В ОСНОВНОМ авт. св. № 128331 описывается способ изготовления матерчатых полировальных кругов. Однако круги, изготовленные по такому способу, недостаточно износоустойчивы.
В описываемом способе для обеспечения эластичности и повышения износоустойчивости кругов каждый многослойный сектор (треугольник) с одинаковым направлением ниток во всех слоях, являющийся основным элементом собираемого круга, выполнен с односторонним или двухсторонними сквозными разрезами.
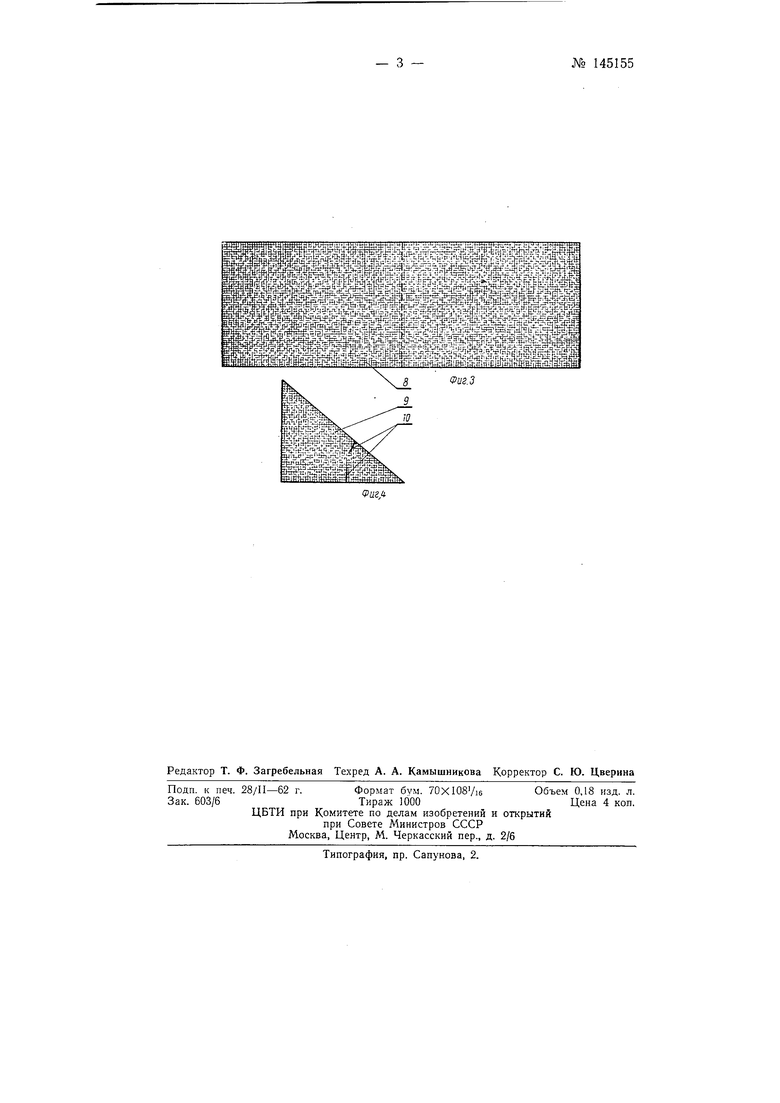
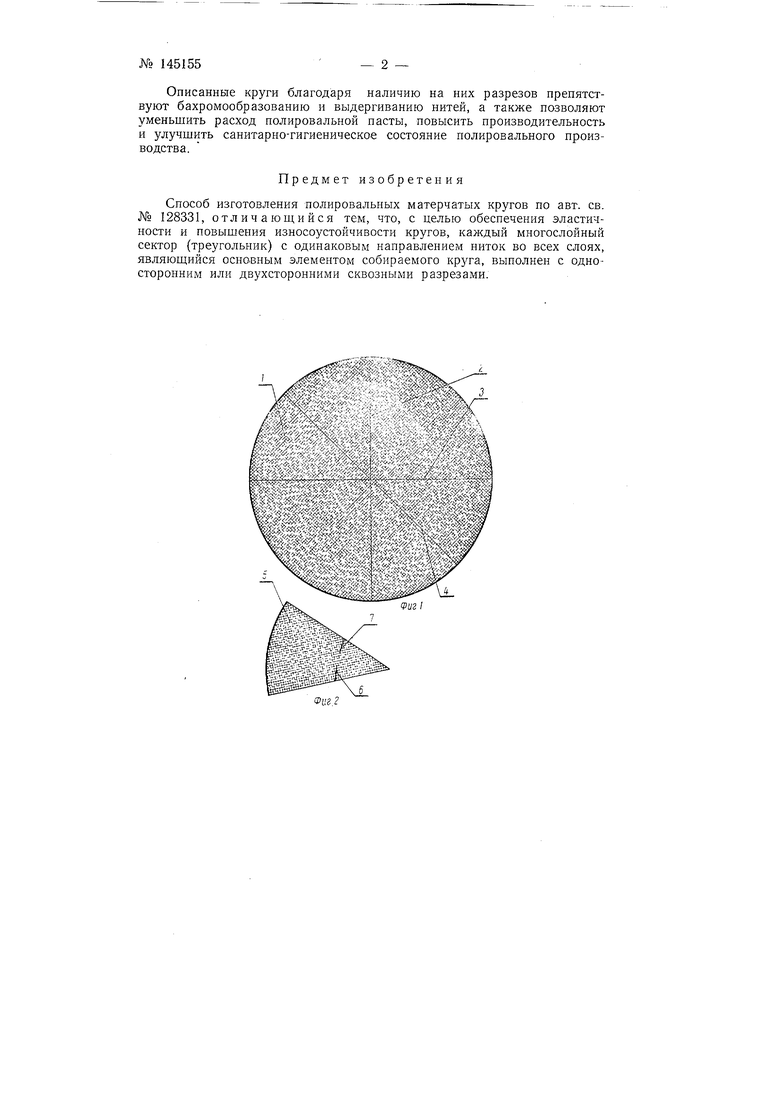
На фиг. 1 изображена матерчатая заготовка; на фиг. 2 - многослойный сектор; на фиг. 3 - полоса материала; на фиг. 4 - многослойный треугольник.
Способ изготовления полировальных матерчатых кругов состоит в том, что дисковую матерчатую заготовку / складывают по диаметру 2, расположенному под углом 45° к направлению ниток, затем снова складывают по диаметру 3, перпендикулярному к диаметру 2. После складьгваиия по линии 4 в получившемся мпогослойном секторе 5 делаки двухсторонние сквозные разрезы 6 и 7. Круг набирают из нескольких слоев секторов 5, количество которых зависит от необходимой толшины KpjTa. Л1ежду цельными секторами прокладывают слои, состоящие из отходов, ползчившихся при раскрое заготовок, а также из отходов, выбракованных в результате износа полировальных кругов.
Помимо указанного возможно применение полос 8 материала, получившихся при раскрое различных изделий из полотна. Для этого полосу дважды складывают в поперечном направлении, затеем разрезают по диагонали, а в полученном многослойном треугольнике 9 делают надрезы 10. В некоторых случаях надрез производится только с одной стороны. Набор круга из треугольников 9 производят аналогично описанному.
Описанные круги благодаря наличию на них разрезов препятствуют бахромообразованию и выдергиванию нитей, а также позволяют уменьшить расход полировальной пасты, повысить производительность и улучшить санитарно-гигиеническое состояние полировального производства.
Предмет изобретения
Способ изготовления полировальных матерчатых кругов по авт. св. № 128331, отличаюш,ийся тем, что, с целью обеспечения эластичности и повышения износоустойчивости кругов, каждый многослойный сектор (треугольник) с одинаковым направлением ниток во всех слоях, являющийся ocHQiBHbiM элементом собираемого круга, выполнен с односторонним или двухсторонними сквозными разрезами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полировальных матерчатых кругов | 1957 |
|
SU128331A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1313681A1 |
| Способ изготовления полировальных кругов | 1957 |
|
SU114826A1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 1995 |
|
RU2147506C1 |
| Полировальный барабан | 1986 |
|
SU1313680A1 |
| Способ изготовления магнитопроводов электрических машин | 1984 |
|
SU1314419A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| Способ изготовления полировального инструмента | 1988 |
|
SU1563960A2 |