Изобрете11ие относится к электродуговой сварке и может быть использовано для уточнения проплавляющей способности сварочной дуги, ее физического воздействия на металл, выбора оптимальных режимов сварки.
Высокая концентрация тепловой энергии в области активного пятна дуги, незначительные его геометрические размеры вызывают существенные затруднения при экспериментальном определении плотности тока по области активного пятна дуги,
Целью изобретения является повышение точности эксперимента.
Сущность способа заключается в Том, что область актпвного пятна последовательно разбивают на 1 :ольца с заданным шагом, получаемые при делении области активного пятна концентрическими окружностями, центры которых совпадают с центром активного пятна, последовательно вычисляют плотность тока в каждом кольце и строят кривую распределения плотности тока.
Для реализации способа используют специальную конструкцию разрезного анода, которая представляет собой две сопряженные по кромкам пластины, между которыми расположена электроизолирующая прокладка. На одной из пластин с постоянным шагом выполнены кольцевые выступы с последовательно увеличивающимся радиусом а на другой - ответные впадины.
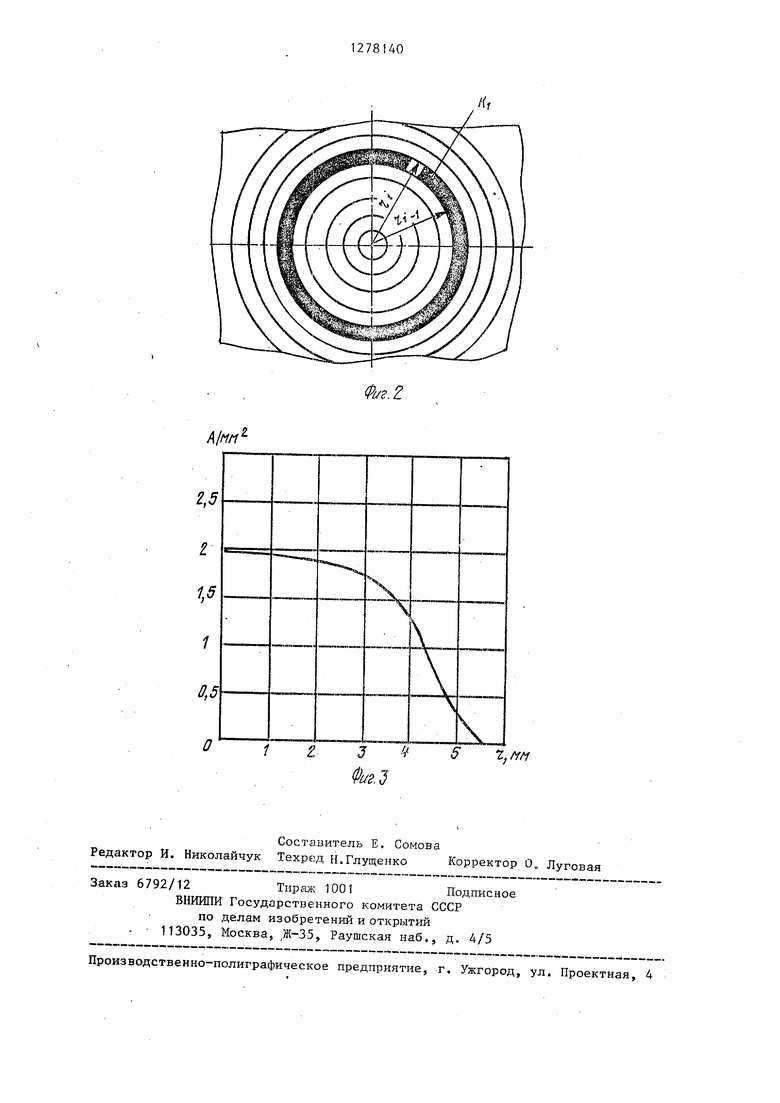
На фиг. 1 графически изобраясена конструкция разрезного анода; на фиг. 2 условно показано анодное пятно, разбитое на ряд колец в соответствии с числом выступов анода, в которых последовательно определяется плотность тока; на фиг. 3 представлен график распределения плотности тока, полученный на основании данных эксперимента.
При сборке секдионирован,) анода между пластинами 1 и 2 на краях линии раздела помещают асбестовые прокладки, толщиной --0,3 м. С помощью подвижных винтов секция перемещается по направляющим в сторону секции 2. Усилием поддима этих винтов регулируют воздушный зазор между секциями. Величина зазора конролируется измерительным щупом и со .тавляет 0,1-10 м. После сборки изолированность между секциями про
5
0
веряют прибором Ц-4315. Плюс псч оч- .ника питания сварочной дуги (нем-1000) через шунты с амперметрами Л , и А, параллельно подключают к сечениям анода. В систему охлаждения подают воду с постоянной температурой. Затем фиксируют необходимое расстояние от окончания вольфрамового электрода до плоскости анода и возбуждают с помощью осдилятора дугу. До изменения тока, протекающего по секциям, на которые разбивают активное пятно,, дугу устанавливают в исходное положение па линию раздела анода таким образом, что активное пятно разделено на две части, а значения тока, протекающего по обеим частям пластины, равны.
Перемещение активного пятна осуществляют не поперек линии, разделяю- . щей анод на секции, а вдоль оси X. При перемещении активного пятна дуги вдоль оси X не происходит скачко- образного перехода одной секции на другую. Столб дуги при его перемещении вдоль оси X остается не деформированным, а активное пятно дуги не имеет скачкообразного перемещения с одной секции на другую, что является причиной погрешности эксперимента. Устойчивая, недеформированная форма столба дуги, а таюке отсутствие скачкообразного перемещения активного пятна дуги с одной секции на другую позволяют повысить точность определения плотности: тока по области активного пятна дуги. При перемещении дуги вдоль оси X столб дуги и активное пятно являются устойчивыми. При этом изменяется только значение тока, протекающего по секциям активного пятна.
0
5
)
Наведение на линию раздела анода j центра активного пятна осуществляют с помощью микрометрических винтов таким образом, что показания амперметров, фиксирующих величину тока, протекающего по секциям анода, срв50
55
падают с исходным су1 №1арным значением тока, протекающего по обеим секциям анода.
Несимметричность анода заведомо учитывается показаниями амперметров, измерягощих величину тока в обеих секциях анода.
Наведение цетггра активности пятна на центр окружности осуществляется с помощью микрометрического винта таКИМ образом, что разница в показания амперметров А и А при совмещении центров максимальна.
Плотность тока в каждом последующем кольце по мере удаления их от центра определяется как частное от деления разности токов, измеренных . на двух смежных выступах анода, на площадь полукольца, полученного при вычитании площадей двух соседних выступов анода, т.е.
. . .
1/2п(.,
)
плотность тока;
ток, измеренный на контролируемом выступе анода; ток, измеренный на ближайшем к измеряемому выступе анода в сторону уменьшения площадей выступов; радиус кругового выступа, на котором осуществляют .контроль тока; радиус предьщущего кругового выступа.
Пример. Эксперименты проводят применительно к условиям электроду- 30 говой сварки неплавящимся электродом в среде аргона. Проверяют распределение плотности тока в области ак0
5
0
5
тивного пятна дуги при токе 100 А и длине дуги 0,8 см.
Результаты эксперимента представлены на графике (фиг. 3).
Формула изобретения
Способ экспериментального определения закона распределения плотности тока по радиусу активного пятна дуги, при котором активное пятно дуги перемещают относительно разъемного анода, состоящего из двух деталей, сопряженных по кромкам, с помощью зондов . многократно измеряют токи,протекаю- щие по элементам составного анода в процессе перемещения пятна и определяют плотность тока, отличающийся тем, что, с целью повышения точности эксперимента, один из элементов анода выполняют с расположенными с постоянным шагом вдоль линии сопряжения круговыми выступами с последовательно увеличивающимся радиусом, центры которых расположены на одной прямой, совпадающей с прямолинейными участками линии разъема, а другой - с ответными впадинами, перемещение активного пятна дуги осущест-. вляют вдоль упомянутой прямой, а информацию о токах снимают в моменты совпадения центра анодного пятна с центром выступа анода.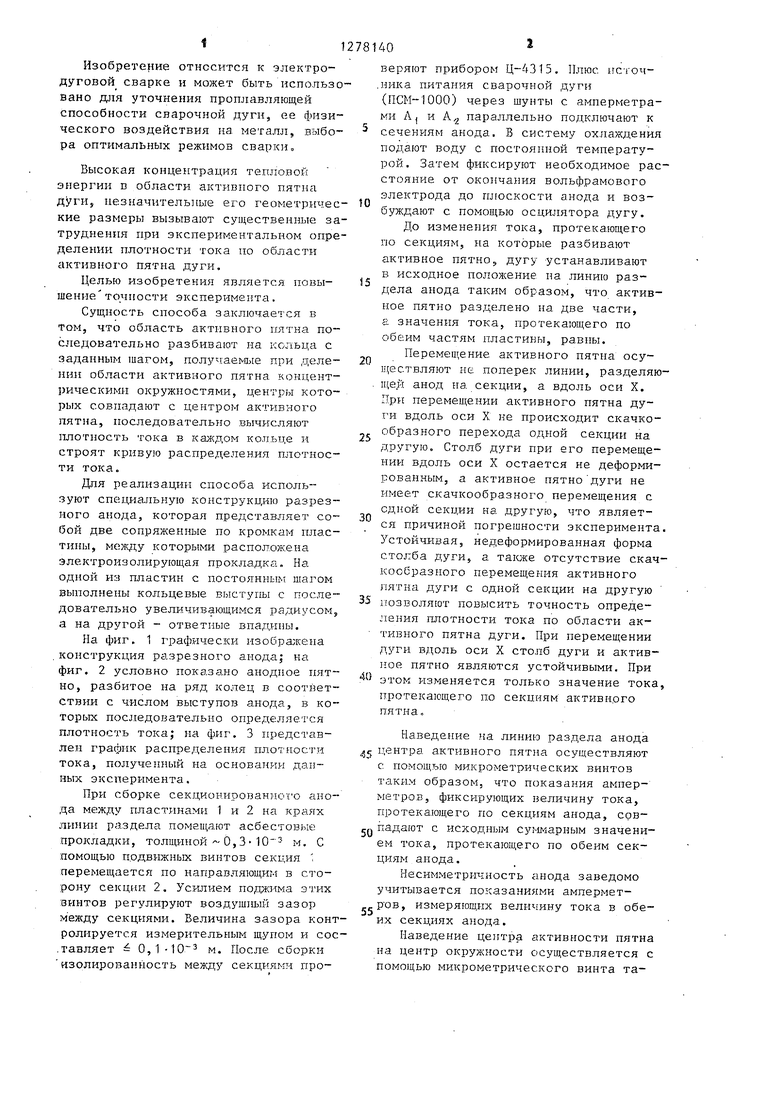

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой наплавки ленточным электродом | 1988 |
|
SU1586868A1 |
| ПЛАЗМЕННО-ИММЕРСИОННАЯ ИОННАЯ ОБРАБОТКА И ОСАЖДЕНИЕ ПОКРЫТИЙ ИЗ ПАРОВОЙ ФАЗЫ ПРИ СОДЕЙСТВИИ ДУГОВОГО РАЗРЯДА НИЗКОГО ДАВЛЕНИЯ | 2014 |
|
RU2695685C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ДУГОВОГО РАЗРЯДА | 1988 |
|
SU1635886A1 |
| Способ измерения плотности тока электрической дуги | 1990 |
|
SU1761416A1 |
| УСКОРИТЕЛЬ ПЛАЗМЫ | 2013 |
|
RU2540140C2 |
| Способ импульсной дуговой сварки в среде защитных газов | 1991 |
|
SU1816596A1 |
| КАТОД ДЛЯ РАСПЫЛЕНИЯ ИЛИ ЭЛЕКТРОДУГОВОГО ИСПАРЕНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ ИЛИ ИОННОЙ ИМПЛАНТАЦИИ ПОДЛОЖЕК | 1998 |
|
RU2168233C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УДЕЛЬНОЙ ЭЛЕКТРОПРОВОДНОСТИ ЖИДКИХ СРЕД | 1993 |
|
RU2063023C1 |
| Вакуумная газоразрядная установка | 1991 |
|
SU1815813A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 2004 |
|
RU2281193C2 |
Изобретение касается сварки и может быть использовано для экспериментального определения закона распределения плотности тока по области активного пятна при определении проплавляющей способности сварочной дуги. Цель изобретения- - повышение точности эксперимента. Для эксперимента используют разрезной анод, на одной части которого выполнены круговые выступы с последовательно увеличивающимся радиусом, а на другой - ответные впадины. Центры выступов лежат на одной прямой, совпадающей с прямолинейными участками линии разъема анода. Активное пятно дуги перемещают по линии, соединяющей дентры выступов, и в моменты совпадения активного пятна с упомянутьми центрами измеряют ток, протекающий через выступы. Разницу соседних показаний делят на разницу площадей выступов и таким образом определяют плотность тока в последовательно удаленных от центра кольцевых участках активного пятна. Перемещение пятна вдоль прямолинейных участков линии разъема исключает скачкообразное перемещение пятна с одной секции анода на другую, что является причиной погрешности эксперимента. 3 ил. i СЛ 1C 00 пА NJ
| Автоматическая сварка, 1973, № 12, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Автоматическая сварка, 1971, № 8, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
