11283073
Изобретение относится к изготовлению абразивного инструмента.
Целью изобретения является повышение качества инструмента за счет сообщения инструменту требуемых физи- j ко-механических свойств.
Способ осуществляется следующим оразом.
В абразивно-бакелитовую смесь, содержащую абразив, жидкий бакелит и нетокопроводные наполнители (пирит, криолит, известь и др.), вводят водный раствор хлористого кальция - электролит в количестве, обеспечивающем величину удельного электрического сопротивления смеси 1,0- 2,0 Ом-м,и графит в количестве, обеспечивающем величину удельного электрического сопротивления смеси 10,0- 20,0 Ом М. Полученную смесь формуют и нагревают токами промышленной частоты, при этом нагрев до 100-120 осуществляют со скоростью 5,0- 10,0 град/с, а от 100-120 до 250- 300°С - со скоростью 0,5-1,0 град/с. Хлористый кальций и графит вводят в смесь для обеспечения необходимой скорости нагрева на первом и втором этапах. Графит должен иметь удельное электрическое сопротивление (6,0-7,0 «10 Ом-м и дисперсность 200 мкм.
Указанный диапазон температур нагрева и скорости нарастания температуры установлены экспериментально и обеспечивают оптимальные качественные характеристики инструмента и экономические пок&затели процесса. Наиболее интенсивный режим термообработки должен применяться для инструмен- та, в состав которого входит сравнительно малое количество связки, имеющего высокую пористость, а также небольшие размеры. По мере увеличения
ности и твердости из-за вскипания связки.
содержания, связки, уменьшения порис- 45 третьем - происходит снижение проч- тости инструмента и увеличения его размеров режим термообработки должен устанавливаться более мягким,
т.е. конечные значения температур и Для рецептуры 2, имеющей среднюю скорость нарастания температуры цопж- Q плотность, оптимальным является режим 2. Режим 3 приводит к снижению механических характеристик, режим 1 неэкономичен в связи с повьшенным расходом электроэнергии.
ны снижаться.
Раствор хлористого кальция вводят в состав абразивной смеси для обеспечения возможности интенсивного на-, грева массы на первом этапе до 100- 120°С, поскольку первоначальная проводимость смеси такова, что при реальных значениях электрического напряжения, прикладываемого к смеси.
0
5
0
указанная -выше скорость нагрева (5,0- 10,0 град/с) не может быть обеспе-. чена.
Экспериментально установлено, что при использовании стандартных источников электрической мощности промьшг- ленной частоты напряжением 380 В для обеспечения нужной скорости нагрева необходимо иметь удельное электрическое сопротивление увлажненной массы 1,0-2,0 Ом М, причем меньшему значению электрического сопротивления соответствует большее значение скорости нагрева и наоборот.
При бакелизации инструмента электролит кипит. После его выкипания удельное сопротивление массы увеличивается и процесс нагрева автоматически переходит во второй этап.
Применение графита в качестве дополнительного токопроводящего компонента обусловлено его высокими элект- ротехническими свойствами и высокой термостойкостью.
Рецептуры формовочных смесей приведены в табл. 1.
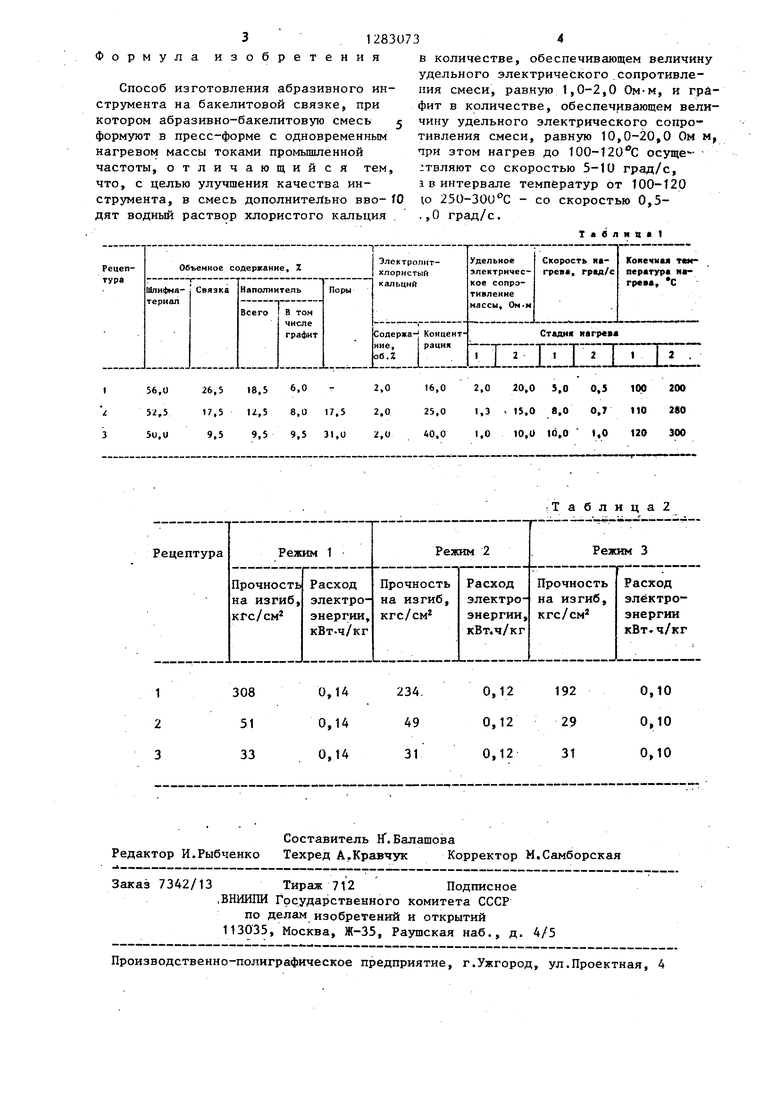
В табл. 2 приведены результаты эксперимента.
f С
По результатам экспериментов видно, что диапазон значений величин, характеризующих режим термообработки (скорости и конечные температуры по стадиям нагрева), обеспечивает оптимальное качество образцов и экономические показатели во всем диапазоне используемых рецептур.
Так, для рецептуры 1, характеризующейся наибольшей плотностью, оказывается приемлемым только наиболее мягкий режим термообработки - первый. В более жестких режимах - втором и
ности и твердости из-за вскипания связки.
третьем - происходит снижение проч
Для рецептуры 2, имеющей среднюю плотность, оптимальным является режим 2. Режим 3 приводит к снижению механических характеристик, режим 1 неэкономичен в связи с повьшенным расходом электроэнергии.
Для рецептуры 3, имеющей минимальную плотность, наиболее подходящим является третий режим, поскольку при нем обеспечиваются наилучшие экономические показатели.
Формула изобретения
Способ изготовления абразивного ш струмента на бакелитовой связке, при
12830734
в количестве, обеспечивающем величину удельного электрического .сопротивлеСпособ изготовления абразивного ин- пил смеси, равную 1,0-2,0 Ом-м, и графит в количестве, обеспечивающем вели- котором абразивно-бакелитовую смесь чину удельного электрического сопро- формуют в пресс-форме с одновременным тивления смеси, равнзпо 10,0-20,0 Ом м, нагревом массы токами промышленной при этом нагрев до 100-120 С осущв - частоты, отличающийся тем, :твляют со скоростью 5-10 град/с, что, с целью улучшения качества ин- а в интервале температур от 100-120 струмента, в смесь дополнительно вво- fO о 250-30U C - со скоростью 0,5- дят водный раствор хлористого кальция . .,0 град/с.
Таблиц
Составитель If. Балашова Редактор И.Рыбченко Техред А.Кравчук Корректор М.Самборская
,--.,..-, .,,.. .ц.-.и.. Ц.Ц1.
Заказ 7342/13 Тираж 712Подписное
.ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Т а б Л И Ц а 2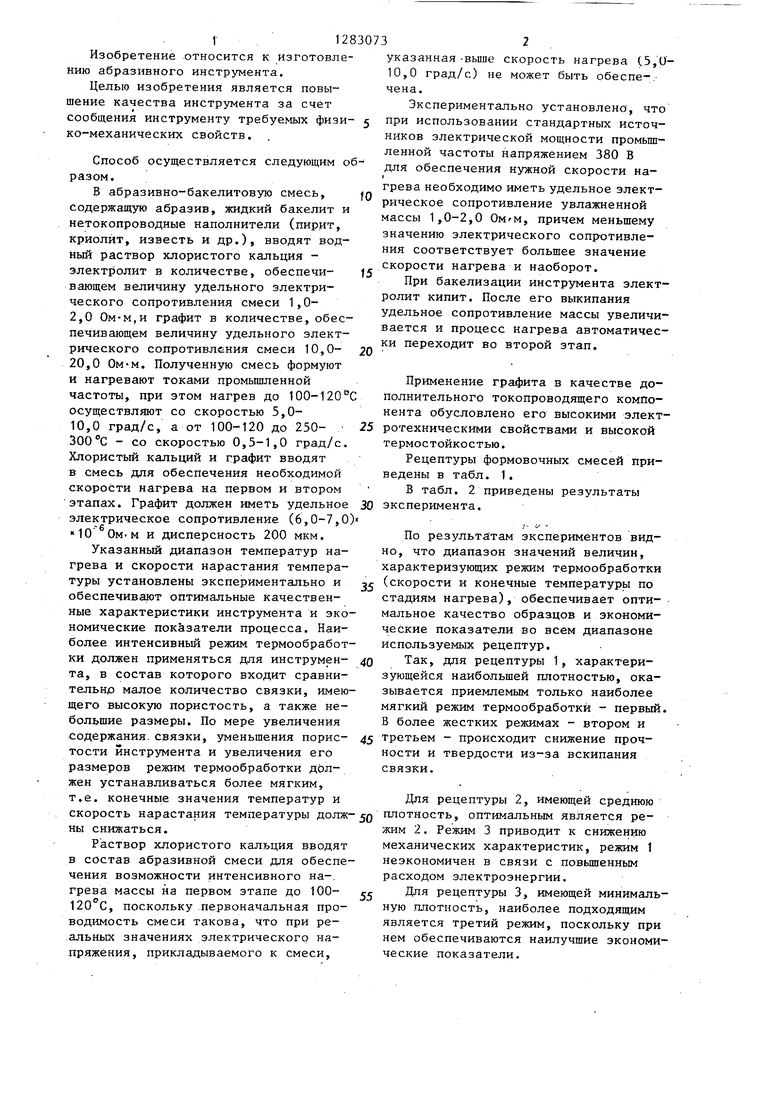
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента на бакелитовой связке | 1984 |
|
SU1161365A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ НА ОРГАНИЧЕСКИХ ТЕРМОРЕАКТИВНЫХ СВЯЗКАХ | 2021 |
|
RU2790312C1 |
| Масса для изготовления высокопористого абразивного инструмента | 1989 |
|
SU1713788A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2005 |
|
RU2294825C2 |
| Масса для изготовления абразивного инструмента | 1988 |
|
SU1662822A1 |
| Способ изготовления абразивного инструмента | 1987 |
|
SU1611719A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU956265A1 |
| АБРАЗИВНАЯ МАССА | 2023 |
|
RU2809089C1 |
| Способ изготовления абразивного инструмента | 1989 |
|
SU1798148A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2064941C1 |
Изобретение относится к области изготовления абразивного инструмента на бакелитовой связке, преимущественно к изготовлению абразивного инструмента для силового шлифования. Цель изобретения - повышение качества инструмента за счет сообщения инструменту требуемых физико-механических свойств. Для этого смесь абразивных зерен, связки и наполнителя формуют в пресс-форме с одновременным нагревом массы в электрическом поле промышленной частоты со скоростью нагрева 5,0-10,0 град/с до температуры 100-120 С и со скоростью 0,5- 1,0 град/с в интервале температур от 100-120 до 260-300 С. Для интенсификации процесса нагрева до 100- 120 С. в массу дополнительно вводят электролит в количестве, обесп чиваю- щем величину удельного электрического сопротивления массы 1,0-2,0 Ом М. В качестве электролита вводят 16- 40%-ный водный раствор хлористого кальция. Для интенсификации процесса нагрева в интервале температур от 100 - до 260-300 С в массу вводят дополнительно порошкообразные то- копроводящие компоненты в количестве, обеспечивающем величину удельного электрического сопротивления массы 10-20 Ом-м. В качестве токопроводяще- го компонента вводят графит, имеющий удельное электрическое сопротивление 
| Любомудров В.Н | |||
| и др | |||
| Абразивные инструменты и их изготовление | |||
| М | |||
| -Л.: Машгиз, 1953, с | |||
| Саморазгружающаяся железнодорожная платформа | 1921 |
|
SU366A1 |
