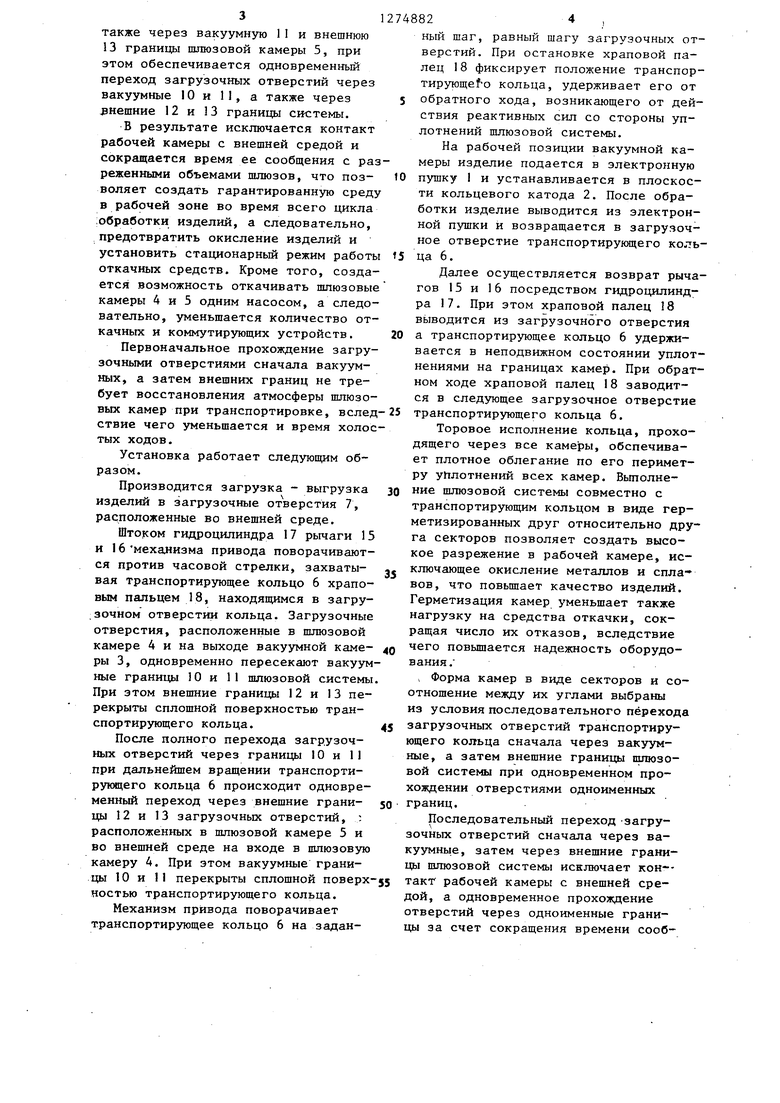
Изобретение относится к электронной технике, в частности к электронно-лучевым установкам, и быть применено для сварки, пайки и термической обработки изделий электронной техники. Целью изобретения является повышение качества изделий и надежности установки. На фиг. 1 схематично представлена установка, общий вид; на фиг.2 шлюзовая система установки, вид свер ху; на фиг. 3 - схема расчета шлюзовой системы. Установка содержит электронну т пушку 1 с кольцевым катодом 2 и пшюзовую систему с вакуумной 3, шлюзовыми 4, 5 камерами и с транспортирующим кольцом 6, имеющим равномерно расположенные загрузочные отверстия 7. Электронная пушка 1, установленная с возможностью перемещения перпендикулярно своей оси, например посредством создания гарантированного зазора 8 в местах крепления,, мо жет изменять свое положение относительно изделия. Для осуществления возможности перемещения перпендикулярно своей оси кольцевой катод 2, снабженный, например, в своей плоскости симметричными отиосительно диаметра параллель ными односторонними выводами, может быть закреплен их поджатием в пазах выполненных по месту разъема фокусирующих электродов 9, что обеспечивает перемещение катода относительно Изделия. При этом со стороны, противоположной креплению, катод опирается на подвижные поддержки, выполненные, например, из тонкой тугоплавкой проволоки, изогнутой в виде крючков Перемещения пушки и катода относительно изделия, являющегося анодом необходимы для регулирования распре деления плотности тока пучка по периметру зоны нагрева. В результате устранявотся перегревы отдельных участков на изделиях и пробои пушки связанные с нарушением вакуумного промежутка анод - катод. Подсоединение пушки и катода к внешним средствам юстировки позволяет изменять их положение в процессе работы уста новки. Камеры 3-5 шлюзовой системы выполнены в виде ректоров соответстве 2 но с углами (i,, /3, у , через которые проходит транспортир:/ющев кольцо 6. Шлюзовые камеры 4 и 5 отделены от вакуумной камеры 3 на границах 10 и П и от внешней среды на границах 12 и 13 уплотнениями, прижатыми к транспортируюп ему кольцу 6. Вьшолнение кольца в виде тора гарантирует плотное облегание уплотнений по его периметру, что позволяет исключить течи по кольцу, а следовательно, герметизировать камеры относительно друг друга. Для уменьшения износа уплотнений загрузочные отверстия 7 имеют фаски. Транспортирующее кольцо 6 установлено на опорах 14„ Механизм привода транспортирукщего кольца, выполненный, например, в виде рычагов 15 и 16, установленных на оси шлюзовой системы и соединенных оо штоком гидроцилиндра 17, закрепленного на опоре вращения, обеспечивает поворот транспортирующего кольца 6 на заданный угол храповым пальцем 18, расположенным в рычаге 15 параллельно оси системы на расстоянии радиуса загрузочных отп верстий от ее центра. Число позиций в камерах определяется заданным технологическим процессом. Углы секторов шлюзовой системы, имеющей по одной технологической позиции в шлюзах, выбираются из соотношенийs.,.. где - угол сектора вакуумной камеры; - углы секторов шлюзовой системы;число загрузочных отверстий транспортирующего кольца; число технологических позиций в вакуумной камере; центральный угол транспортирующего кольца, в который вписано загрузочное отверстие. Такое соотношение углов при вращении транспортирующего кольца 6 против часовой стрелки гарантирует последовательный переход загрузочных отверстий через вакуумную 10 и внешнюю 12 границы шлюзовой камеры 4, а
3
также через вакуумную 1I и внешнюю 13 границы шлюзовой камеры 5, при этом обеспечивается одновременный переход загрузочных отверстий через вакуумные IО и 11, а также через внешние 12 и 13 границы системы.
В результате исключается контакт рабочей камеры с внешней средой и сокращается время ее сообщения с раз реженными объемами шлюзов, что позволяет создать гарантированную среду в рабочей зоне во время всего цикла :обработки изделий, а следовательно, предотвратить окисление изделий и установить стационарный режим работы откачных средств. Кроме того, создается возможность откачивать шлюзовые камеры 4 и 5 одним насосом, а следовательно, уменьшается количество откачных и коммутирующих устройств.
Первоначальное прохождение загрузочными отверстиями сначала вакуумных, а затем внешних границ не требует восстановления атмосферы шлюзовых камер при транспортировке, вследствие чего уменьшается и время холостых ходов.
Установка работает следующим образом.
Производится загрузка - выгрузка изделий в загрузочные от верстия 7, расположенные во внешней среде.
Штоком гидроцилиндра 17 рычаги 15 и 16 механизма привода поворачиваются против часовой стрелки, захватывая транспортирующее кольцо 6 храповым пальцем 18, находящимся в загру,зочном отверстии кольца. Загрузочные отверстия, расположенные в шлюзовой камере 4 и на выходе вакуумной камеры 3, одновременно пересекают вакуумные границы 10 и 11 шлюзовой системы При этом внешние границы 12 и 13 перекрыты сплошной поверхностью транспортирующего кольца.
После полного перехода загрузочных отверстий через границы 10 и 11 при дальнейшем вращении транспортирующего кольца 6 происходит одновременный переход через внешние границы 12 и 13 загрузочных отверстий, ; расположенных в шлюзовой камере 5 и во внешней среде на входе в шлюзовую камеру 4. При этом вакуумные границы 10 и 11 перекрыты сплошной поверхностью транспортирующего кольца.
Механизм привода поворачивает транспортирующее кольцо 6 на задан748824 ,
ный шаг, равный шагу загрузочных отверстий. При остановке храповой палец 18 фиксирует положение транспортиpyющe o кольца, удерживает его от 5 обратного хода, возникающего от действия реактивных сил со стороны уплотнений шлюзовой системы.
На рабочей позиции вакуумной камеры изделие подается в электронную 10 пушку 1 и устанавливается в плоскости кольцевого катода 2. После обработки изделие выводится из электронной пушки и возвращается в загрузочное отверстие транспортирующего кольТ5 ца 6.
Далее осуществляется возврат рычагов 15 и 16 посредством гидроцилиндра 17. При этом храповой палец 18 выводится из загрузочного отверстия 20 а транспортирующее кольцо 6 удерживается в неподвижном состоянии уплотнениями на границах камер. При обратном ходе храповой палец 18 заводится в следующее загрузочное отверстие 25 транспортирующего кольца 6.
Торовое исполнение кольца, проходящего через все камеры, обспечивает плотное облегание по его периметру уплотнений всех камер. Выполне30 ние шлюзовой системы совместно с
транспортирующим кольцом в виде герметизированных друг относительно друга секторов позволяет создать высокое разрежение в рабочей камере, ис- ключающее окисление металлов и сплавов, что повьш1ает качество изделий. Герметизация камер уменьшает также нагрузку на средства откачки, сокращая число их отказов, вследствие д чего повышается надежность оборудования.
, Форма камер в виде секторов и соотношение между их углами выбраны из условия последовательного перехода 5 загрузочных отверстий транспортирующего кольца сначала через вакуумные, а затем внешние границы пшюзовой системы при одновременном прохождении отверстиями одноименных 0 границ.
Последовательный переход -загрузочных отверстий сначала через вакуумные, затем через внешние границы шлюзовой системы исключает кон-5 такт рабочей камеры с внешней средой, а одновременное прохождение отверстий через одноименные границы за счет сокращения времени сообщения с разреженными объемами mxtroзов ускоряет процесс восстановления вакуума в рабочей камере. В результате при всем цикле обработки изделий в рабочем объеме обеспечивается гарантированная среда, иcключaюD aя окисление металлов, что повьшает качество изделий.
Кроме того, периодический контакт рабочей камеры лишь с разреженными объемами шлюзов не нарушает стационарности режима откачных средств, а одновременный переход загрузочными отверстиями одноименных границ позволяет откачивать шлюзовые камеры одним насосом, что сокращает количество откачных и коммутирующих устройств. В результате повышается надежность установки в целом.
Условием для одновременного прохождения загрузочными отверстиями одноименных границ является равенство угла GJ между одной вакуумной границей и осью ближайшей к ней технологической позиции в вакуумной камере углу 2 между другой вакуу У1ной границей и осью ближайшей к ней технологической позиции в шлюзовой камере, а также равенство угла Т между одной внешней границей и осью ближайшей к ней технологической позиции в шлюзовой камере углу fj между другой внешней границей и осью ближайшей к ней технологической позиции во вйешней среде:
б,-б,.б-, , .;
откуда :
27 1Гр-б.,
.(..О-б-сГ
(i + )j
где П,р п J - число технологическьсх позиций в шлюзовой системе соответственно с углами
. У
Из условия последовательного прохождения загрузочными отверстия:ми транспортирующего кольца вакуутшых и внешних границ для одного из секторов например с углом р., мояяо записать:
(.
Тогда соотношение для другого шлюза выглядит следующим образом:
y-(3Hb(6..
С2)
Для опреде.ленной конфигурации загрузочных отверстий и заданного числа позиций в шлюзовых камерах измеиение углов их секторов происходит за счет изменения углов С5 .
При одновременном соблюдении условий (1) и (2) предел увеличения суммы (б С1пр определяется из соотношенийл
MaKc(J)(ina-)i Ол-JfMHM- r n -O -l t i p + eSj
Qir
,W
((2-tbf()t2j -(A.0,
откуда.
2ir
/rt+f - ff . W + ojpp- --u ,
pnp- O.-S.
Таким образом, условия для последовательного прохождения загрузочными отверстиями вакуумных и внешних границ и одновременного прохождения ими одноименных границ записываются следующим образом:
, 215° - - - i
2
Р 1Г-ТГ-(
2
2Т
(n,-.l1..-.r.,-S,
где п п +Пг+Пд.
Установка обеспечивает локальную обработку изделий кольцевым Азектронным пучком при непрерывной их подаче из внешней среды в технологическую зону. При этом гарантируется высокое качество изделий и надежная работа оборудования. Хорошая герметизация камер и поддержание в них заданной атмосферы обеспечивают проведение операций с разделением сред и обработку высокоактивных металлов и спла
ВОВ.
Формула изобретения
Установка.для электронно-лучевой обработки, содержащая электронную /1274 пушку, преимущественно с кольцевым катодом, установленную в вакуумной камере, шлюзовую систему, транспортирующее кольцо с равномерно расположенными загрузочными отверстиями, 5 отличающаяся тем, что, с целью повьшения качества изделий и надежности установки, транспортирующее кольцо вьшолнено в виде тора, а шлюзовая система и вакуумная каме- to pa выполнены в виде герметизированных друг относительно друга секторов, при этом углы секторов связаны следующими соотношениями: г-гг15 ) i о - (п,-0 + Ь(- --tti-fe, pi - угол сектора вакуумной камеры ; У - углы секторов шлюзовой системы;и - число загрузочных отверстий транспортирующего кольца; и, - число технологических позиций в вакуумной камере; число технологических позиций в шлюзовой системе соответственно с углами/3 , С ; О - центральный угол транспортирующего кольца j в который вписано загрузочное отверстие.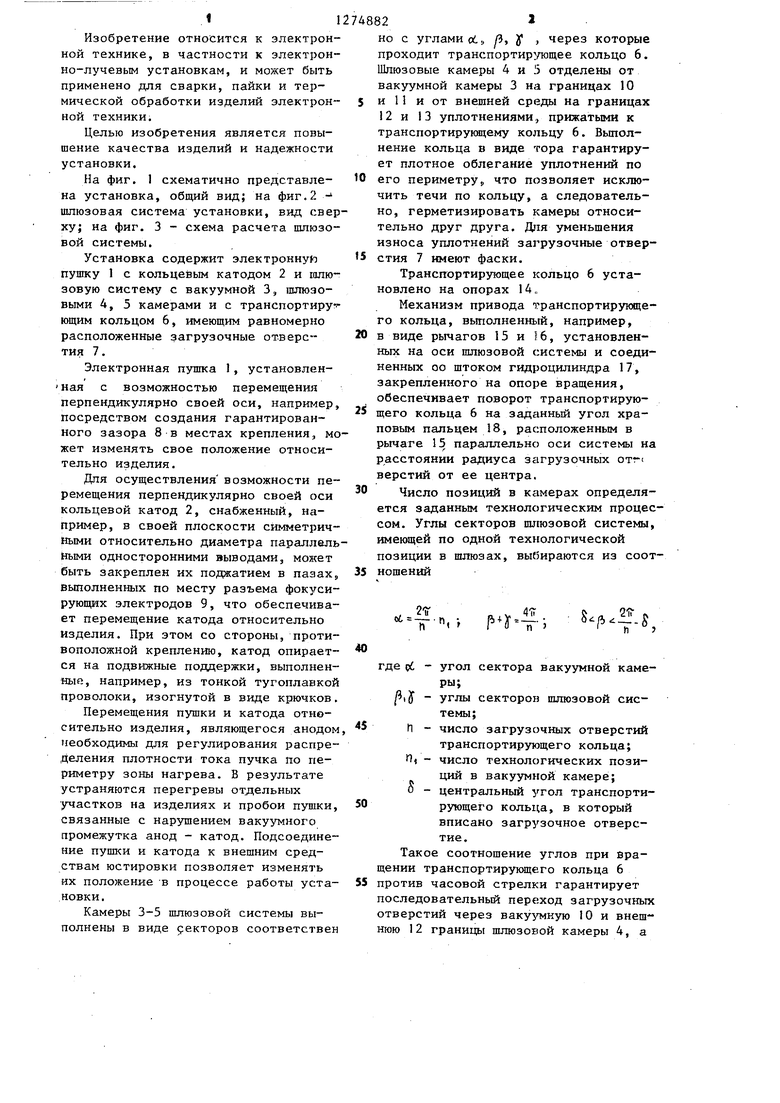

| название | год | авторы | номер документа |
|---|---|---|---|
| ИНЖЕКТОР ЭЛЕКТРОНОВ С ВЫВОДОМ ЭЛЕКТРОННОГО ПУЧКА В СРЕДУ С ПОВЫШЕННЫМ ДАВЛЕНИЕМ И ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА НА ЕГО ОСНОВЕ | 2007 |
|
RU2348086C1 |
| ВАКУУМНОЕ УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЗАГРУЗКИ И ВЫГРУЗКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2379144C2 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ ПУШКА ДЛЯ НАГРЕВА МАТЕРИАЛОВ В ВАКУУМЕ | 2005 |
|
RU2314593C2 |
| СПОСОБ ВВОДА ПУЧКА ЭЛЕКТРОНОВ В СРЕДУ С ПОВЫШЕННЫМ ДАВЛЕНИЕМ | 2015 |
|
RU2612267C2 |
| Полуавтоматическая вакуумная установка | 1984 |
|
SU1175638A1 |
| ПЛАЗМЕННЫЙ ИСТОЧНИК ЭЛЕКТРОНОВ НА ОСНОВЕ ПЕННИНГОВСКОГО РАЗРЯДА С РАДИАЛЬНО СХОДЯЩИМСЯ ЛЕНТОЧНЫМ ПУЧКОМ | 2003 |
|
RU2256979C1 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА | 2000 |
|
RU2192687C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ТОКОПРОВОДЯЩИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ И ИСТОЧНИК ИОНОВ ДЛЯ НЕГО | 2004 |
|
RU2261289C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ПЕРЕПЛАВА КУСКОВОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087563C1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ОБРАТНОГО ХОДА ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ ОБУВНЫХ ЗАГОТОВОК | 2016 |
|
RU2628988C1 |

Изобретение относится к электронной технике и может быть использовано в электронно-лучевых установках. Оно позволяет повысить качество изделий и надежность установки. Установка содержит электронную пушку, шлюзовую систему с вакуумной 3, шлюзовыми 4, 5 камерами и с транспортирующим кольцом с загрузочными отверстиями 7. Транспортирующее кольцо вьтолнено в виде тора, а шлюзовая система и вакуумная камера выполнены в виде герметизированных друг относительно друга секторов, углы которых связаны соотношениями: ot 2ir/n.n,; /i + J 2ir/n (n+n,); 2ir/n(n,;-l)+5 /3 2Wn(n,,-S), где об - угол сектора вакуумной камеры; fijX - углы секторов шлюзовой системы; п - число загрузочных отверстий, п, - число технологических позиций в вакуумной камере; п,,Пз - число технологических позиций в шлюзовой системе соответственно с углами /i,J } 8 - центральный угол транспортирующего кольца, в который вписано загрузочное отверстие. Такое соотношение углов исключает контакт рабочей ка(Л меры с внешней средой, позволяет создать гарантированную среду в рабочей зоне всего цикла обработки изделий. 3 ил.
Фи г 3
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
