Р-1зобретение относится к технологическому оборудованию для сварки, пайки, термообработки и других процессов, проводимых в-вакууме, и мож быть использовано в машиностроении, приборостроении, электронной промыш ленности и других отраслях народног хозяйства. Цель изобретения - повышение про изводительности при параллельном вы полнении операций, требующих переме (Щения изделий в зоне обработки, а также упрощение конструкции и уме шение габаритов путем использования съемных оправок, установленных в гнездах позиций поворотного стола с возможностью перемещения в зону обработки и шлюзовую кдмеру. Наличие съемных оправок позволяе также упростить шлюзовое устройство (для загрузки и выгрузки деталей) . С этой целью на торцах съемных контейнеров выполняются кольцевые выточки, диаметр которых соот. ветствует диаметру уплотнителя,закрепленного на внутренней поверхности крьш1ки вакуумной камеры. Когд оправка находится в верхнем положении, она перекрывает загрузочное ок но и тем самым разделяет вакуумную и шлюзовую камеры. Это позволяет исключить механизм перезарйдки и пр открытой шлюзовой камере устанавливать изделия непосредственно на посадочное место оправки без захвата и поворота на 180 . И, наконец, упр щение шлюзового устройства для загрузки и выгрузки деталей позволяет сократить габариты шлюзовой камеры и выполнить ее в виде охватывающего изделия колпака, имеющего возможность совершать возвратно-поступательное движение. На чертеже изображена схема полуавтоматической вакуумной установки. Установка содержит цилиндрическу вакуумную камеру 1, в которой смонтирован многопозиционный поворотньш стол 2 с приводом 3. Позиции стола выполнены в виде отверстий 4 с внутренними конусами, в которые помещены оправки 5 с обра батываемыми изделиями 6. На верхней крьшке камеры 1 соосно соответствующим позициям стола 2 закреплены электронные пушки 7 и 8 для отжига и сварки изделий соответственно. например газоразрядные электронные пушки с кольцевым электродом шлюзовая камера 9, соединенная с приводом 10 .возвратно-поступательного движения, а также кольцевые вакуумные уплотнители 11 и 12. Через вакуумные уплотнители на нижней крьш1ке камеры 1 введены штоки 13 - 15, движущиеся под действием независимых приводов 16 - 18. Шток 13 перемещает оправки 5 с изделием 6 для выполнения операции отжига, шток 14 - сварки, шток 15 - загрузки выгрузки изделий. Вакуумная камера 1 и шлюзовая камера 9 откачиваются автономными вакуумными системами. Технологический цикл работы установки, начиная с момента, когда на всех контейнерах установлены издеЛИЯ, выполняется в следующей последовательности. В исходном положении вакуумная камера 1 откачена до рабочего давления, шлюзовая камера закрыта 9, а штоки 13 - 15 находятся в крайнем нижнем положении. Одновременно включаются приводы 16 - 18 и штоки 13 15 движутся -вверх. По ходу движения на торцы штоков одеваются оправки 5 / с изделиями 6, которые поднимаются далее в соответствующие -зоны обработки и к загрузочному окну 19. Когда изделие 6, перемещаемое штоком 13, выходит на рабочий уровень, включается электронная пушка 7. В процессе отжига изделие движется поступательно с заданной скоростью перемещения. Параллельно отжигу в рабочей зоне другой электронной пушки 8 производится сварка первого, а затем второго стыков деталей, перемещаемых штоком 14. В то же время оправка 5, перемещаемая штоком 15, поднимается в крайнее верхнее положение и своей кольцевой выточкой прижимается к уплотнителю 12, герметизируя загрузочное окно 19. После напуска воздуха в шлюзовую камеру 9 включается привод 10 и камера открывается. Сваренное изделие выгружается и загружается новое. Затем шлюзовая камера 9 снова закрывается и из нее откачивается воздух. Когда давление в шлюзовой камере становится равным давлению в вакуумной камере 1, включается привод 18 и шток 15 опускается. При этом оправка своим конусным фланцем садится в конусное отверстие 4 поворотного сто. 3
ла 2 и теряет связь со штоком 15, . продолжающим опускаться до уровня, на котором он не будет препятствовать повороту стола 2. По окончании операций отжига и сварки аналогичным путем опускаются штоки 13 и 14, оставляя свои t контейнеры в конусных отверстиях поворотного стола. Если все штоки находятся в крайнем нижнем положении, включается привод 3 и стол 2 поворачивается на один шаг. При этом обработанные изделия поступают на позиции остывания, а сваренные - на позиции выгрузки.
В соответствии с технологическим циклом оправки с изделиями могут либо поступательно перемещаться в зону обработки под действием индивидуальных штоков, либо прерывисто вращаться на поворотном столе. Наличие независимых приводов движения штоков позволяет независимо манипулировать изделиями в зоне обработки при параллельном выполнении операций, требующих перемещения изделий.
756384
В случаях, когда габариты.источников нагрева перекрывают шаг позиций штока, конструкция установки позволяет располагать их на расстоянии 5 двух или нескольких шагов друг от друга без увеличения диаметра стола и вакуумной камеры.
По сравнению с известными конструкциями высокая точность совмещения осей изделия и источника нагрева достигается более простыми средствами: для этого достаточно выполнить соосно штоки и источники нагре:ва, а изготовление поворотного стола и его фиксация не требуют высокой точности.
Предлагаемая полуавтоматическая вакуумная установка позволяет поQ высить производительность при параллельном вьтолнении операций, требующих перемещения изделий в зоне обработки, она более проста в изготовлении и эксплуатации и имеет значительно меньшие габариты.. / ucmui HUKu питания К omKat /iou системе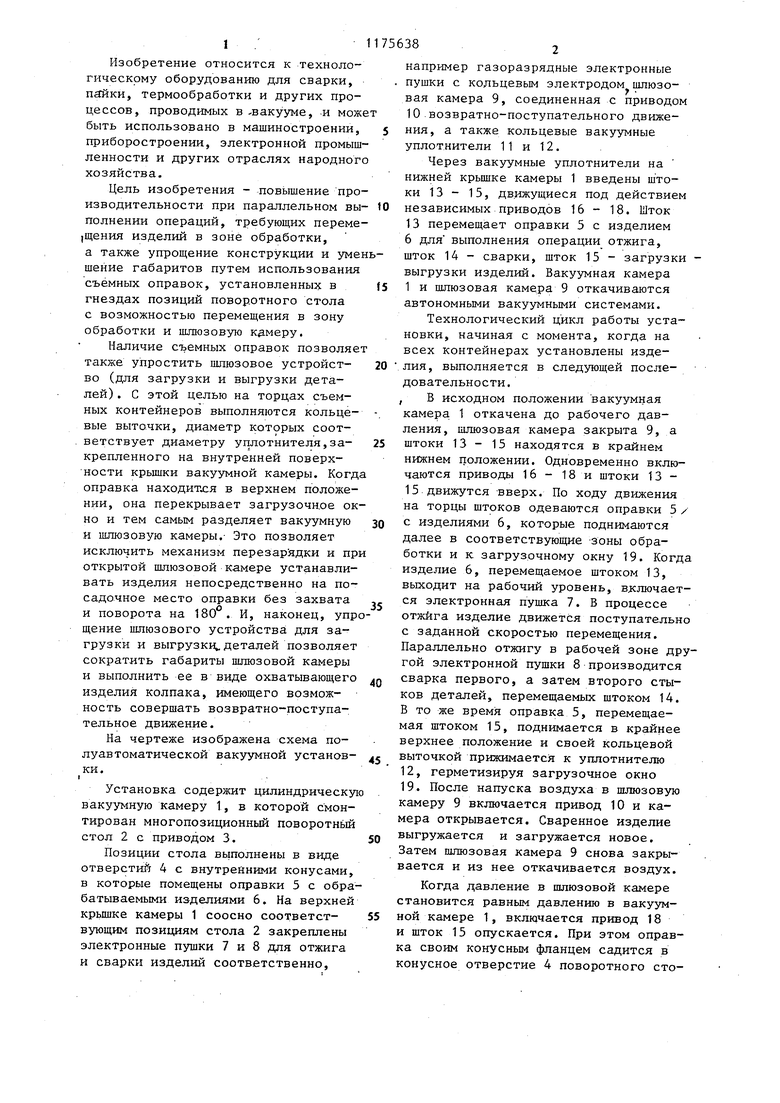
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая вакуумная установка | 1987 |
|
SU1447595A2 |
| Установка для электронно-лучевой обработки | 1985 |
|
SU1274882A1 |
| Установка для электронно-лучевой сварки | 1985 |
|
SU1315196A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
| Полуавтомат для электронно-лучевой сварки | 1984 |
|
SU1281359A1 |
| Установка для электронно-лучевой сварки | 1986 |
|
SU1382623A2 |
| Устройство для полуавтоматической контактной сварки | 1987 |
|
SU1518102A2 |
| Способ наведения электронного луча на стык свариваемых деталей | 1985 |
|
SU1303326A1 |
| Установка для диффузионной сварки | 1980 |
|
SU935231A1 |
| УСТРОЙСТВО ЗАГРУЗКИ И ВЫГРУЗКИ КАМЕР ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2471543C2 |
1. ПОЛУАВТОМАТИЧЕСКАЯ ВАКУУМНАЯ УСТАНОВКА, содержащая вакуумную камеру, имеющую.крышку с выполненными в ней по числу рабочих и шлюзовой камер загрузочными окнами, соединяющими полость вакуумной камеры с полостями рабочих и шлюзовой камер, установленных на крьмке, и поворотный стол с приводом, смонтированными в донной ее части и размещенными на столе оправками для крепления деталей. отличающаяся тем, что, с целью повьшения производительности путем совмещения выполнения нескольких рабочих операций, а также упрощения конструкции и уменьшения габаритов, в столе по числу рабочих и шлюзовой камер выполнены конусные отверстия, в которых установлены съемные оправки, выполненные в виде штыря с конусным фланцем, торец которого, обращенный к столу, снабжен глухим конусным отверстием, а противоположный торец - кольцевой выточкой, оправки снабжены приводами, штоки которых смонтированы с возможS .ностью взаимодействия с глухими ко(Л нусными отверстиями оправок, на внутренней поверхности крышки камеры соосно с загрузочными окнами установлены вакуумные уплотнения. 2. Установка по п. 1, отличающаяся тем, что шлюзовая камер.а выполнена в виде охватывающего изделия колпака, установленного с СП возможностью возвратно-поступательО) ного перемещения. со 00
| Чвертко А.И | |||
| и др | |||
| Оборудование .для электроннолучевой сварки | |||
| Киев, Наукова думка, 1973, с | |||
| Автоматический тормоз к граммофону | 1921 |
|
SU303A1 |
| Ротационный колун | 1919 |
|
SU227A1 |
| Там же, с | |||
| Устройство для телефонирования по проводам токами высокой частоты | 1921 |
|
SU374A1 |
| Автоматический тормоз к граммофону | 1921 |
|
SU303A1 |
| ВАКУУМНЫЙ ПОЛУАВТОМАТ | 0 |
|
SU182812A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
