Способ изготовления полировальных матерчатых кругов, собранных из секторов или треугольников, известен.
Основной отличительной особенностью предлагаемого способа изготовления таких кругов является складывание раскроенного в виде диска (или многоугольника) материала сначала по диаметру (или диагонали), расположенному под углом 45° к направлению ниток материала, затем по радиусу, перпендикулярному указанному диаметру, в прямоугольный сектор (или треугольник); этот сектор в свою очередь складывают по радиусу, делящему пополам его центральный угол в сектор (треугольник), являющийся основным элементом собираемого матерча того круга. Такое осуществление предлагаемого способа обеспечивает получение матерчатого круга из многослойных секторов (треугольников) с одинаковым направлением ниток во всех слоях, что приводит к повышению стойкости круга.
Фиг. 1, 2, 3, 4, 5, 6, 7, 8, 9 и 10 поясняют осуществление предлагаемого способа.
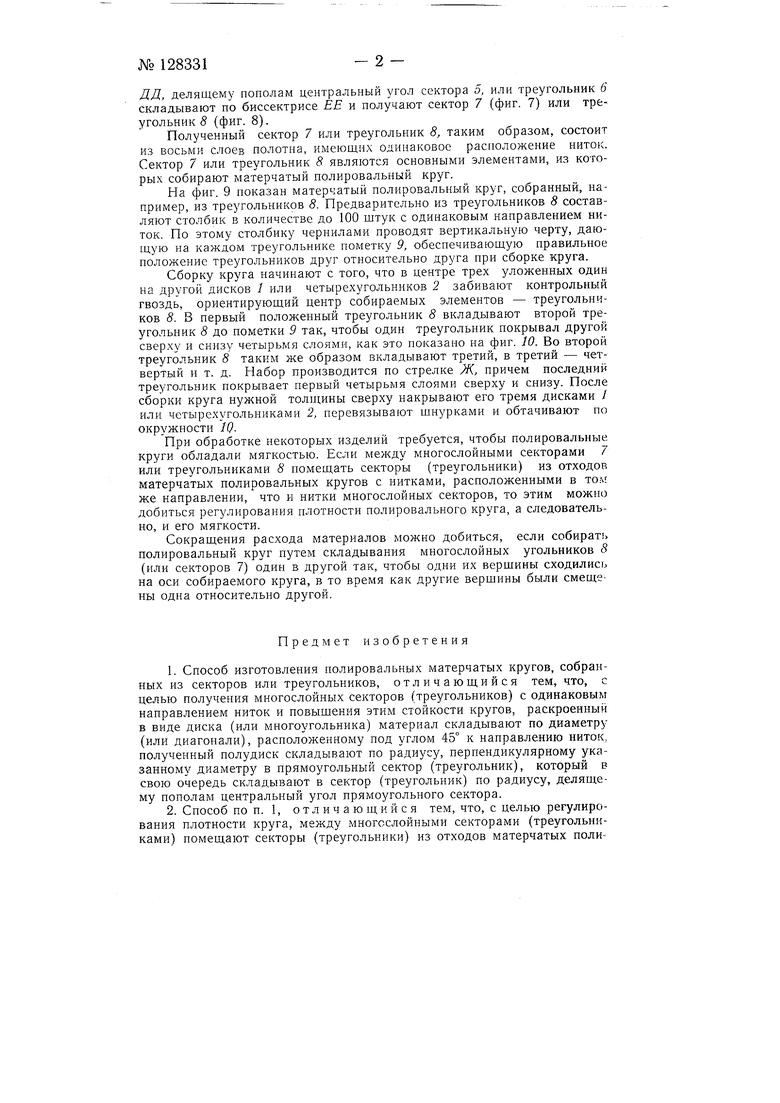
На развернутый рулон полотна накладывают фанерный шаблон и по нему раскраивают материал в виде диска / (фиг. 1) или многоугольника, например четырехугольника 2 (фиг. 2). Раскроенное полотно имеет определенное направление расположения ниток.
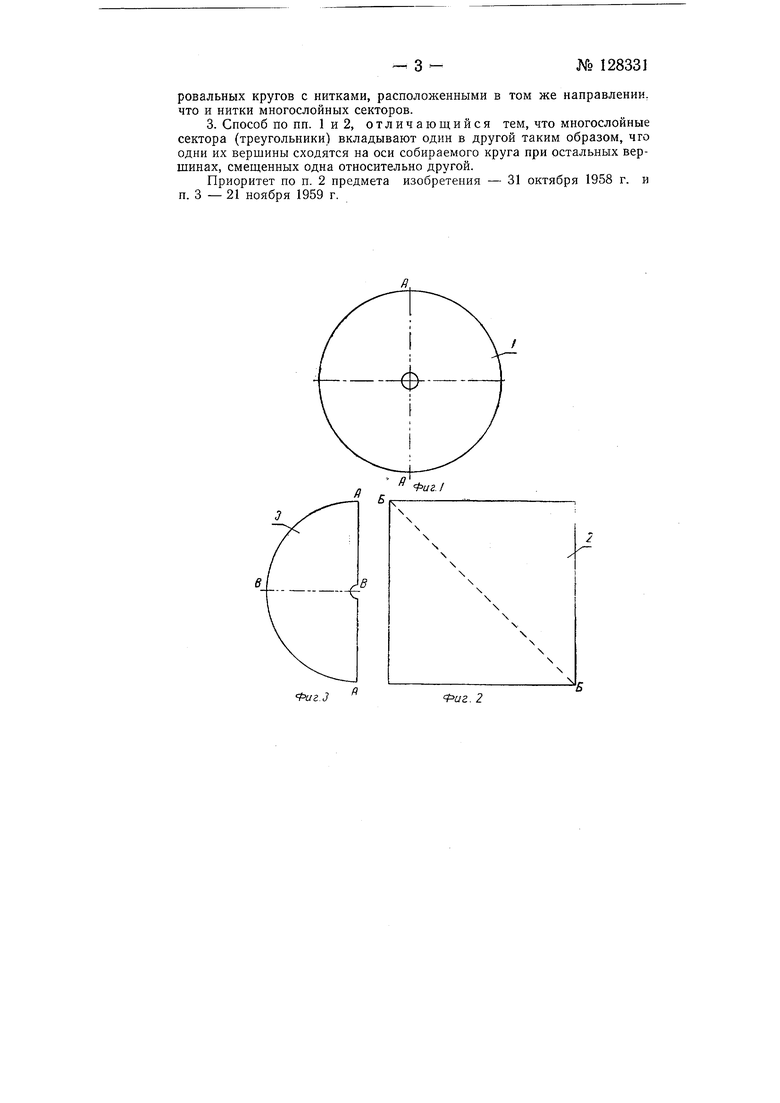
Раскроенный диск 1 или четырехугольник 2 складывают сначала по диаметру АА или диагонали ББ, расположенным под углом 45° к направлению ниток, и получают полудиск 3 (фиг. 3) или треугольник 4 (фиг. 4). После этого полудиск 3 или треугольник 4 складывают по pa-i диусу ВВ, перпендикулярному диаметру АА, или треугольник 4 складывают по биссектрисе ГГ, перпендикулярной диагонали ББ, и получа-i ют прямоугольный сектор 5 (фиг. 5) или прямоугольный треугольник 6 (фиг. 6). Полученный сектор 5 в свою очередь складывают по радиусу
№ 128331- 2 ДД, делящему пополам центральный угол сектора 5, или треугольник 6 складывают по биссектрисе ЕЕ и получают сектор 7 (фиг. 7) или треугольник 5 (фиг. 8).
Полученный сектор 7 или треугольник 8, таким образом, состоит из восьми слоев полотна, имеющих одинаковое расположение ниток. Сектор 7 или треугольник 8 являются основными элементами, из которых собирают матерчатый полировальный круг.
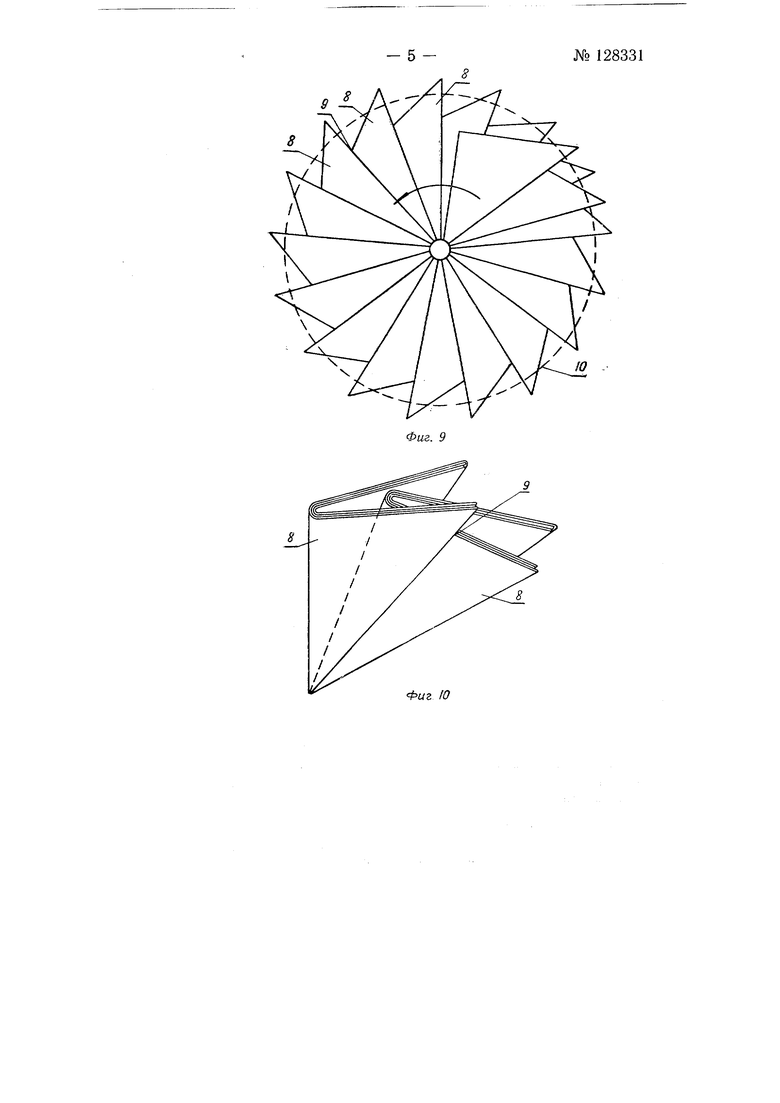
На фиг. 9 показан матерчатый полировальный круг, собранный, например, из треугольников 8. Предварительно из треугольников 8 составляют столбик в количестве до 100 штук с одинаковым направлением ниток. По этому столбику чернилами проводят вертикальную черту, дающую на каждом треугольнике пометку 9, обеспечивающую правильное положение треугольников друг относительно друга при сборке круга.
Сборку круга начинают с того, что в центре трех уложенных один на другой дисков 1 или четырехугольников 2 забивают контрольный гвоздь, ориентирующий центр собираемых элементов - треугольников 8. В первый положенный треугольник 8 вкладывают второй треугольник 8 до пометки 9 так, чтобы один треугольник покрывал другой сверху и снизу четырьмя слоями, как это показано на фиг. 10. Во второй треугольник 8 таким же образом вкладывают третий, в третий - четвертый и т. д. Набор производится по стрелке Ж, причем последний треугольник покрывает первый четырьмя слоями сверху и снизу. После сборки круга нужной толщины сверху накрывают его тремя дисками / или четырехугольниками 2, перевязывают щнурками и обтачивают по окружности /(.
При обработке некоторых изделий требуется, чтобы полировальные круги обладали мягкостью. Если между многослойными секторами 7 или треугольниками 8 помещать секторы (треугольники) из отходов матерчатых полировальных кругов с нитками, расположенными в тол же направлении, что и нитки многослойных секторов, то этим можно добиться регулирования плотности полировального круга, а следовательно, и его мягкости.
Сокращения расхода материалов можно добиться, если собирать полировальный круг путем складывания многослойных угольников 8 (или секторов 7) один в другой так, чтобы одни их верщины сходились на оси собираемого круга, в то время как другие верщины были смещены одна относительно другой.
Предмет изобретения
1.Способ изготовления полировальных матерчатых кругов, собранных из секторов или треугольников, отличающийся тем, что, с целью получения многослойных секторов (треугольников) с одинаковы.м направлением ниток и повыщения этим стойкости кругов, раскроенный в виде диска (или многоугольника) материал складывают по диаметру (или диагонали), расположенному под углом 45° к направлению ниток, полученный полудиск складывают по радиусу, перпендикулярному указанному диаметру в прямоугольный сектор (треугольник), который в свою очередь складывают в сектор (треугольник) по радиусу, делящему пополам центральный угол прямоугольного сектора.
2.Способ по п. 1, отличающийся тем, что, с целью регулирования плотности круга, между многослойными секторами (треугольниками) помещают секторы (треугольники) из отходов матерчатых полировальных кругов с нитками, расположенными в том же направлении: что и нитки многослойных секторов.
3. Способ попп. 1и2, отличающийся тем, что многослойные сектора (треугольники) вкладывают один в другой таким образом, ч го одни их вершины сходятся на оси собираемого круга при остальных вершинах, смещенных одна относительно другой.
Приоритет по п. 2 предмета изобретения - 31 октября 1958 г. и п. 3 - 21 ноября 1959 г.
Фаг.З
Фиг. 2
Фиг 5
Фиг 7
Е Фиг.6
Фиг 8
