Изобретение относится к электротехнике и может быть использовано для изготовления скрученных кабельных изделий.
Известно несколько способов изготовления скрученных изделий способом SZ, имеющих длинные однонаправленно скрученные отрезки[1]
Известен способ SZ-скрутки нескольких жил, при которых сведенные в пучок жилы имеют значительную длину однонаправленно скрученного отрезка, которое достигается путем ступенчатого изменения угловой скорости скрутки жил и последовательного соединения нескольких участков модулей скрутки [2]
Модуль скрутки представляет собой жилы, сведенные в пучок, которые зажимают между отдатчиком и приемником в двух стационарных точках скручивания, которые расположены на некотором расстоянии друг от друга, и в двух других точках, расположенных между скручивающими точками, к жилам прикладывают момент вращения, который вращает жилы вокруг их общей оси с одинаковой угловой скоростью. Расстояние между первой точкой скручивания и точкой приложения второго момента вращения является накопителем. Модули расположены параллельно в одной плоскости. Первый модуль соединен со вторым, второй с третьим и третий с четвертым. Общая длина накопителя определяется расстоянием от первой точки скручивания до расположения последней точки скручивания. Основным недостатком данного способа скрутки является трудность осуществления одновременного приложения моментов вращения. Наиболее близким к предлагаемому изобретению по своей сущности является способ SZ-скрутки, включающий периодическое синхронное снятие приложения к пучку моментов вращения, либо периодическое изменение знака момента вращения [3]
При вышеуказанном способе на участке между отдатчиком и тягой либо приемником жилы зажимают в двух точках скручивания, расположенных на определенном расстоянии между собой; в двух других точках, расположенных между точками скручивания, прикладывают к пучку момент вращения и осуществляют вращение жил вокруг их общей оси с одинаковой угловой скоростью. Процесс перемещения жил и скрученного пучка осуществляют при постоянной линейной скорости. На участке между первой скручивающей точкой и точкой приложения первого момента вращения, при вращении по часовой стрелке жил относительно направления перемещения жил, происходит скрутка жил в левом направлении типа S. В этот же период на участке между точкой приложения второго момента вращения и второй точкой скручивания происходит правая скрутка жил типа Z. Скрученный пучок на участке между первой точкой скручивания и точкой приложения первого момента вращения при своем продвижении заполняет расстояние до точки приложения второго момента вращения. В тот момент, когда головная часть скрученного пучка доходит до точки приложения второго момента вращения, происходит снятие моментов вращения и скрученная заготовка освобождает вышеуказанное расстояние; в это же время нескрученные жилы заполняют это расстояние. Затем операции повторяют либо меняют знак момента вращения.
Основным недостатком данного способа является то, что длина скрученного в одном направлении отрезка равна длине между первой точкой скручивания и второй точкой приложения момента вращения, кроме того образуется большой переходной участок между направлением скрутки S и Z.
Задача состоит в разработке технологии SZ-скрутки, позволяющей получить большую длину однонаправленной скрутки, в несколько раз больше длины расстояния между первой точкой скручивания и точкой приложения второго момента вращения, а также получить короткие переходные отрезки при изменении направления скрутки S на Z.
Поставленная задача в предлагаемом способе SZ-скрутки жил решается, когда в точках приложения момента вращения ступенчато изменяют частоту вращения ni жил вокруг их общей оси и зажимают жилы в дополнительной точке скручивания перед второй точкой приложения момента вращения, а также синхронного изменения знака моментов вращения.
Изготовление скручиваемого пучка осуществляют при равномерном перемещении жил со скоростью V1.
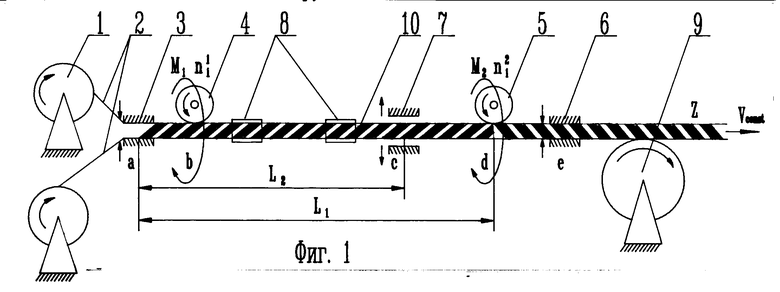
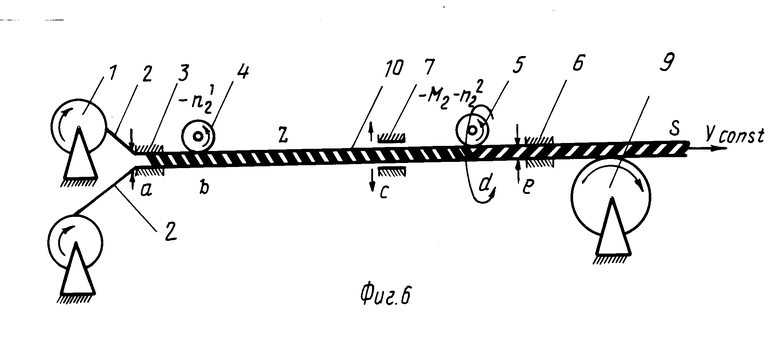
На фиг. 1 показана схема осуществления способа скрутки.
С нескольких стационарно установленных отдающих узлов 1 сматывают жилы 2, сводят их в пучок. Между отдатчиком и тягой 9 жилы зажимают в двух точках скручивания а и е, расположенных на определенном расстоянии друг от друга, в двух других точках b и d, расположенных между скручивающими точками а и е, к жилам прикладывают моменты вращения М1 и М2, вращающие жилы с одинаковой угловой скоростью ni; перед точкой d приложения второго момента вращения М2 жилы зажимают в дополнительной точке с. Втулки 8 центрируют жилы.
Вращение жил, сведенных в пучок, осуществляется вокруг их общей оси 10. Во время снятия первого момента вращения дополнительная точка с становится скручивающей, при одновременном однонаправленном приложении моментов вращения к жилам дополнительная точка с становится направляющей. Расстояние между первой точкой скручивания а и точкой приложения второго момента вращения М2 является накопителем, т.е. расстояние а-d равно L1.
Ниже приведен вариант реализации предлагаемого способа SZ-скрутки, позволяющий получить большие отрезки однонаправленно скрученных жил, в несколько раз превосходящие длину накопителя L1, т.е. расстояние между первой точкой скручивания а и точкой d, приложения второго момента вращения.
В простейшем случае точка скручивания а образуется калибром 3, точка скручивания е калибром 6, точка скручивания с дополнительным калибром 7.
Приложение к жилам вращающих моментов М1, М2 осуществляется, например, крутильными головками 4,5, которые вращают жилы вокруг их общей оси с угловой скоростью ni1 и ni2.
Изготовление скручиваемого пучка осуществляют при перемещении жил, сведенных в пучок, с постоянной скоростью Vi и включает следующие операции.
I о п е р а ц и я. В течение первого периода времени Т1 L1/V осуществляется синхронное вращение крутильных головок с частотой вращения n1. Вращение происходит по часовой стрелке. В течение этого периода на участке а-b происходит скрутка жил в направлении S с числом круток Каb n11/V, на участке d-e скрутка жил в направлении Z с числом круток Кde -n12/V. Скрученный пучок на участке а-b поступает в накопитель и заполняет его. В тот момент, когда головная часть скрученного пучка появляется в точке d, происходит одновременное ступенчатое повышение частоты вращения головок до n21 и n22.
II о п е р а ц и я. В течение второго периода времени Т2 L1/V на участке а-b происходит скрутка пучка с частотой вращения n21 в направлении S с количеством круток Каbn21/V. На участке d-e происходит скрутка в направлении Z с частотой вращения n22. Итоговое число круток, выходящих из точки е, определяется алгебраической суммой числа круток, поступающего скрученного пучка с накопителя в период Т1, и числа скруток, образующихся на участке d-e во втором периоде Т2. Таким образом, итоговое число круток Ки (n11 n22)/V. Так как n22 > n11, то сохраняется направление скрутки Z. В момент, когда головная часть скрученного пучка с числом круток Каb n21/V достигает точки d, т.е. заполнит накопитель на длине L1, происходит ступенчатое понижение частоты вращения головок до n1.
III о п е р а ц и я. В течение третьего периода времени Т3 L2/V на участке а-b происходит скрутка пучка в направлении S с числом круток Каb n11/V. При этом L2 является частью накопителя. На участке d-e происходит скрутка пучка с частотой n12 в направлении Z. Итоговое число круток после точки е определяется суммой числа круток поступающего скрученного пучка из накопителя в период Т2 и числа круток, образующихся на участке d-e в третьем периоде. Таким образом, итоговое число круток будет Ки (n21 n12)/V.Так как n21 > n12, то направление скрутки после точки е изменяется с Z на S.
В момент, когда головная часть скрученного пучка с числом скруток К n11/V заполнит часть накопителя на длине L2 происходит останов вращения первой крутильной головки и дополнительный калибр 7 становится скручивающим.
IV о п е р а ц и я. В течение четвертого периода времени Т4 L2/V скрученный пучок освобождает накопитель на длине L2, а нескрученные жилы заполняют его. При вращении второй крутильной головки с частотой вращения n12 на участке с-d происходит дополнительная скрутка поступающего из накопителя скрученного пучка и таким образом итоговое число скруток после точки d равно Ки4 (n11+n12)/V, при своем дальнейшем продвижении скрученный пучок поступает на участок d-е, раскручивается с частотой вращения n12 и итоговое число круток после выходного калибра равно Ки4(n11+n12-n12)/V= n21/V. При этом сохраняется направление скрутки S. В момент, когда головная часть нескрученных жил достигает точки с, т. е. полностью заполнит накопитель на длине L2, происходит реверс вращения головки.
V о п е р а ц и я. В течение пятого периода времени Т5 L1/V осуществляется реверс вращения второй головки и разгон первой головки до угловой скорости -n11, при этом дополнительный калибр 7 становится направляющим. На участке а-b происходит скрутка в направлении Z с числом круток Каb -n11/V. При перемещении скрученный пучок заполняет накопитель на длине L1. Вначале периода Т5 на участке d-e скрученный пучок, поступающий с участка с-d с числом круток Ки4 при реверсе вращения вновь получает дополнительную крутку, в том же направлении, с частотой вращения +n12. Итоговое число круток после выходного калибра становится равным Ки Ки4 + +n12/V (n11 + n12 + n12/V 3n11/V. При дальнейшем перемещении нескрученные жилы на участке d-e получают скрутку в том же направлении S с числом круток на единицу длины Ки n12/V.
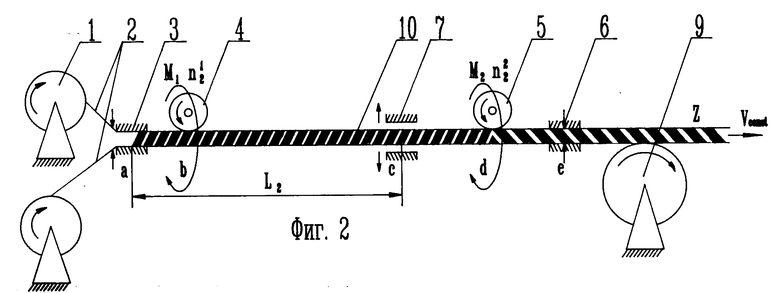
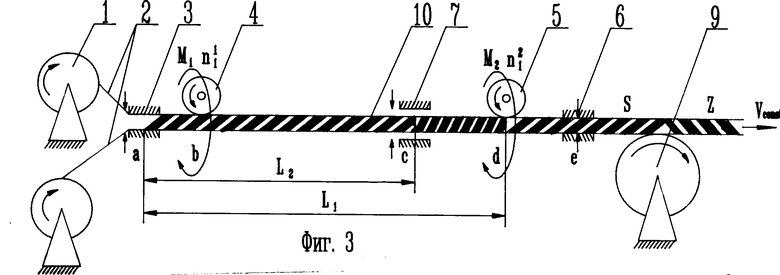
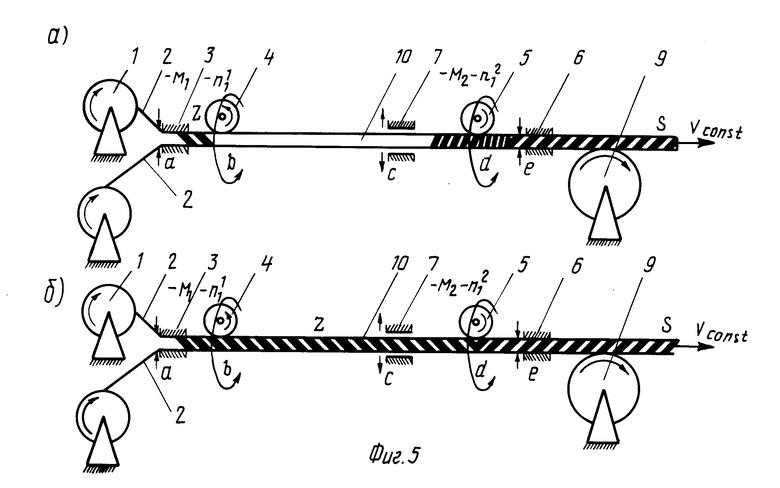
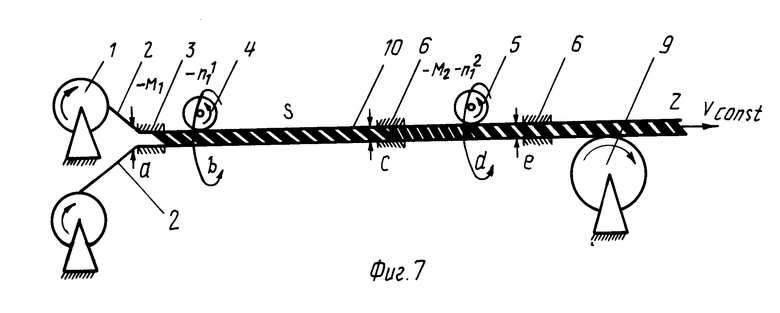
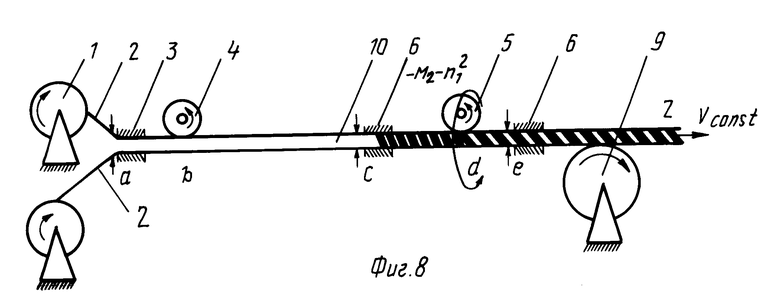
В дальнейшем процесс в течение одного цикла осуществляется в соответствии с фиг. 2-4, но и с обратным знаком. Характер процесса изображен на фиг. 6-8.
Операции 1-8 повторяются периодически после каждого цикла.
Длину образующегося квазинакопителя можно определить из следующего соотношения: Lк irL1, где Lк длина квазинакопителя;
i число ступеней частоты вращения головок;
r реверс вращения головок;
L1 длина накопителя.
При r 1 скрутка осуществляется без реверса крутильных головок; r 2 производится синхронный реверс вращения головок.
Ниже приведены конкретные примеры реализации предлагаемого способа SZ-скрутки.
Изготовление скручиваемой заготовки осуществляется при совместном продвижении отдаваемых жил с постоянной скоростью V.
П р и м е р 1. Процесс SZ-скрутки осуществляется при следующих условиях:
V 150 м/мин
r 1
i 2 (две ступени угловой скорости вращения головок)
n11=n12 1500 1/мин
n21 n22 3000 1/мин
L1 10м
L2 часть накопителя Δ L << L, тогда L2≈ L1.
I о п е р а ц и я. Заправка линии путем протягивания жил через входной калибр 3, две крутильные головки, дополнительный 7 и выходной скручивающий калибр 6 и далее на тяговый узел. Затем осуществляется синхронное однонаправленное вращение первой и второй скручивающих головок с частотой вращения n11= n12 при непрерывной протяжке с постоянной скоростью скручиваемых жил. Операция длится пока головная часть скрученного пучка на участке "а-b" полностью заполнит накопитель L1.
Итоговое число круток после выходного калибра равно:
Ки -n12/V -1/100 мм
Шаг скрутки h 1/Kи -100 мм, направление скрутки Z.
2 о п е р а ц и я. В начале периода Т2 осуществляют ступенчатый подъем угловой скорости вращения обеих головок до n21 n22. Процесс длится до тех пор, пока головная часть пучка с числом круток К n21/V полностью заполнит накопитель L1.
Итоговое число круток после выходного калибра равно:
Ки (n11 n22/V) -1/100 мм.
Шаг скрутки h -100 мм, направление скрутки Z.
3 о п е р а ц и я. В начале периода Т3 ступенчато снижают угловую скорость вращения головок до первоначальной n11=n12. Процесс длится до тех пор, пока головная часть пучка с числом круток К n11/V заполнит часть накопителя L2.
Итоговое число круток после выходного калибра равно:
Ки (n21 n12/V) 1/100 мм.
Шаг скрутки h 100 мм, направление скрутки S.
4 о п е р а ц и я. В начале периода Т4 осуществляют останов вращения первой крутильной головки, включают дополнительный калибр 7, до момента освобождения накопителя L2 от скрученного пучка с одновременным заполнением накопителя L2 нескрученными параллельно двигающимися жилами.
Итоговое число круток после выходного калибра равно:
Ки (n11 + n12 n12)/V 1/100 мм.
Шаг скрутки h 100 мм, направление скрутки S.
Затем технологические операции 1-4 периодически повторяют.
Таким образом, при i 2, т.е. двух ступенях скорости вращения головок и включения дополнительного калибра, получаем однонаправленную скрутку S или Z равную двум длинам накопителя. Длина квазинакопителя Lк= irL1. В этом случае Lк 2L1 20 м.
П р и м е р 2. Процесс скрутки осуществляется при следующих условиях:
V 120 м/мин
r 1
i 3 (три ступени угловой скорости)
n11=n12 1200 1/мин
n21 n22 2400 1/мин
n31 n32 3600 1/мин
При этом длина квазинакопителя LкirL1 3 ˙ 1 ˙ 10 30 м.
Длина однонаправленно скрученного отрезка S или Z равна 30 м, шаг скрутки h100 мм.
П р и м е р 3. Процесс скрутки осуществляется при следующих условиях:
V 150 м/мин
r 2 осуществляется реверс вращения головок
i 2
n11 n12 ±1500 1/мин
n21 n22 ±3000 1/мин
L1 10 м
L2 L1 Δ L.
Операции 1-4 осуществляют аналогично операциям 1-4 примера 1.
5 о п е р а ц и я. В начале периода Т5 осуществляют разгон первой крутильной головки до угловой скорости вращения -n11, реверс вращения второй крутильной головки до угловой скорости -n12. Дополнительный калибр становится направляющим. Операция длится, пока головная часть скрученного пучка заполнит накопитель L1.
В начальный момент периода Т5 после выходного калибра на участке d-e происходит дополнительная скрутка пучка длиною L L1 L2. Этот отрезок имеет число круток на единицу длины равное
К (n11 + n12 + n12)/V 1/33 мм.
Таким образом, в момент реверса переходной участок получает дополнительную скрутку. Итоговое число круток после выходного калибра равно: Ки n12/V +1/100 мм.
Шаг скрутки h 100 мм, направление скрутки S.
6 о п е р а ц и я. В начале периода Т6 осуществляется ступенчатый подъем угловой скорости вращения обеих головок до -n21 -n22. Процесс длится до тех пор, пока головная часть пучка с числом круток К -n21/V, полученная на участке а-b, не заполнит накопитель L1. В этом периоде итоговое число круток после выходного калибра равно:
Ки (-n11 + n22)/V 1/100 мм.
Шаг скрутки h 100 мм, направление скрутки S.
7 о п е р а ц и я. В начале периода Т7 ступенчато снижают угловую скорость вращения головок до первоначальной -n11 и -n12. Процесс длится до тех пор, пока головная часть с числом круток К -n11/V заполнит часть накопителя на длине L2. Итоговое число круток после выходного калибра равно: Ки(-n21 + n12)/V -1/100 мм.
Шаг скрутки h -100 мм, направление скрутки Z.
8 о п е р а ц и я. В начале периода Т8 осуществляют останов вращения первой крутильной головки, включают дополнительный калибр 7, до момента освобождения L2 от скрученной заготовки с одновременным заполнением накопителя L2 нескрученными параллельно двигающимися жилами.
Итоговое число круток после выходного калибра равно:
Ки (-n11 n12 + n12)/V -1/100 мм.
Шаг скрутки h -100 мм, направление скрутки Z.
Затем операции 1-8 периодически повторяют.
При проведении операции 1 и 2 пучок скручивается в направлении Z.
Таким образом, в течение одного цикла (операции 3, 4, 5, 6, 7, 8, 1, 2) заготовка после выходного калибра четыре раза скручена в направлении S и четыре раза в направлении Z.
Длина квазинакопителя Lк irL1 4L1.
Однонаправленная скрученная заготовка в направлении S и Z равна L 40 м, т.е. в 4 раза больше длины конструктивного накопителя.
П р и м е р 4. Процесс скрутки осуществляется при следующих условиях:
V 120 м/мин
r 2
i 3
n11 n12 ± 1200 1/мин
n21 n22 ± 2400 1/мин
n31 n32 ± 3600 1/мин
L1 10 м
Шаг скрутки h 100 мм
Длина квазинакопителя Lк irL2˙3˙10= 60 м
Длина однонаправленно скрученного пучка в направлении S или Z равна 60 м. При реверсе длина однонаправленно скрученного пучка увеличивается в два раза.
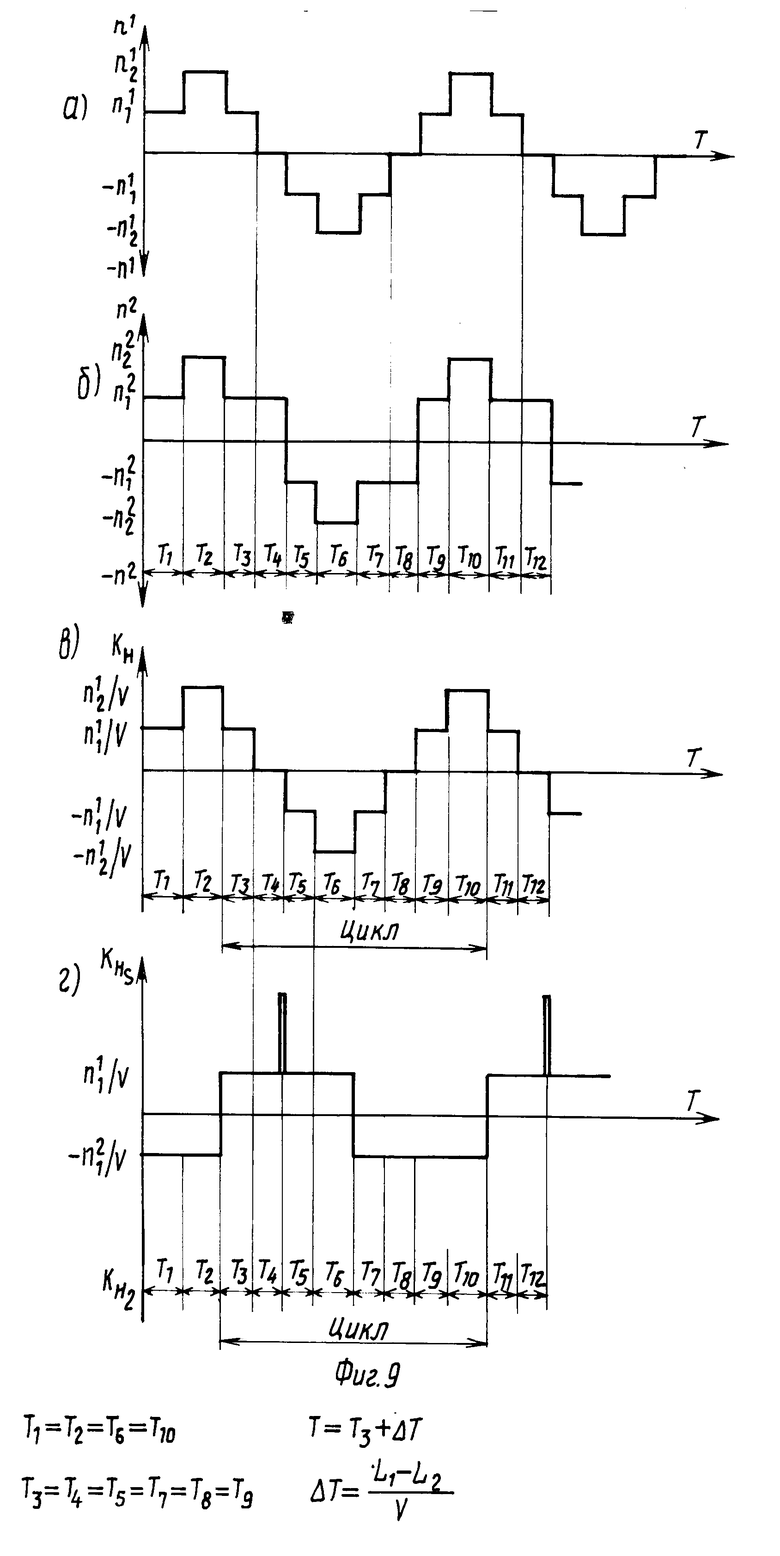
На фиг. 9 изображены результаты анализа операции примера 3 в течение нескольких периодов скрутки. На эпюрах показаны:
а частота вращения первой головки n1;
б частота вращения второй головки n2;
в число круток на единицу длины накопителя Ки и направлении крутки S или Z;
r число круток на единицу длины после точки "е" (выходного калибра) Ки и направление крутки S или Z.
Из фиг. 9 видно, что длина однонаправленно скрученного пучка в направлении S или Z равна четырем длинам накопителя, т.е. при L1 L2длина квазинакопителя Lк 2 2 L1 4L1.
При реверсе вращения крутильных головок, благодаря наличию дополнительного калибра, происходит дополнительная подкрутка пучка на участке с-d. Таким образом, основной недостаток скрутки при реверсе, когда происходит раскрутка скрученных жил, можно избежать.
Предлагаемый метод SZ-скрутки пучка позволяет получить увеличенную длину отрезка однонаправленно скрученного пучка S или Z равный нескольким длинам конструктивного накопителя. Длина однонаправленно скрученного отрезка пучка зависит от количества ступеней частоты вращения головок и наличия одного реверса в каждом цикле изготовления скрученной заготовки. Кроме того, при осуществлении реверса вращения головок отсутствует раскрутка скрученного пучка, т.е. сохраняется направление скрутки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ SZ - СКРУТКИ | 1993 |
|
RU2026577C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНЫХ УПЛОТНЕННЫХ ЖИЛ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2010368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНОЙ ИЗОЛИРОВАННОЙ ЖИЛЫ | 1989 |
|
RU2016426C1 |
| УСТРОЙСТВО ДЛЯ SZ-СКРУТКИ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2064699C1 |
| ЭЛЕКТРОИЗОЛЯЦИОННЫЙ СОСТАВ ПОНИЖЕННОЙ ТОКСИЧНОСТИ | 1990 |
|
RU2024082C1 |
| УСТРОЙСТВО ДЛЯ SZ-СКРУТКИ | 1997 |
|
RU2136067C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛИГОМЕРНОЙ ПОЛИЭФИРИМИДНОЙ СМОЛЫ | 1990 |
|
RU2021297C1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2020009C1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 1991 |
|
RU2019330C1 |
| СПОСОБ ОБРАЗОВАНИЯ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 1991 |
|
RU2050607C1 |

Использование: изготовление кабельных изделий. Сущность изобретения: жилы, расположенные между отдатчиком и приемником, сводят в пучок перемещают с постоянной скоростью, зажимают в двух скручивающих точках, расположенных на некотором расстоянии друг от друга, в двух других точках, расположенных между скручивающими точками прикладывают вращающие моменты и осуществляют вращение жил относительно их общей оси с одинаковой угловой скоростью, заполняют скрученными жилами расстояние между первой точкой скручивания и второй точкой приложения второго вращающего момента, после чего угловую скорость вращения ступенчато увеличивают до повторного заполнения этого расстояния скрученными жилами, затем на время освобождения его от скрученных жил угловую скорость вращения ступенчато уменьшают до первоначального значения, а вращающий момент снимают с первой точки при очередном заполнении скрученными жилами части упомянутого расстояния и одновременно образуют дополнительную точку скручивания на концевом участке этой части, обращенном к второй точке приложения вращающего момента. Изобретение позволяет уменьшить переходные участки при изменении направления скрутки. 1 з.п. ф-лы, 9 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент США N 4182107, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

