Изобретение относится к строительству и промышленности строительных, материалов, в частности к оборудованию для стекольной промышленности,и может использоваться в производстве хрустальных ваз на заводах, выпускающих сортовое стекло.
Цель изобретения - повьшение производительности при обработке издели ручной выработки.
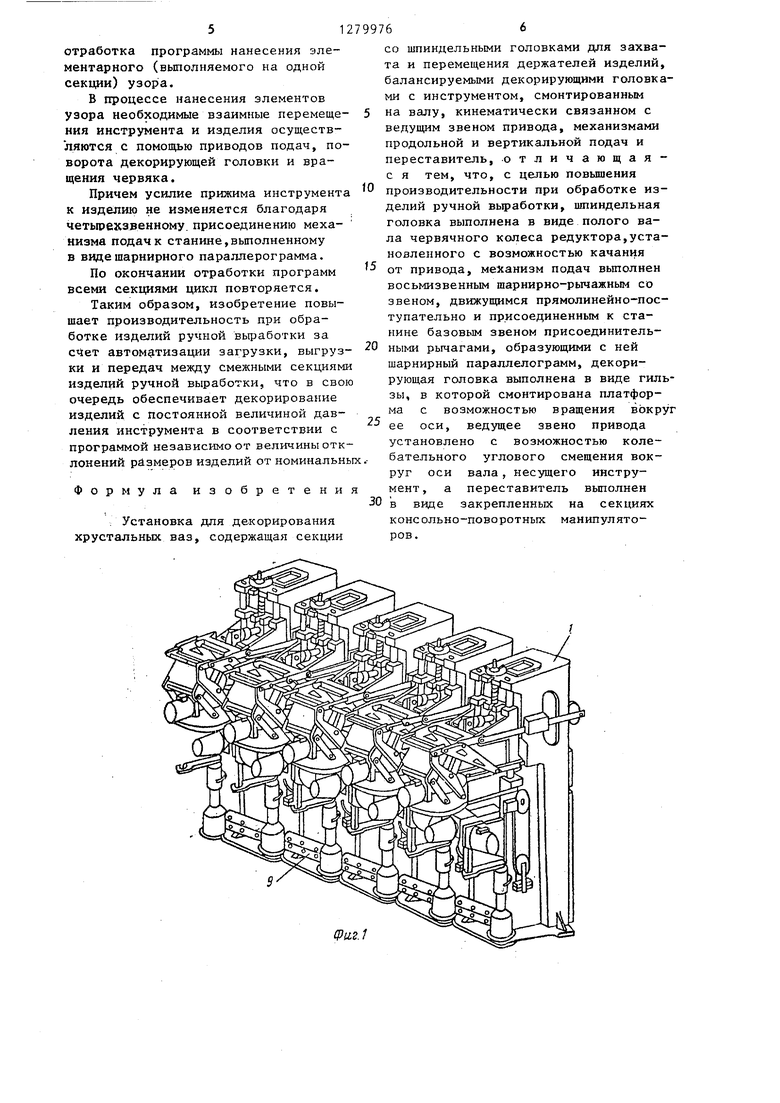
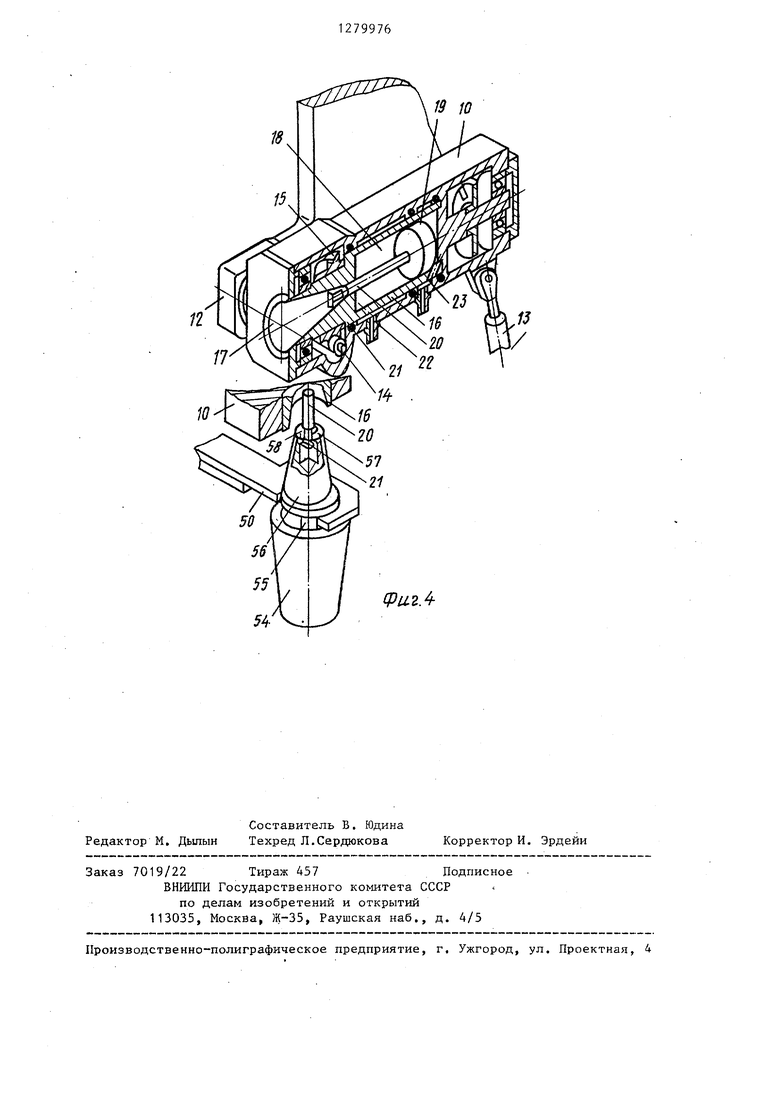
На фиг. 1 схематически изображена установкаJ на фиг. 2 - секция установки; на фиг. 3 - вал декорирующей головки с инструментом и приводом; на фиг. 4 - шпиндельная головка,продольный разрез.
Установка состоит из секций 1,каждая из которых в свою очередь включает шпиндельную головку 2, балансируемую декорирующую головку 3 с инструментом 4, смонтированным на валу 5j кинематически связанном с ведущим звеном б привода 7, механизм 8 продольной и вертикальной подач с соответствующими приводами, переста- витель 9 и систему управления (не показана) . Шпиндельная головка 2 состоит из корпуса 10, закрепленного цапфами 11 на станине 12 с возможностью качания от пригзода 13 вокруг оси, смонтированного в нем с возможностью вращения от привода червяка 14. В корпусе 10 смонтировано находящееся в зацеплении с червяком 14 червячное колесо 15. Ось червячного колеса выполнена в виде полого вала 16, С одного конца вал 16 снабжен коническим гнездом 17. В полости 18 размещен поршень 19, соединенный со штоком 20 с зацепом 21 на конце. Ось штока 20 совмещена с осью вала 16, а ось поршня 19 смещена относительно оси штока 20.
Полость каналами 22 и 23 соединена с пневмопроводами системы управления .
Механизм 8 подач состоит из базового звена 24,, к которому присоединены шарнирно шатун 25, коромысло 26, кривошип 27, звенья 28, 29 и 30 и замыкающее звено, которым служит гильза 31 декорирующей головки 3. Базовое звено 24 присоединительными рычагами 32 и 33 шарнирно присоединено к станине 12, образуя с ними шарнирный параллелограмм. На рычагах 32 закреплены стационарно противове
5
0
5
0
5
0
5
0
5
сы 34 и 35 с возможностью перемещения вдоль рычагов 32.
Декорирующая головка 3 содержит гильзу 31, в которой на платформе 36, установленной с возможностью поворота от привода 37, смонтированы вал 5 с инструментом 4 и приводом 7.
Ведущее звено 6 привода 7 смонтировано на валу 5 с возможностью колебательного углового смещения вокруг оси вала в пределах, ограниченных упорами 38, 39 и 40, неподвижно связанными с валом 5 и звеном 6 соответственно.
К валу 5 и звену 6 неподвижно присоединены перфорированные диски 41 и 42 соответственно.
Периферийная часть дисков размещена в прорези оптического датчика 43 и снабжена прорезями 44, чередующимися с зубцами 45. В неподвижном или установившегося движения состояниях упоры 38 и 40 пр.ижаты друг к другу пружинами 46, закрепленными на пальцах 47 и 48.
Переставитель 9 состоит из манипуляторов 49, закрепленных стационарно на секциях 1. Манипулятор 49 содержит консоль 50, закрепленную на штоке 51, установленном в корпусе 52 с возможностью поворота вокруг вертикальной оси, а также подъема и опускания от следящего привода. Консоль 50 снабжена захватом 53.
Стеклоизделие 54 закреплено на . держателе 55 с коническим хвостовиком 56. Конический хвостовик 56 снабжен /диафрагмой 57 с отверстием 58,
Одностороннего действия привод вертикальной подачи кинематически связан с механизмом 8 через закрепленный на рычаге 59 упор 60, периодически взаимодействующий с рычагом 32. Привод продольной подачи связан с механизмом 8 тягами 61.
Работа устройства осуществляется в три зтапа: запуск - поочередная загрузка всех шпиндельных головок, автоматическое декорирование, остановка - поочередная разгрузка всех шпиндельных головок.
В исходном положении все шпиндельные головки повернуты так, что оси валов 16 расположены вертикально. Консоли 50 расположены поперек осей червяков 14. На консоли разгрузочного манипулятора в захвате 53 на держателе 55 размещено стеклоиз
делив 54, прошедшее цикл декорирования.
На всех шпиндельных головках в конических гнездах 17 хвостовика1 ш 56 зацепами 21 удерживаются держатели 55 со стеклоизделиями 54 с нанесенными элементами декора в соответствии с размещением секций в технологической цепочке.
Возобновление цикла автоматического декорирования осуществляется в следующей последовательности.
С консоли разгрузочного манипулятора декорированное изделие снимается.
На консоль 50 загрузочного майи- пулятора 49 устанавливается стекло- изделие 54, закрепленное на держателе 55. Под воздействием веса стекло изделия с держателем консоль 50 и шток 51 опускаются в нижнее положение до упора. При включении установки консоли 50 всех манипуляторов
49одновременно поворачиваются влево на заданный угол. При этом оси захватов 53 совмещаются с осями валов 16. Далее штоки 20 с зацепами 21 опускаются.
По мере опускания штоков опускаются держатели 55 с изделиями на консоли 50 манипуляторов. После установки держателей в захватах 53 косоли 50 начинают опускаться совместно и синхронно со штоками 20 до упора, после чего опускание консолей
50прекращается, а штоки 20 продолжают опускаться до остановки. Синхронность опускания консолей 50 и штоков 20 обеспечивается следящим приводом (не показано) манипуляторов.
После остановки штоков 20 включаются приводы вращения червяков 14, которые через колеса 15 поворачивают валы 16.
Так как штоки 20 размещены эксцентрично относительно поршней 19, то при повороте валов 16 они также поворачиваются . При совмещении контуров зацепов 21 с контурами отверстий 58 вращение валов 16 и,соответственно, штоков 20 прекращается, переключается воздухораспределение, штоки 20 поднимаются, извлекаются из хвостовиков 57 и останавливаются в верхнем положении. При этом держатели 55 с изделиями остаются на консолях манипуляторов
Поворотом штоков 51 консоли 50 поворачиваются в крайнее правое положение .
При этом оси захватов 53 вновь совмещаются с осями валов 16, но
уже смежных секций 1. Снова переключается воздухораспределение, штоки
to
15
0
20опускаются, вводятся в отверстия 58, останавливаются, после чего вращением червяков 14 устанавливаются зацепами 21 поперек отверстий 58.
Переключением воздухораспределе- ния осуществляется подъем зацепов
21штоками 20. При этом захватываются зацепЭми хвостовики 57 держателей за диафрагму, в результате чего держатели с изделиями поднимаются, хвостовики 57 вводятся в конические гнезда 17 валов 16. В процессе подъема держателей консоли 50 со штоками 51 синхронно поднимаются с помощью следящего привода (не показан), чем обеспечивается сохранение первоначальной ориентации держателей 55 при
5 передаче с манипулятора 49 на шпиндельную головку 2.
Перед, окончанием подъема штока 20 шток 51 останавливается, в результате чего держатель 55 извлекается из
0 захвата 53.
Включением привода 13 шпиндельные головки 2 переводятся в исходное положение для декориров.ания, а консоли 50 возвращаются в среднее поло5 жение поворотом влево на заданный угол. В состоянии готовности к нанесению декора привод 7 вращения инструмента включен. Ведущее звено 6 через пальцы 47 и 48 и пружины 46
0 вращает вал 5. Упоры 38 и 40 прижаты друг к другу, прорези 44 дисков 41 и 42 взаимно перекрыты зубцами 45.
В начале декорирования включаются приводы продольной подачи и вра5 щения червяка 14, чем производится совмещений точки начала элемента узора на. поверхности изделия с инструментом 4. Затем приводом вертикальной подачи инструмент 4 опускается.
0 В момент контакта инструмента 4 с поверхностью изделия возникает дополнительный момент сопротивления вращению инструмента, которым инструмент 4 притормаживается. В результа, те прзгжина 46 растягивается, диски 41 и 42 смещаются, прорези 44 совмещаются, чем обусловлено срабатывание датчика 43 и вьщача соответствующего сигнала. Этим сигналом запускается
5
отработка программы нанесения элементарного (выполняемого на одной секции) узора.
В процессе нанесения элементов узора необходимые взаимные перемещения инструмента и изделия осуществляются с помощью приводов подач, поворота декорирующей головки и вращения червяка.
Причем усилие прижима инструмент к изделию не изменяется благодаря четьгоехзвенному. присоединению механизма подач к станине,выполненному в виде шарнирного параллерограмма.
По окончании отработки программ всеми секциями цикл повторяется.
Таким образом, изобретение повышает производительность при обработке изделий ручной выработки за счет автоматизации загрузки, выгрузки и передач между смежными секциям изделий ручной выработки, что в сво очередь обеспечивает декорирование изделий с постоянной величиной давления инстгрумента в соответствии с программой независимо от величины отклонений размеров изделий от номинальн
Формула изобретения
; Установка для декорирования хрустальных ваз, содержащая секции
5
0
5
0
со шпиндельными головками для захвата и перемещения держателей изделий, балансируемыми декорирующими головками с инструментом, смонтированным на валу, кинематически связанном с ведущим звеном привода, механизмами продольной и вертикальной подач и переставитель, отличающая- с я тем, что, с целью повышения производительности при обработке изделий ручной выработки, шпиндельная головка выполнена в виде полого вала червячного колеса редуктора,установленного с возможностью качания от привода, механизм подач вьшолнен восьмизвенным шарнирно-рычажным со звеном, движущимся прямолинейно-поступательно и присоединенным к станине базовым звеном присоединительными рычагами, образующими с ней шарнирный параллелограмм, декорирующая головка выполнена в виде гильзы, в которой смонтирована платформа с возможностью вращения вокруг ее оси, ведущее звено привода установлено с возможностью колебательного углового смещения вокруг оси вала, несущего инструмент, а переставитель вьтолнен в виде закрепленньк на секциях консольно-поворотных манипуляторов.
Фаг.
21
в
Риг.2
Vuz.3
Фиг А
| название | год | авторы | номер документа |
|---|---|---|---|
| Переставитель стеклоизделий | 1974 |
|
SU525629A1 |
| Переставитель стеклянных изделий | 1981 |
|
SU947099A1 |
| Переставитель стеклянных изделий | 1981 |
|
SU1008165A1 |
| Переставитель стеклоизделий | 1991 |
|
SU1773885A1 |
| Переставитель стеклоизделий | 1956 |
|
SU109898A1 |
| УНИВЕРСАЛЬНЫЙ ПЕРЕСТАВИТЕЛЬ СТЕКЛОИЗДЕЛИЙ | 1969 |
|
SU247471A1 |
| Переставитель стеклянных изделий | 1985 |
|
SU1306916A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| УСТРОЙСТВО ДЛЯ ДЕКОРИРОВАНИЯ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2019 |
|
RU2744596C1 |
| Переставитель стеклоизделий | 1980 |
|
SU906954A1 |

Изобретение относится к области стекольного машиностроения и быть использовано в производстве хрустальных ваз на заводах, выпускающих сортовое стекло. Изобретение позволяет автоматизировать декорирование алмазной гранью изделия ручной выработки за счет получения информации о размерах обрабатываемых изделий в процессе их обработки и использования этой информации системой программного управления. Постоянство усилия прижима инструмента к изделию обеспечивается параллелограммной подвеской обрабатывающей головки в сочетании с регулируемым балансирова- нием ее. Установка выполнена в виде .отдельных декорирующих секций, свя«- занных между собой переставителем. 4 ил. (О (Л с: со ее 
Редактор М. Дылын
Составитель В. Юдина Техред Л.Сердюкова
Заказ 7019/22 Тираж 457Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Корректор И. Эрдейи
| Автоматический станок для гранения стеклоизделий | 1972 |
|
SU504720A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| 0 |
|
SU189536A1 | |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
