Изобретение относится к измерительной технике текстильной промышленности.
Цель изобретения - повышение точности путем обеспечения непрерывности контроля линейной плотности волокнистого продукта.
На чертеже изображена блок-схема предлагаемого устройства.
Устройство содержит датчик 1 линейной плотности волокнистого продукта, связанный с входом аналого- цифрового преобразователя 2. Вход счетчика 3 импульсов связан с выходом элемента И 4, а выход счетчика 3 сЬединен с соответствующим входом индикатора 5,
Устройство содержит задатчик 6 времени контроля и переключатели 7 и 8. Счетчик 3 выполнен в виде цепочки RST-триггеров 9, счетный (Т) вход первого из которых соединен с выходом элемента И 4, а счетный вход каждого из остальных триггеров 9 соединен с выходом предыдущего. Установочные входы R и S триггеров 9 через дешифратор 10 связаны с соответствующими контактами переключате(ОТ
личеству триггеров 9,
Задатчик 6 содержит датчик 11 скорости перемещения волокнистого продукта, управляющий RS-триггер 12, установочный S-вход которого через пусковую кнопку 13 соединен с источником питания (не показан), делитель .частоты импульсов, выполненный в виде счетчика 14, элемента И 15, формирователя 16 импульса и предварительного счетчика 17.
Выходы триггера 12 и датчика 11 через элемент И 15 связаны с входами предварительного счетчика 17, выходом подключенного к входу счетчи- , ка 14. Установочный вход R триггера 12 через переключатель 7 соединен с разрядными выходами счетчика 14. Выход триггера 12 связан с входом элемента И 4 и через формирователь 16 - с установочными R-входами счетчика 14 и с контактами переключателей 8. Поразрядные выходы счетчика 3 подключены к соответствующим входам индикатора 5,
Устройство работает следующим об- .разом.
Датчик 1 линейной плотности волокнистого материала формирует сигнал.
пропорциональный линейной плотности пряжи, перемещающейся относительно датчика 1. Этот сигнал преобразуется аналого-цифровым преобразователем 2
в последовательность импульсов, частота которых изменяется пропорционально изменению сигнала на выходе датчика 1, т.е. пропорционально изменению линейной плотности пряжи.
Для измерения линейной плотности отрезка пряжи заданной длины задат- чика 6 времени контроля устанавливается в положение, соответствующее заданной длине отрезка пряжи, и
включается кнопка 13. При этом управляющий триггер 12 устанавливается в положение, при котором его выходной сигнал разрешает прохождение импульсов с выхода датчика 1 на счетный вход счетчика 3 импульсов, а на выходе формирователя 16 импульса формируется короткий импульс, который обеспечивает обнуление счетчиков 14 и 17 и в зависимости от положения переключателей 8 и от того, какие из их неподвижных контактов соединены с выходом формирователя 16, поступает или не поступает на тот или иной вход дешифратора 10. В результате обеспечивается запись в счетчике 3 числа, код которого опре- деляется положением переключателя 7
и схемой соединения неподвижных кон- тактов переключателя 8 с входом
формирователя 16.
По мере поступления импульсов с аналого-цифрового преобразователя 2 на счетчик 3 число,записанное
в счетчике 3, измеряется. Это изменение продолжается до тех пор, пока в результате поступления импульсов с датчика 11 скорости перемещения на счетчик 14, на разрядном выходе счетчика 14, соединенном через переключатель 7 с установочным входом R управляющего триггера 12, не- сформируется логическая единица, что приведет к возврату триггера 12 в
первоначальное состояние и к прекращению поступления импульсов на счетные входы счетчиков 3 и 14. Импульс на выходе формирователя 16 при этом не формируется.
Временной интервал, в течение которого импульсы аналого-цифрового преобразователя 2 поступают на счетчик 3, определяется частотой датчика 1 1 и коэффициентом деления, обес
312901
ечиваемым счетчиками 14 и 17 и который, в свою очередь, определяется оложением переключателя 7. Таким обазом, изменяя положение переключаеля 7, можно регулировать длину от- 5 езка пряжи, линейная плотность котоого контролируется.
По окончании временного интерваа, формируемого задатчиком 6, число О записанное в счетчике 3 и индицируемое индикатором 5, будет представлять собой сумму числа, записанного в счетчике 3 в момент нажатия кнопки 13, и числа импульсов, поступив- 5 ших на счетчик 3 с преобразователя 2 в течение указанного интервала. В случае использования достаточно несложного преобразователя напряжения в частоту, частота формируемых 20 им импульсов представляет собой сумму двух величин, одна из которых пропорциональна входному сигналу, а другая постоянная и представляет собой некоторую начальную частоту, соответствующую нулевому или очень малому входному сигналу. Таким образом, количество импульсов, поступающих на счетчик 3 за время интервала, формируемого задатчиком 6, будет 30 отличаться от величины, пропорциональной линейной плотности пряжи, и тем больше, чем больше длительность указанного интервала. Значение начальной частоты импульсов для 35 однотипных преобразователей напряжения в частоту примерно одинаково и может быть легко определено. Зная это значение и время работы счетчика 3, можно определить количество 40 лишних импульсов, поступающих на счетчик 3 из-за нелинейности начального участка характеристики ана- лого-цифровоголреобразователя 2, и таким образом, число,которое должно 45 быть записано в счетчик 3 при нажатии кнопки 13. Это число равно разности между максимальной емкостью счетчика 3 и -количеством поступающих на него лишних импульсов. 50 В таком случае поступление импульсов на счетчик 3 с аналого-цифрового преобразователя 2 приводит сначала к переполнению и обнулению счетчика 3, после чего его содержимое 55 снова увеличивается и достигает к моменту запирания элемента И 4 величины, которая пропорциональна линейной плотности пряжи и в которой
1
отсутствует погрешность, обусловливаемая нелинейностью начального участка характеристики преобразователя 2. Эта величина и индицируется индикатором 5 по окончании временного интервала, формируемого задатчиком 6.
Для обеспечения индикации непосредственно в единицах линейной плотности (например, в тексах) независимо от длины контролируемого отрезка пряжи между преобразователем 2 и счетчиком 3 целесообразно включить управляющий делитель частоты (не показан), снабженный переключателем коэффициента деления,сблоированным с переключателями 7 и 8.
Запись требуемого числа в счетчик 3 обеспечивается путем соединения выхода формирователя 16 с соответствующими из неподвижных контактов переключателей 8 затем, чтобы при каждом положении переключателей 7 и 8 обеспечить при нажатии кнопки 13 подачу соответствующей кодовой комбинации на входы дешифратора 10.
При использовании датчика, характеристика которого имеет нелинейный начальный участок, влияние этого участка на результаты измерений также может быть устранено путем соответствующей корректировки чисел, записанных в счетчик 3 перед началом измерений.
Формула изобретения
1. Устройство для контроля линейной плотности волокнистого продукта, содержащее последовательно соединенные датчик линейной плотности волокнистого продукта и аналого-цифровой преобразователь, выходом подключенный к первому входу элемента И, выход которого связан со счетным входом счетчика импульсов, выходом связанного с входом индикатора, управляющий триггер, датчик скорости перемещения волокнистого продукта, ключ, делитель частоты импульсов и задатчик времени контроля, отличающееся тем, что, с целью повьшения точности путем обеспечения непрерывности контроля линейной плотности волокнистого продукта, выходы датчика скорости перемещения волокнистого продукта и управляющего триггера через ключ связаны с входом делителя
51
частоты импульсов, поразрядные выходы которого подключены к соответствующим входам задатчика времени контроля, выходом связанного со сбросовым нходом управляющего триггера, а второй вход элемента И подключен к выходу управляющего триггера,
2.Устройство по .п.1, о т л и- чающееся тем, что, с целью повышения удобства обслуживания, оно снабжено формирователем импульса, вход и выход которого связаны соответственно с выходом управляющего триггера и со сброс;овым входом делителя частоты импульсов.
3.Устройство по П.1, отличающееся тем, что с целью повьшения точности путем компенса
Редактор А.Ренин
Составитель Б.Кисин Техред Л.Сердюкова
Заказ 7893/39
Тираж 798Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
6Г .6
ции погрешности от нелинейности статических характеристик датчика линейной плотности волокнистого продукта и аналого-цифрового преобразователя, оно снабжено переключателями, число которых равно числу разрядов счетчика импульсов, и дешифратором, при этом входы дешифратора связаны с выходами .соответствующих переключателей, управляющие входы которых объединены и связаны с выходом формирователя, а выходы дешифратор а связаны с соответствующими установоч ными входами счетчика импульсов.
4, Устройство по П.1, отличающееся тем, что установочные входы задатчика времени контроля и переключателей объединены..
Корректор Л.Патай
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения мгновенных значений частоты электрического сигнала и устройство для его осуществления | 1987 |
|
SU1503022A1 |
| Устройство для управления аэрофотоаппаратом | 1990 |
|
SU1831651A3 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ АЭРОФОТОСЪЕМКОЙ | 1997 |
|
RU2138780C1 |
| Устройство автоматического контроля и управления плотностью набивки формы | 1985 |
|
SU1271634A1 |
| Устройство для контроля процесса высева семян | 1988 |
|
SU1544227A1 |
| Устройство для управления аэрофотоаппаратом | 1987 |
|
SU1515044A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СКОРОСТЕЙ БУМАГОДЕЛАТЕЛЬНЫХ МАШИН | 1972 |
|
SU330474A1 |
| Цифровое устройство для анализа химического состава чугуна | 1985 |
|
SU1374247A1 |
| Устройство для регулирования расхода | 1986 |
|
SU1377832A1 |
| Устройство для управления аэрофотоаппаратом | 1991 |
|
SU1838757A3 |
Изобретение относится к измерительной технике текстильной промышленности. Цель изобретения - повышение точности путем обеспечения непрерывности контроля линейной плотности волокнистого продукта. Датчик 1 линейной плотности (ЛП) волокнистого продукта формирует сигнал, пропорциональный ЛП волокнистого продукта. За- датчик 6 времени контроля устанавливается в положение, соответствующее заданной длине отрезка материала. При нажатии кнопки 13 управляющий триггер 12 выдает разрешающий сигнал на прохождение импульсов в счетчик 3 импульсов. Счетчик 3 считает импульсы до тех пор, пока в результате счета импульсов с выхода датчика 11 скорости перемещения материала счетчиком 14 импульсов на выходе счетчика 14 не сформируется импульс, устанавливающий триггер 12 в исходное состояние. Счет импульсов счетчиками 3 и 14 прекращается. В случае использования достаточно грубого аналого-цифрового преобразователя 2 частота формируемых им импульсов представляет собой сумму двух величин, одна из которых пропорциональна ЛП продукта, а другая - постоянная и представляет собой некоторую начальную частоту, соответствующую нулевому входному сигцалу. Зная число лишних импульсов, можно с помощью переключателей 7 и 8 и дешифратора 10 обеспечить такой режим работы счетчика 3, что при поступлении на его вход лишних импульсов он переполнится, а затем уже начнет считать импульсы, число которых характеризует ЛП контролируемого ма- териал а. 3 з. п. ф-лы, 1 ил. 3 «е (Л to ;о 9)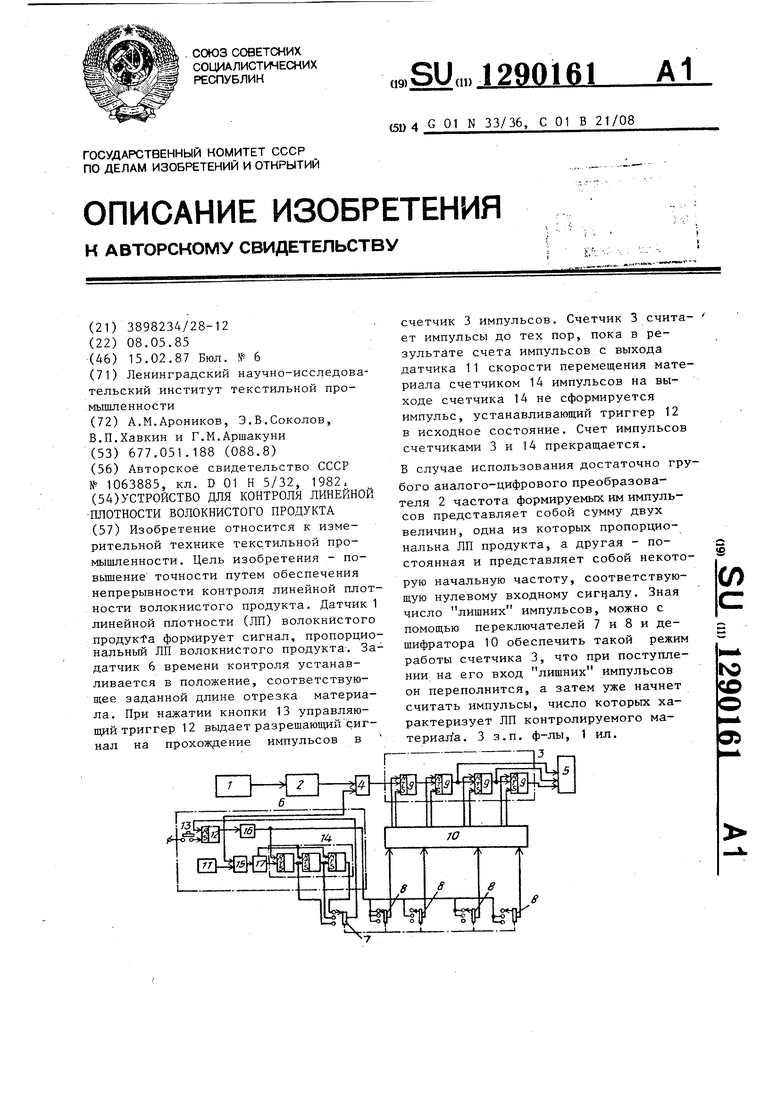
| Устройство для измерения линейной плотности ленты | 1982 |
|
SU1063885A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
