Изобретение относится к пайке металлов, в частности к способу удаления остатков хлоридно-боридных флюсов, и может быть использовано в машиностроении при изготовлении паяных изделий из конструкционных сталей.
Цель изобретения - улучшение удаления остатков хлоридно-боридных флюсов, содержащих хлориды редкоземельных металлов, из глубоких отверстий и пазов изделий сложной конфигурации.
После пайки в соляных ваннах изделие дл.я удаления остатков флюса погружают в расплав хлористого натрия при 860± 20°С, а затем промывают в горячей воде при 60-90° С.
чистого расплава хлористого натрия на труднорастворимые хлорбораты и хлориды использования солей хлористого натрия без замены.
Материал корпусов гидроцилиндров -
сталь 40Х, в качестве припоя использовалась медь электролитическая. Температура пайки 1135zh 10°С, время выдержки 10 мин. Режимы и варианты способа приведены в таблице.
10 Критерием для выбора предлагаемых режимов являлось 100%-ное удаление остатков флюсов. Наличие остатков флюсов на поверхности корпусов гидроцилиндров определяли качественной реакцией на ионы с помощью азотнокислого серебра.
Паяные изделия перед погружением в Наличие ионов хлора не допускалось, так как
расплав хлористого натрия можно предварительно промывать в горячей воде при 60-90°С в течение 40 мин.
Эффективность способа заключается в активном растворении в расплаве хлористого натрия труднорастворимых остатков флюсов, которые в воде не растворяются: хлориды редкоземельных металлов, хлорбораты и бораты натрия. Остатки этих флюсов переходят в расплав хлористого натрия, а затем в виде шлака сосредотачиваются на поде ванны.
Таким путем на поверхности изделий происходит массообмен труднорастворимых флюсов на соли хлористого натрия, остатки которых без особого труда растворяются в воде.
Кроме того, установлено, что остатки паяльных флюсов, разбавленных солями хлористого натрия, также легко удаляются в поверхности паяных изделий путем промывки их в горячей воде, а при увеличении времени промывки - ив холодной воде. Экспериментально установлено, что для удаления остатков хлоридно-боридных флюсов, содержащих хлориды редкоземельных металлов, температура расплава, хлористого натрия должна находиться в пределах 860± 20°С. При дальнейшем повышении температуры эффективность процесса растворения остатков флюсов практически не увеличивается, зато увеличиваются энергетические затраты и ухудшаются условия труда.
Время изотермической выдержки в расплаве хлористого натрия зависит от массы и конструктивных особенностей изделий.
При большой программе выпуска изделий технологически целесообразно предварительно перед обработкой в расплаве хлористого натрия изделия промывать в горячей воде при 60-90°С. После такой предварительной промывки часть растворимых в воде остатков флюсов (например, барий хлористый, бура) не попадает в ванну с расплавом хлористого натрия и не засоряет ее шлаками. Тем самым повышается эффективность воздействия технически
чистого расплава хлористого натрия на труднорастворимые хлорбораты и хлориды использования солей хлористого натрия без замены.
Материал корпусов гидроцилиндров -
сталь 40Х, в качестве припоя использовалась медь электролитическая. Температура пайки 1135zh 10°С, время выдержки 10 мин. Режимы и варианты способа приведены в таблице.
0 Критерием для выбора предлагаемых режимов являлось 100%-ное удаление остатков флюсов. Наличие остатков флюсов на поверхности корпусов гидроцилиндров определяли качественной реакцией на ионы с помощью азотнокислого серебра.
Наличие ионов хлора не допускалось, так как
технологический процесс изготовления корпусов гидроцилиндров .предус.матривал операцию нанесения электрохимического хрома.
Таким образом, по, сравнению с прото- 1 ипом предлагаемый способ обеспечивает эффективное удаление остатков хлоридно- боридных флюсов, содержащих барий, натрий и редкоземельные металлы, сокращает производственный цикл путем уменьшения
суммарного флюсов.
времени удаления остатков
Формула изобретения
. Способ удаления остатков хлоридно- боридных флюсов после пайки, включающий промывку паяных изделий в горячей воде при 60-90°С, отличающийся тем, что, с целью улучшения удаления остатков флюсов, содержащих хлориды редкоземельных металлов, из глубоких отверстий и полости изделий, перед окончательной промывкой в горячей воде паяные изделия промывают в расплаве хлористого натрия при 860±20°С.
2. Способ по п. 1, отличающийся те.м, что паяные изделия перед погружением в расплав хлористого натрия предварительно промывают в горячей воде в течение 40 мин.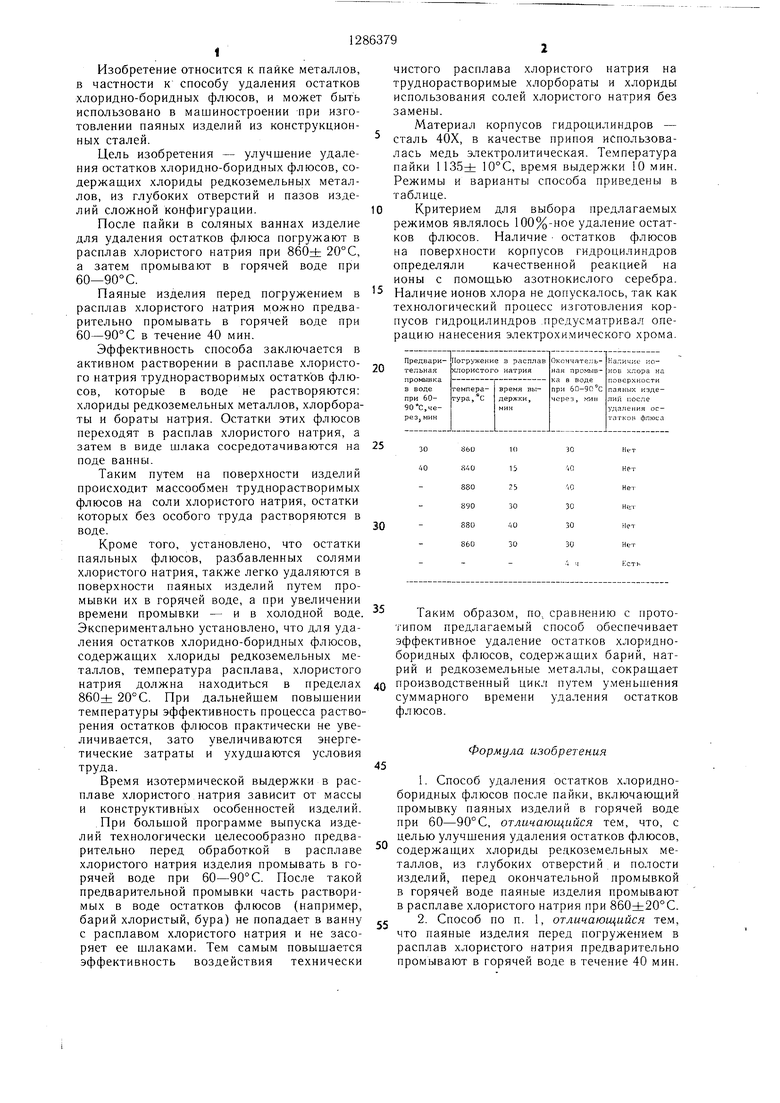
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ПАЙКЕ ДЕТАЛЕЙ ИЗ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ И СПЛАВОВ НИКЕЛЯ (ВАРИАНТЫ) | 2007 |
|
RU2359793C1 |
| Способ удаления флюса из каналов алюминиевых теплообменников | 1986 |
|
SU1368121A1 |
| Паста для низкотемпературной пайки оцинкованной стали | 1987 |
|
SU1551501A1 |
| Способ подготовки поверхностииздЕлий из МАгНия и ЕгО СплАВОВ | 1979 |
|
SU834250A1 |
| Способ обработки холоднодеформированных стальных заготовок | 1983 |
|
SU1118694A1 |
| Флюс для пайки сталей | 1990 |
|
SU1706820A1 |
| МОЮЩЕЕ СРЕДСТВО | 2010 |
|
RU2445352C1 |
| СПОСОБ ГОРЯЧЕГО ЛУЖЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2002 |
|
RU2211255C1 |
| ЖИДКАЯ ОЧИЩАЮЩАЯ КОМПОЗИЦИЯ | 2010 |
|
RU2445353C1 |
| Способ горячего цинкования | 1981 |
|
SU986962A1 |
Изобретение относится к области пайки, в частности к способу удаления остатков хлоридно-боридных флюсов после пайки. Целью изобретения является улучшение удаления остатков флюсов, содержащих хлориды редкоземельных металлов из глубоких отверстий и полости изделий. После пайки в соляных ваннах изделие погружают в расплав хлористого натрия при температуре 860± 20° С, а затем промывают в горячей воде при температуре 60-90°С. В отдельных случаях для исключения засорения расплава хлористого натрия щлаками осуществляют предварительную промывку в горячей воде при температуре 60-90°С в течение 40 мин. Это повышает эффективность воздействия технически чистого расплава хлористого натрия на труднорастворимые хлор- бораты и хлориды редкоземельных металлов. Данный способ обеспечивает- эффективное удаление остатков хлоридно-боридных флюсов,содержащих соли бария, натрия и редкоземельных металлов. 1 з.п.ф-лы, 1 табл. SS (Л ND 00 О5 СО со
| Хряпин В | |||
| Е., Лакедемонский А | |||
| В | |||
| Справочник паяльщика | |||
| Машгиз, 1974, с | |||
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
