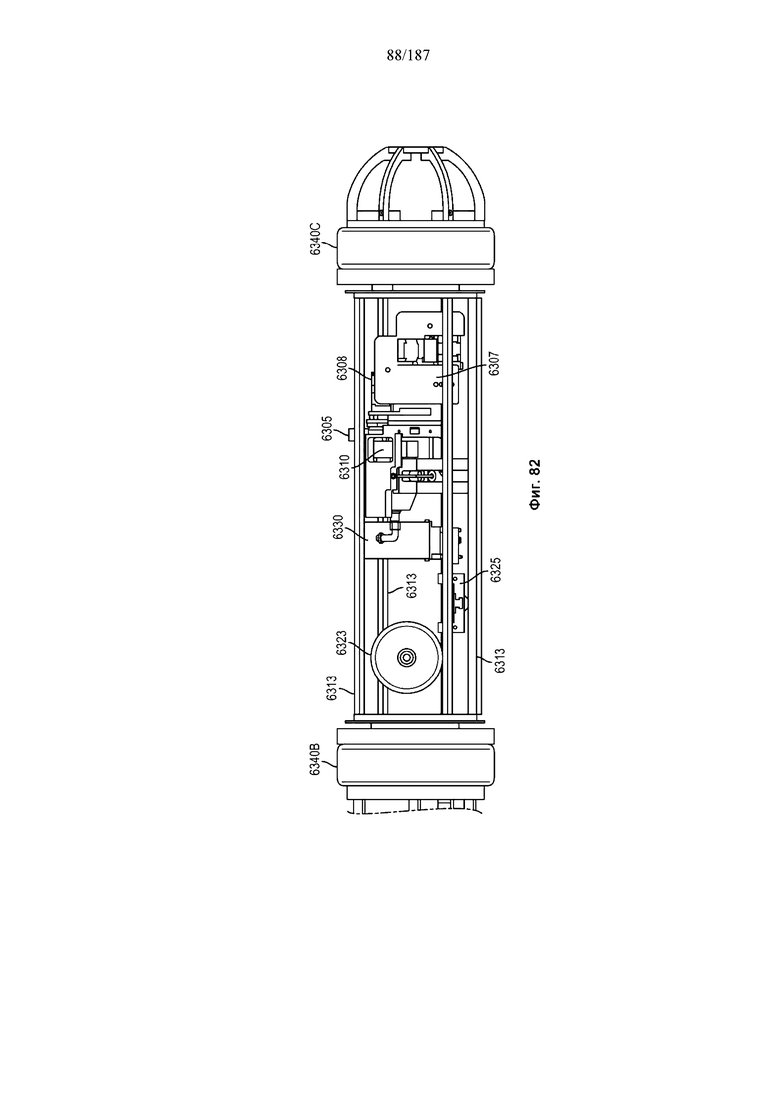
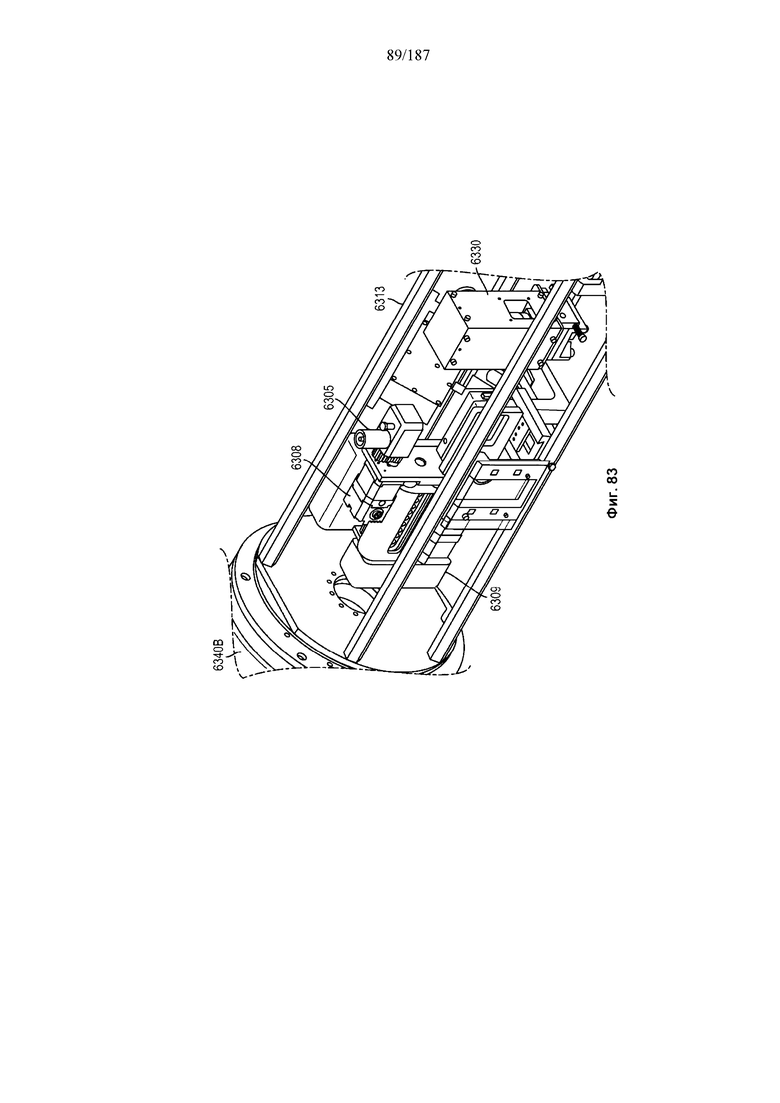
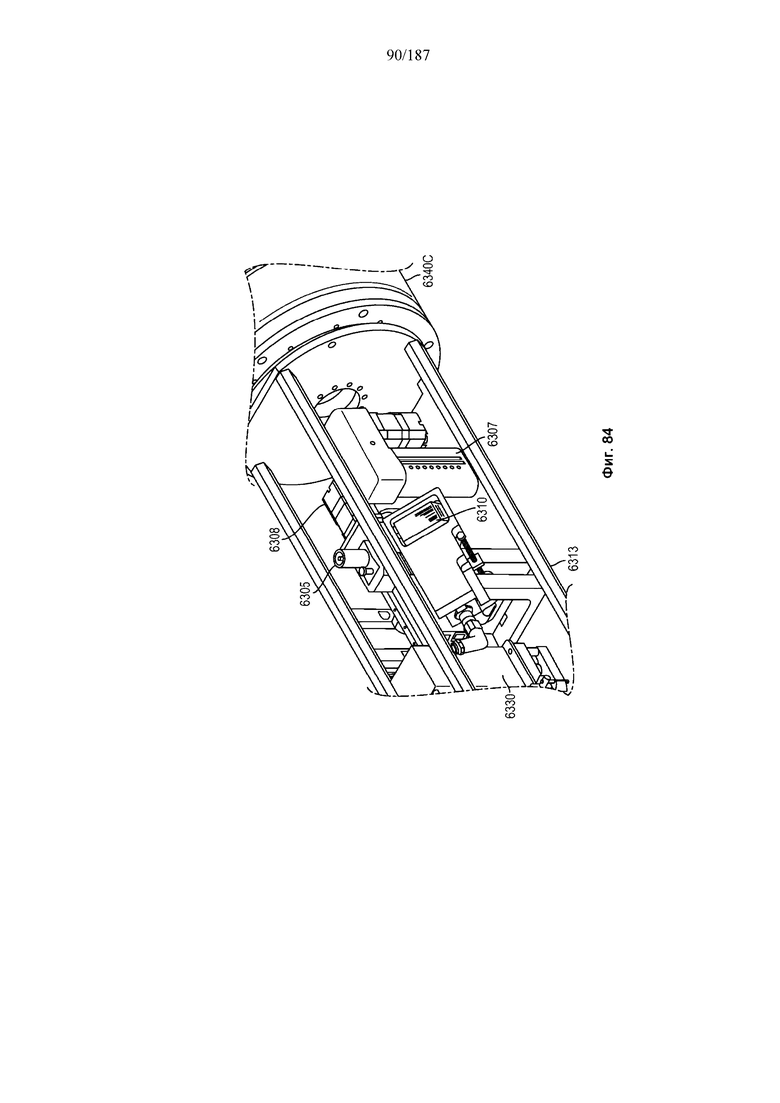
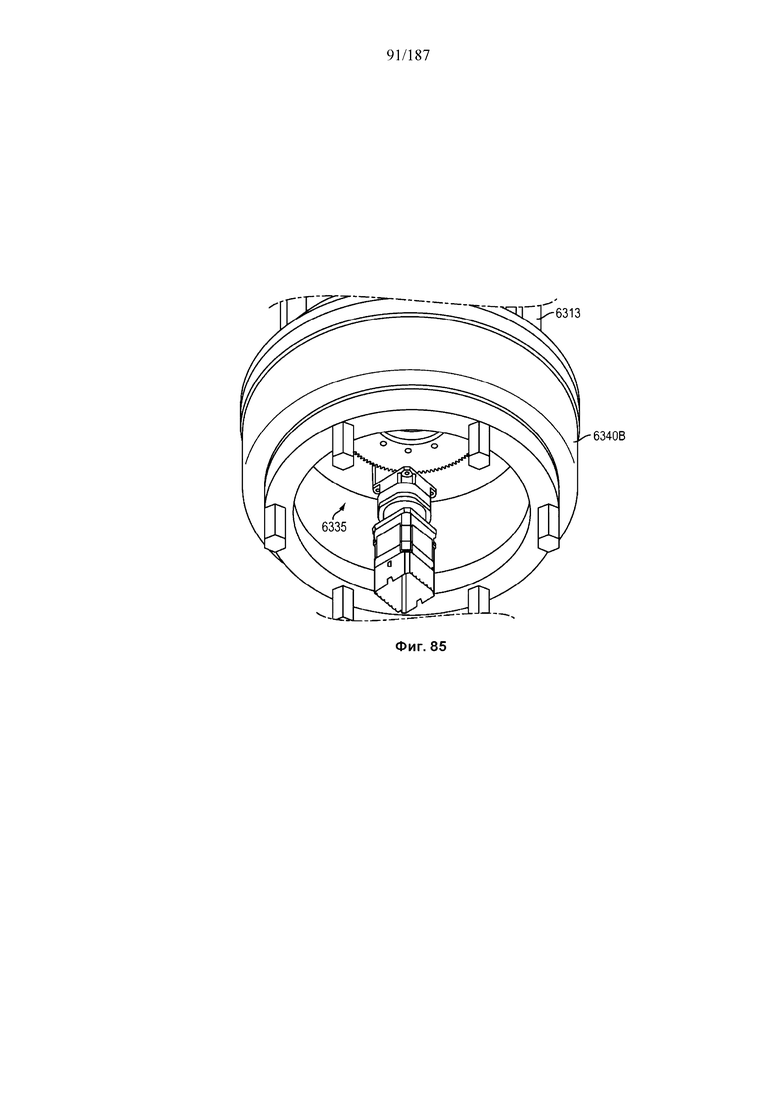
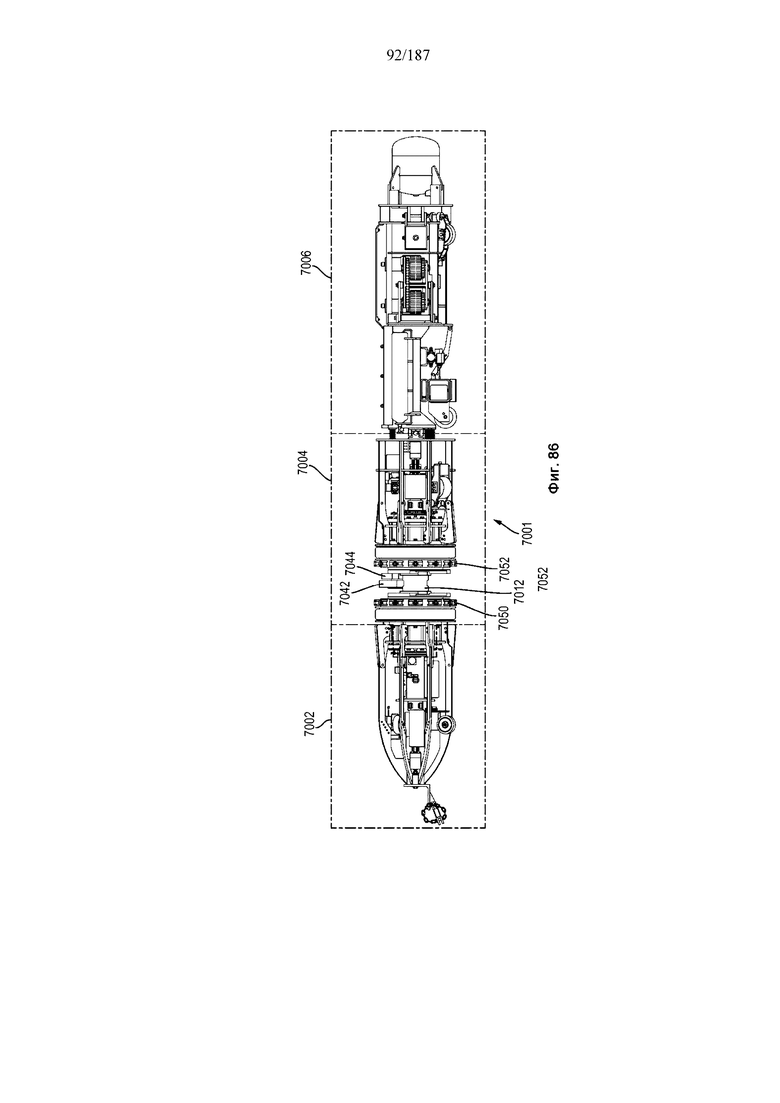
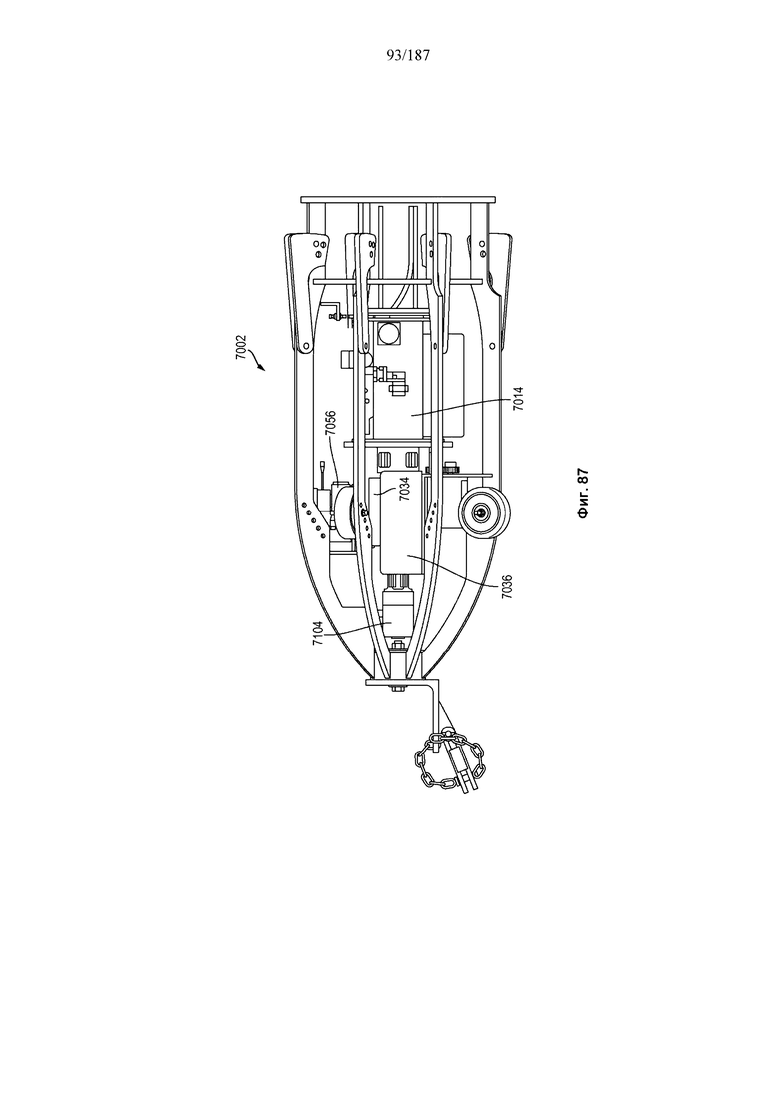
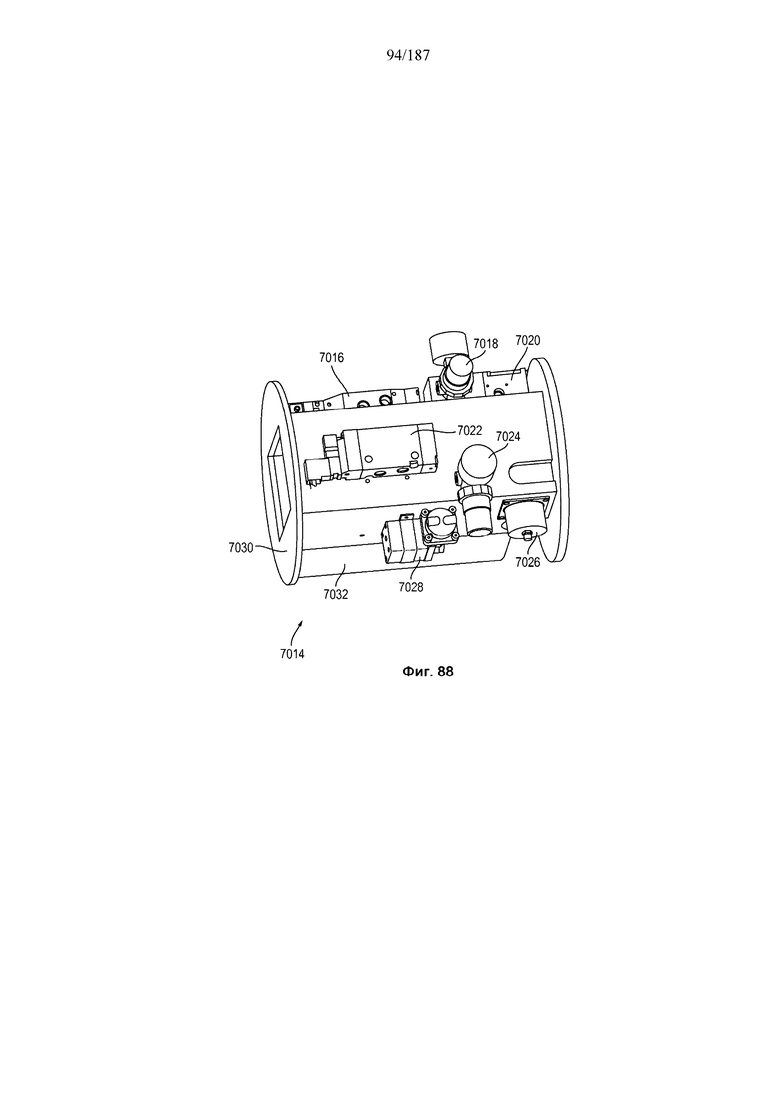
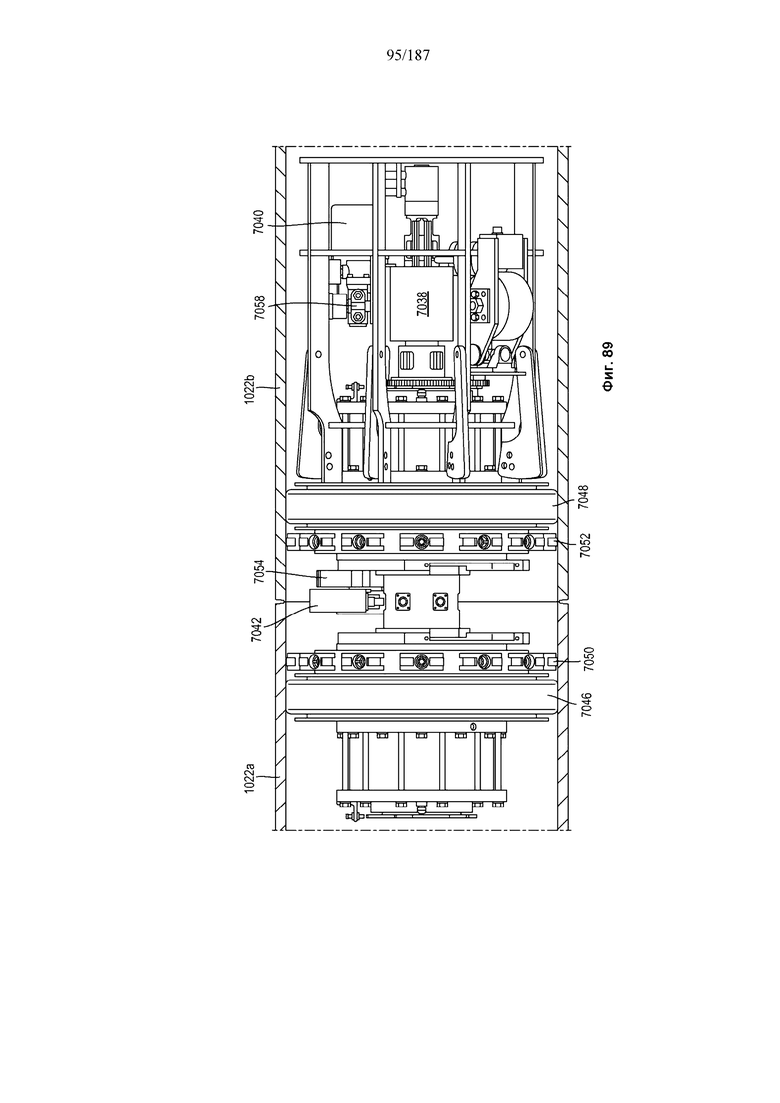
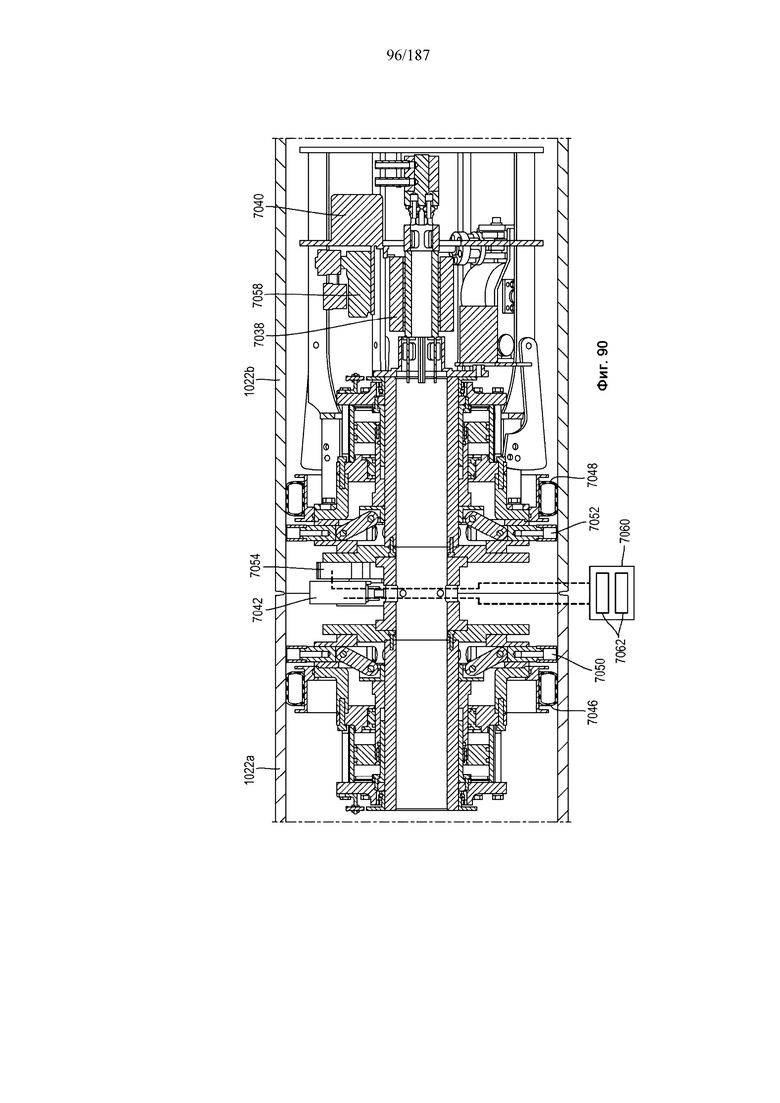
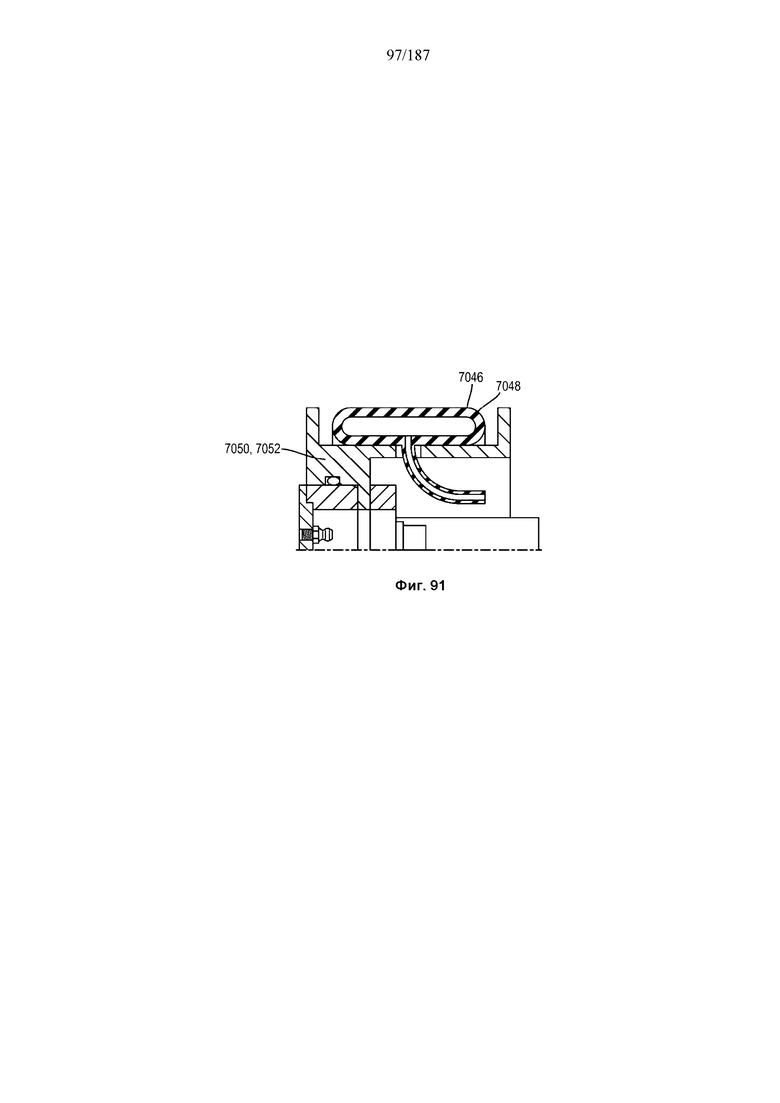
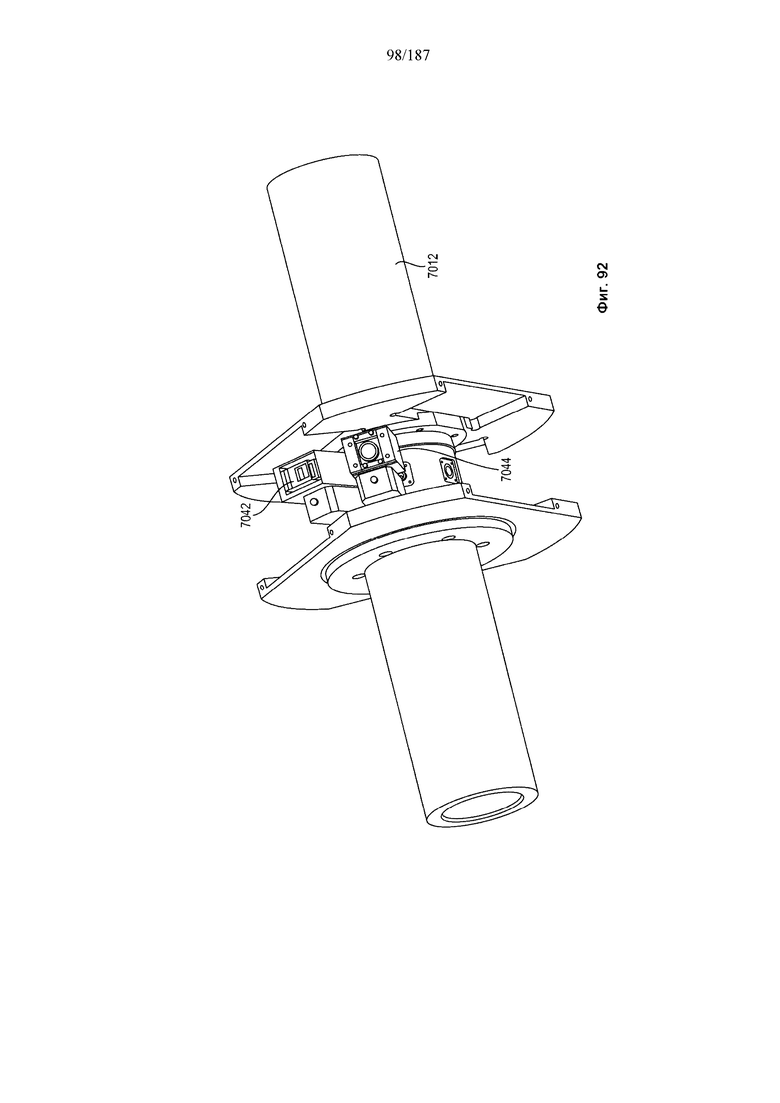
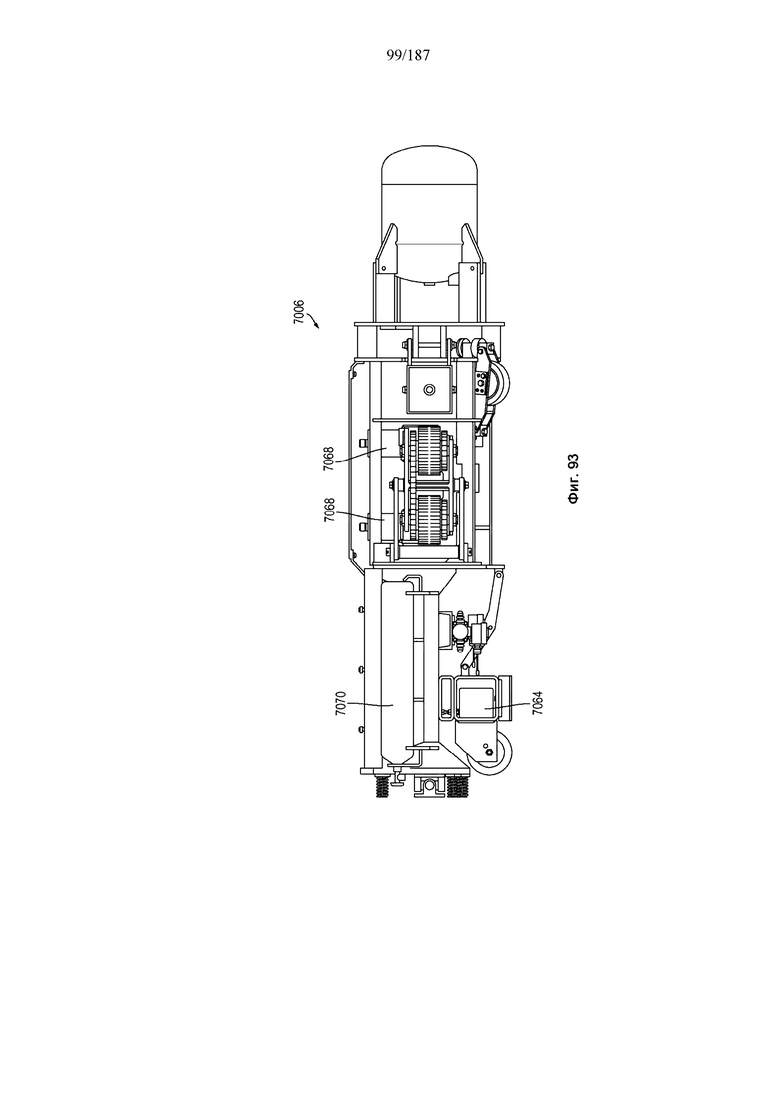
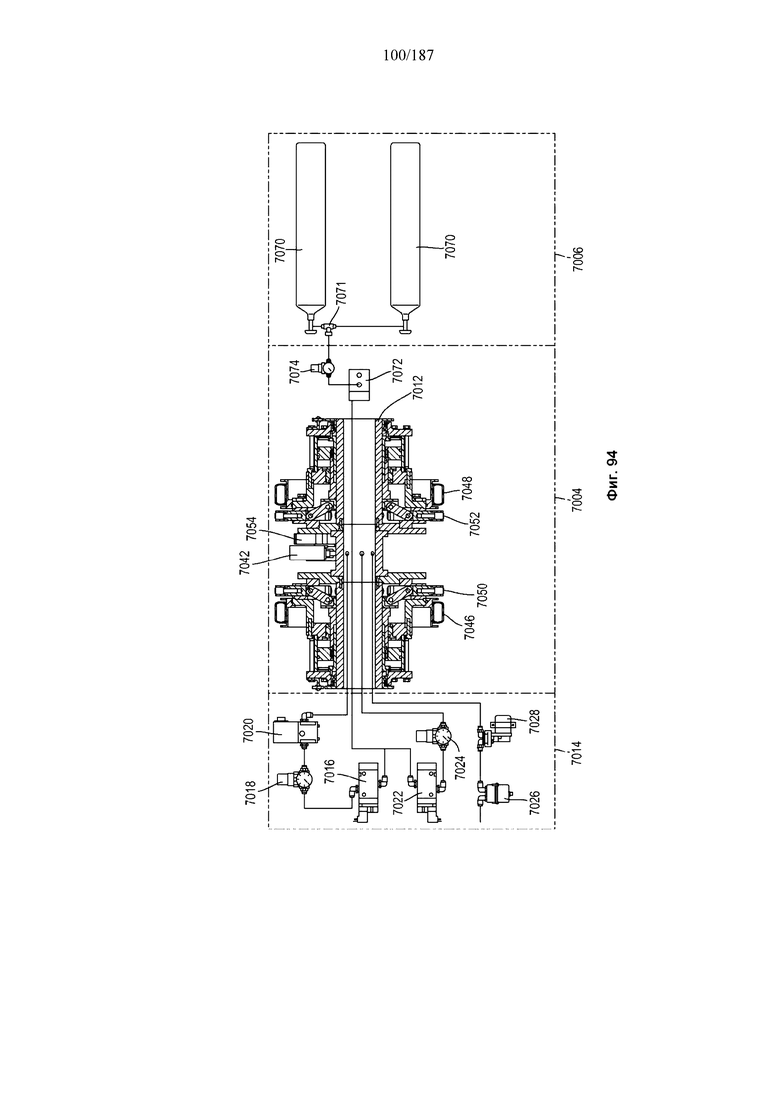
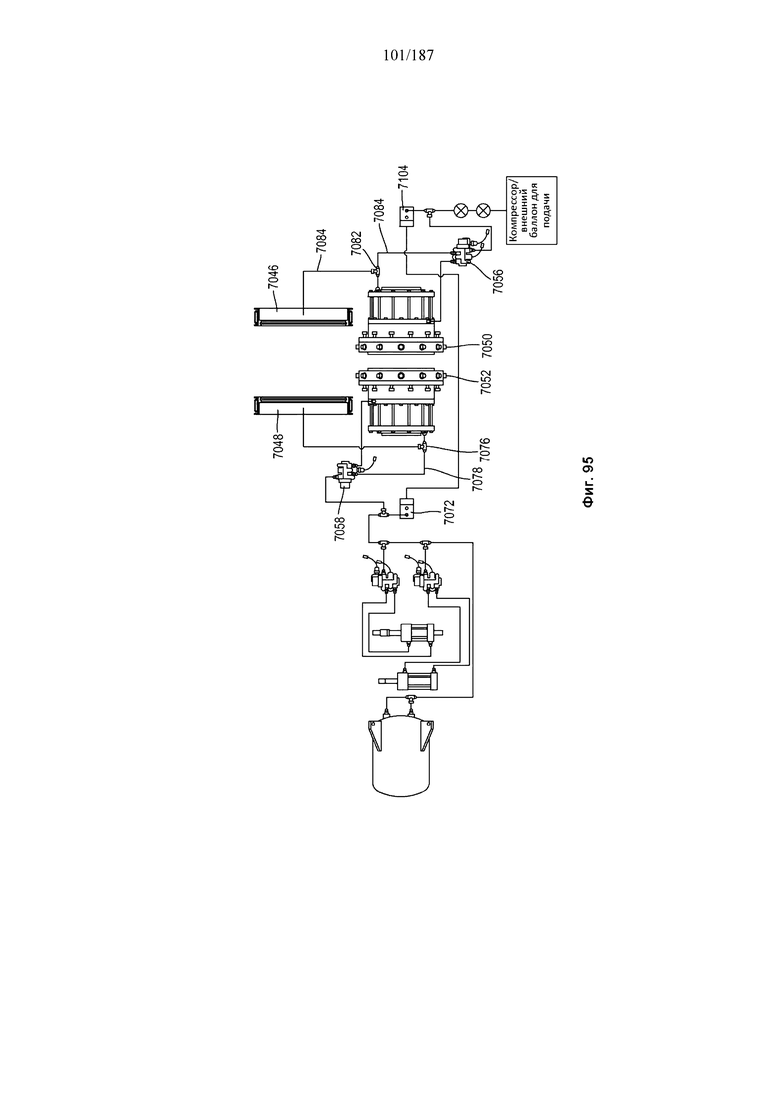
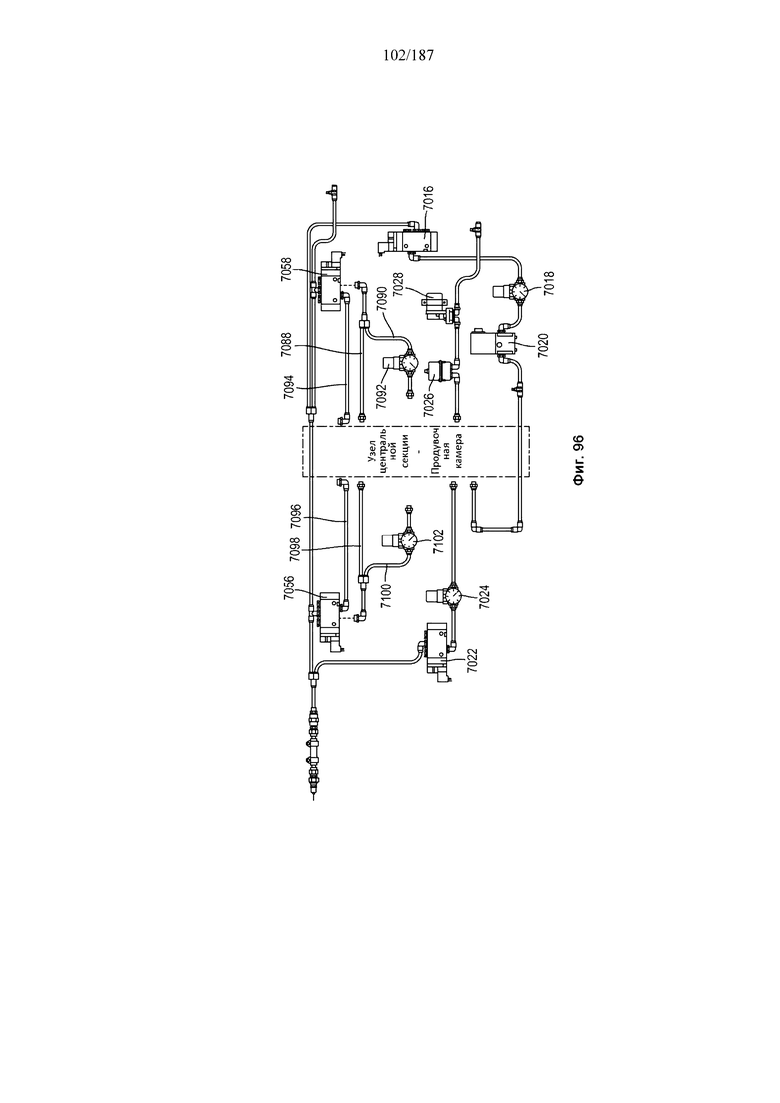
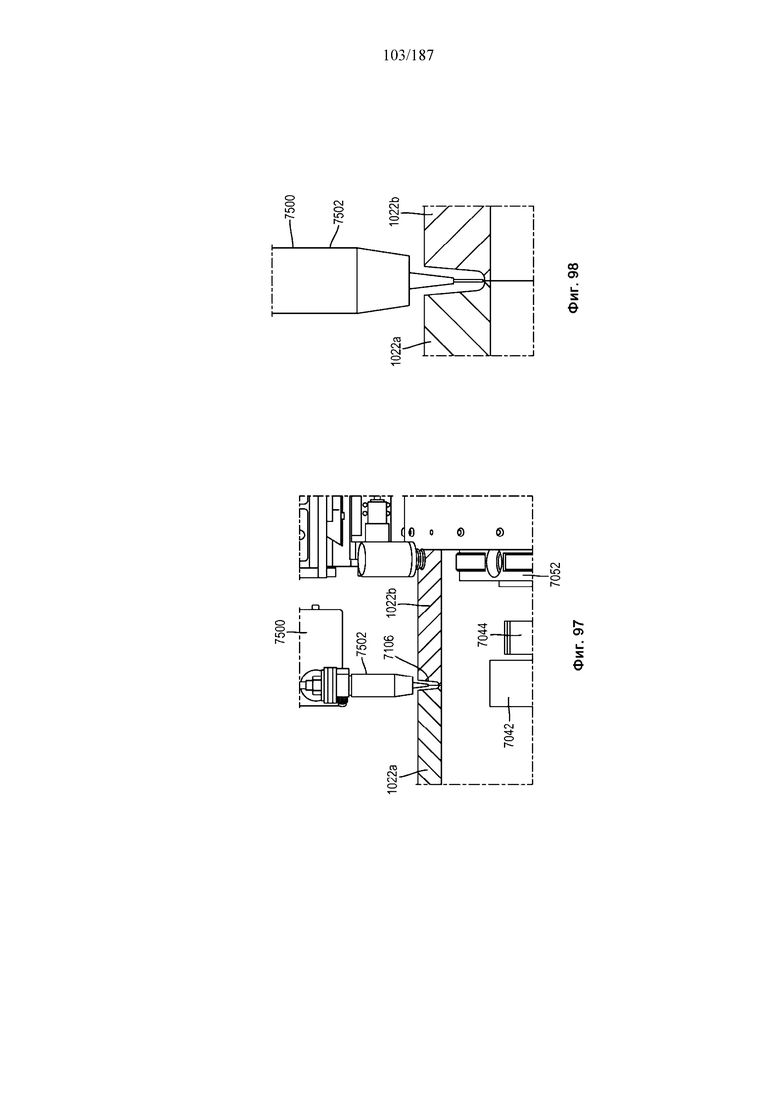
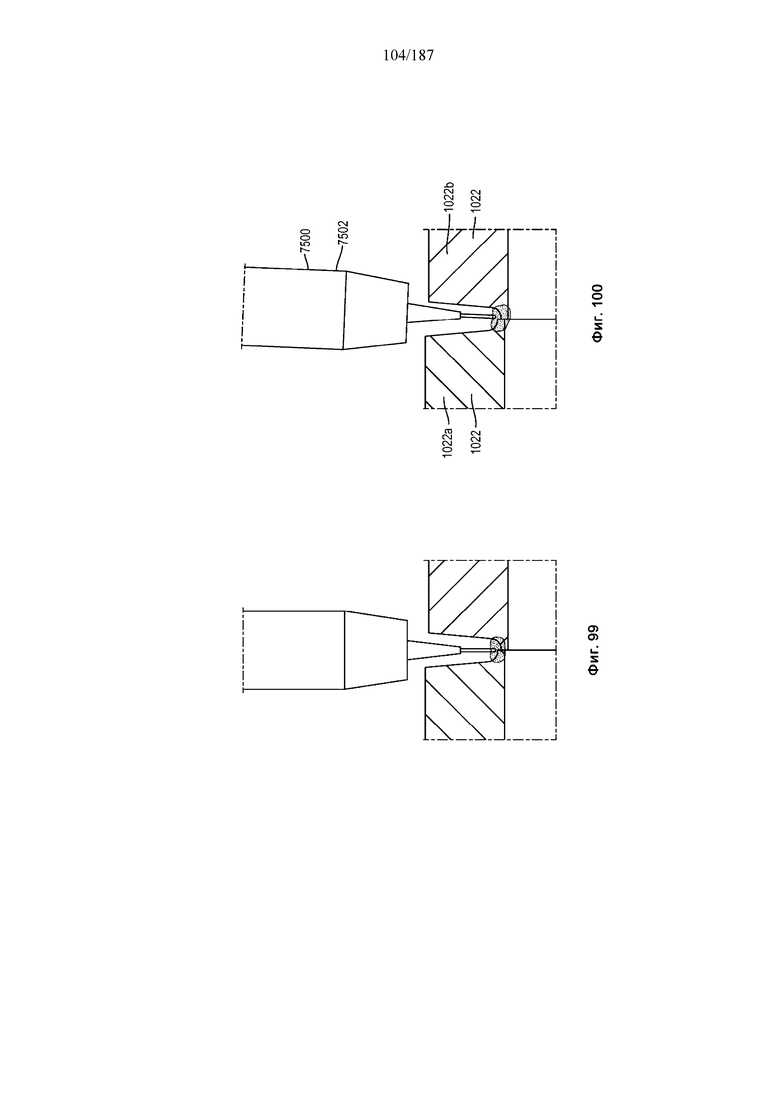
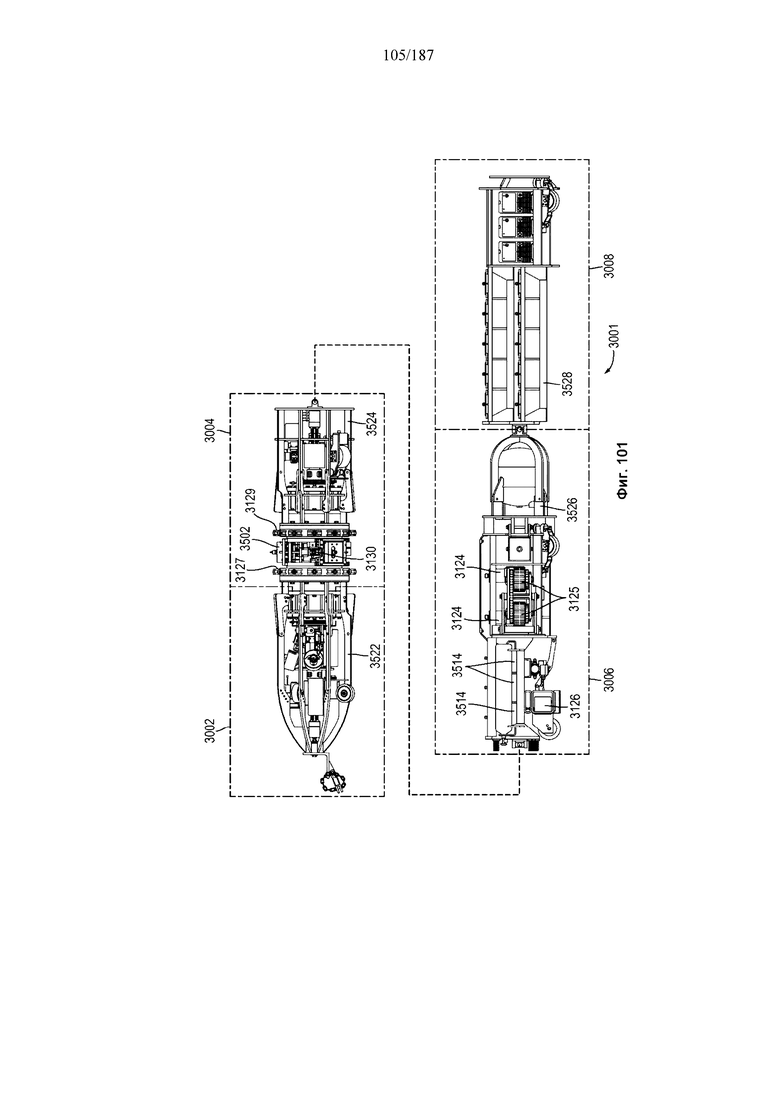
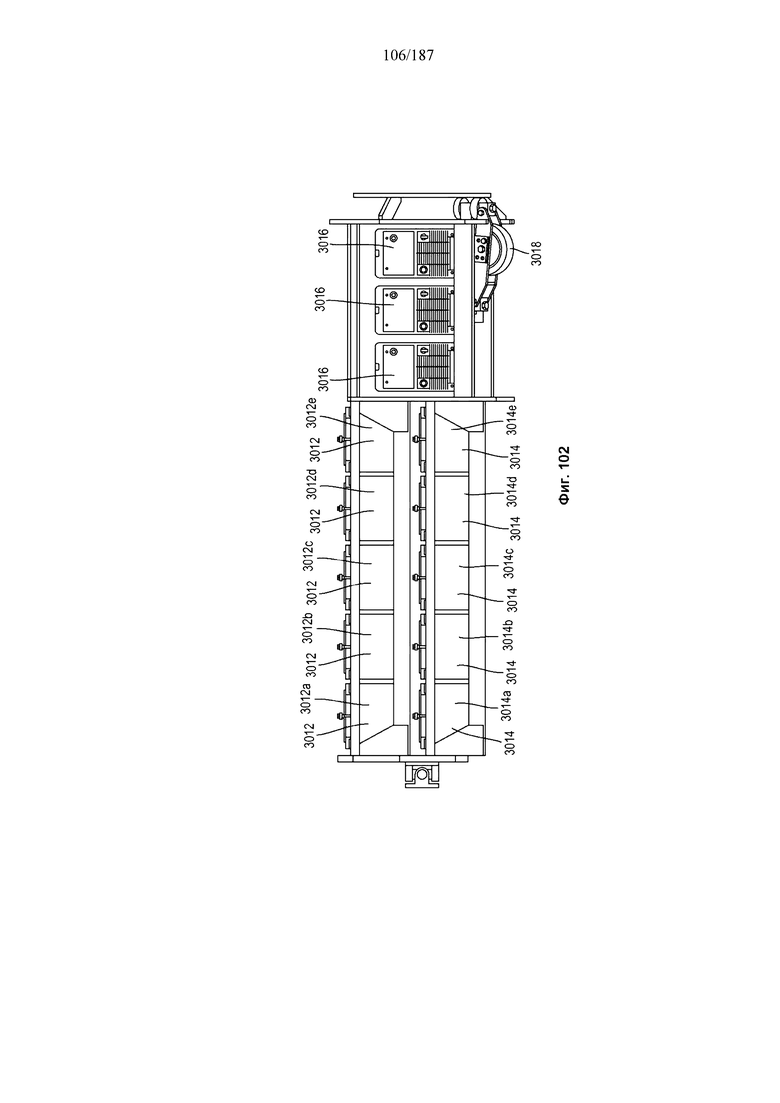
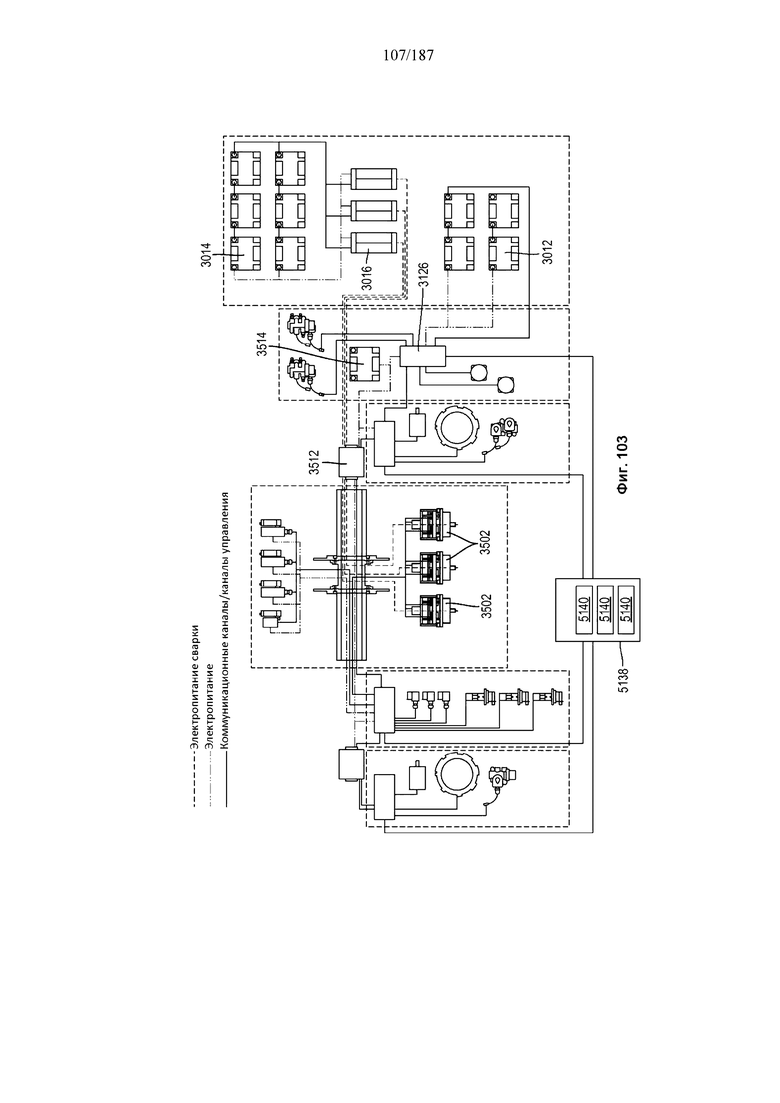
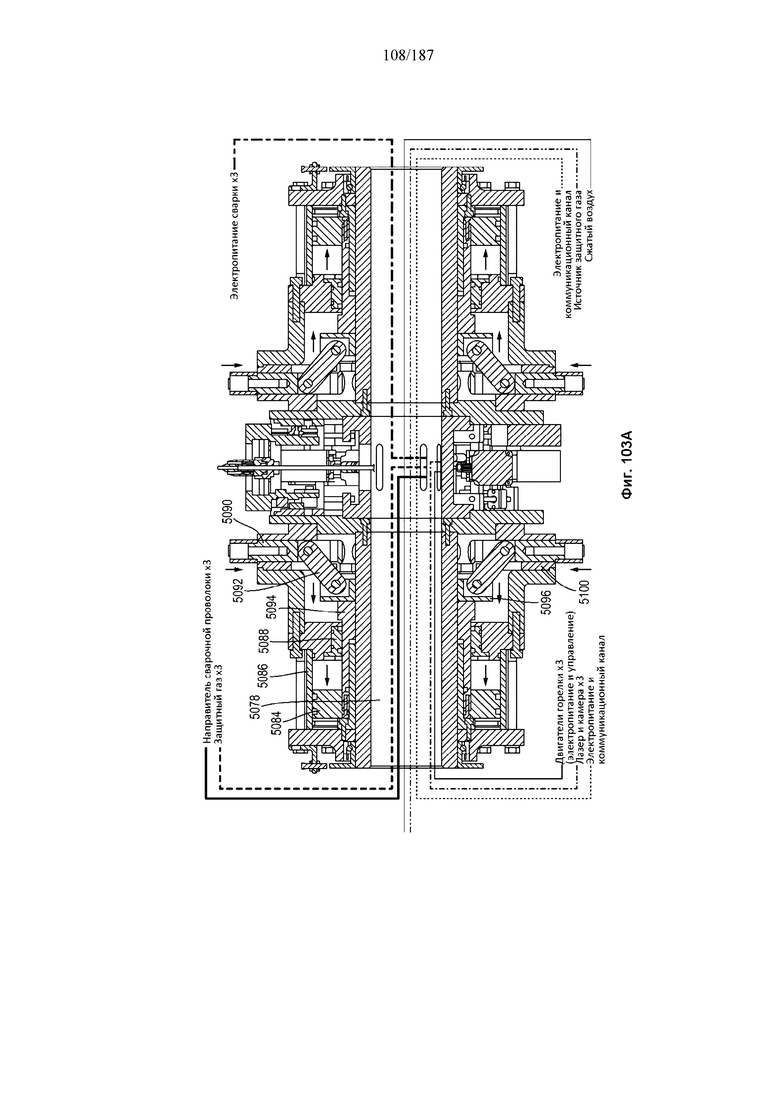
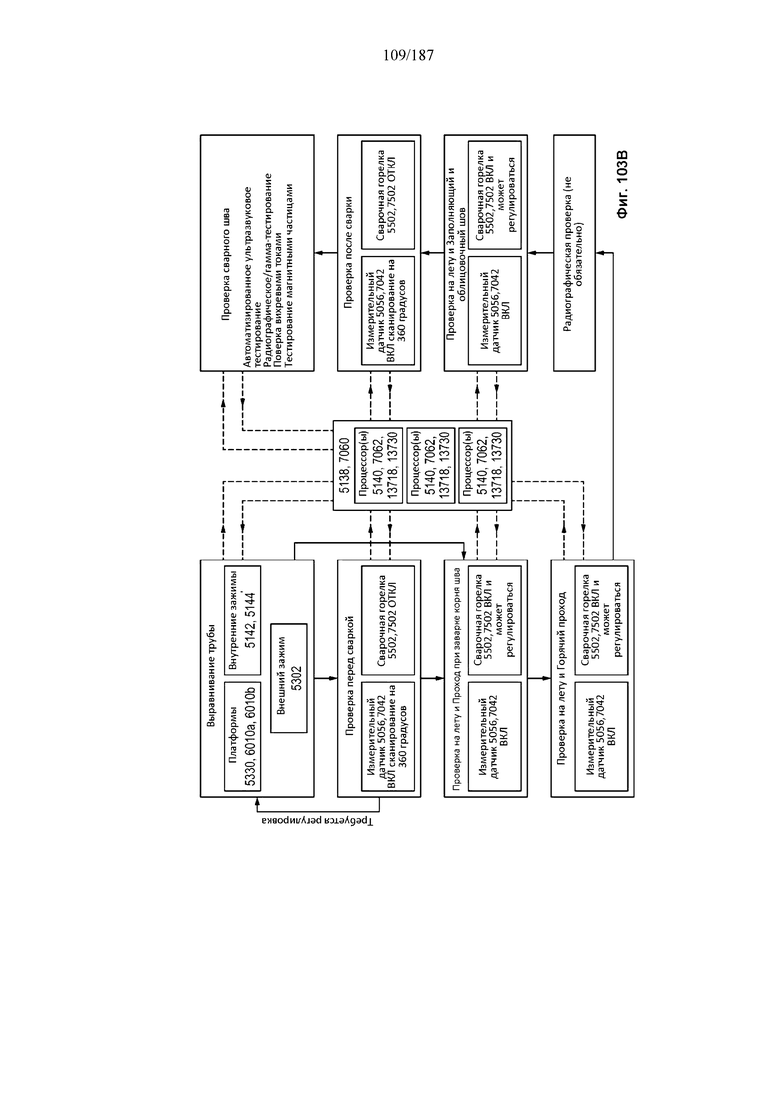
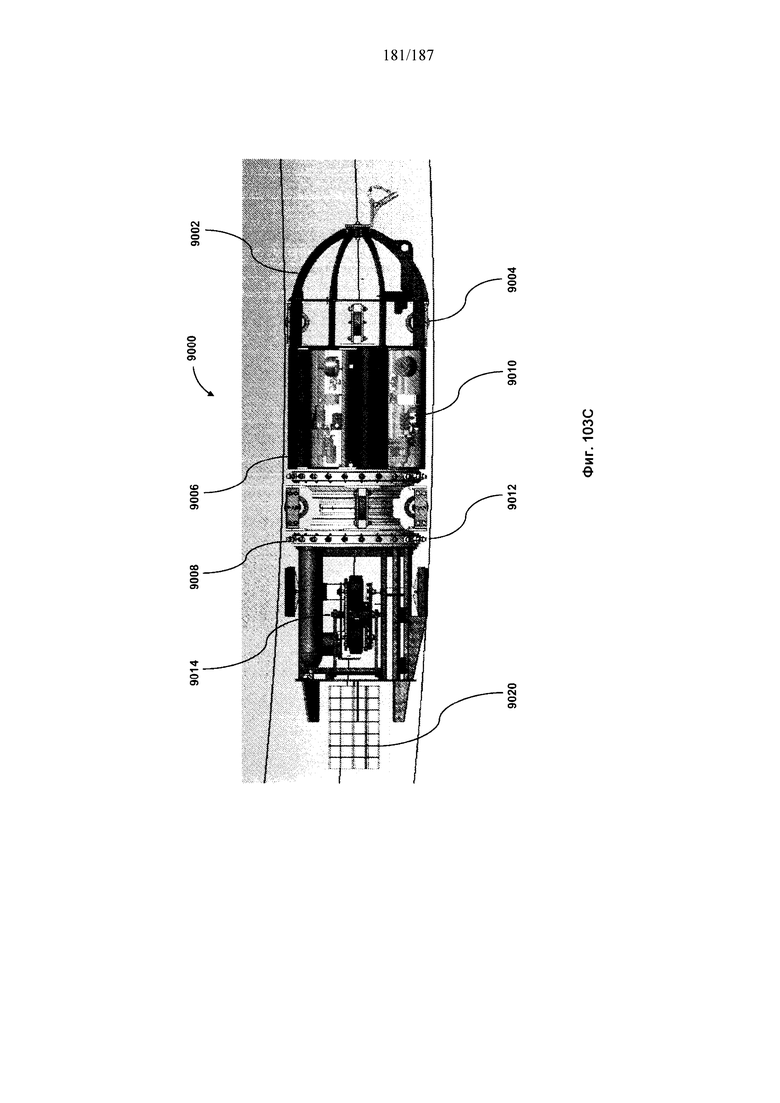
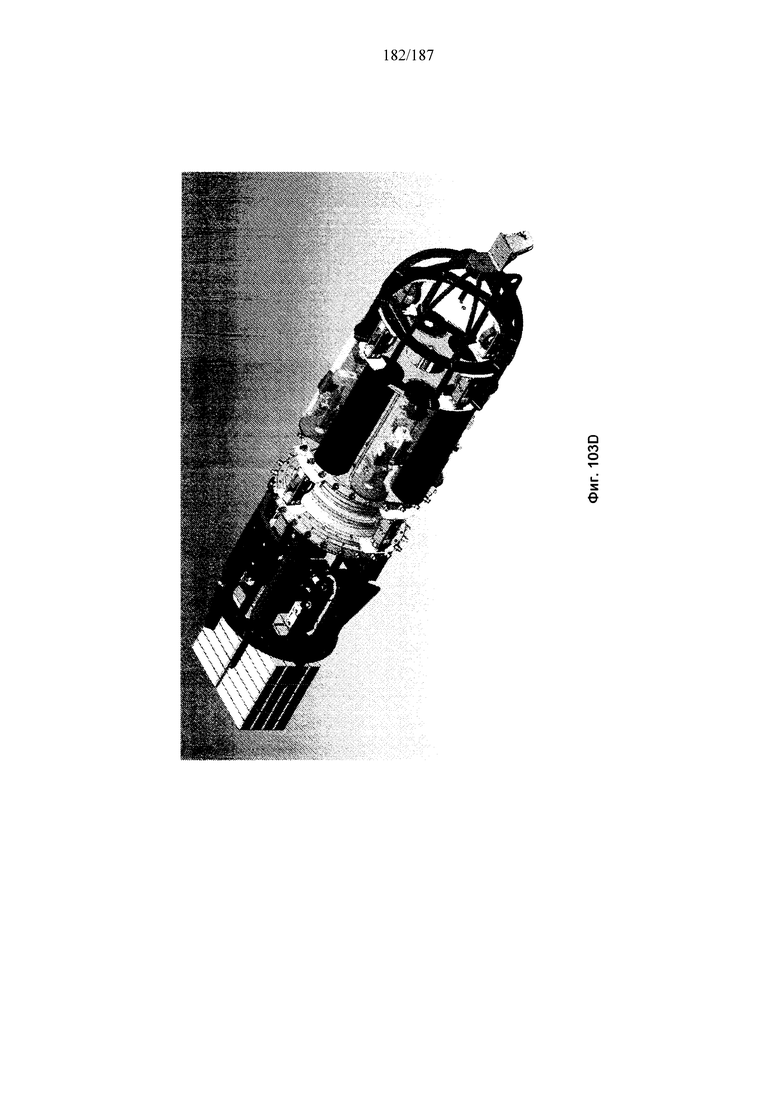
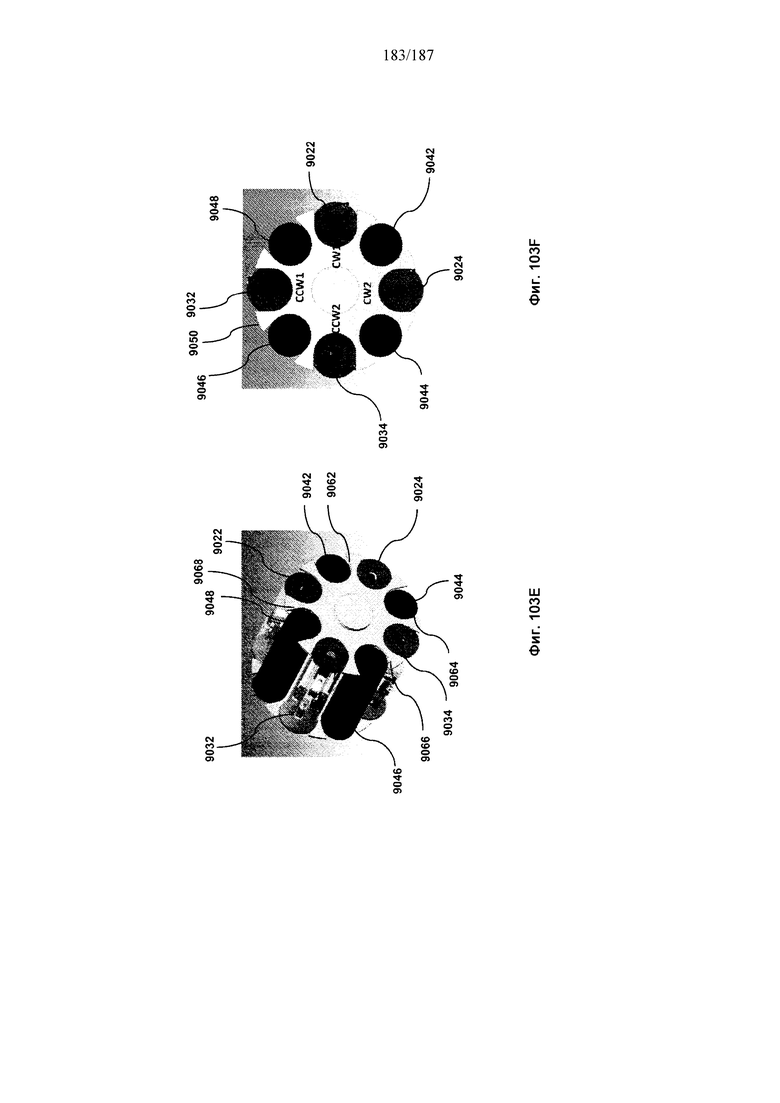
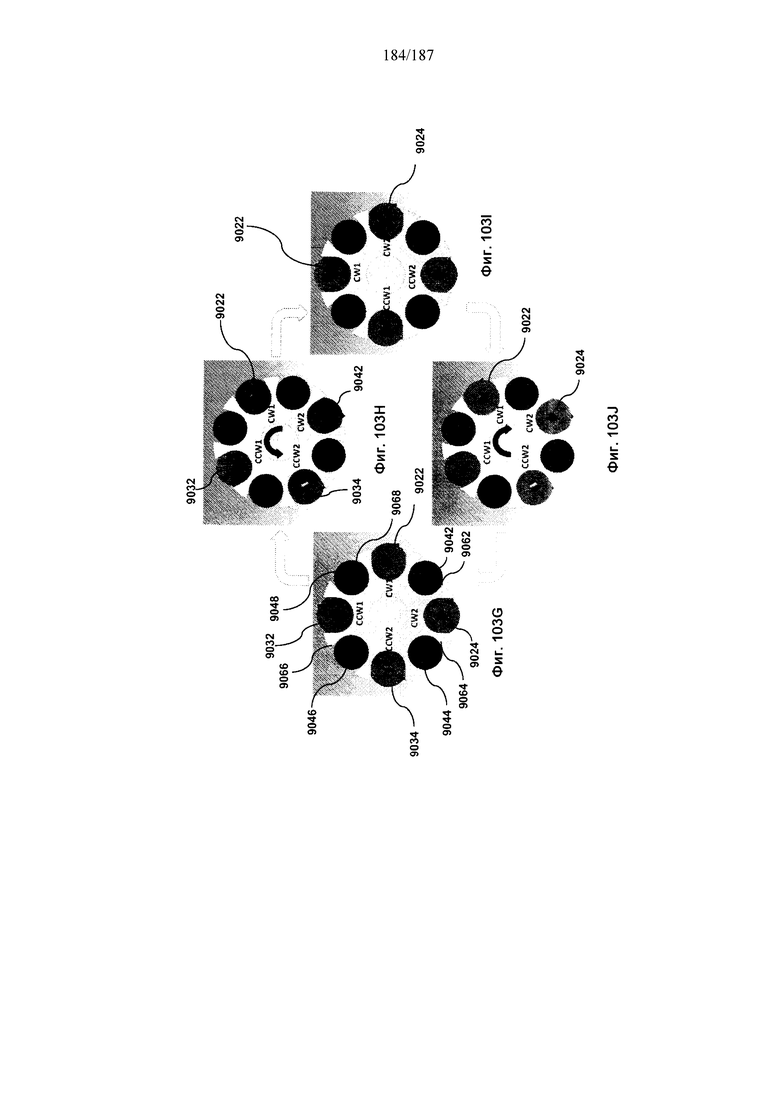
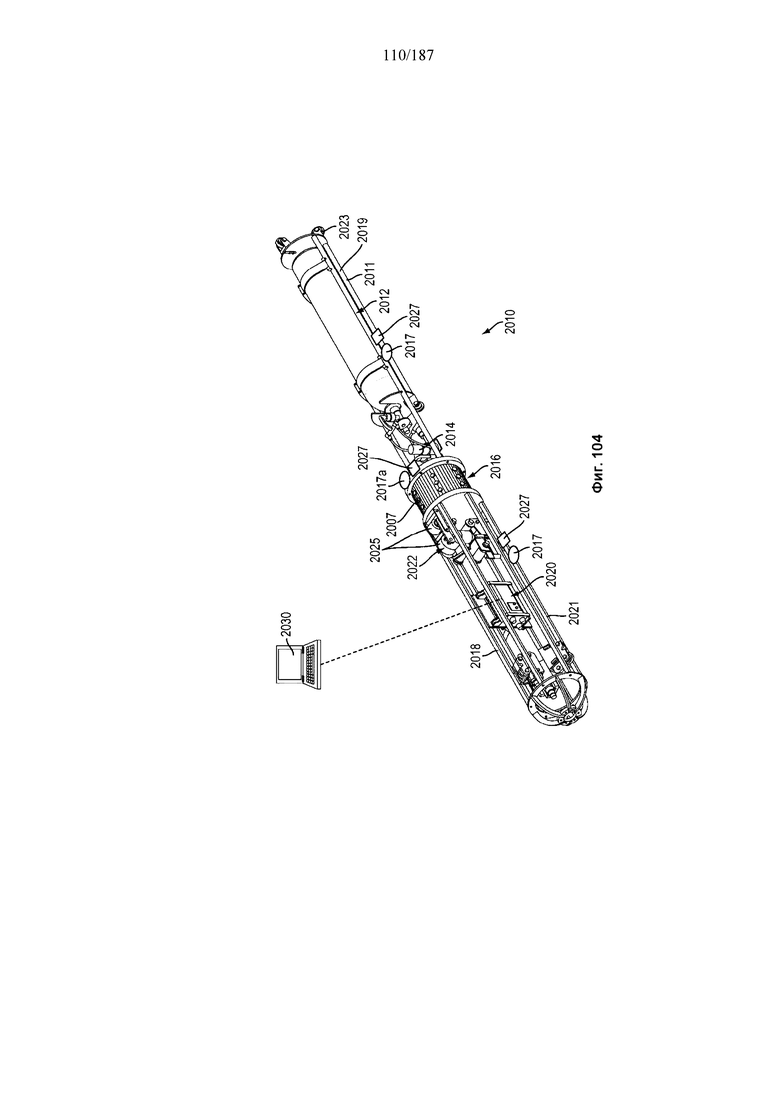
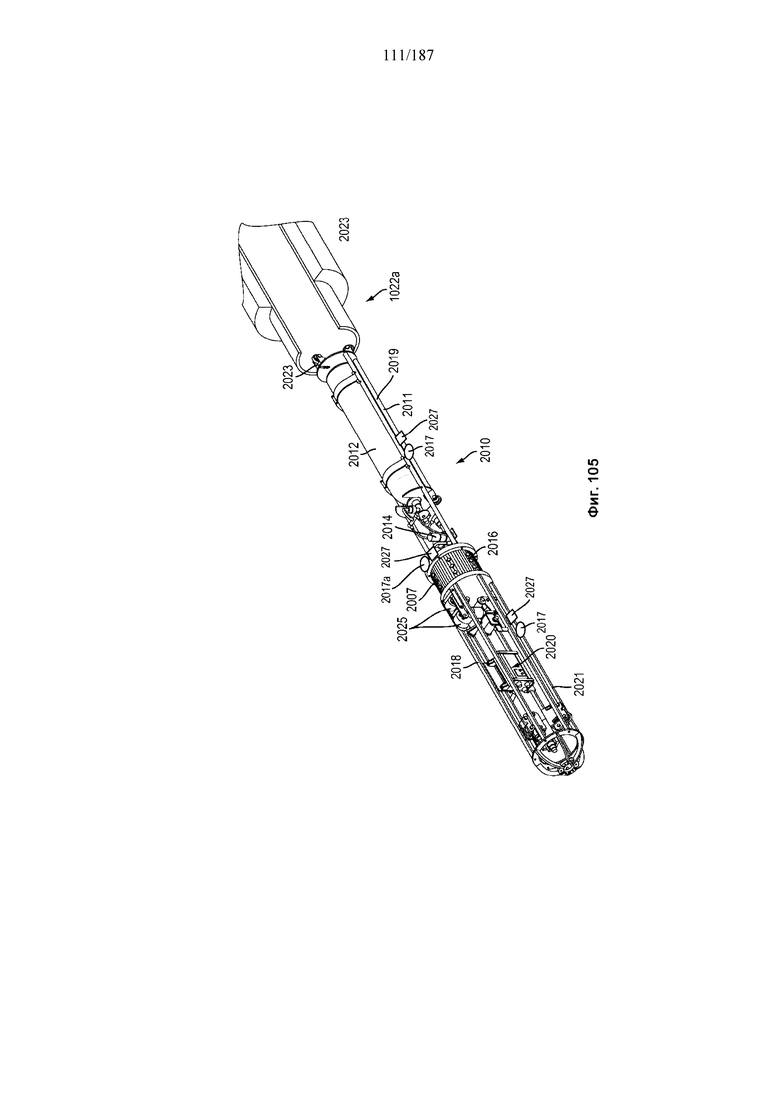
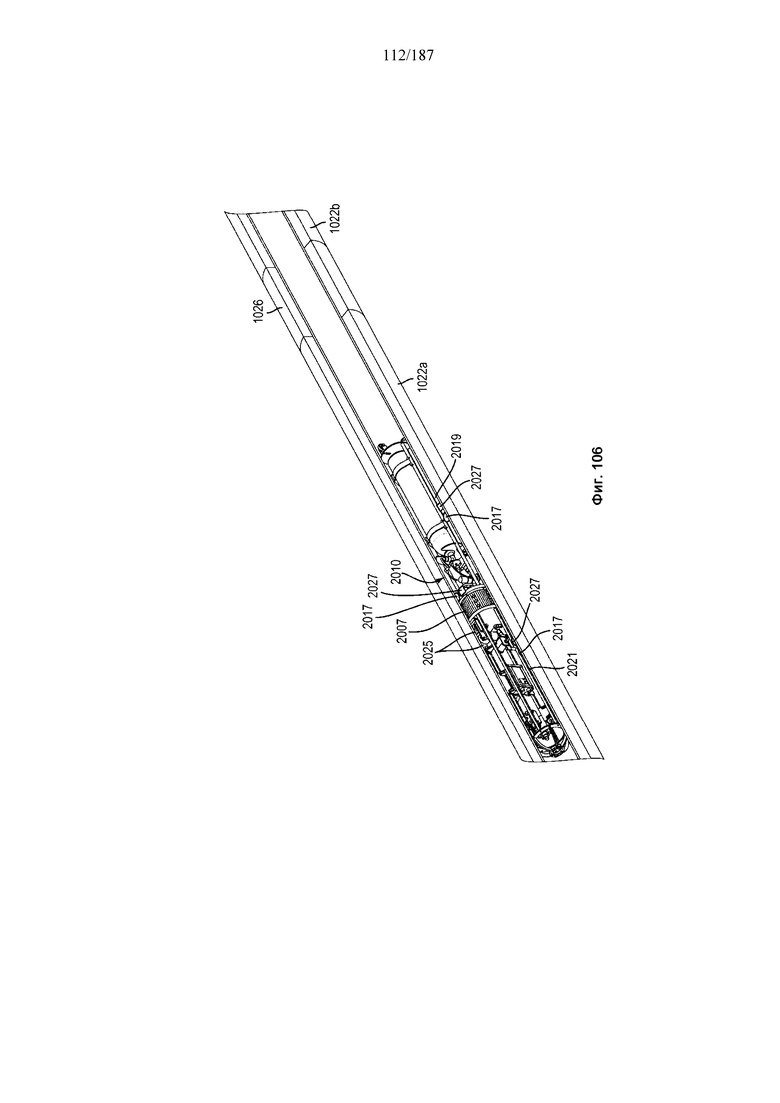
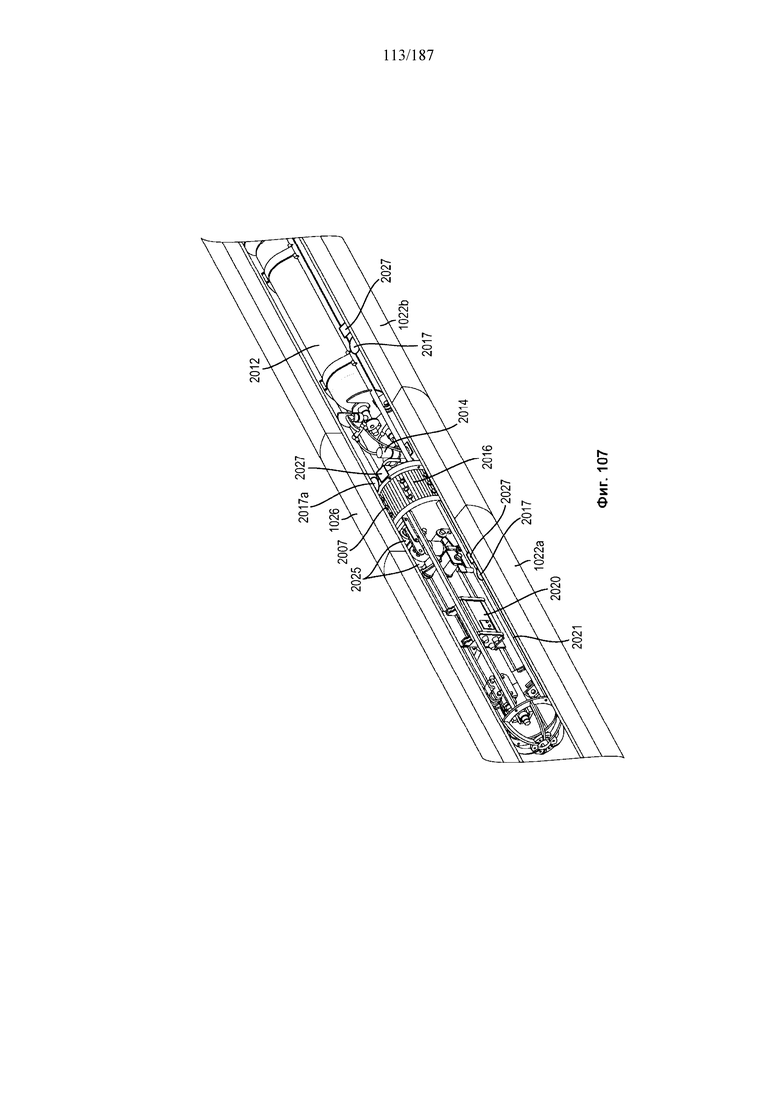
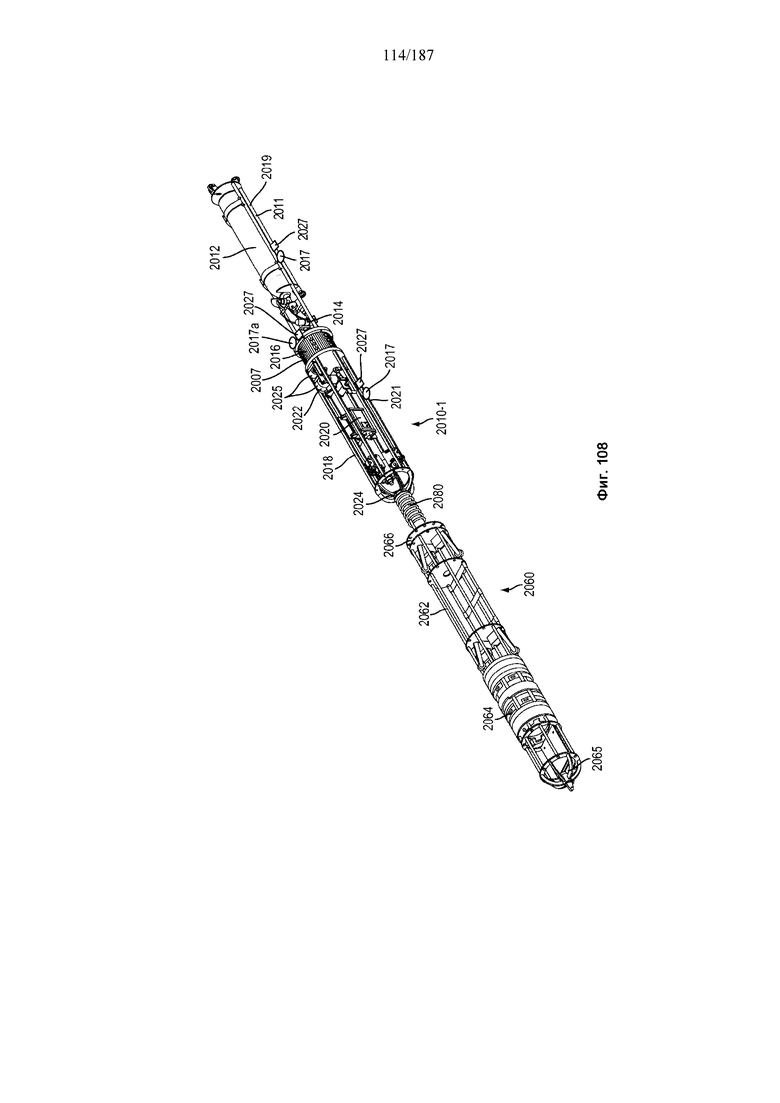
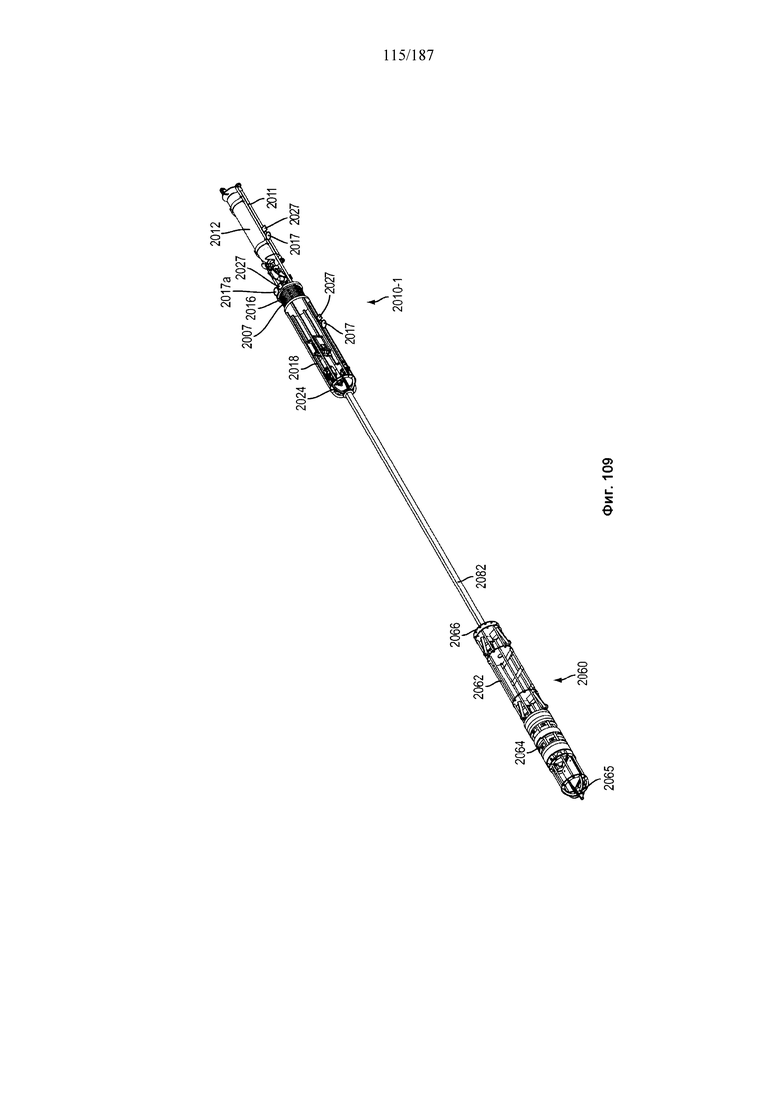
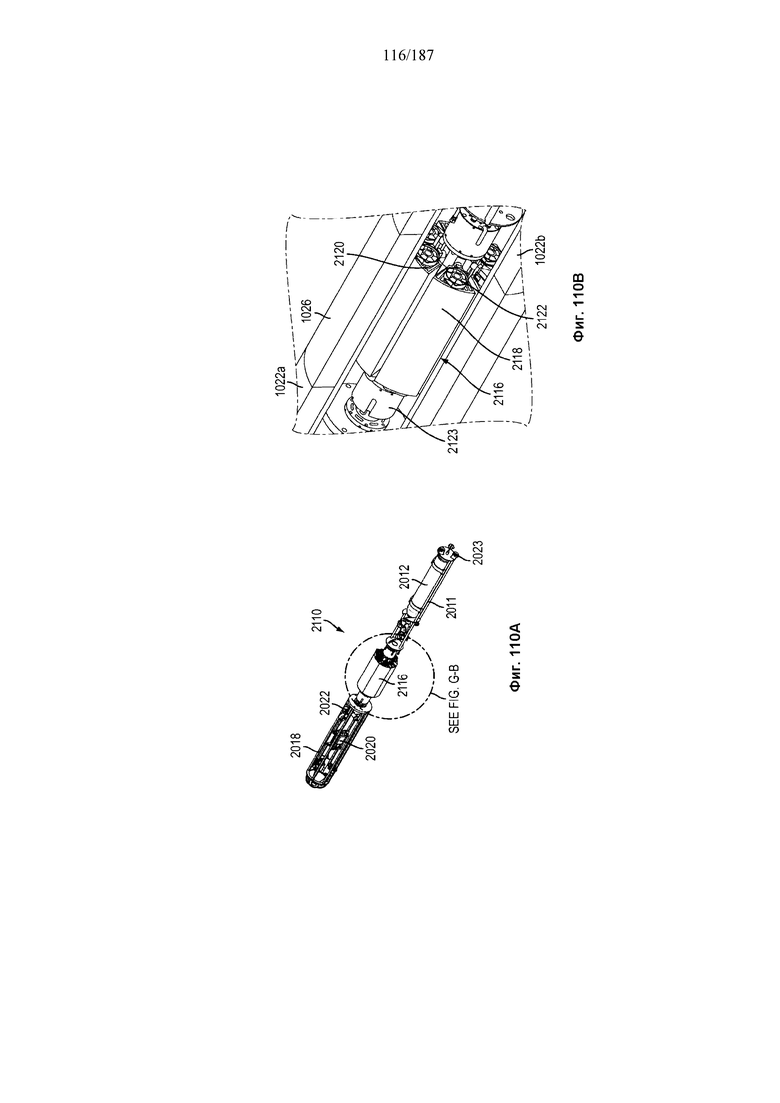
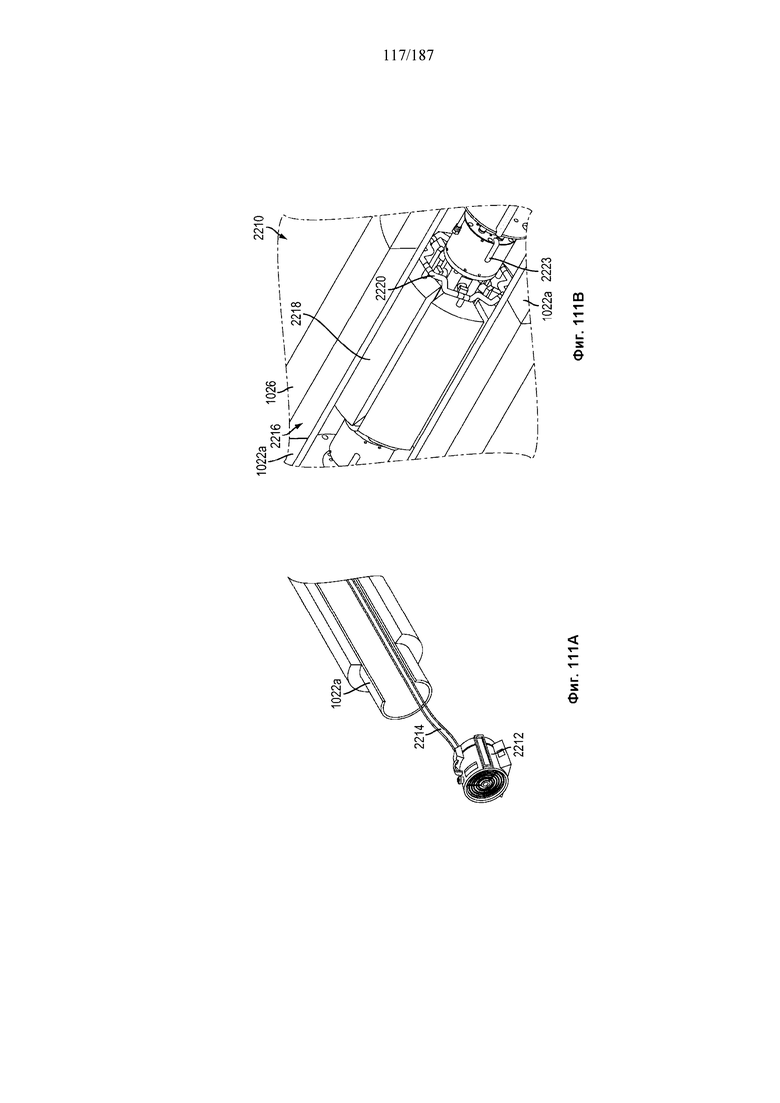
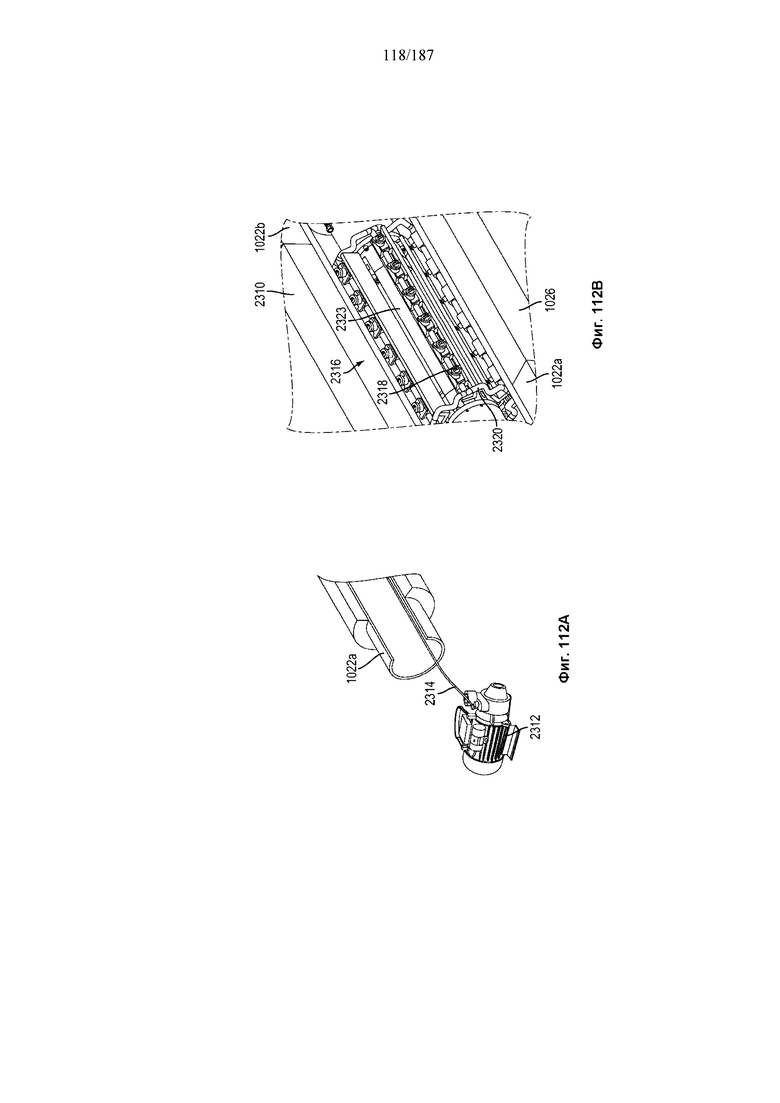
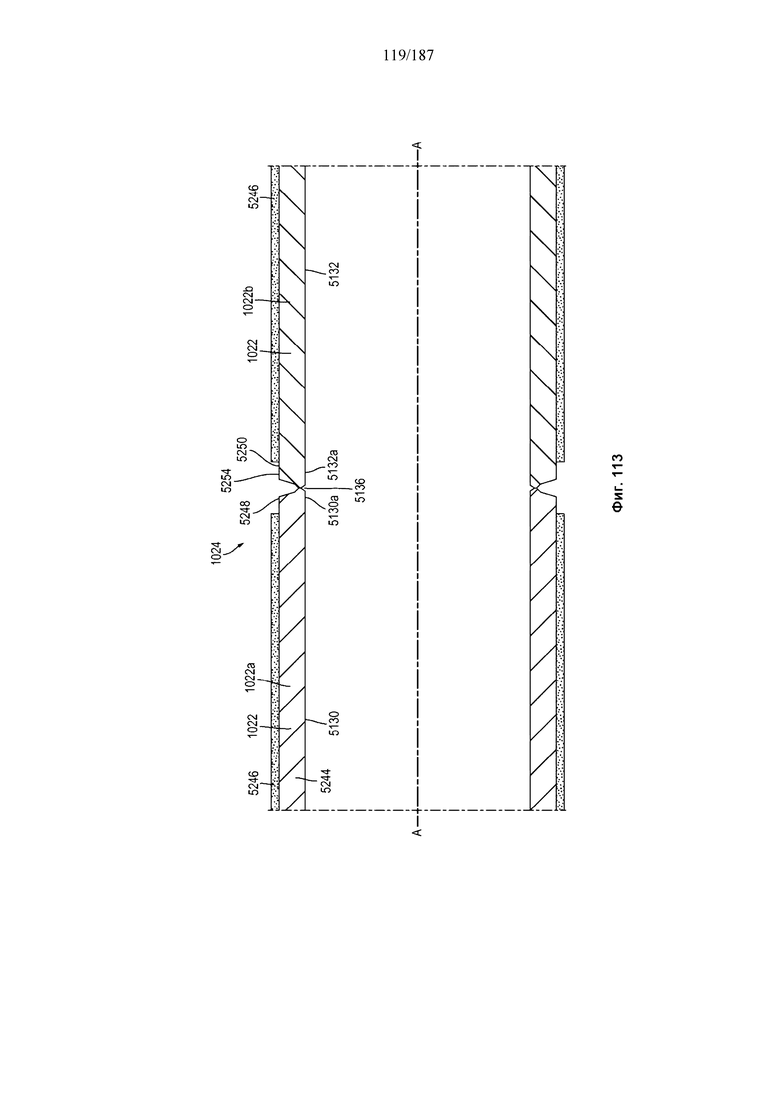
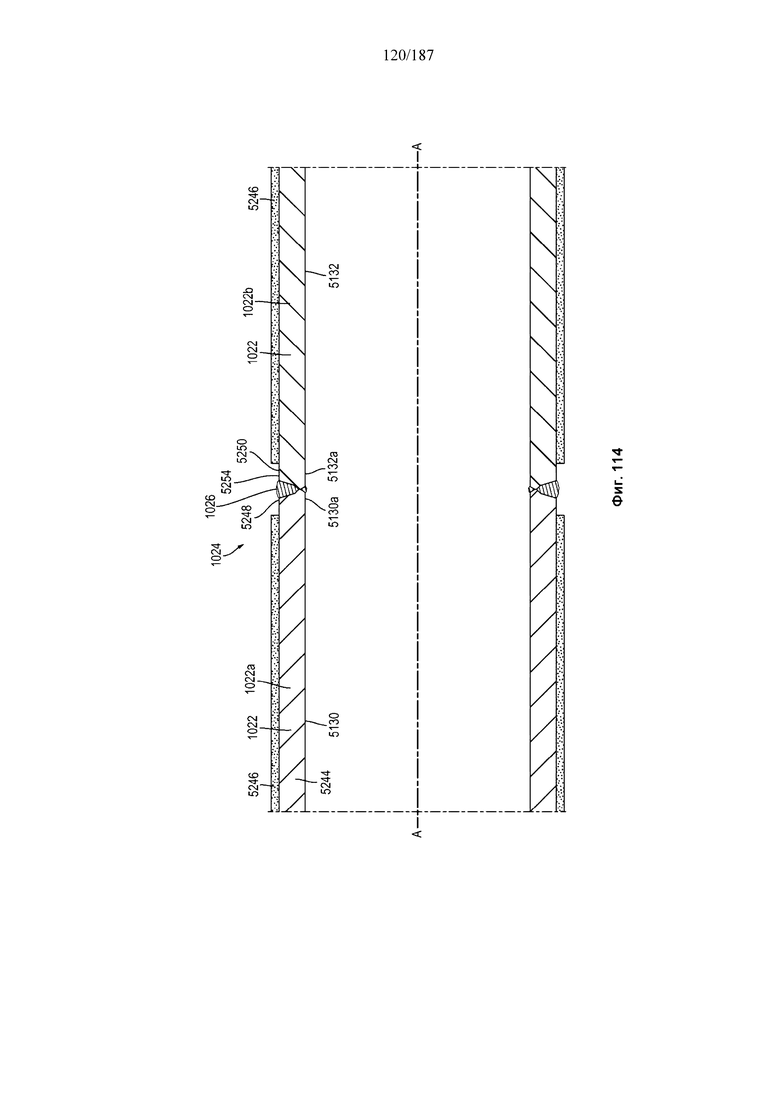
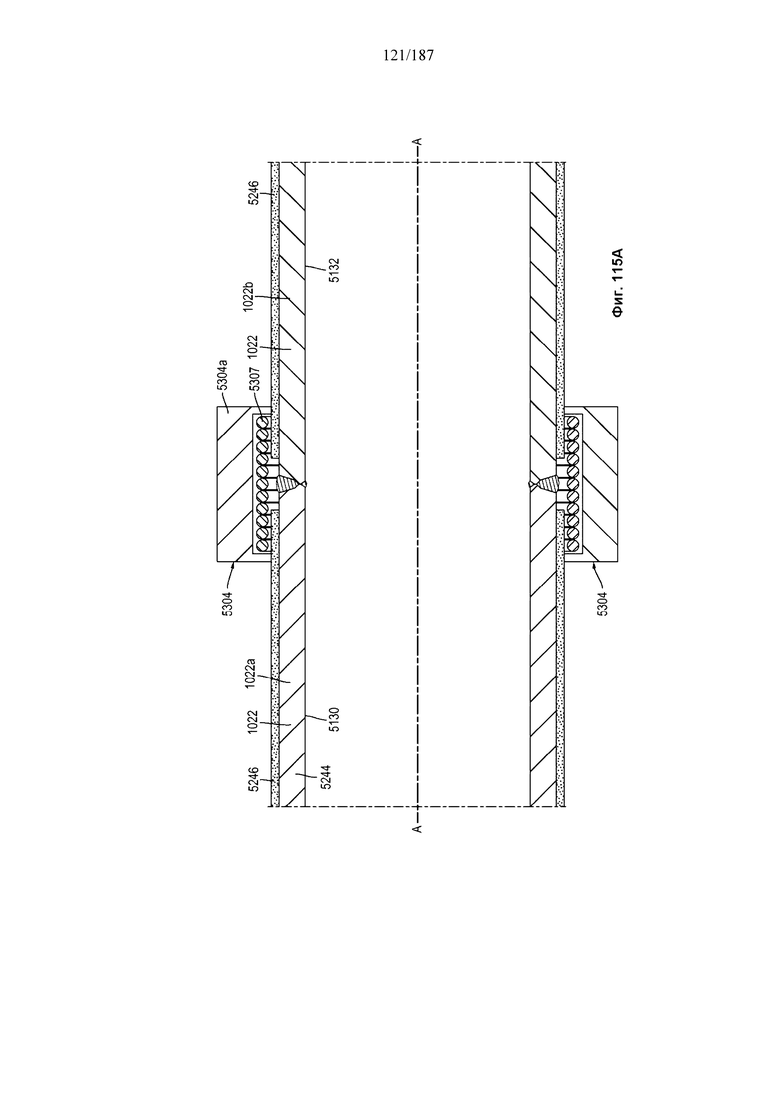
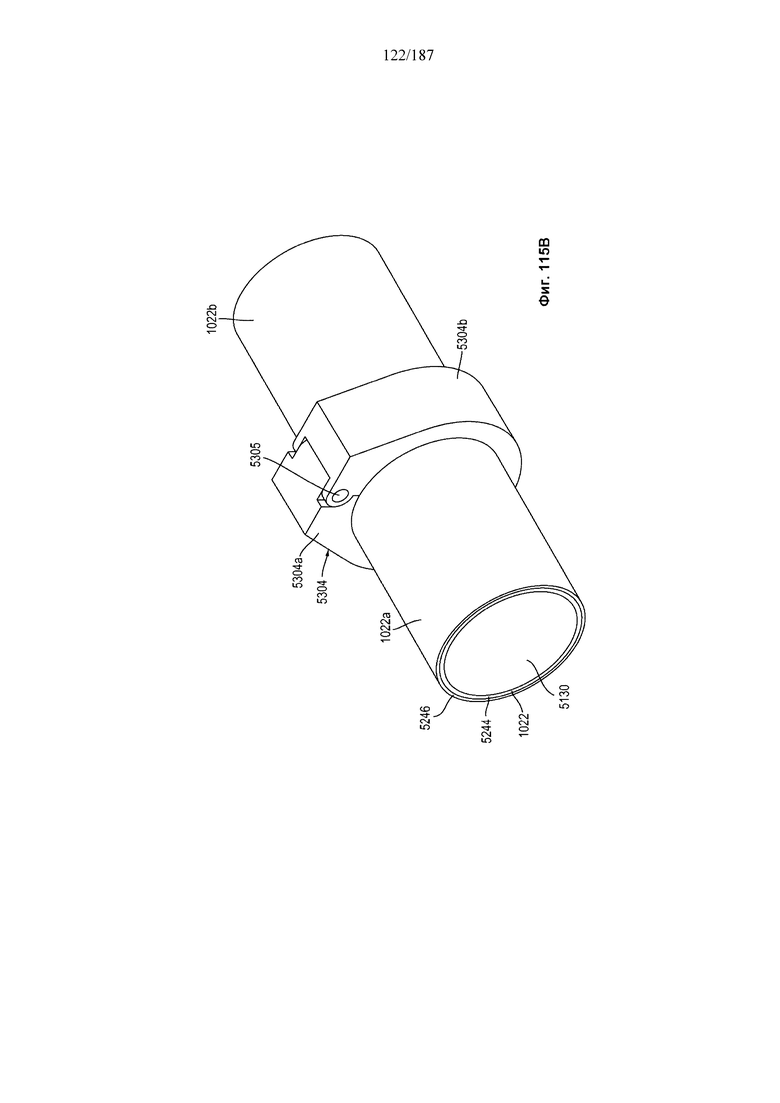
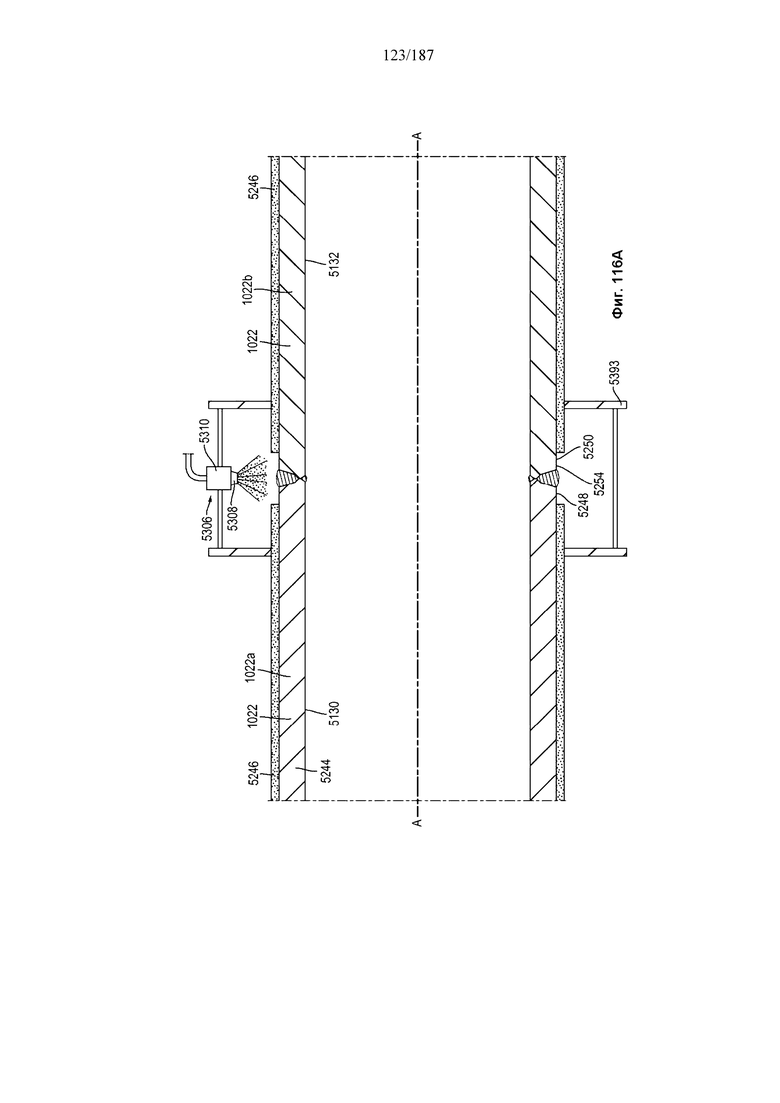
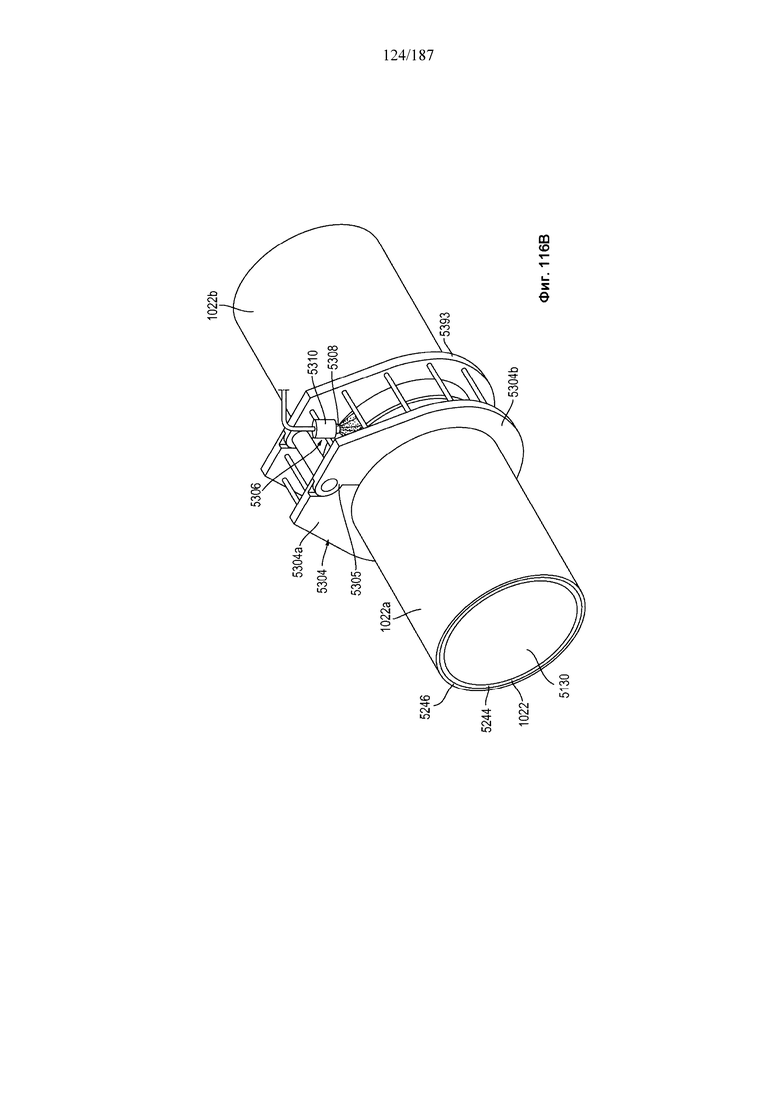
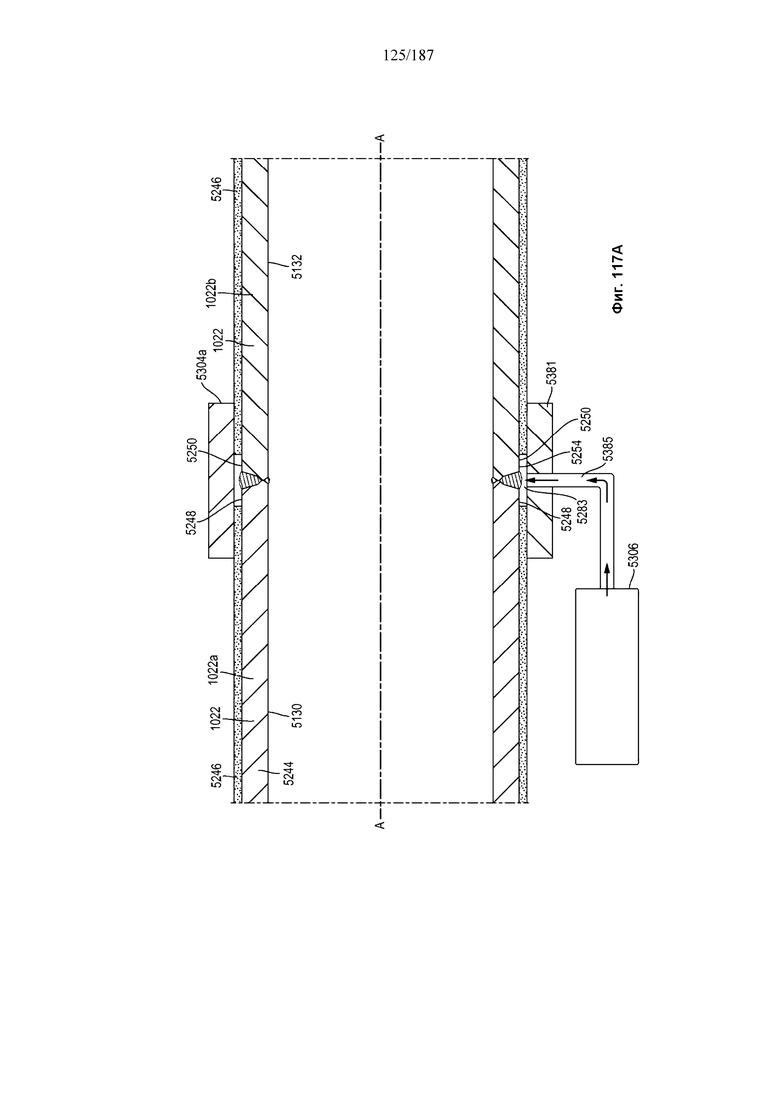
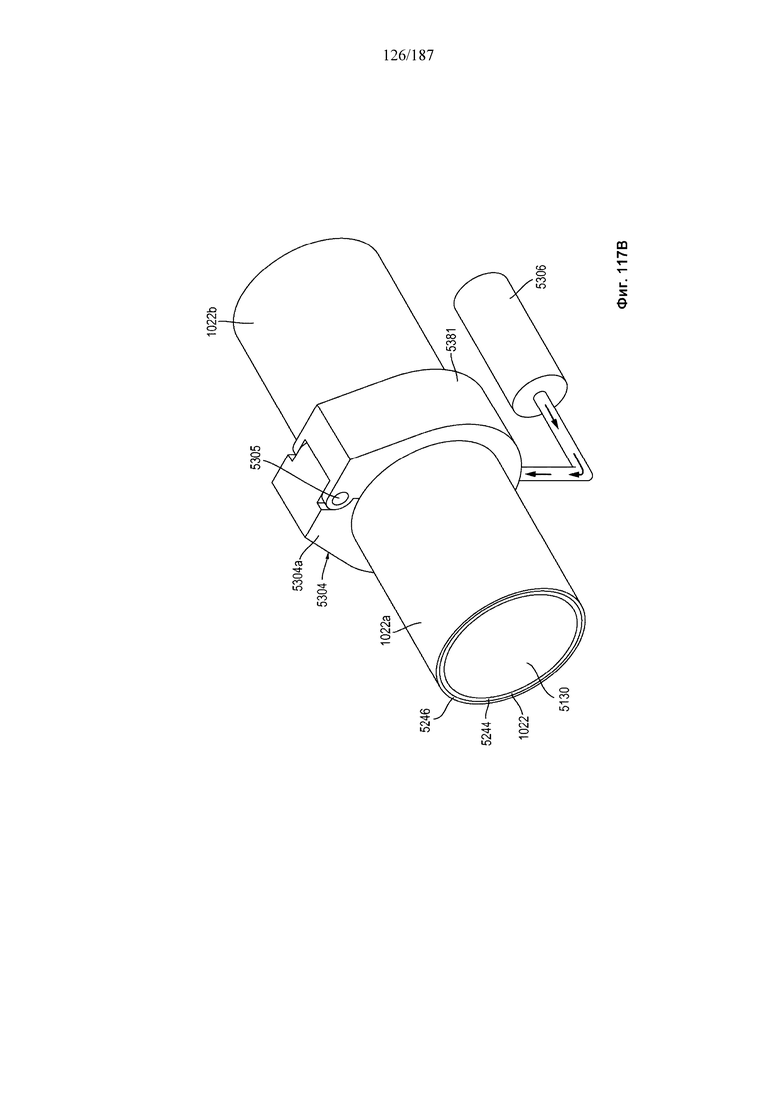
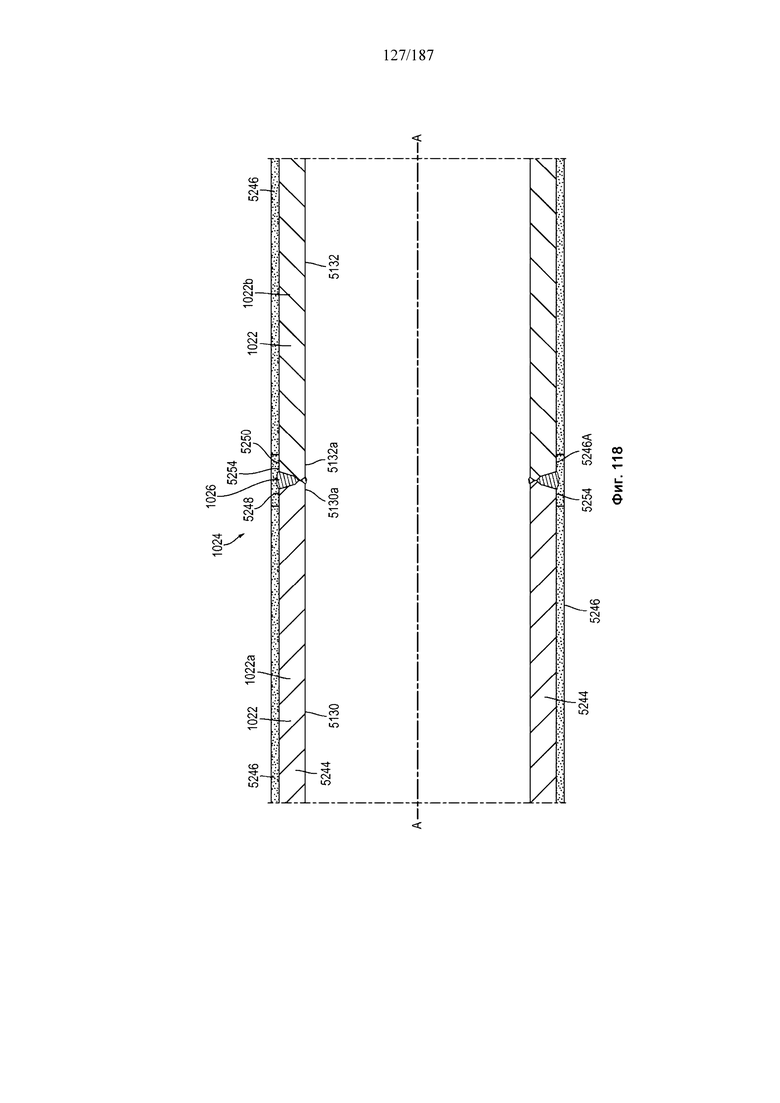
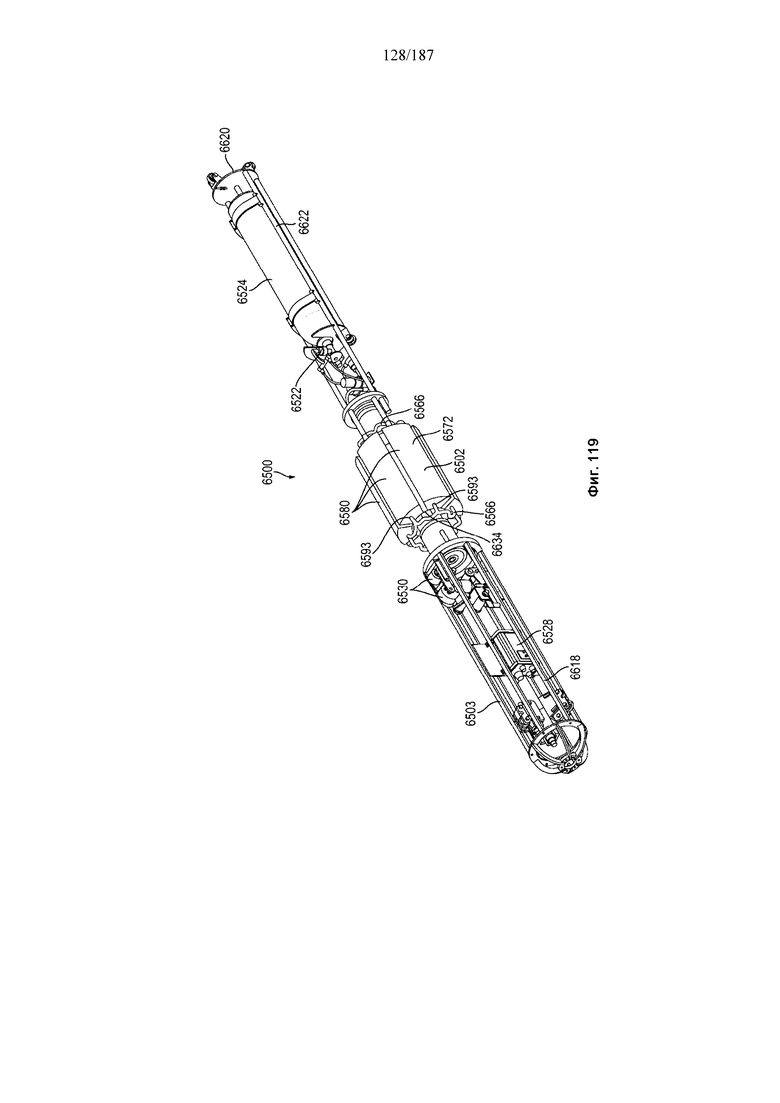
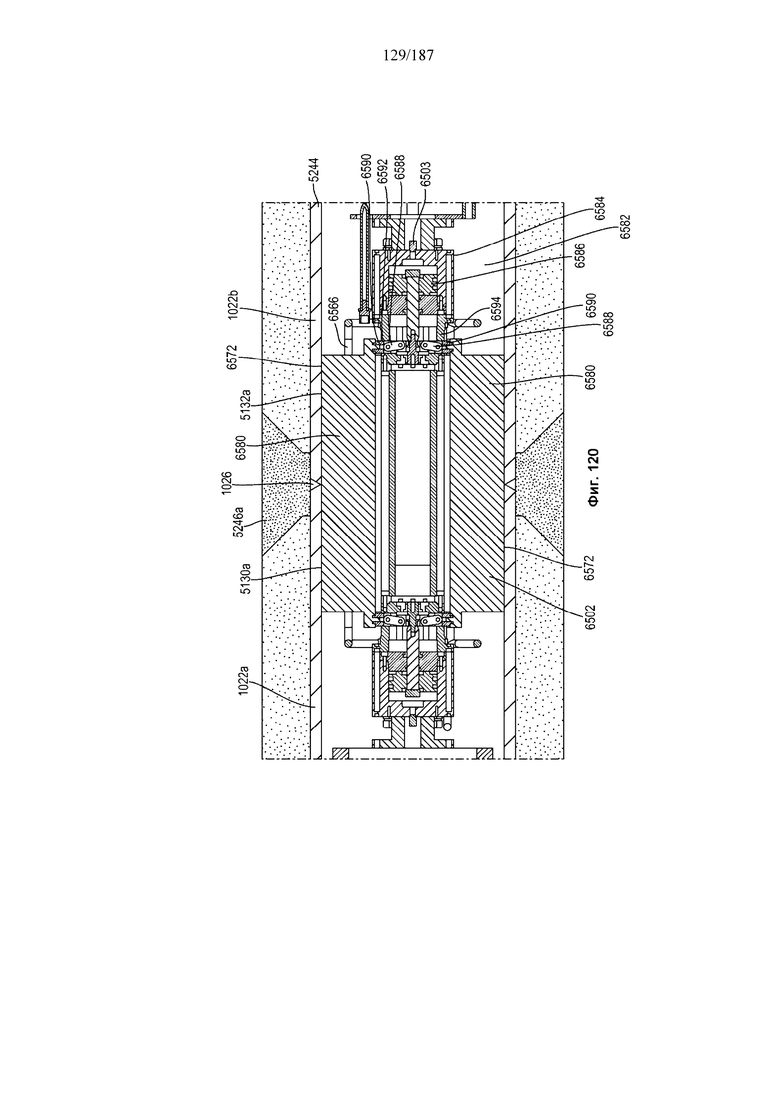
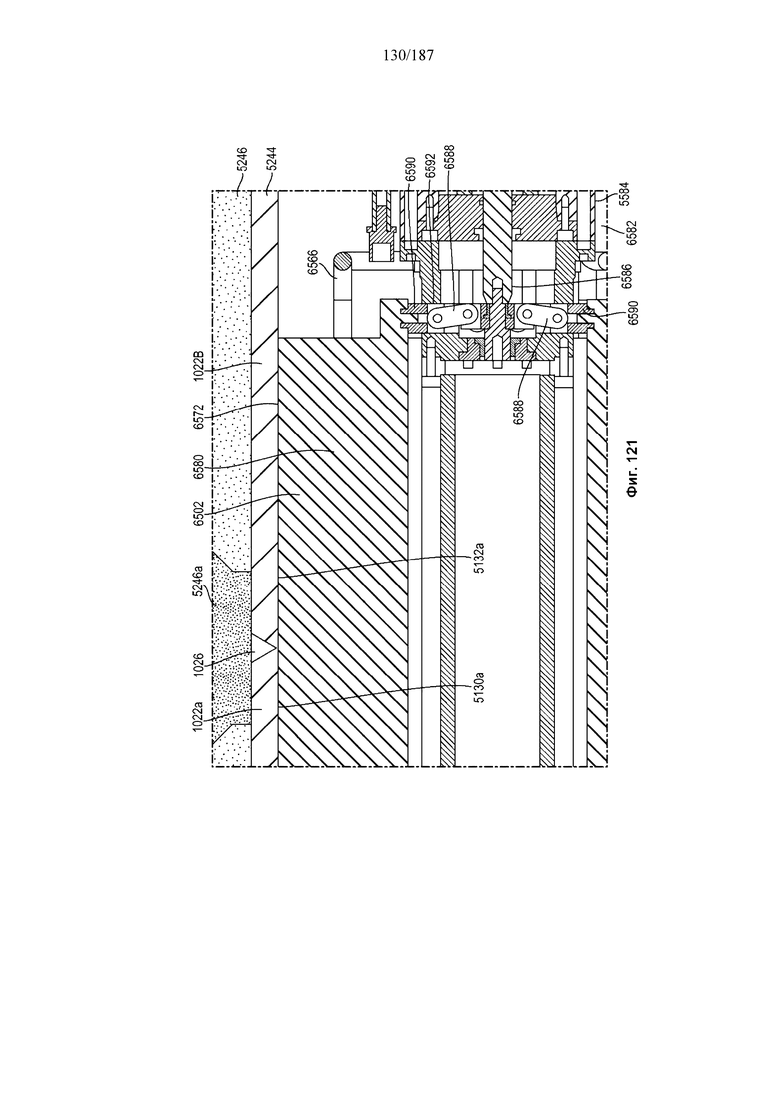
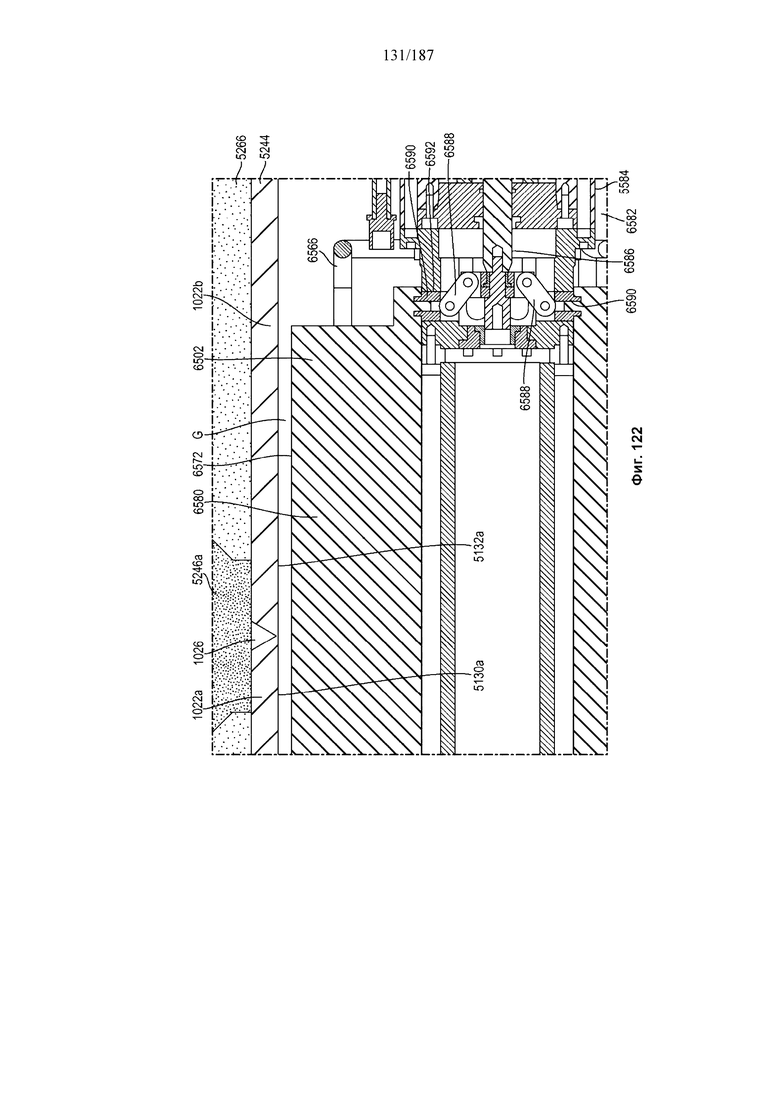
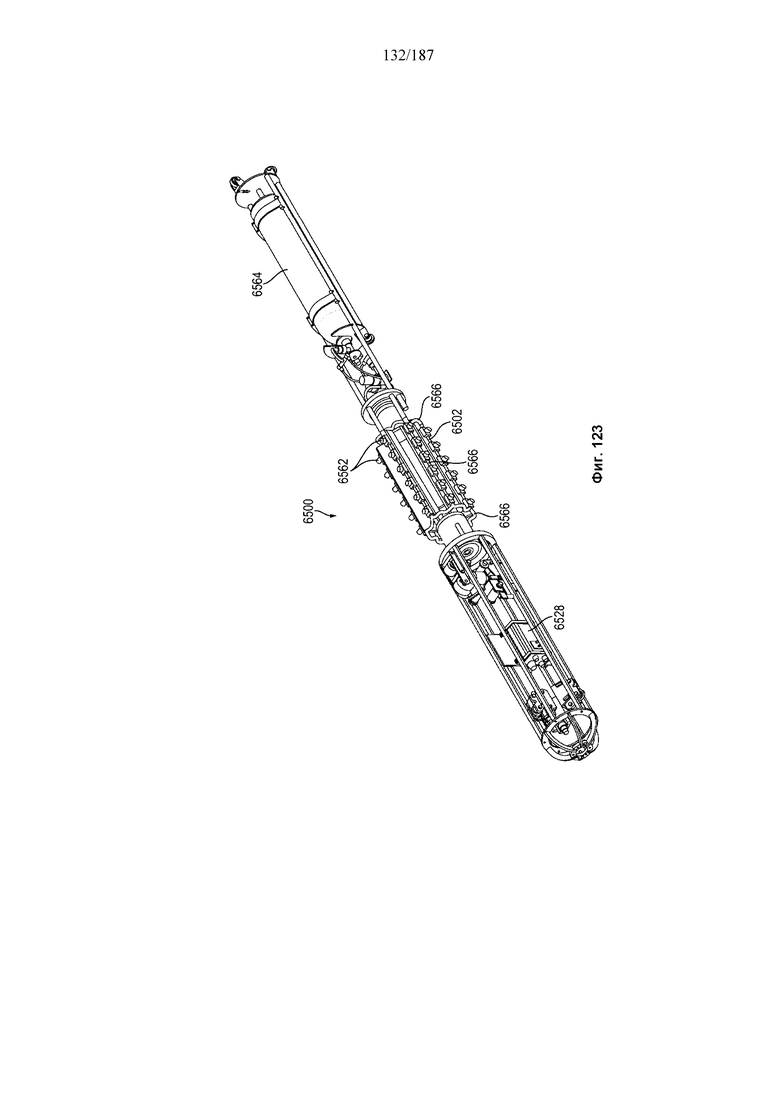
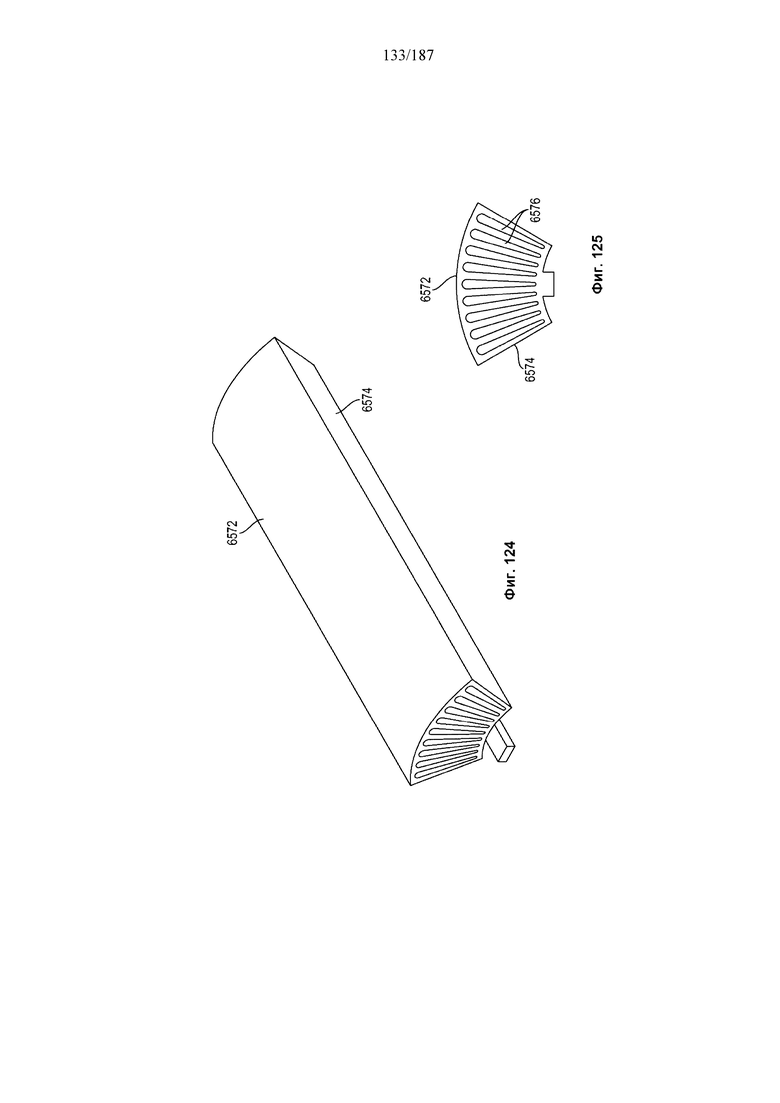

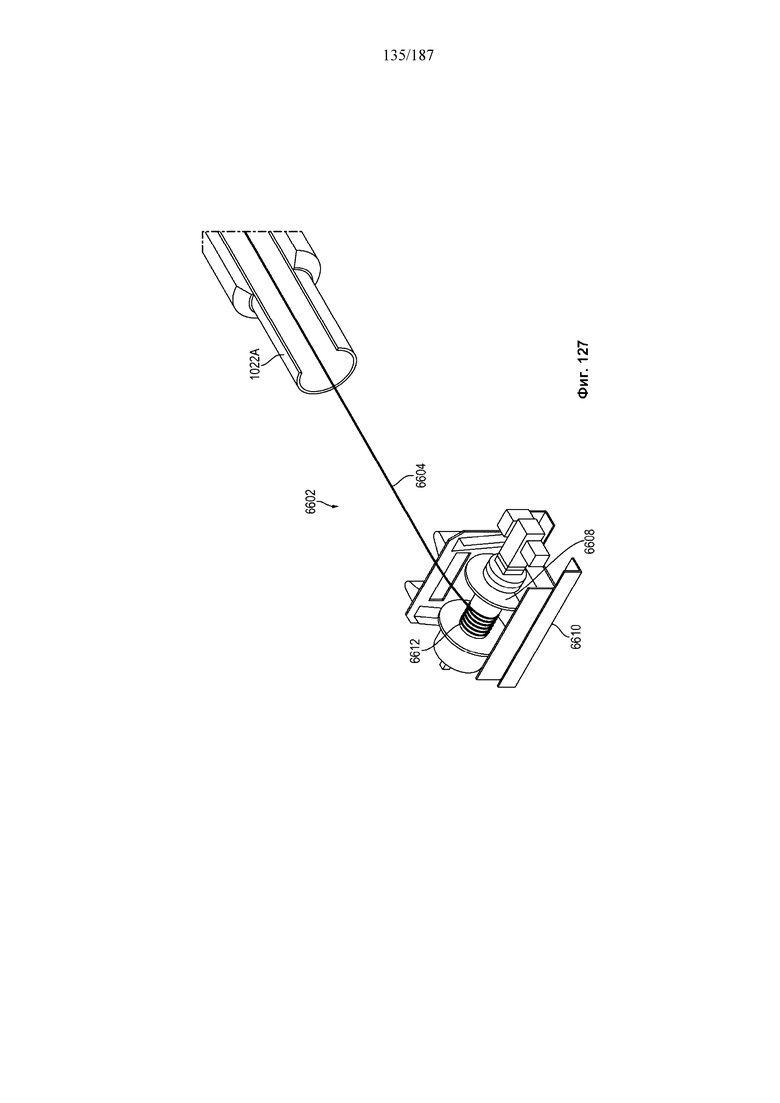
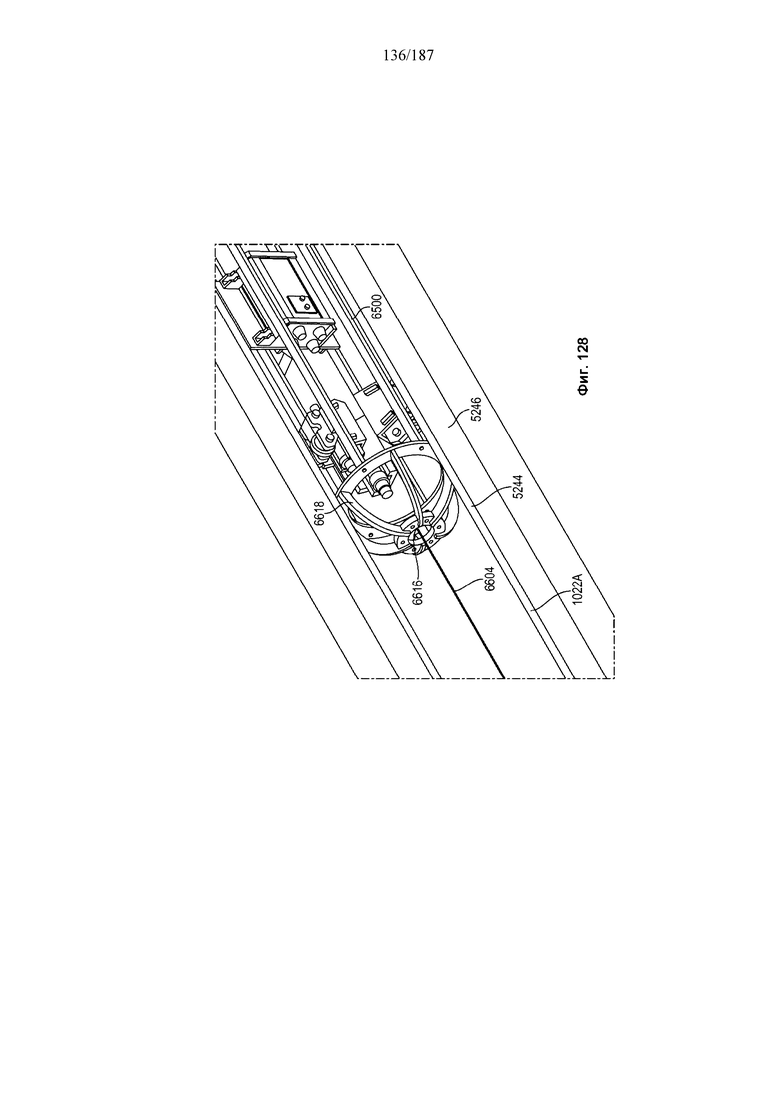
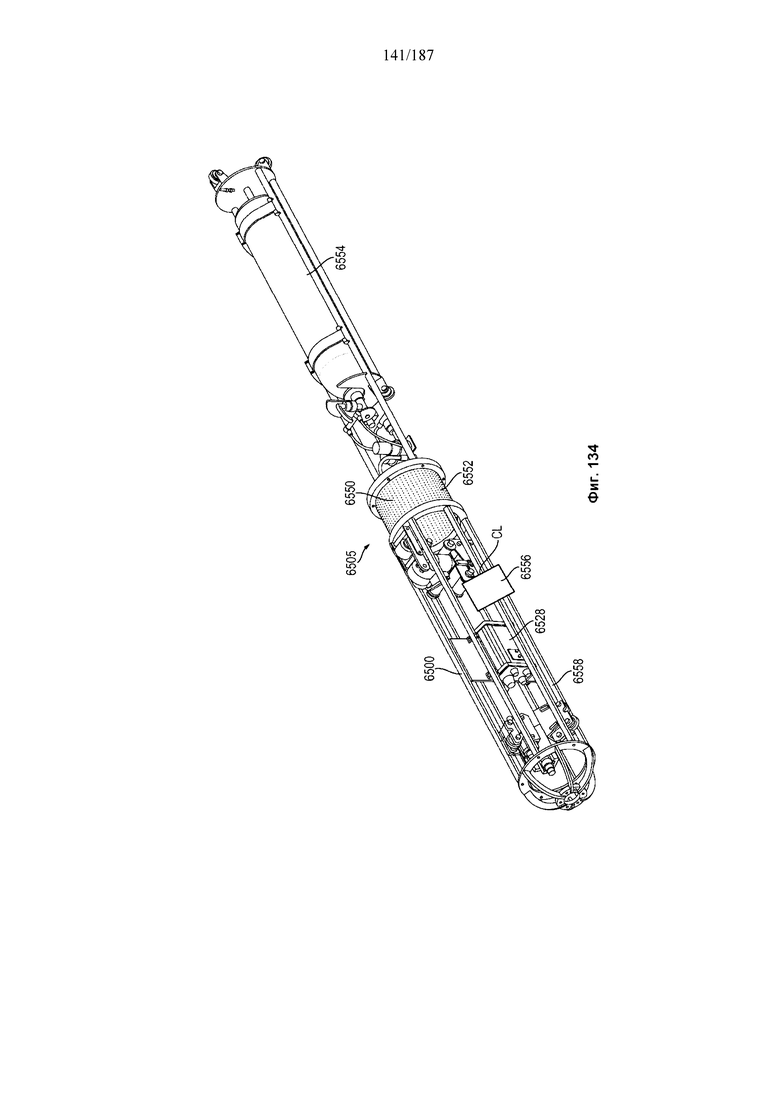
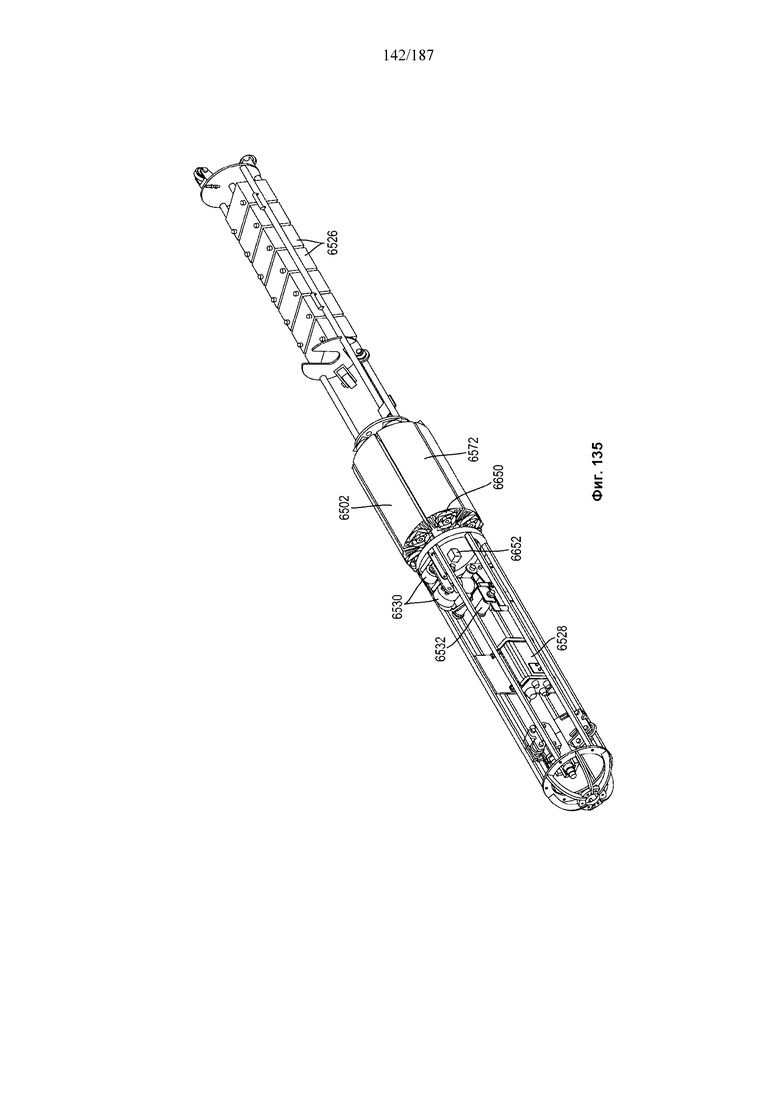
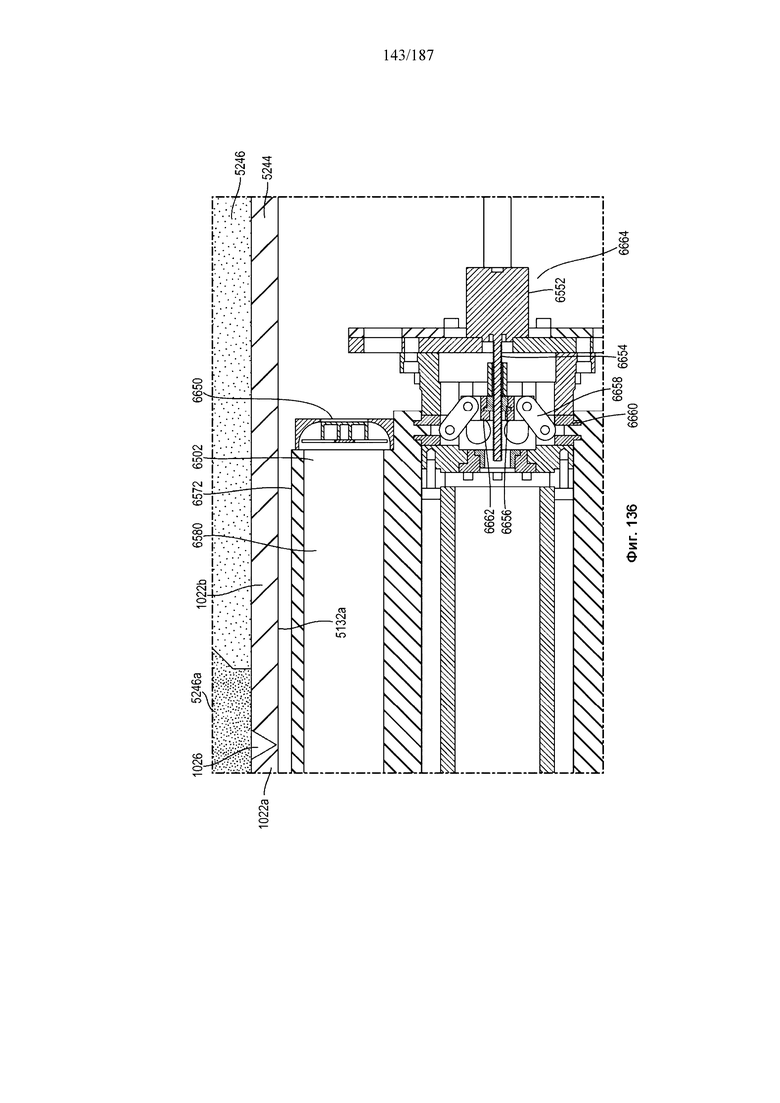
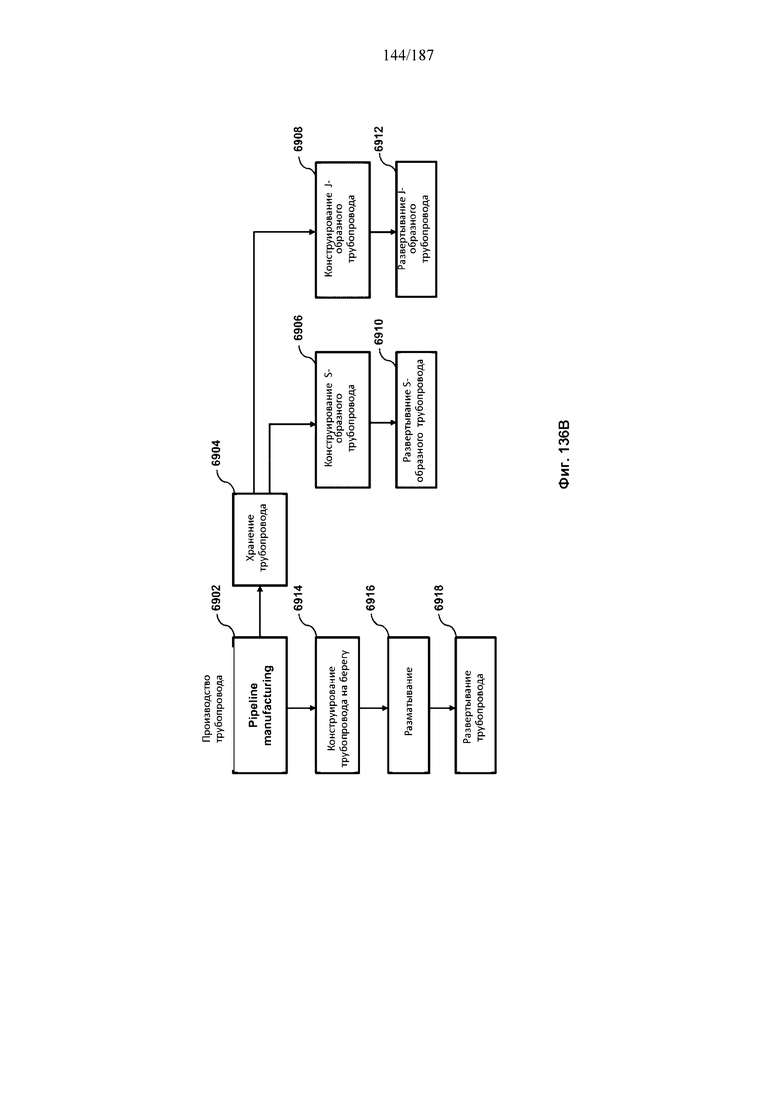
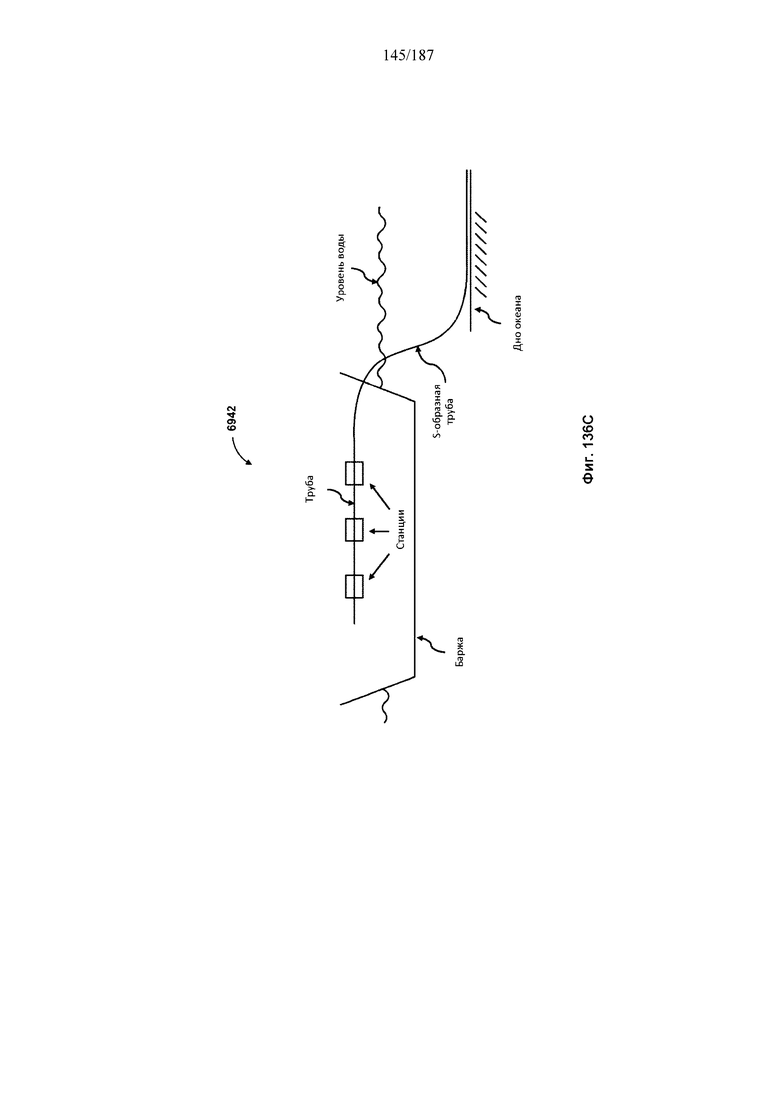
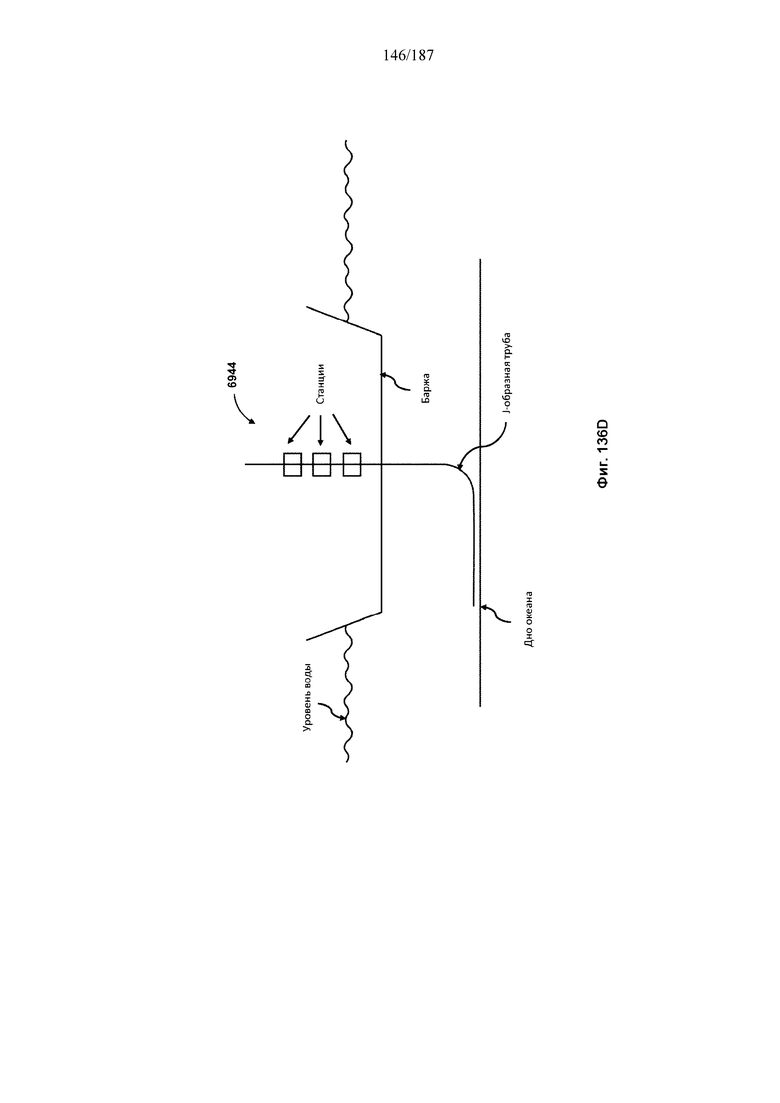
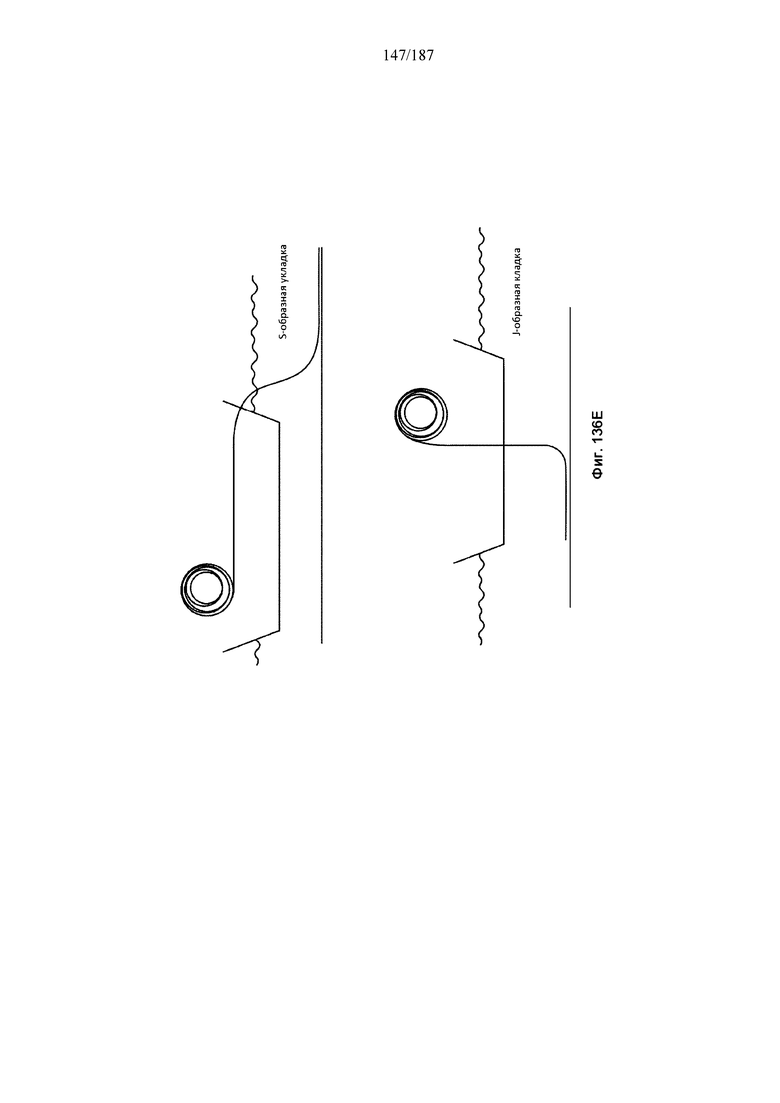
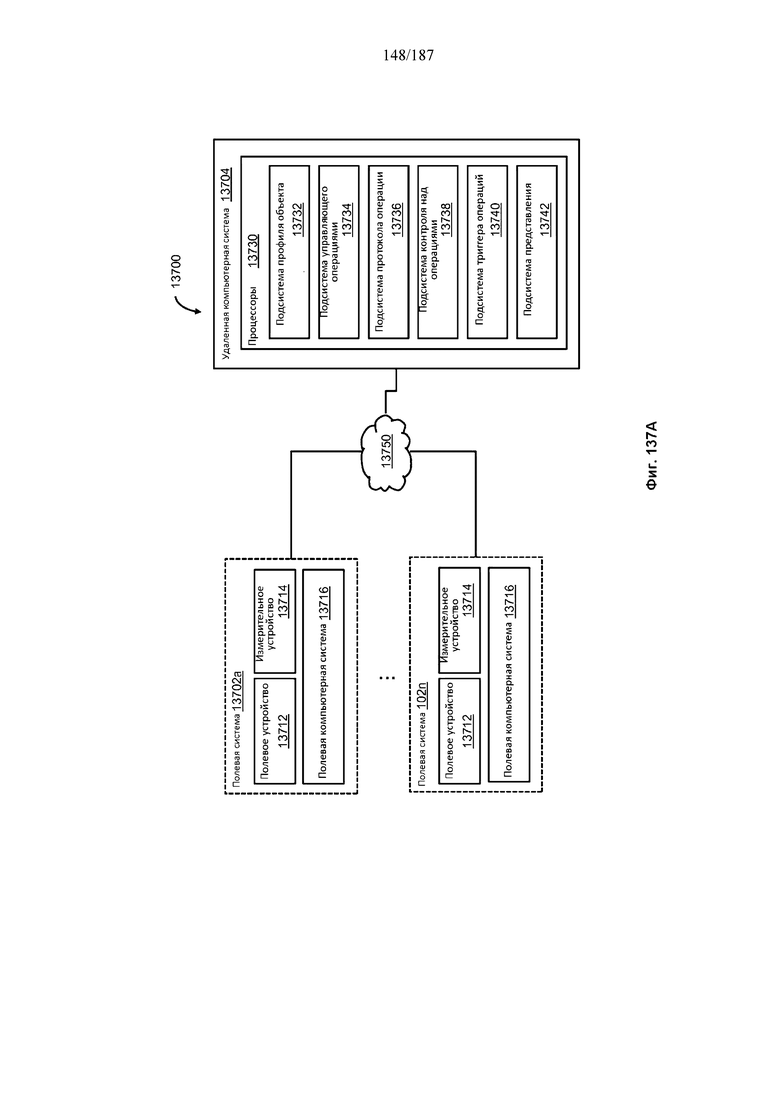
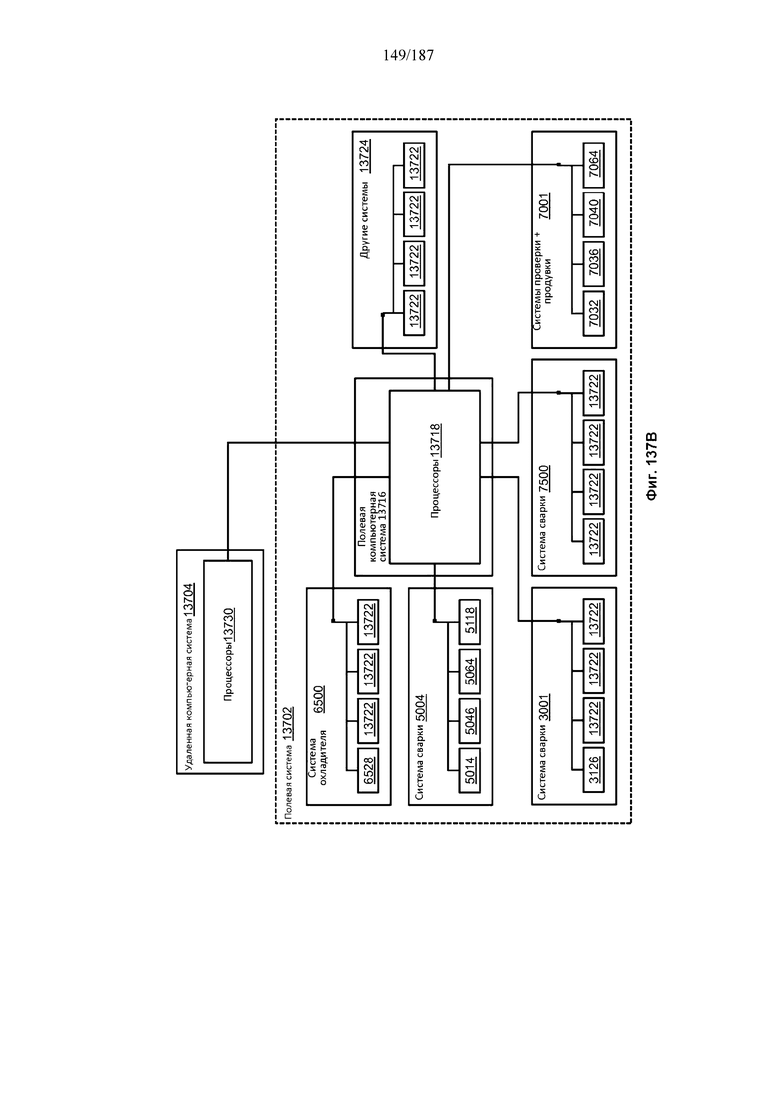
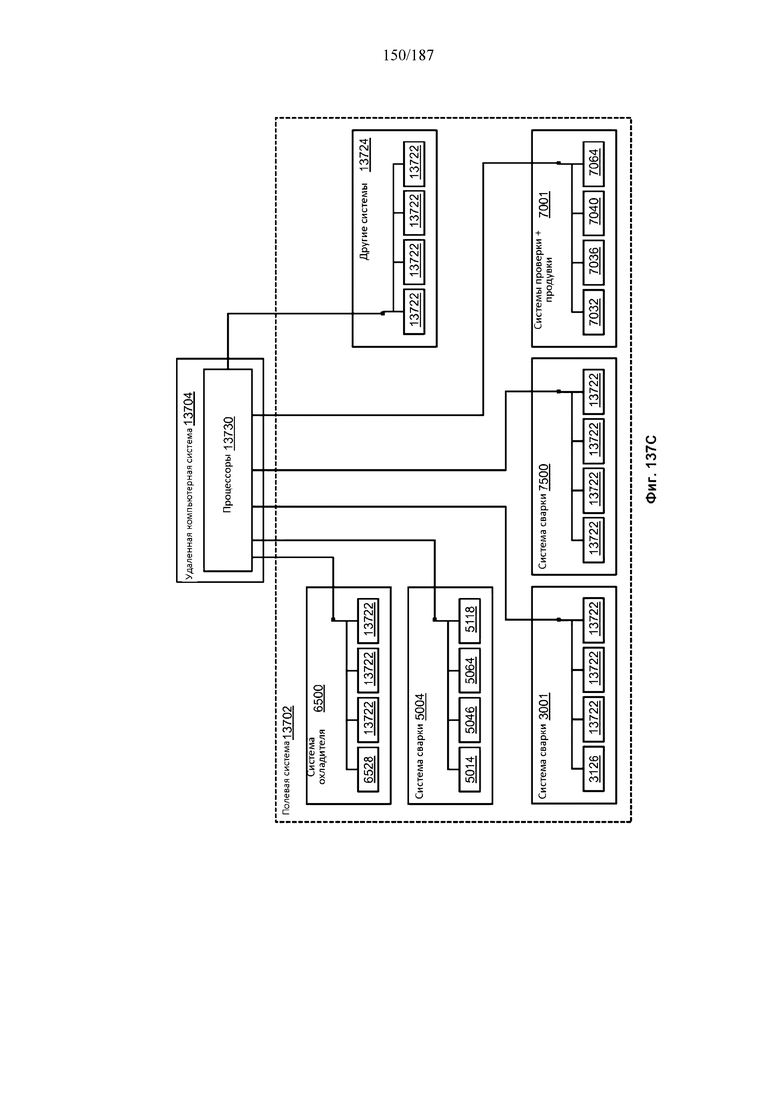
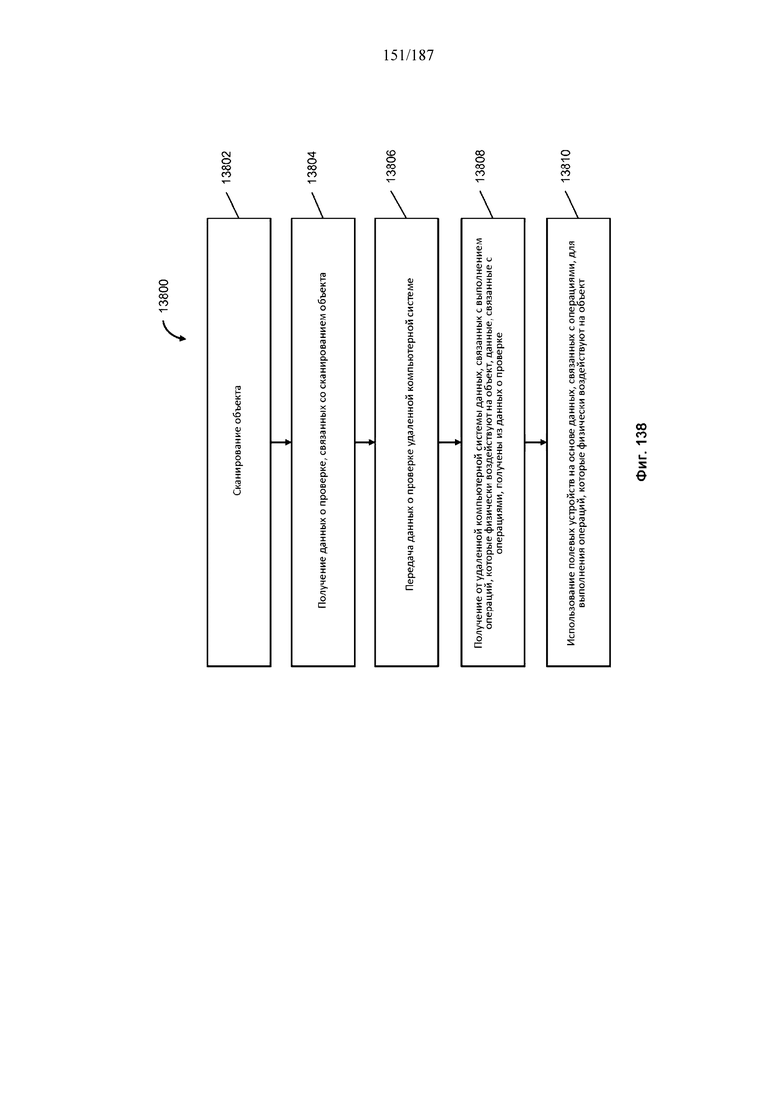
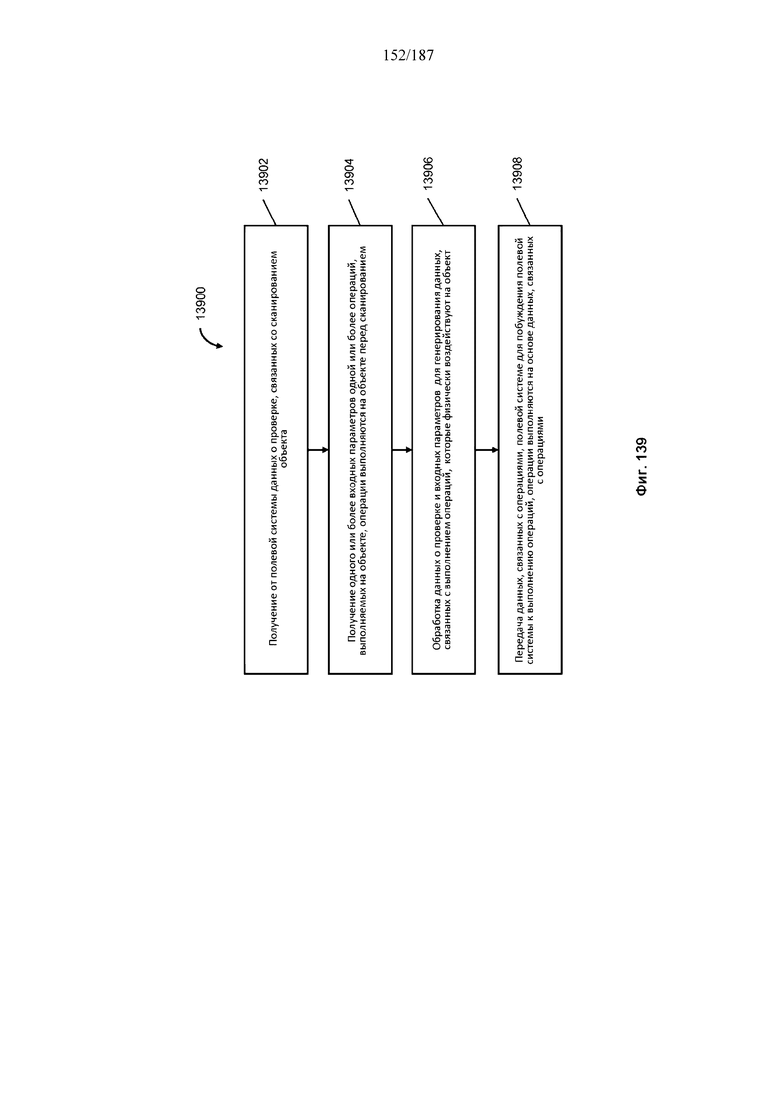
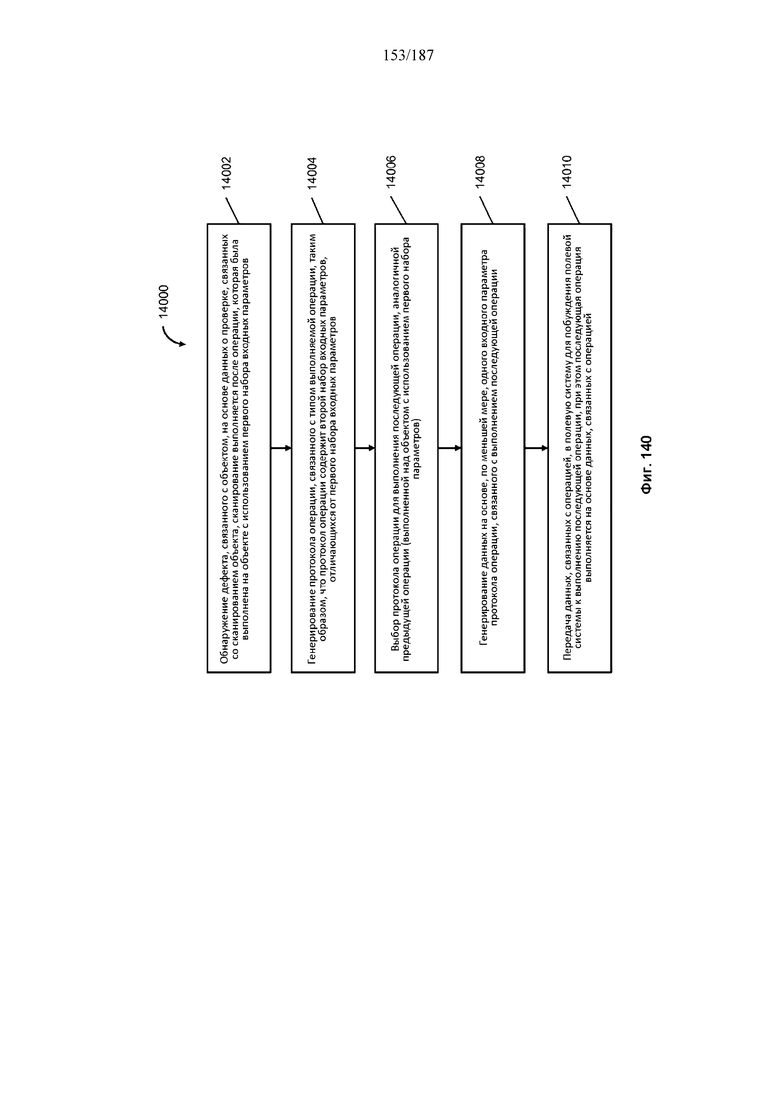
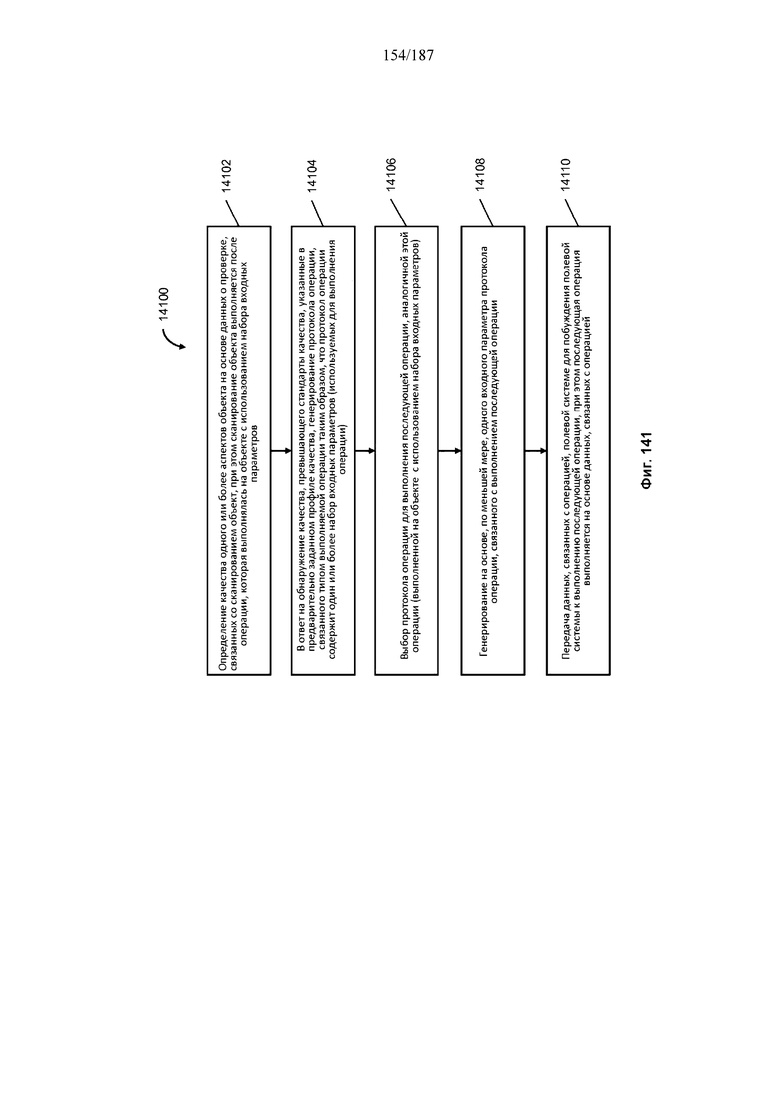
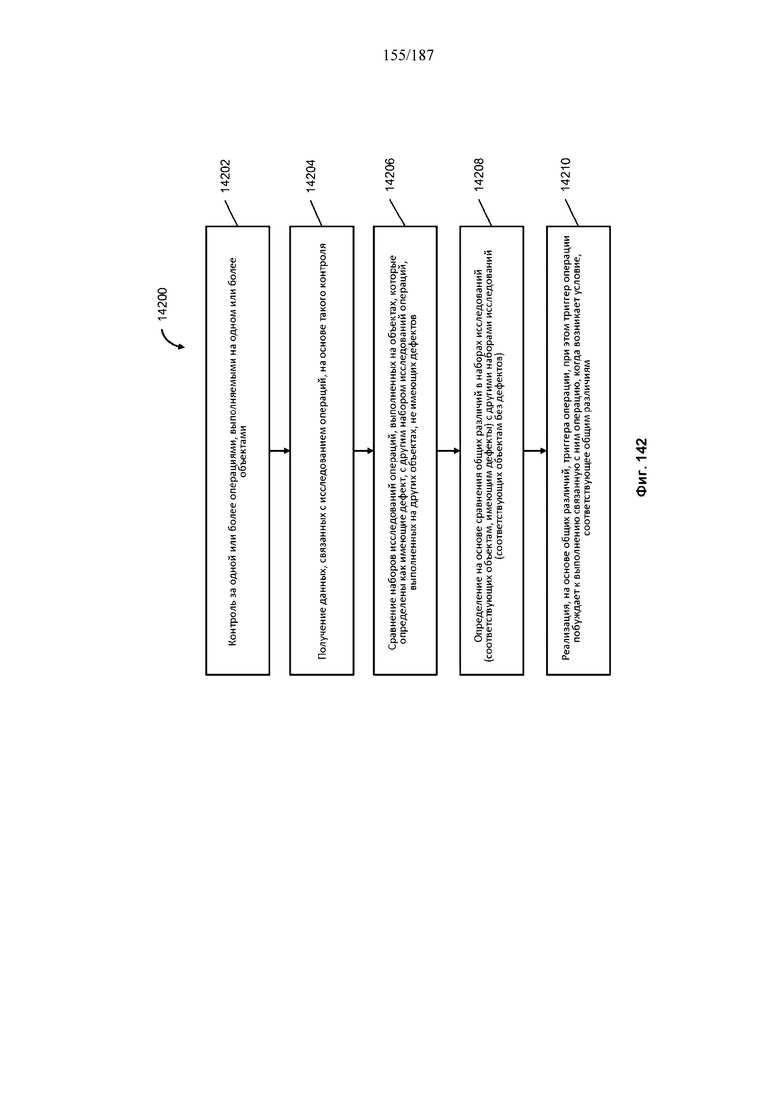
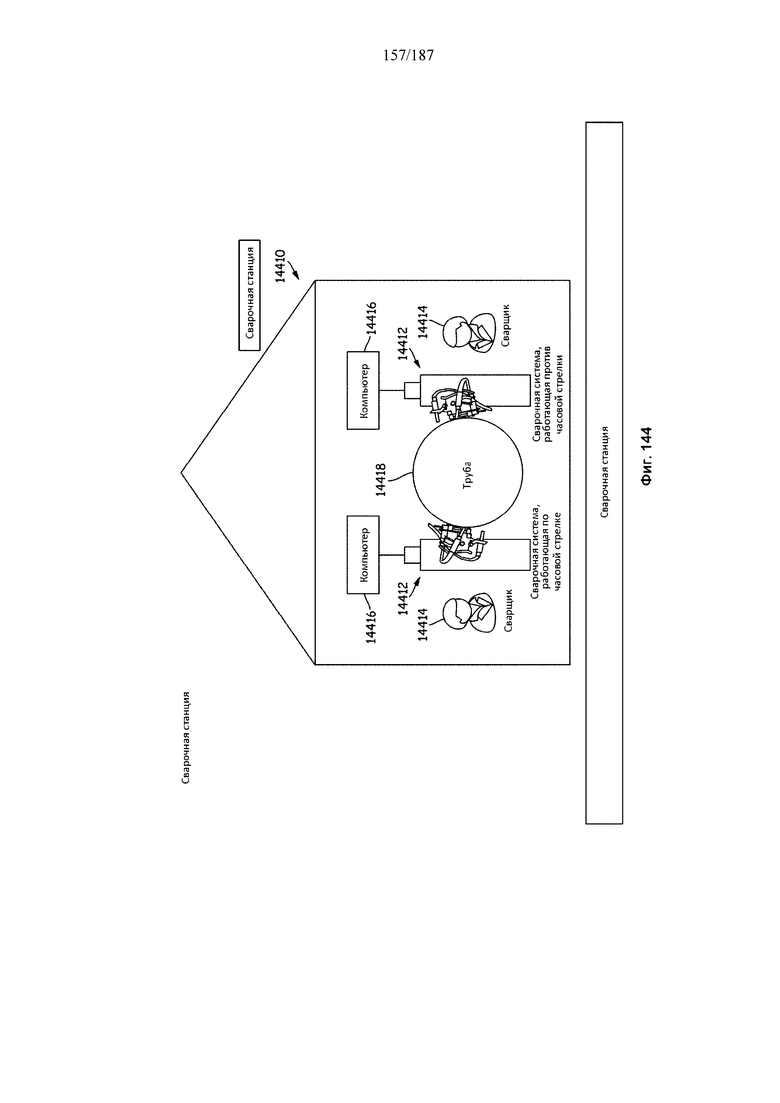
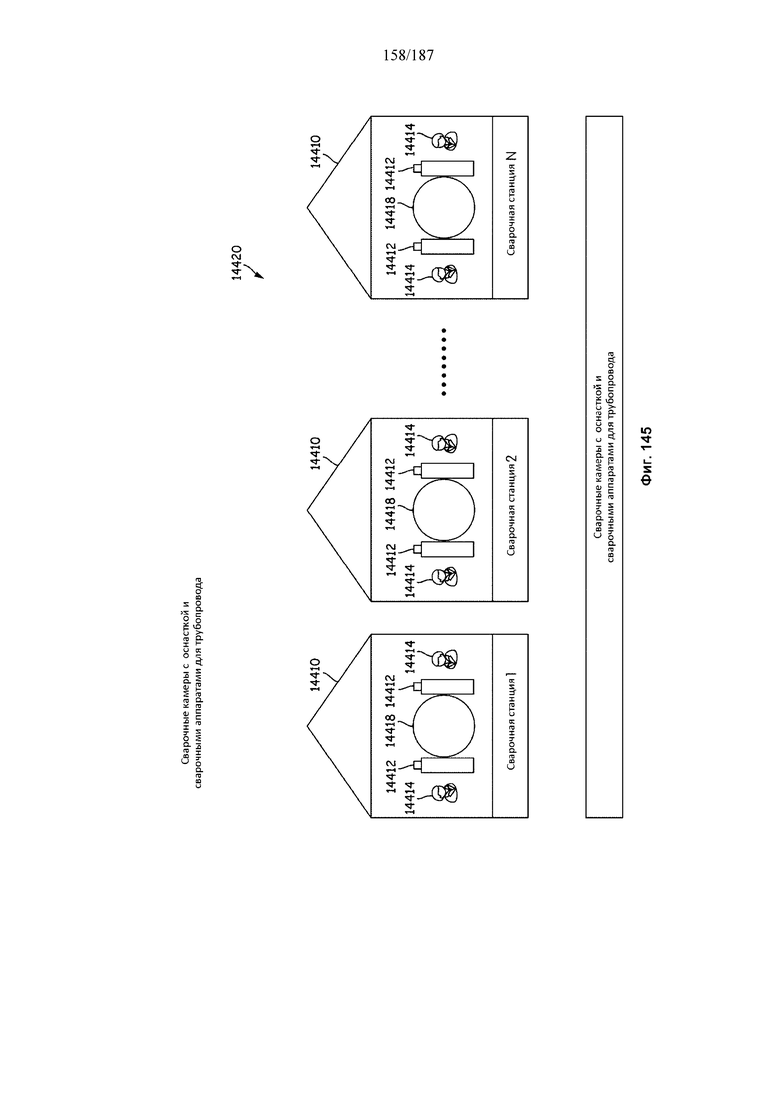
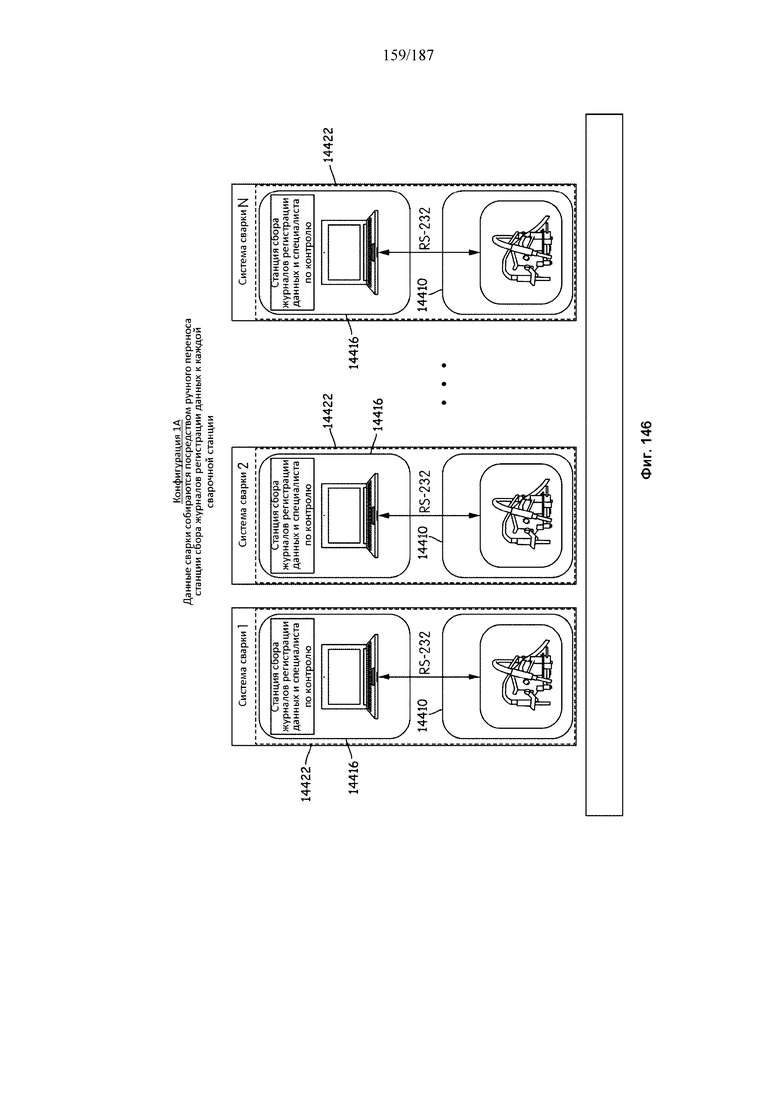
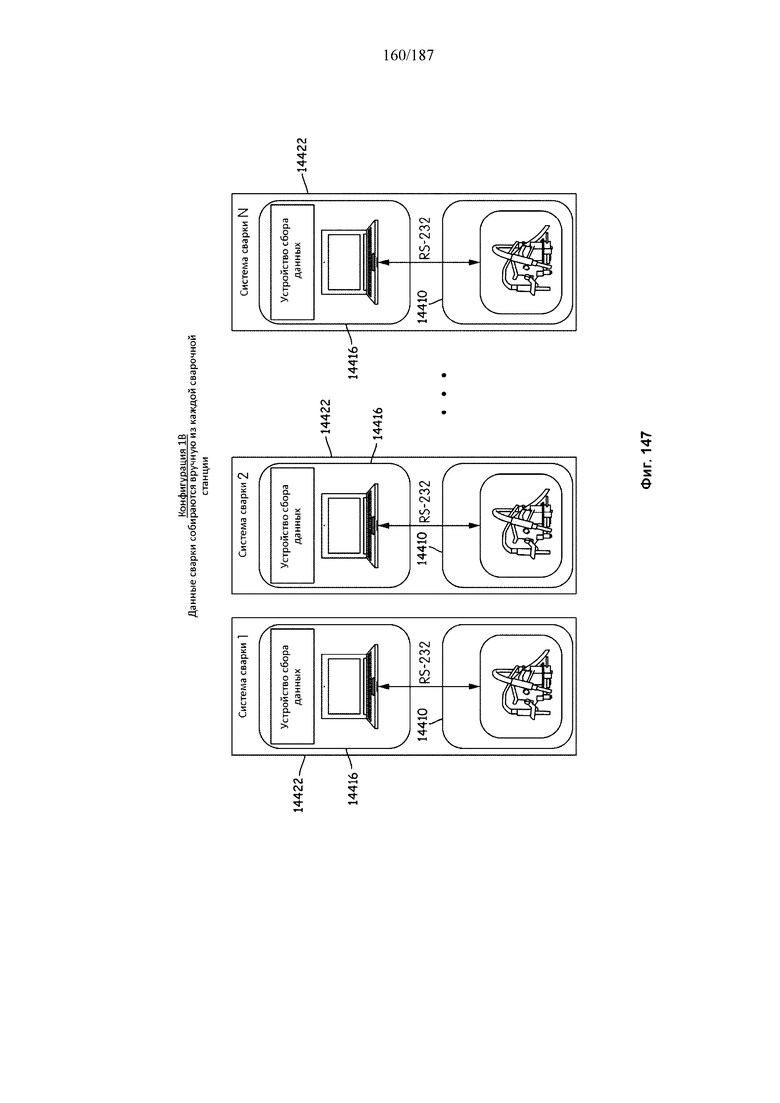
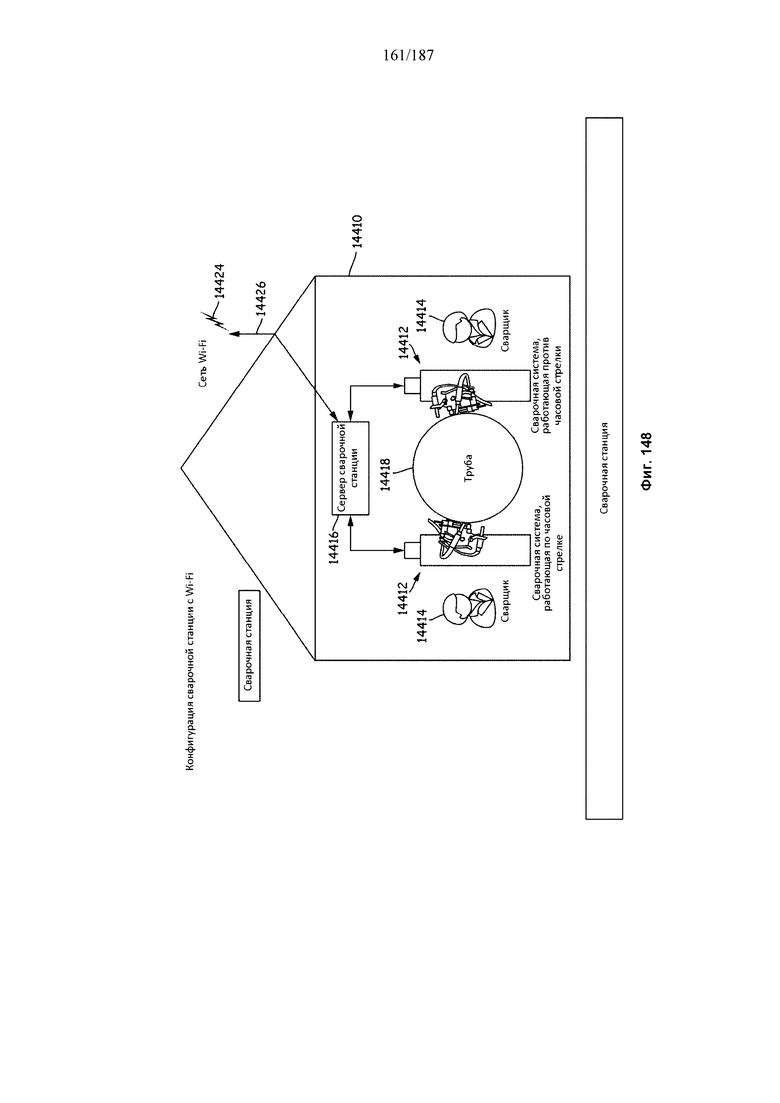
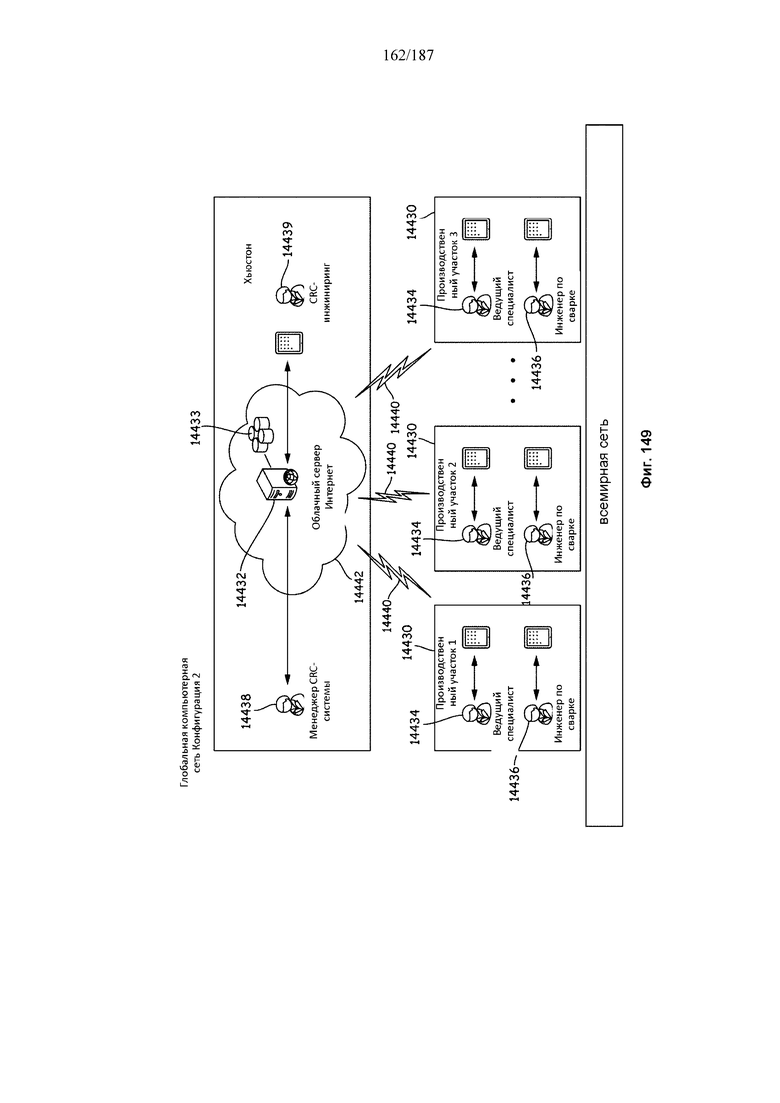
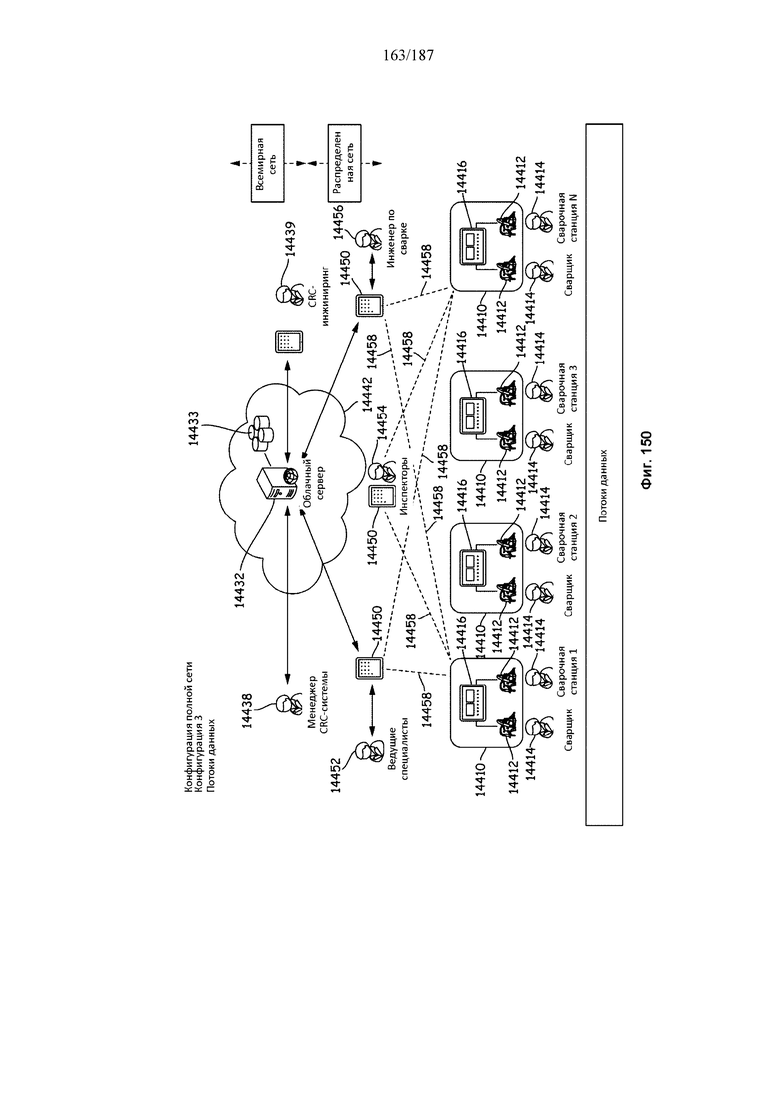
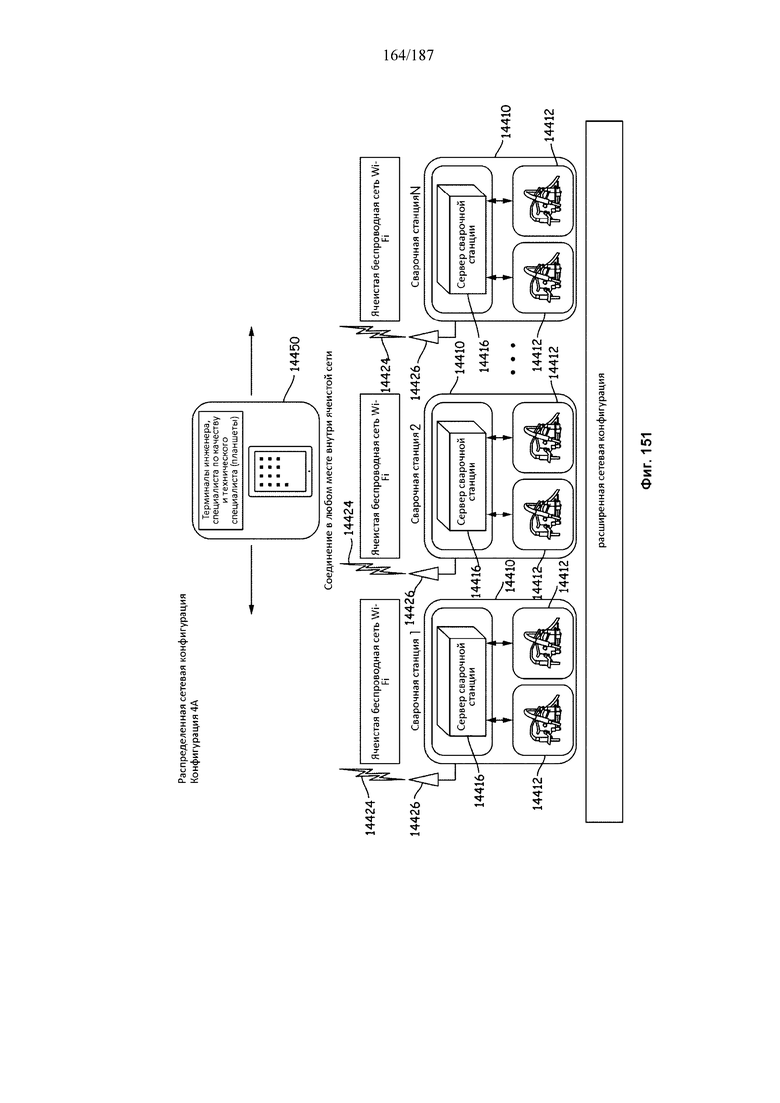
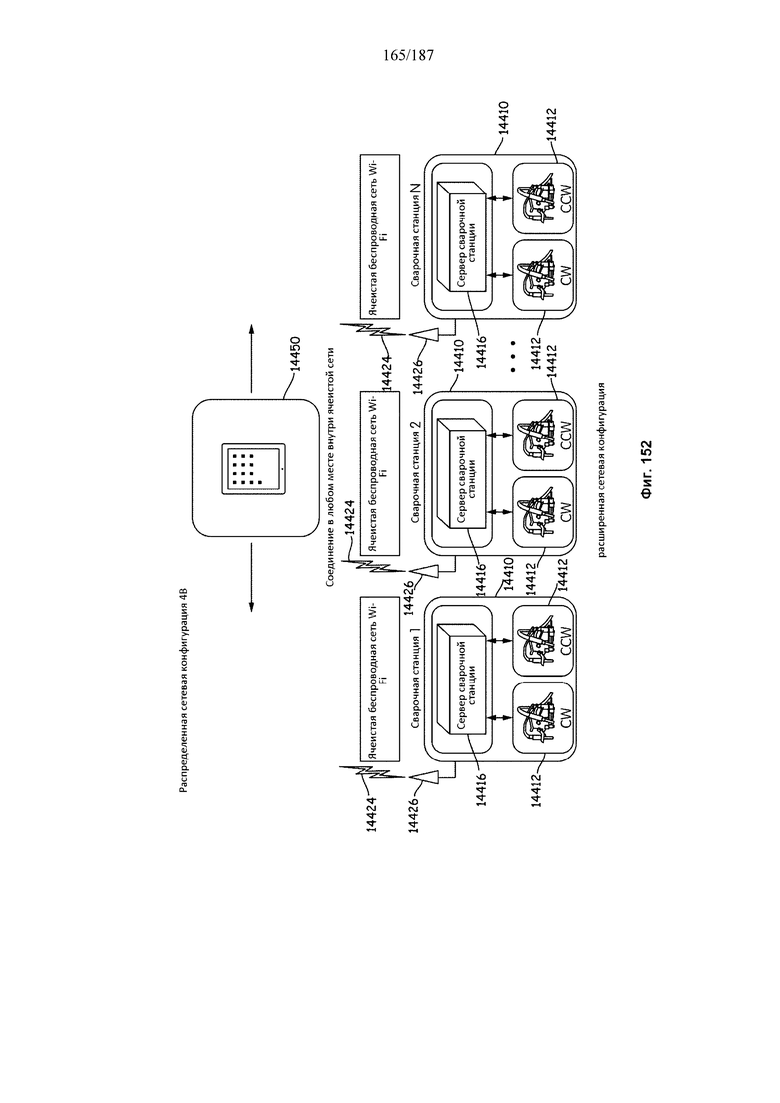
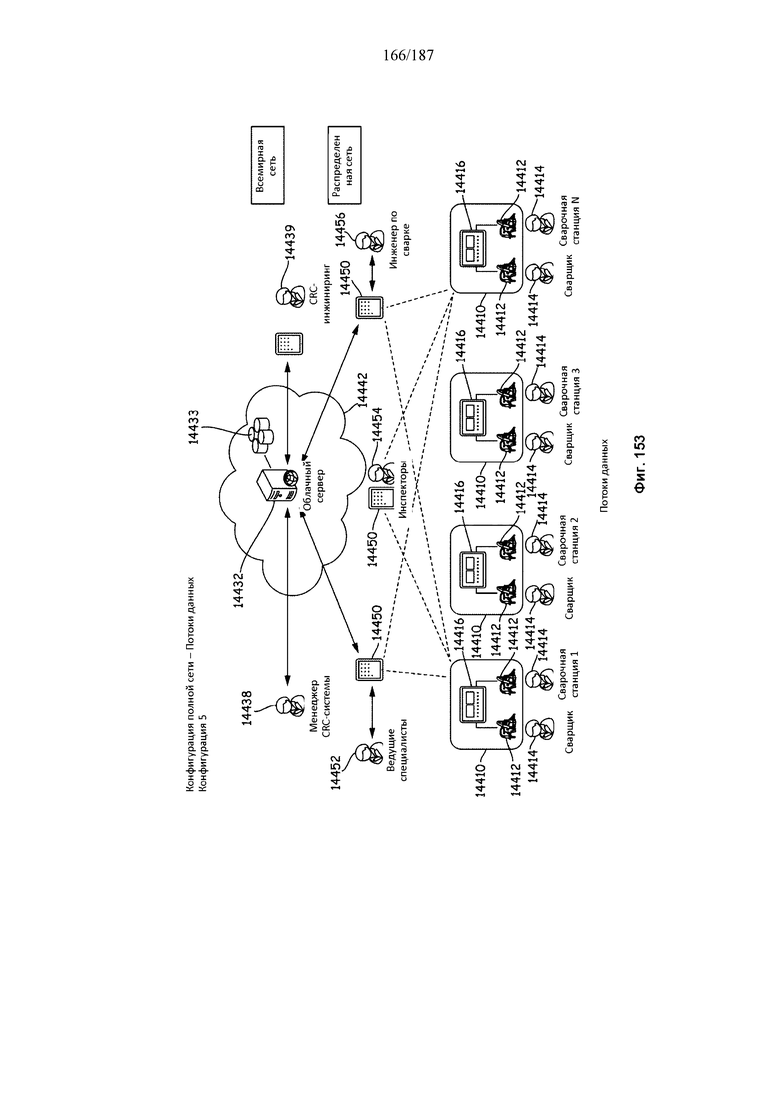
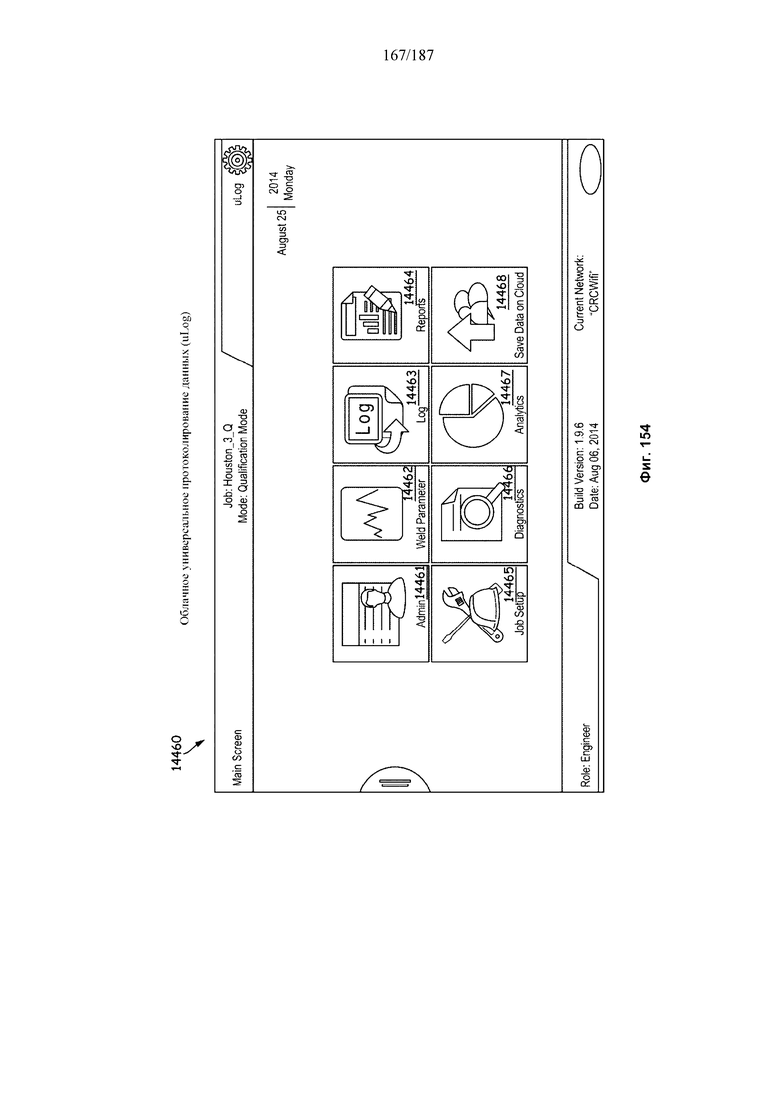
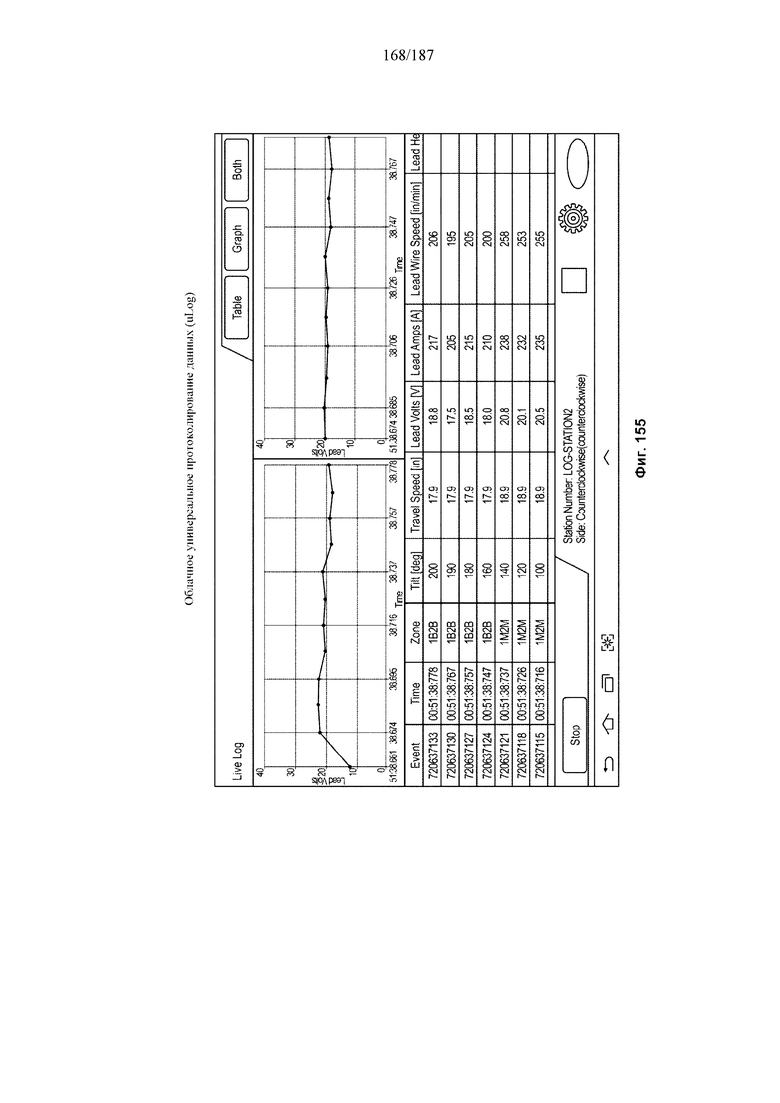
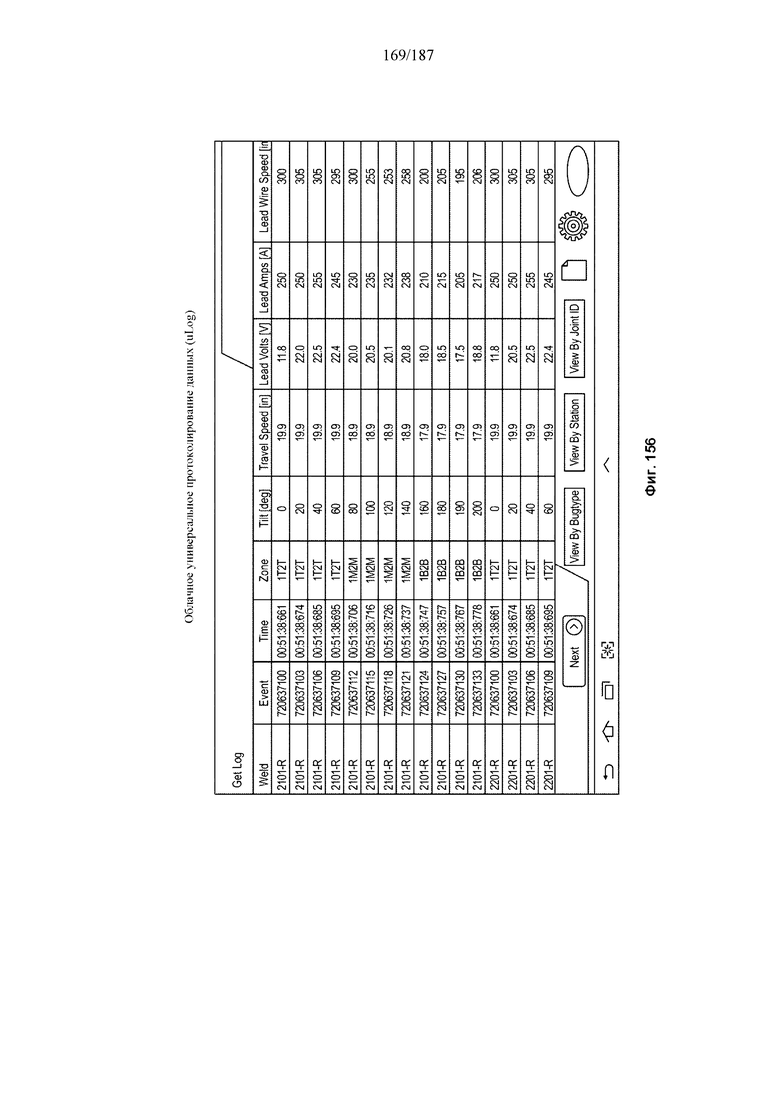
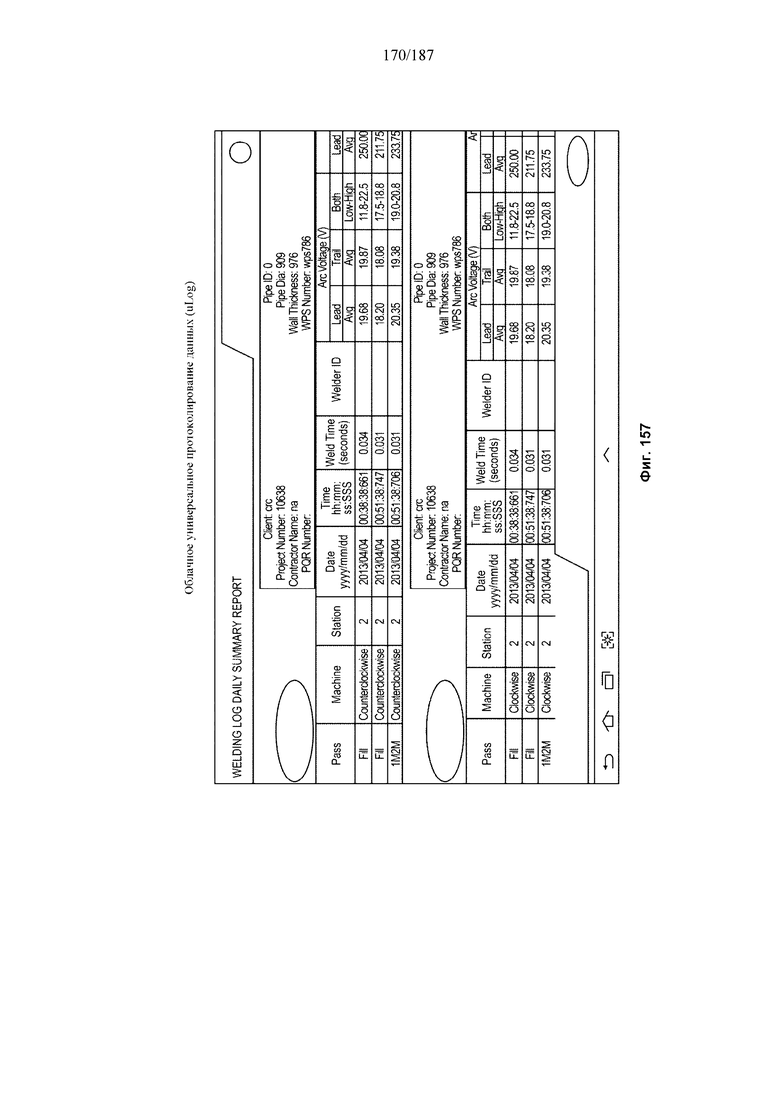
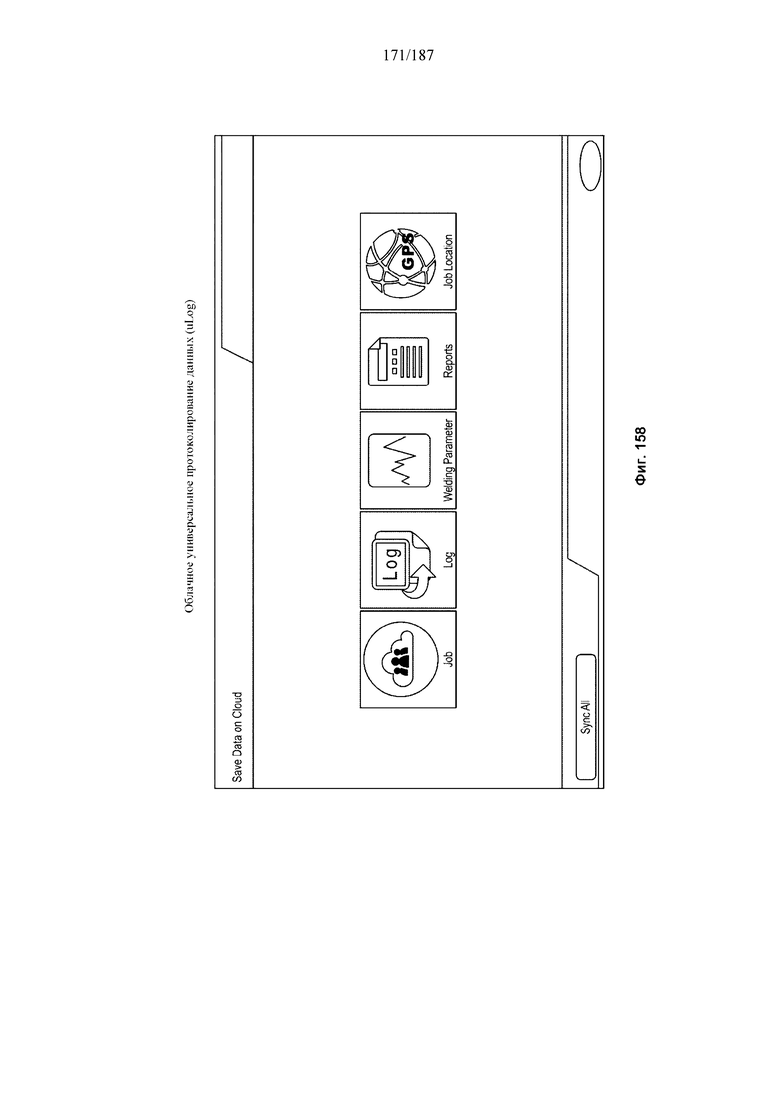
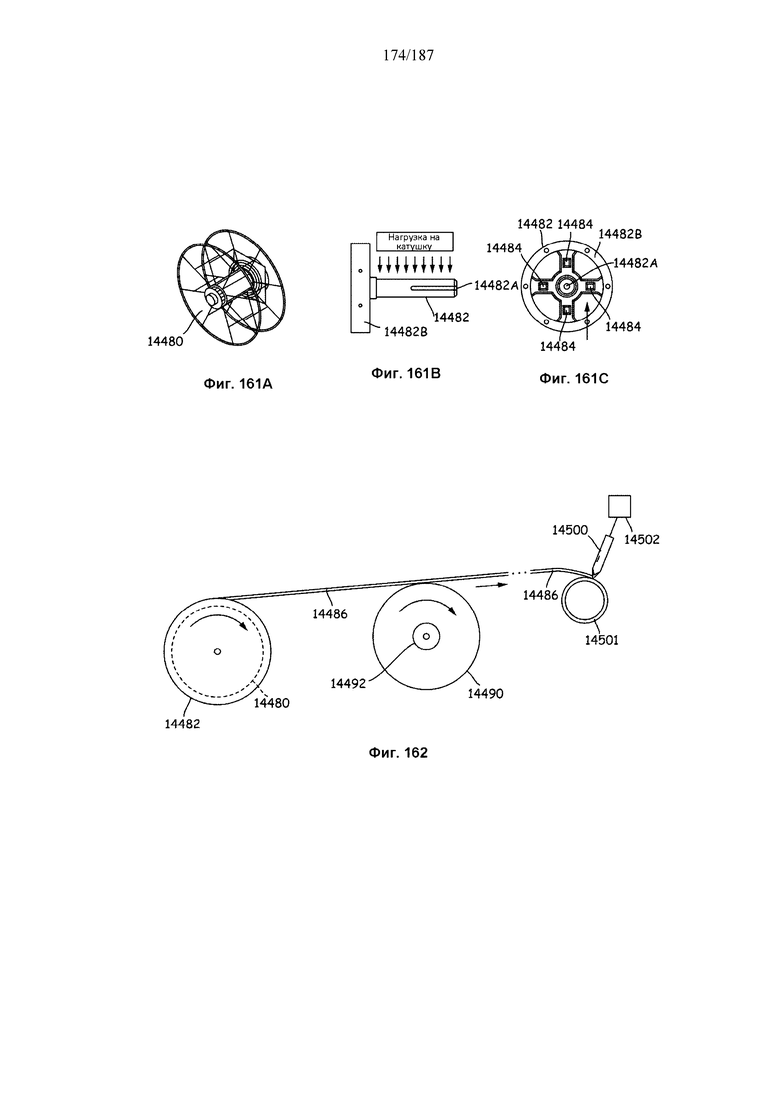
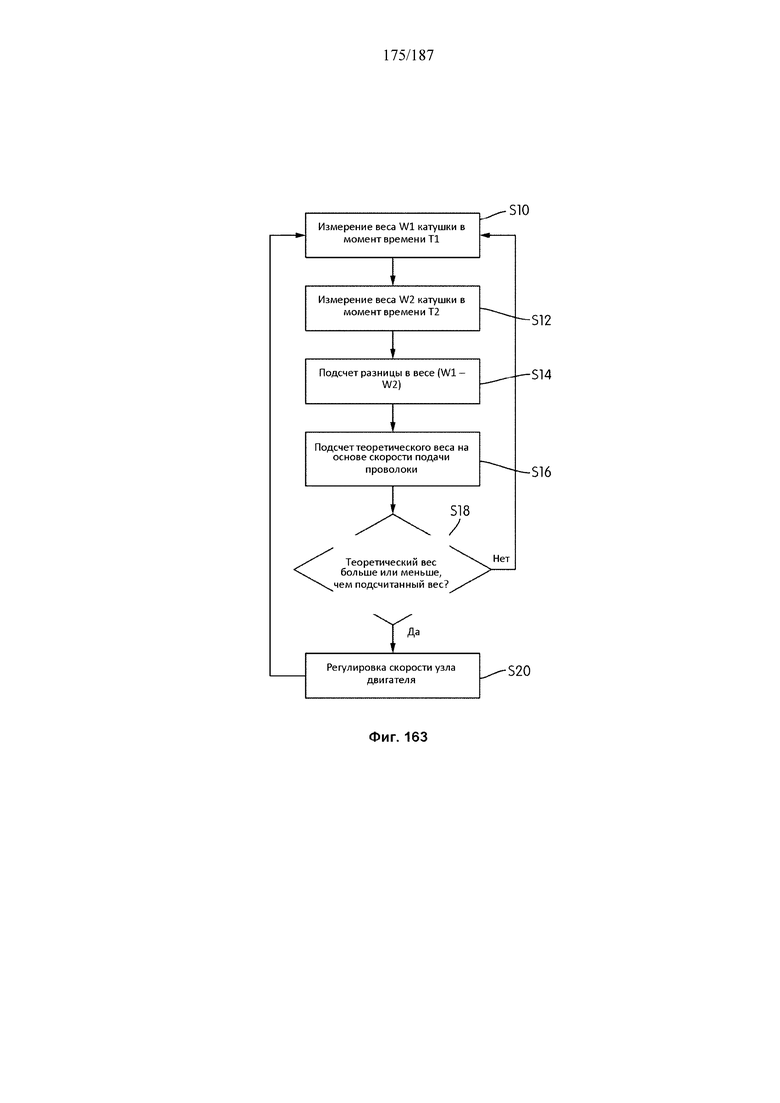
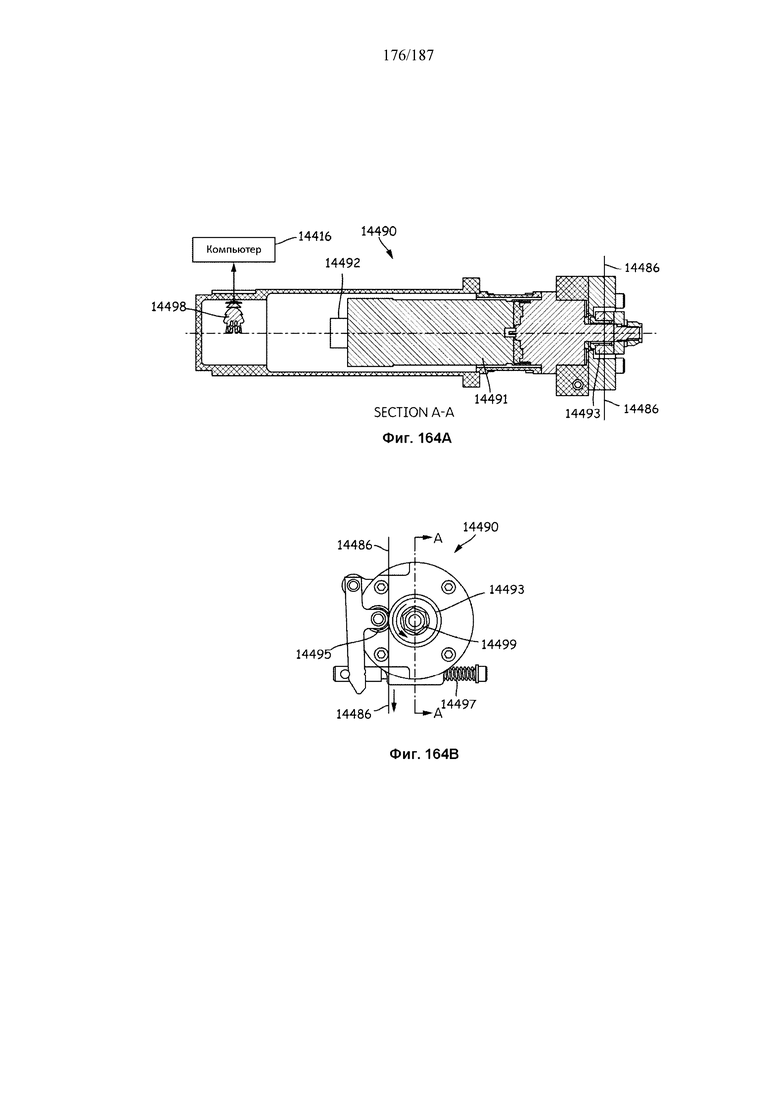
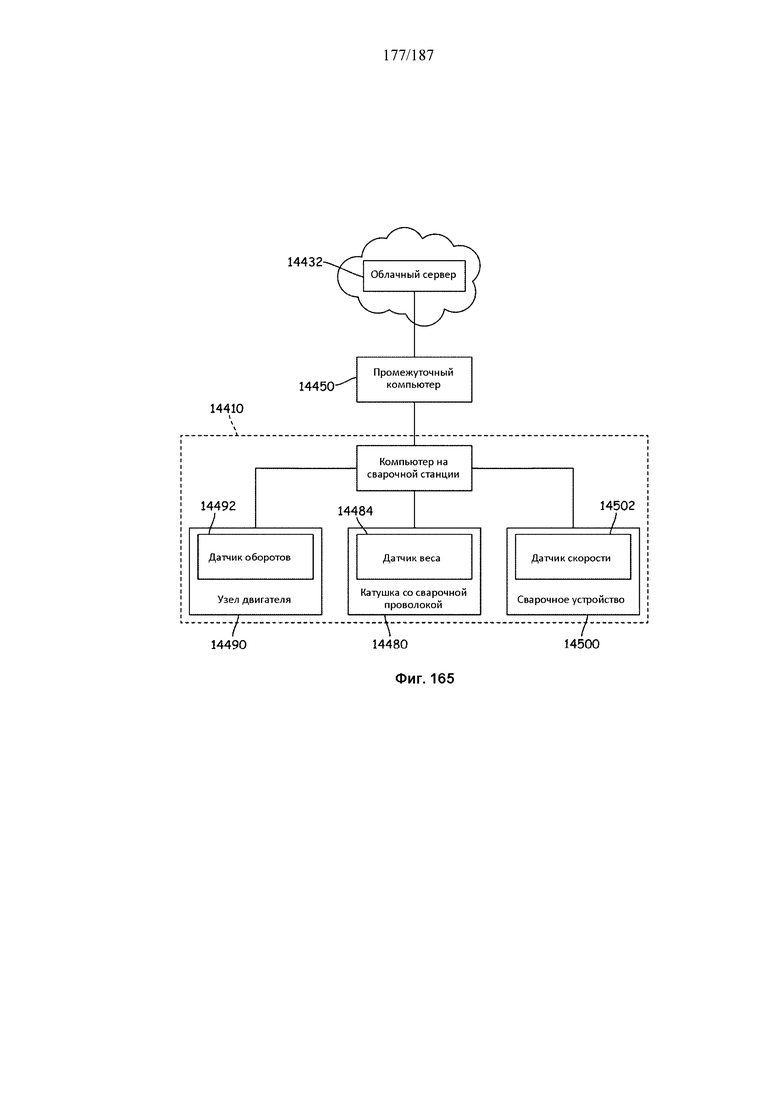
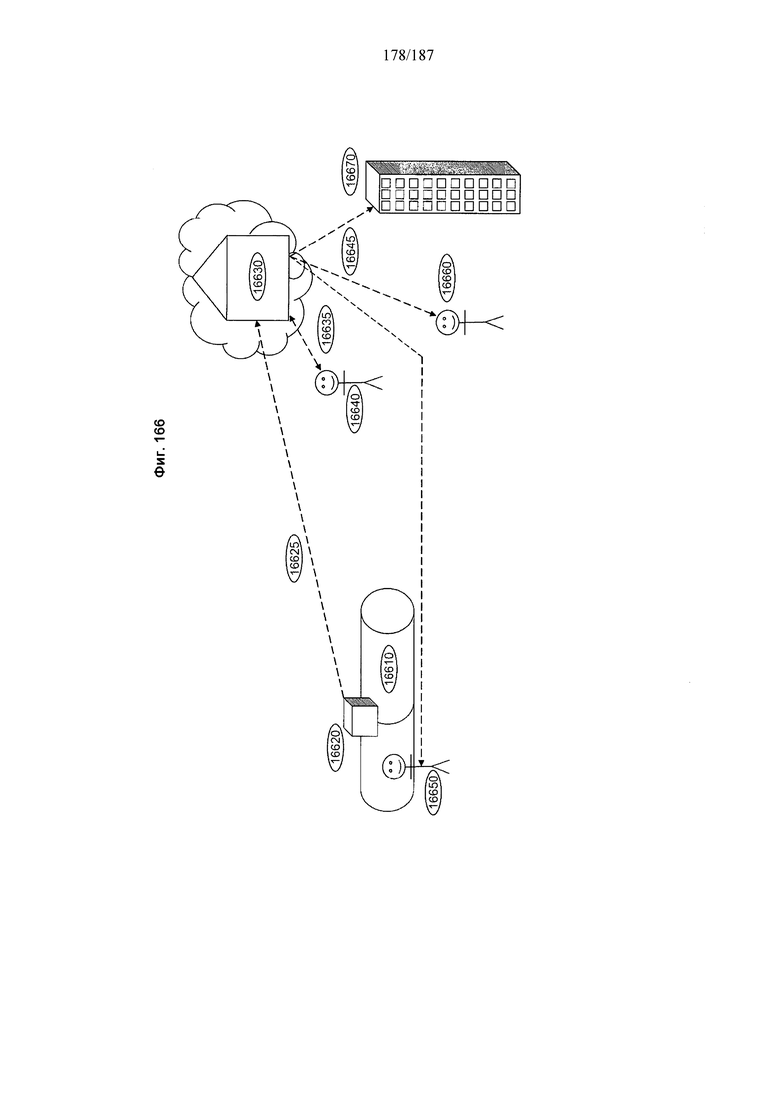
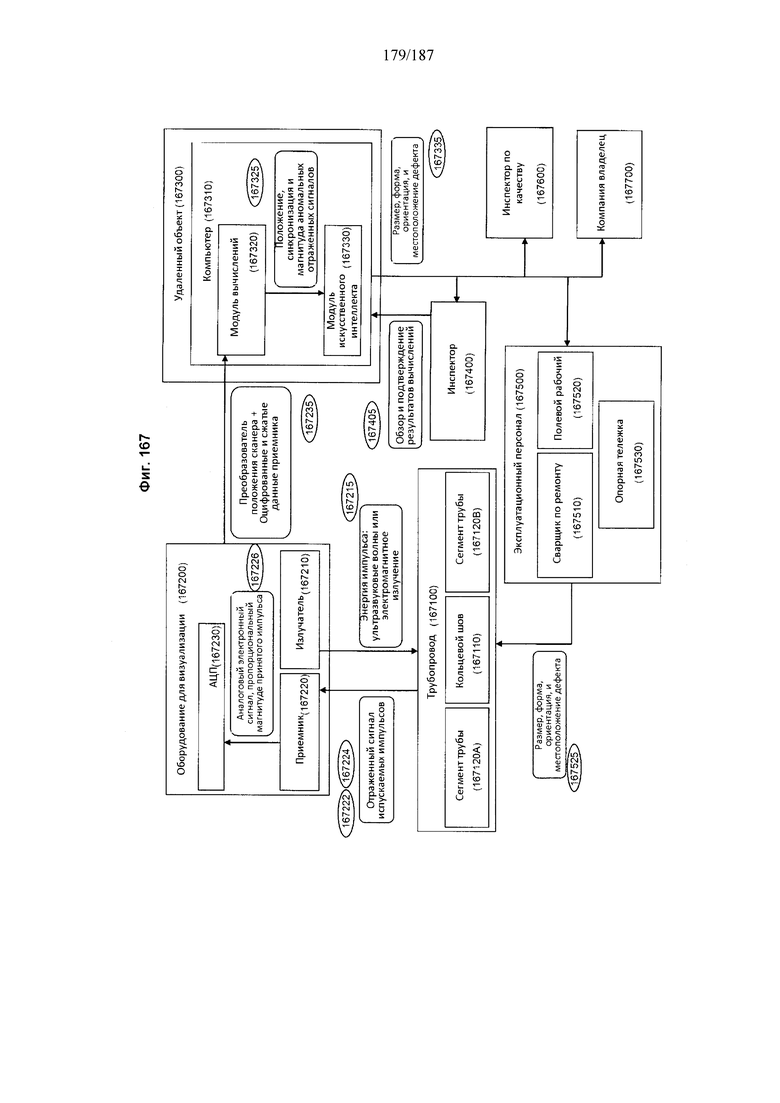
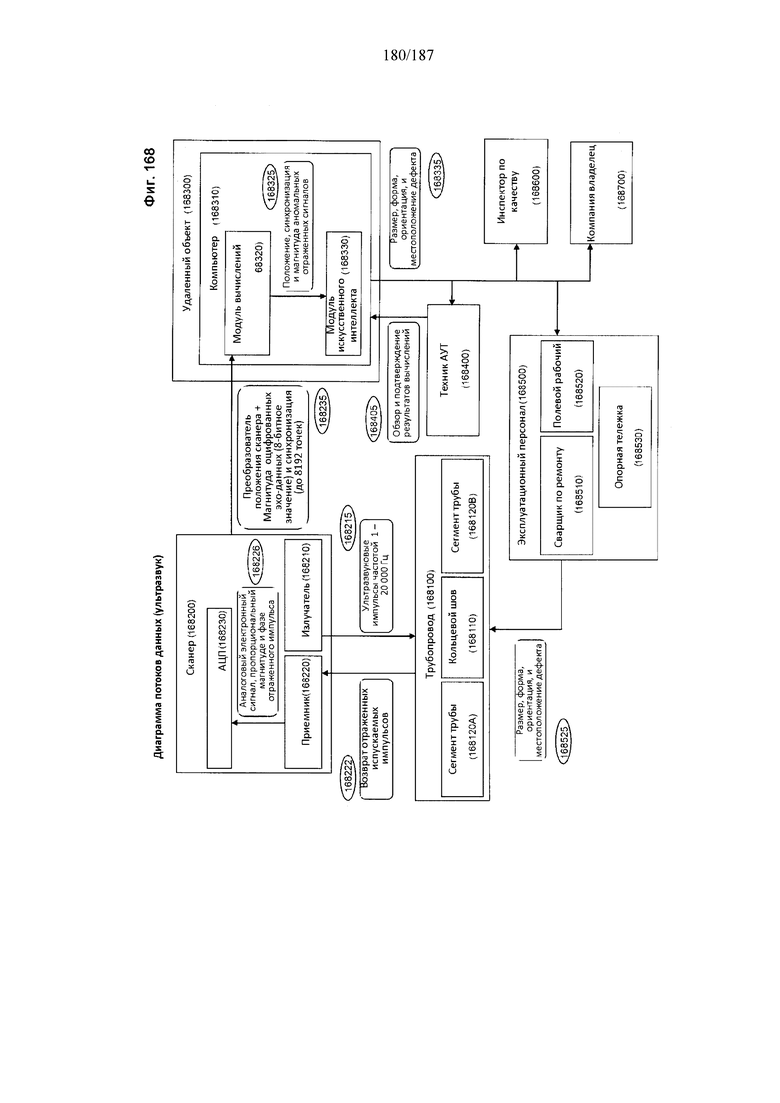
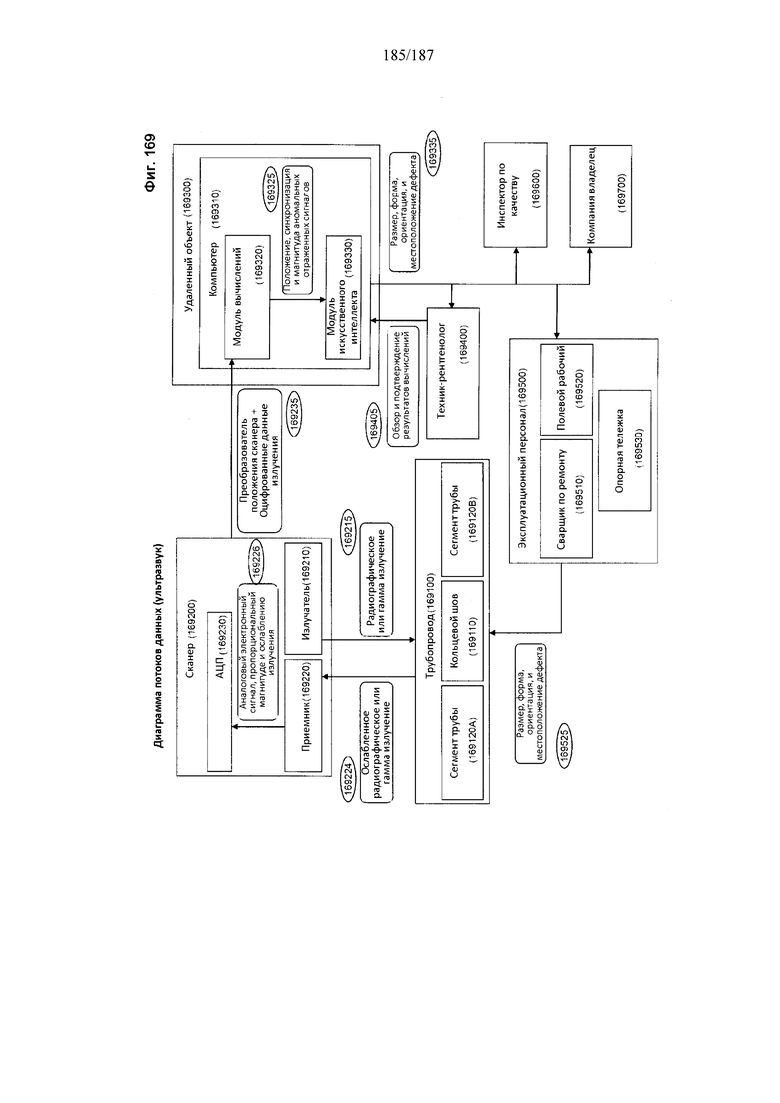
Изобретение относится к области сварочного производства и может быть использовано при сварке труб, например, в полевых условиях. Система для сварки содержит первое и второе устройства для зацепления трубы, выполненные с возможностью зацепления с внутренней поверхностью соответствующей трубы с их фиксацией, одну или несколько сварочных горелок, выполненных с возможностью размещения внутри труб для создания внутреннего сварного шва в области контактной поверхности между трубами, по меньшей мере один двигатель для вращения горелок вдоль области контактной поверхности между трубами и один или несколько процессоров, выполненных с возможностью управления двигателем и сварочными горелками для генерации законченного кольцевого сварного шва, при этом процессоры выполнены с возможностью изменения угла опережения сварочных горелок во время процесса сварки. Использование изобретения позволяет повысить качество сварных соединений труб. 3 н. и 31 з.п. ф-лы, 169 ил.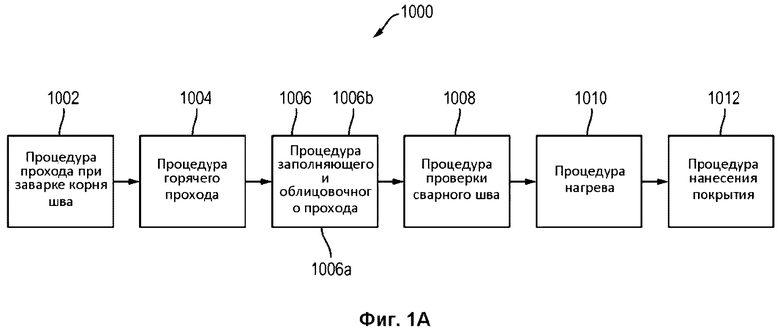
1. Полевая система для сварки двух труб, содержащая
первое устройство для зацепления трубы, выполненное с возможностью зацепления с внутренней поверхностью первой трубы с его фиксацией относительно первой трубы,
второе устройство для зацепления трубы, выполненное с возможностью зацепления с внутренней поверхностью второй трубы с его фиксацией относительно второй трубы,
одну или несколько сварочных горелок, выполненных с возможностью размещения внутри труб для создания внутреннего сварного шва в области контактной поверхности между трубами,
по меньшей мере один двигатель, функционально связанный с одной или несколькими сварочными горелками для их вращения вдоль области контактной поверхности между трубами, и
один или несколько процессоров, выполненных с возможностью управления двигателем и одной или несколькими сварочными горелками для генерации законченного кольцевого сварного шва вдоль области контактной поверхности труб за счет вращения одной или нескольких сварочных горелок вдоль области контактной поверхности в одном направлении вращения до выполнения законченного кольцевого сварного шва,
при этом упомянутый один или несколько процессоров выполнены с возможностью изменения угла опережения упомянутой одной или нескольких сварочных горелок во время процесса сварки.
2. Полевая система по п. 1, отличающаяся тем, что она содержит множество сварочных горелок, при этом по меньшей мере одна из множества сварочных горелок установлена с возможностью выполнения сварного шва в направлении вверх против силы гравитации, а по меньшей мере вторая из множества сварочных горелок установлена с возможностью выполнения сварного шва в направлении вниз, совпадающем с направлением силы гравитации.
3. Полевая система по п. 1 или 2, отличающаяся тем, что она дополнительно содержит измерительный датчик для проверки области контактной поверхности труб перед тем, как одна или несколько сварочных горелок будут выполнять кольцевой сварной шов, при этом измерительный датчик установлен с возможностью перемещения посредством упомянутого двигателя и выполнен с возможностью передачи информации одному или нескольким процессорам для управления перемещением и поворотами одной или нескольких сварочных горелок.
4. Полевая система по п. 3, отличающаяся тем, что измерительный датчик выполнен с возможностью сканировать 360 градусов области контактной поверхности между трубами и генерировать сигналы на основе профиля области этой контактной поверхности.
5. Полевая система по п. 1, отличающаяся тем, что она содержит первую сварочную горелку и вторую сварочную горелку для одновременного наплавления сварочного материала между трубами во время сварочной операции, при этом первая сварочная горелка и вторая сварочная горелка установлены с возможностью перемещения по окружности посредством упомянутого двигателя в одном и том же направлении вращения при наплавлении сварочного материала, причем первая сварочная горелка установлена с возможностью перемещения во время сварочной операции по направлению вверх, против силы гравитации по меньшей мере во время части ее перемещения при наплавлении сварочного материала, а вторая сварочная горелка установлена с возможностью перемещения во время сварочной операции по направлению вниз, в направлении силы гравитации по меньшей мере во время части ее перемещения при наплавлении сварочного материала.
6. Полевая система по п. 5, отличающаяся тем, что она дополнительно содержит третью сварочную горелку, выполненную с возможностью наплавления сварочного материала между трубами одновременно с первой и второй сварочными горелками, при этом третья сварочная горелка установлена с возможностью перемещения по окружности посредством двигателя для перемещения в том же направлении вращения, что первая и вторая сварочные горелки при наплавлении сварочного материала, - в направлении вверх, против силы гравитации, или по направлению вниз, в направлении силы гравитации.
7. Полевая система по п. 1, отличающаяся тем, что один или несколько процессоров выполнены с возможностью изменения угла опережения одной или нескольких сварочных горелок на основе направления перемещения соответствующих сварочных горелок - в направлении вверх, против силы тяжести, или в направлении вниз, в направлении силы тяжести.
8. Полевая система по п. 1, отличающаяся тем, что угол опережения представляет собой угол между линией, проходящей от центра оси свариваемых труб до сварочного наконечника соответствующей сварочной горелки, и линией, проходящей по продольной оси сварочного наконечника соответствующей сварочной горелки.
9. Полевая система по п. 1, отличающаяся тем, что угол опережения одной или нескольких сварочных горелок находится в диапазоне от 3 до 7 градусов.
10. Полевая система по п. 1, отличающаяся тем, что угол опережения одной или нескольких сварочных горелок увеличивается, когда соответствующая сварочная горелка перемещается в направлении вверх, против силы гравитации, и уменьшается, когда соответствующая сварочная горелка перемещается в направлении вниз, в направлении силы гравитации.
11. Полевая система по п. 1, отличающаяся тем, что угол опережения одной или нескольких сварочных горелок является отрицательным, когда соответствующая сварочная горелка перемещается в направлении по часовой стрелке.
12. Полевая система по п. 1, отличающаяся тем, что угол опережения одной или нескольких сварочных горелок является положительным, когда соответствующая сварочная горелка перемещается в направлении против часовой стрелки.
13. Полевая система по п. 1, отличающаяся тем, что она содержит множество двигателей, каждый из которых выполнен с возможностью вращения связанной с ним одной или нескольких сварочных горелок.
14. Полевая система по п. 1, отличающаяся тем, что одна из сварочных горелок выполнена с возможностью поворота по меньшей мере на угол в 360 градусов в одном направлении вращения для выполнения сварного шва.
15. Полевая система по п. 1, отличающаяся тем, что она выполнена с возможностью непрерывного изменения угла опережения на протяжении всего пути перемещения соответствующей одной или нескольких сварочных горелок.
16. Полевая система по п. 1, отличающаяся тем, что она выполнена с возможностью изменения угла опережения при перемещении соответствующей одной или нескольких сварочных горелок по окружности вдоль области контактной поверхности между трубами.
17. Полевая система по п. 1, отличающаяся тем, что она выполнена с возможностью изменения угла опережения на границах множества секторов окружности, расположенной вокруг труб и по которой проходит область контактной поверхности между трубами.
18. Полевая система по п. 1, отличающаяся тем, что первое устройство для зацепления трубы содержит первый зажим, а второе устройство для зацепления трубы содержит второй зажим.
19. Полевая система по п. 1, отличающаяся тем, что первое устройство для зацепления трубы содержит первое уплотнение, а второе устройство для зацепления трубы содержит второе уплотнение.
20. Полевая система по п. 1, отличающаяся тем, что первое устройство для зацепления трубы содержит зажим, а второе устройство для зацепления трубы содержит уплотнение.
21. Полевая система по п. 1, отличающаяся тем, что первое устройство для зацепления трубы дополнительно содержит первый зажим и первое уплотнение, а второе устройство для зацепления трубы дополнительно содержит второй зажим и второе уплотнение.
22. Полевая система по п. 1, отличающаяся тем, что один или несколько процессоров выполнены с возможностью управления первым устройством для зацепления трубы и/или вторым устройством для зацепления трубы для изменения области контактной поверхности между трубами перед сварочной операцией.
23. Полевая система по п. 1, отличающаяся тем, что один или несколько процессоров выполнены с возможностью изменения области контактной поверхности между трубами перед сварочной операцией посредством работы двигателя для вращения первого устройства для зацепления трубы вокруг своей оси относительно второго устройства для зацепления.
24. Полевая система по п. 1, отличающаяся тем, что один или несколько процессоров выполнены с возможностью изменения области контактной поверхности между трубами перед сварочной операцией путем управления движением первого устройства для зацепления трубы и/или второго устройства для зацепления трубы для изменения закругленности первой трубы и/или второй трубы.
25. Полевая система по п. 1, отличающаяся тем, что один или несколько процессоров выполнены с возможностью вращения первого устройства для зацепления трубы вокруг своей оси относительно второго устройства для зацепления трубы для обеспечения вращения первой трубы относительно второй трубы и изменения области контактной поверхности между трубами перед сварочной операцией.
26. Способ сварки двух труб, включающий
зацепление внутренней поверхности первой из двух труб посредством первого устройства для зацепления трубы с обеспечением фиксации первого устройства для зацепления трубы относительно первой трубы,
позиционирование внутри труб одной или нескольких сварочных горелок, функционально связанных с первым устройством для зацепления трубы, для создания внутреннего сварного шва в области контактной поверхности между трубами,
вращение по меньшей мере одной сварочной горелки вдоль области контактной поверхности между трубами с использованием по меньшей мере одного двигателя, функционально связанного с одной или несколькими сварочными горелками, и
осуществление сварочного процесса с использованием одного или нескольких двигателей, одной или нескольких сварочных горелок и одного или нескольких процессоров, которые управляют одним или несколькими двигателями и одной или несколькими сварочными горелками
для генерирования законченного кольцевого сварного шва вдоль области контактной поверхности за счет вращения одной или нескольких сварочных горелок вдоль области контактной поверхности в одном направлении вращения до выполнения законченного кольцевого сварного шва с возможностью изменения угла опережения упомянутой одной или нескольких сварочных горелок во время процесса сварки.
27. Способ по п. 26, отличающийся тем, что используют множество сварочных горелок, при этом по меньшей мере одна из множества сварочных горелок выполняет сварной шов в направлении вверх, против силы гравитации, а по меньшей мере вторая из множества сварочных горелок выполняет сварной шов в направлении вниз, в направлении силы гравитации.
28. Способ по п. 26, отличающийся тем, что он дополнительно включает сканирование с использованием измерительного датчика, функционально связанного с двигателем, всех 360 градусов области контактной поверхности между трубами и генерирование датчиком сигналов профиля области контактной поверхности между трубами.
29. Способ по п. 26, отличающийся тем, что он дополнительно включает в себя зацепление внутренней поверхности второй из двух труб посредством второго устройства для зацепления трубы, которое функционально связано с одной или несколькими сварочными горелками, с фиксацией второго устройства относительно второй трубы.
30. Полевая система для сварки двух труб, содержащая
первое устройство для зацепления трубы, выполненное с возможностью зацепления с внутренней поверхностью первой трубы с его фиксацией относительно первой трубы,
второе устройство для зацепления трубы, выполненное с возможностью зацепления с внутренней поверхностью второй трубы с его фиксацией относительно второй трубы,
сварочную горелку, выполненную с возможностью размещения внутри труб для создания внутреннего сварного шва в области контактной поверхности между трубами, при этом сварочная горелка выполнена с возможностью поворота по меньшей мере на угол в 360 градусов в обоих направлениях, выбранных из направления вверх, против силы гравитации, и направления вниз, в направлении силы гравитации, для выполнения законченного кольцевого сварного шва при вращении в одном направлении вращения,
двигатель, функционально связанный со сварочной горелкой для вращения сварочной горелки вдоль области контактной поверхности между трубами, и
один или несколько процессоров, которые выполнены с возможностью управления двигателем и сварочной горелкой для генерации законченного кольцевого сварного шва вдоль области контактной поверхности труб за счет вращения сварочной горелки вдоль области контактной поверхности в одном направлении вращения до выполнения законченного кольцевого сварного шва,
один или несколько двигателей для ориентации сварочной горелки, выполненные с возможностью вращения сварочной горелки по окружности вдоль области контактной поверхности между трубами, и
по меньшей мере один двигатель горелки, выполненный с возможностью перемещения сварочной горелки относительно первого и второго устройств для зацепления трубы, после того как первое и второе устройства зацепления трубы были зафиксированы соответственно относительно первой и второй труб,
причем упомянутый по меньшей мере один двигатель горелки выполнен с возможностью перемещения сварочной горелки в продольном направлении внутри трубы в направлении к внутренней поверхности трубы и от нее, а также под углом к сварному шву.
31. Полевая система по п. 30, отличающаяся тем, что сварочная горелка установлена с возможностью перемещения вокруг осевой точки, расположенной в месте нахождения сварочного наконечника сварочной горелки или близко к этому месту, с возможностью фактического совпадения сварочной ванны, создаваемой сварочным наконечником, с упомянутой осевой точкой.
32. Полевая система по п. 31, отличающаяся тем, что упомянутая осевая точка расположена перед сварочным наконечником.
33. Полевая система по п.30, отличающаяся тем, что она дополнительно содержит вторую сварочную горелку,
при этом первая сварочная горелка и вторая сварочная горелка выполнены с возможностью одновременного наплавления сварочного материала между трубами во время сварочной операции, при их перемещении по окружности посредством одного или нескольких двигателей для ориентации в одном и том же направлении вращения, когда первая сварочная горелка перемещается по направлению вверх, против силы гравитации, по меньшей мере во время части ее перемещения при наплавлении сварочного материала, а вторая сварочная горелка перемещается по направлению вниз, в направлении силы гравитации, по меньшей мере во время части ее перемещения при наплавлении сварочного материала.
34. Полевая система по п.33, отличающаяся тем, что она дополнительно содержит третью сварочную горелку, которая выполнена с возможностью наплавления сварочного материала между трубами одновременно с первой и второй сварочными горелками при ее перемещении по окружности посредством одного или нескольких двигателей для ориентации в том же направлении вращения, что первая и вторая сварочные горелки при наплавлении сварочного материала, когда третья сварочная горелка перемещается в направлении вверх, против силы гравитации, при наплавлении сварочного материала или перемещается по направлению вниз, в направлении силы гравитации, при наплавлении сварочного материала.
| US 2014346163 A1, 27.11.2014 | |||
| Способ слежения за стыком свариваемых изделий и устройство для его осуществления | 1987 |
|
SU1741999A1 |
| US 2007023479 A1, 01.02.2007 | |||
| US 4145593 A, 20.03.1979 | |||
| US 2013048619 A1, 28.02.2013 | |||
| US 2001017292 A1, 30.08.2001 | |||
| WO 2010046390 A1, 29.04.2010 | |||
| US 3009049 A, 14.11.1961. | |||

