1
Изобретение относится к технологии скрутки длинномерных изделий, а именно к машинам SZ скрутки кабельных изделий.
Целью изобретения является повышение качества скручиваемых изделий путем сокращения длины переходных участков.
На фиг. 1 изображена машина SZ скрутки длинномерных изделий, общий вид; на фиг. 2 и 3 - кинематическая схема закручивающей головки и последовательное положение ее звеньев на фиг. 4-6 - последовательные схемы работы машины.
Машина SZ скрутки длинномерных иделий содержит установленные в технологической последовательности отдатчики 1, входной калибр 2, две кинематически связанные между собой и с приводом 3 вращения закручивающие головки 4, в каждой из которых установлены в одной плоскости по два направляющих 5 и два закручивающих 6 ролика, выходной калибр 7, тягово 8 и приемное 9 устройства.
В каждой закручивающей головке 4 размещены коромысла 10, связанные с элементами 11 синхронизации качания коромысел 10. Закручивающие ролики 6 установлены симметрично на плечах коромысел 10, оси вращения которых расположены перпендикулярно осям вращения головок 4.
Машина SZ скрутки длинномерных изделий работает следующим образом„
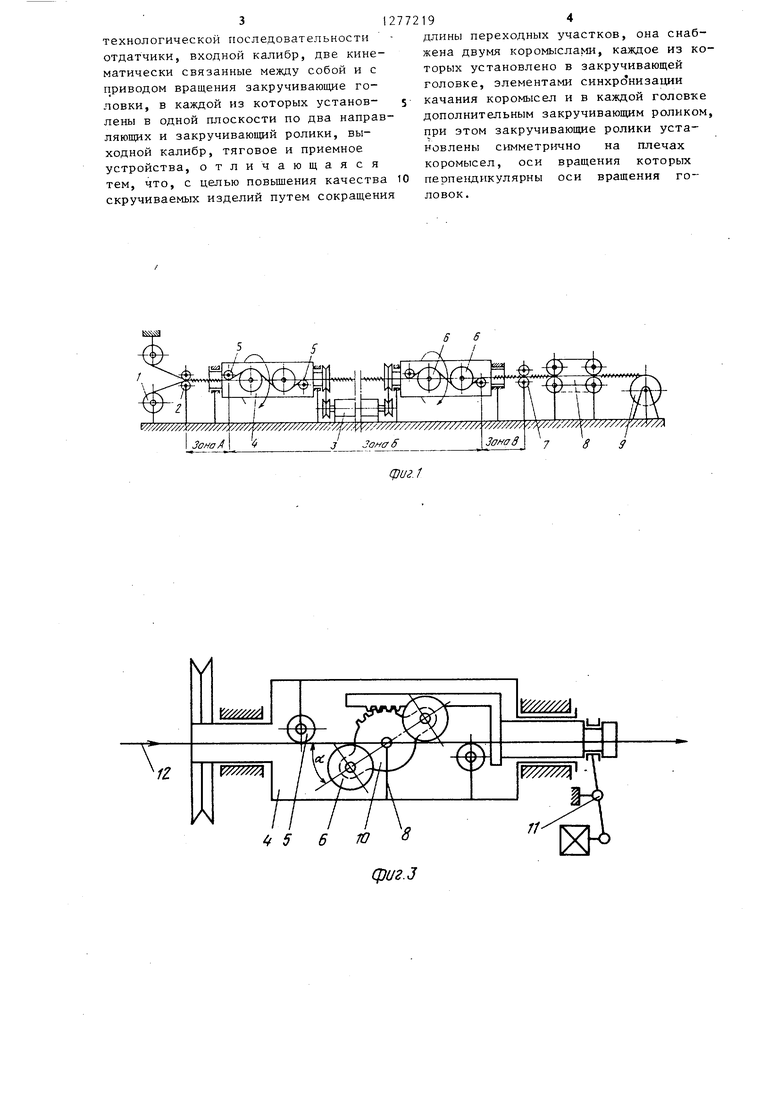
Скручиваемое изделие 12 з 1правля ется в соответствии с фиг. 1. После заправки включается привод 3 вращения закручивающих головок и одновременно привод тягового 8 и приемн го 9 устройств, которые остаются включенными в течение работы машины При этом кабельное изделие 12 имеет постоянную скорость линейного перемещения. В процессе работы машины оба коромысла 10 периодически поворачиваются на некоторый угол с помощью элементов 11, обеспечивающих синхронность гщклических прерывистых вращательных движений обоих коромысел 10, При повороте коромысе 10 в положение, изображенное на фиг, 2, происходит сцепление закручивающих роликов б с изделием 12.
При вращении закручивающих головок 4 в плоскости, перпендикуляр77219J
ной оси движения изделия, оно начина ет скручиваться после входного калибра 2 в правом, а до выходйого калибра 7 в левом направлениях.
5 После заполнения скрученным в правом направлении изделием зон А,, Б и В (фиг. 1) коромысла 10 поворачиваются в противоположном направлении и устанавливаются в положение,
10 изображенное на фиг. 3. При этом положении коромысел кабельное изделие 12 свободно проходит между роликами 5 и 6 и заполняет А, Б и В, не получая закрутки.
15 После заполнения зон А, Б и В нескрученным изделием коромысла 10 снова поворачиваются в положение, изображенное на фиг. 2, и цикл повторяется .
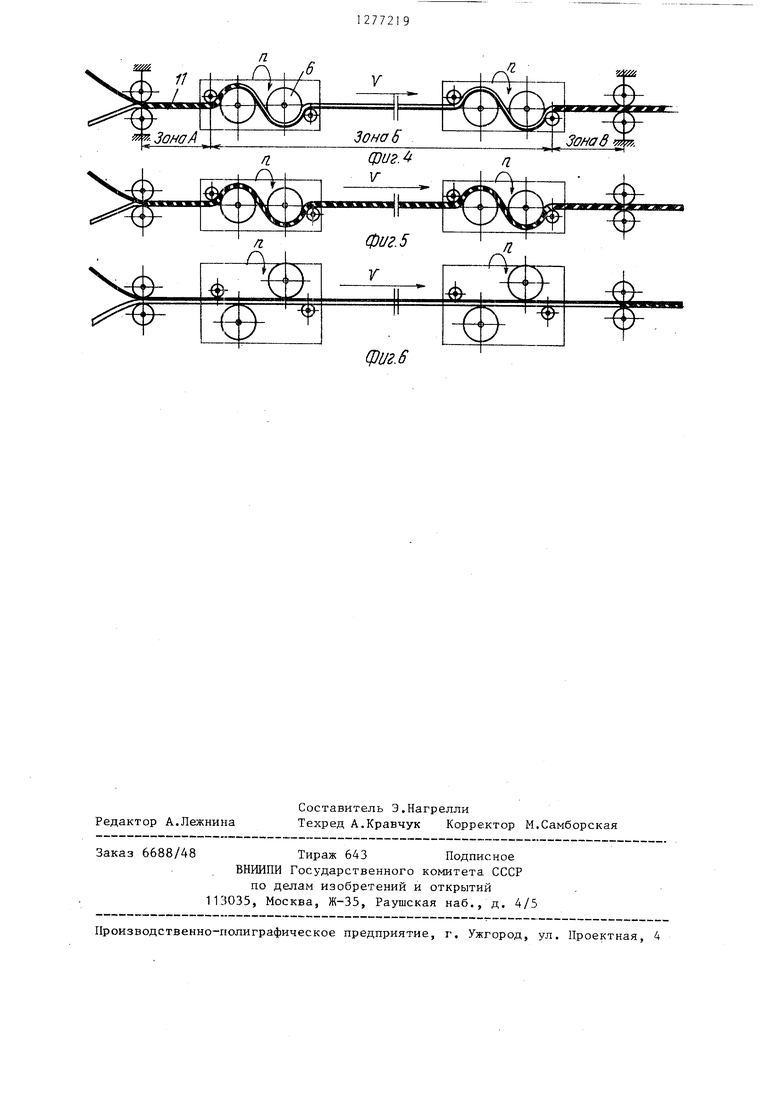
20 На фиг. 4, 5, 6 изображены последовательные схемы работы машины SZ скрутки в течение одного цикла работы. На фиг. 4 закручивающие ролики 6, сцепленные с изделием 12,
25 произвели его закручивание в зоне А в правом направлении, в зоне В - в левом. В зоне Б изделие не скручивалось и поступало в нее из зоны А закрученным в правом направлении.
30 На фиг. 5 скрученное в правом направлении изделие 12 заполнило всю зону Б и фронт правой скрутки подошел к началу зоны В. На фиг. 6 после поворота коромысел 10 в положение,
35 обеспечивающее расцепление закручивающих роликов с изделием 12, последнее выходило из зонь Б с правым направлением закрутки и поступило в приемное устройство 9. Зона Б являет40 ся накопителем и ее длина определяет величину участка изделия 12, скрученного в одном направлении.
Так как закручивающие ролики в процессе работы машины SZ скрутки не останавливаются и не изменяют частоты вращения, закручивание изделия 12 начинается и прерывается за небольшое время, необходимое на поворот коромысла 10 на угол 10-20, и переходные участки, на которых изделие имеет искаженный шаг скрутки или совсем не закручено, имеют минимальную длину.
55 Формула изобретения
Машина SZ-скрутки длинномерных изделий, содержащая установленные в
45
50
312772
технологической последовательности отдатчики, входной калибр, две кинематически связанные между собой и с приводом вращения закручивающие головки, в каждой из которых установ- s лены в одной плоскости по два направляющих и закручивающий ролики, выходной калибр, тяговое и приемное устройства, отличающаяся тем, что, с целью повьщ1ения качества 10 скручиваемых изделий путем сокращения
194
длины переходных участков, она снабжена двумя коромыслами, каждое из которых установлено в закручивающей головке, элементами синхронизации качания коромысел и в каждой головке дополнительным закручиваю1шм роликом, при этом закручивающие ролики установлены симметрично на плечах коромысел, оси вращения которых перпендикулярны оси вращения головок.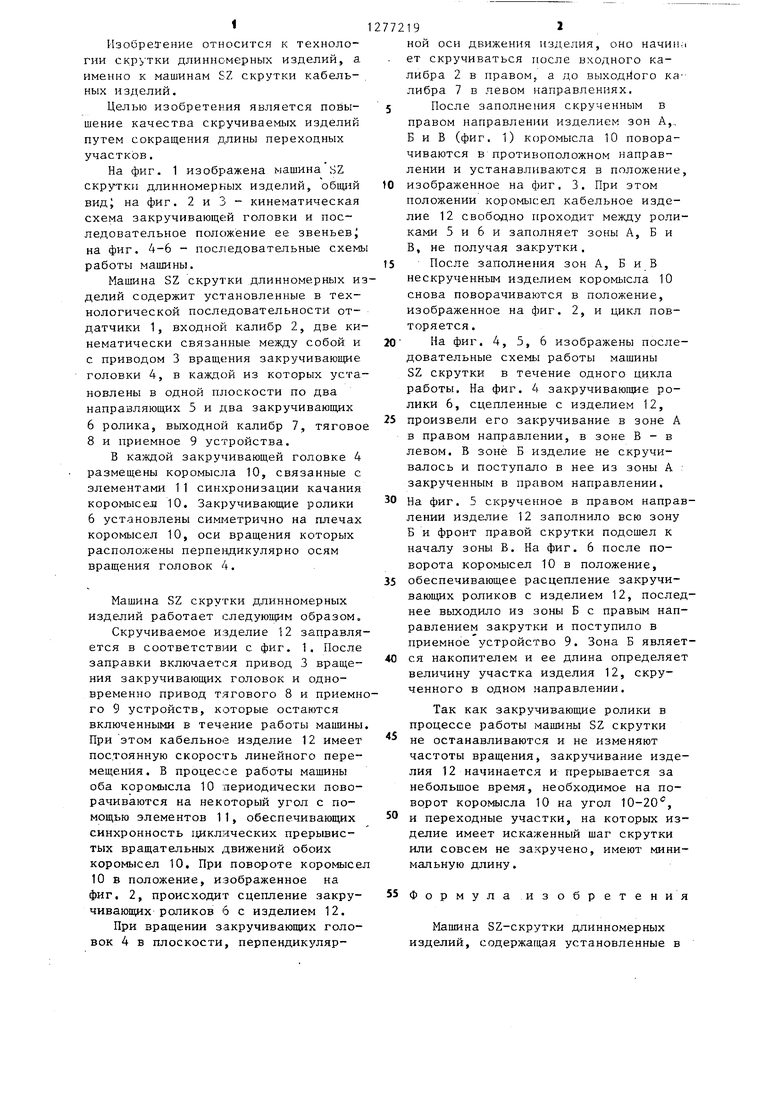
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина @ -скрутки длинномерного изделия | 1986 |
|
SU1343448A2 |
| СПОСОБ SZ - СКРУТКИ | 1993 |
|
RU2026577C1 |
| СПОСОБ SZ-СКРУТКИ ЖИЛ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2041510C1 |
| УСТРОЙСТВО ДЛЯ SZ-СКРУТКИ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2064699C1 |
| Машина реверсивной скрутки | 1990 |
|
SU1793480A1 |
| УСТРОЙСТВО ДЛЯ SZ-СКРУТКИ | 1997 |
|
RU2136067C1 |
| КРУТИЛЬНЫЙ ОРГАН МАШИНЫ РЕВЕРСИВНОЙ СКРУТКИ | 1999 |
|
RU2152658C1 |
| Крутильная машина | 1981 |
|
SU1130902A1 |
| Устройство для реверсивной скрутки кабельных изделий | 1979 |
|
SU936043A1 |
| Устройство для реверсивной скрутки жил | 1982 |
|
SU1076959A1 |
Изобретение относится к электротехнике, в частности к кабельной технике. Цель изобретения - повьшение качества скручиваемых изделий путем сокращения длины переходных участков. Машина содержит две закручивающие головки 4, в которых установлены коромысла 10. На плечах коромысел 10 симметрично установлены закручивающие ролики 6, при этом коромысла 10 связаны с элементами 11 синхронизации качания коромысел. Такое выполнение позволяет не останавливать закручивающие ролики в процессе рабо- § ты машины и не изменять частоту вращения и тем самым получить переходный участок минимальной длины. 6 ил. (Л / / / / 456 Ю 8 фиг. 2
789
щк
Редактор А.Лежнина
Составитель Э.Нагрелли
Техред А.Кравчук Корректор М.Самборская
6688/48
Тираж 643 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
11роизводственно-г олиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Braun D | |||
| Stranding of telekom- munikation cables.- Wire World International, 1977, V | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Vogelsberg D | |||
| Stand und Entwick- lundstendenzen bei S-Z Verseilver- fahren | |||
| - Drahtwelt, 1981, № 3, s.60. | |||
