1
Изобретение относится к сварке и может быть использовано в электротехнологии в качестве источника питания для импульсно- дуговой сварки в защитном газе.
Целью изобретения является снижение массогабаритных показателей источника.
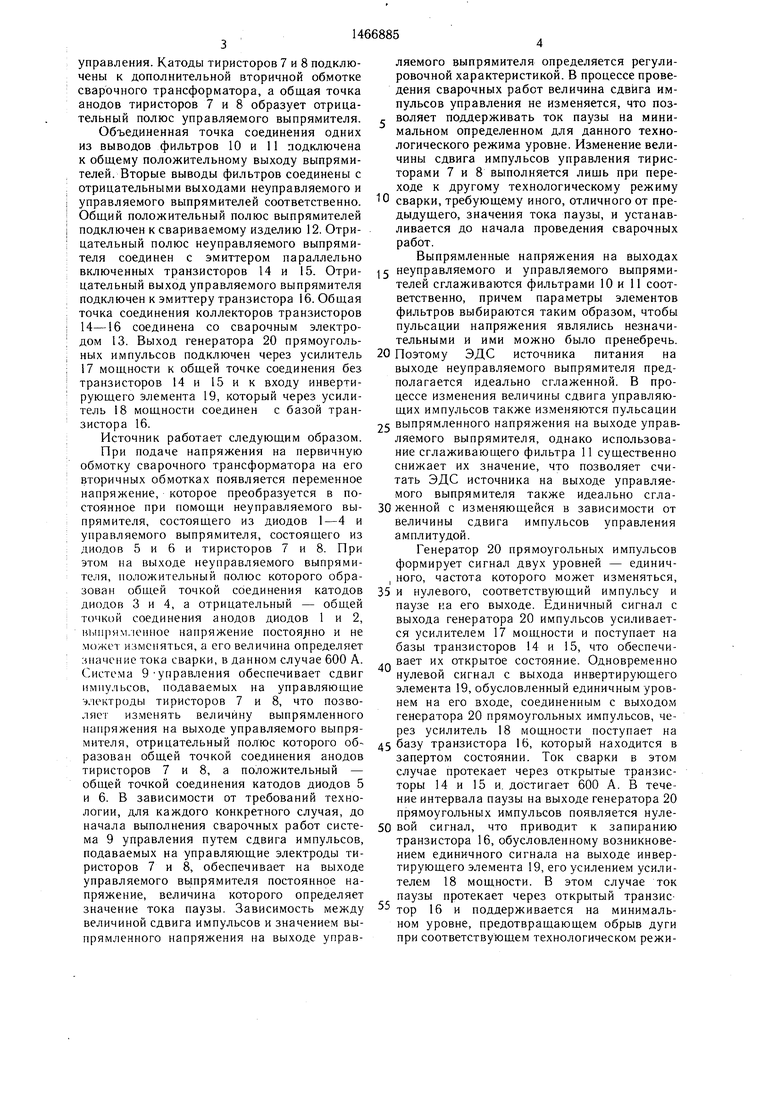
На чертеже представлена схема предлагаемого источника.
Источник питания содержит сварочный трансформатор с дополнительной вторичной обмоткой, два выпрямителя, один из которых (неуправляемый) собран на диодах 1-4, второй (управляемый) собран на диодах 5 и 6 и тиристорах 7 и 8, систему 9 управления, два фильтра 10 и 11, сглаживающие выпрямленные напряжения, свариваемое изделие 12 и электрод 13, транзисторы 14-16, два усилителя 17 и 18 мощности, инвертирующий элемент 19 и генератор 20 прямоугольных импульсов. При этом управляемый выпрямитель источника питания, собранный по однофазной мостовой схеме на диодах 1-4 подключен к первой вторичной обмотке сварочного трансформатора. Общая точка соединения анодов диодов 1 и 2 образует отрицательный полюс неуправляемого выпрямителя. Катоды диодов 1 и 2 подключены к первой вторичной обмотке сварочного трансформатора. Аноды диодов 3 и 4 также подключены к первой вторичной обмотке сварочного трансформатора, а общая точка соединения катодов диодов 3 и 4 неуправляемого выпрямителя и катодов диодов 5 и 6 управляемого выпрямителя образует положительный полюс обоих выпрямителей. Аноды диодов 5 и 6 управляемого выпрямителя подключены к дополнительной вторичной обмотке сварочного трансформатора. Управляющие электроды тиристоров 7 и 8 подключены к системе 9.
4
05 05
оо ас ел
управления. Катоды тиристоров 7 и 8 подключены к дополнительной вторичной обмотке сварочного трансформатора, а общая точка анодов тиристоров 7 и 8 образует отрицательный полюс управляемого выпрямителя. Объединенная точка соединения одних из выводов фильтров 10 и 11 подключена к общему положительному выходу выпрямителей. Вторые выводы фильтров соединены с отрицательными выходами неуправляемого и
ляемого выпрямителя определяется регулировочной характеристикой. В процессе проведения сварочных работ величина сдвига импульсов управления не изменяется, что поз- воляет поддерживать ток паузы на минимальном определенном для данного технологического режима уровне. Изменение величины сдвига импульсов управления тиристорами 7 и 8 выполняется лищь при переходе к другому технологическому режиму
управляемого выпрямителей соответственно. сварки, требующему иного, отличного от преОбщий положительный полюс выпрямителей подключен к свариваемому изделию 12. Отрицательный полюс неуправляемого выпрямителя соединен с эмиттером параллельно включенных транзисторов 14 и 15. Отрицательный выход управляемого выпрямителя подключен к эмиттеру транзистора 16. Общая точка соединения коллекторов транзисторов 14-16 соединена со сварочным электродом 13. Выход генератора 20 прямоугольдыдущего, значения тока паузы, и устанавливается до начала проведения сварочных работ.
Выпрямленные напряжения на выходах 15 неуправляемого и управляемого выпрямителей сглаживаются фильтрами 10 и 11 соответственно, причем параметры элементов фильтров выбираются таким образом, чтобы пульсации напряжения являлись незначительными и ими можно было пренебречь.
ных импульсов подключен через усилитель 20 Поэтому ЭДС источника питания на
17 мощности к общей точке соединения без транзисторов 14 и 15 и к входу инвертирующего элемента 19, который через усилитель 18 мощности соединен с базой транзистора 16.
Источник работает следующим образом.
При подаче напряжения на первичную обмотку сварочного трансформатора на его вторичных обмотках появляется переменное напряжение, которое преобразуется в постоянное при помощи неуправляемого выпрямителя, состоящего из диодов 1-4 и управляемого выпрямителя, состоящего из диодов 5 и 6 и тиристоров 7 и 8. При этом на выходе неуправляемого выпрямителя, положительный полюс которого образован общей точкой соединения катодов диодов 3 и 4, а отрицательный - общей точкой соединения анодов диодов 1 и 2, шипрям.ленное напряжение постоя/1но и не может изменяться, а его величина определяет значение тока сварки, в данном случае 600 А. Система 9 управления обеспечивает сдвиг импульсов, подаваемых на управляющие э.чектроды тиристоров 7 и 8, что позволяет из.менять величину выпрямленного напряжения на выходе управляемого выпрявыходе неуправляемого выпрямителя предполагается идеально сглаженной. В процессе изменения величины сдвига управляющих импульсов также изменяются пульсации
25 выпрямленного напряжения на выходе управляемого выпрямителя, однако использование сглаживающего фильтра 11 существенно снижает их значение, что позволяет считать ЭДС источника на выходе управляемого выпрямителя также идеально сгла30 женной с изменяющейся в зависимости от величины сдвига импульсов управления амплитудой.
Генератор 20 прямоугольных импульсов
формирует сигнал двух уровней - единичI ного, частота которого может изменяться,
35 и нулевого, соответствующий импульсу и паузе на его выходе. Единичный сигнал с выхода генератора 20 импульсов усиливается усилителем 17 мощности и поступает на базы транзисторов 14 и 15, что обеспечи40
вает их открытое состояние. Одновременно нулевой сигнал с выхода инвертирующего элемента 19, обусловленный единичным уровнем на его входе, соединенным с выходом генератора 20 прямоугольных импульсов, через усилитель 18 мощности поступает на
мителя, отрицательный полюс которого об- д5 базу транзистора 16, который находится в
разован общей точкой соединения анодов тиристоров 7 и 8, а положительный - общей точкой соединения катодов диодов 5 и 6. В зависимости от требований технологии, для каждого конкретного случая, до
запертом состоянии. Ток сварки в этом случае протекает через открытые транзисторы 14 и 15 и. достигает 600 А. В течение интервала паузы на выходе генератора 20 прямоугольных импульсов появляется нуленачала выполнения сварочных работ систе- 50 вой сигнал, что приводит к запиранию
ма 9 управления путем сдвига импульсов, подаваемых на управляющие электроды тиристоров 7 и 8, обеспечивает на выходе управляемого выпрямителя постоянное напряжение, величина которого определяет значение тока паузы. Зависимость между 55 величиной сдвига импульсов и значением выпрямленного напряжения на выходе управтранзистора 16, обусловленному возникновением единичного сигнала на выходе инвертирующего элемента 19, его усилением усилителем 18 мощности. В этом случае ток паузы протекает через открытый транзистор 16 и поддерживается на минимальном уровне, предотвращающем обрыв дуги при соответствующем технологическом режиляемого выпрямителя определяется регулировочной характеристикой. В процессе проведения сварочных работ величина сдвига импульсов управления не изменяется, что поз- воляет поддерживать ток паузы на минимальном определенном для данного технологического режима уровне. Изменение величины сдвига импульсов управления тиристорами 7 и 8 выполняется лищь при переходе к другому технологическому режиму
сварки, требующему иного, отличного от предыдущего, значения тока паузы, и устанавливается до начала проведения сварочных работ.
Выпрямленные напряжения на выходах 15 неуправляемого и управляемого выпрямителей сглаживаются фильтрами 10 и 11 соответственно, причем параметры элементов фильтров выбираются таким образом, чтобы пульсации напряжения являлись незначительными и ими можно было пренебречь.
0 Поэтому ЭДС источника питания на
выходе неуправляемого выпрямителя предполагается идеально сглаженной. В процессе изменения величины сдвига управляющих импульсов также изменяются пульсации
25 выпрямленного напряжения на выходе управляемого выпрямителя, однако использование сглаживающего фильтра 11 существенно снижает их значение, что позволяет считать ЭДС источника на выходе управляемого выпрямителя также идеально сгла30 женной с изменяющейся в зависимости от величины сдвига импульсов управления амплитудой.
Генератор 20 прямоугольных импульсов
формирует сигнал двух уровней - единичI ного, частота которого может изменяться,
35 и нулевого, соответствующий импульсу и паузе на его выходе. Единичный сигнал с выхода генератора 20 импульсов усиливается усилителем 17 мощности и поступает на базы транзисторов 14 и 15, что обеспечи40
вает их открытое состояние. Одновременно нулевой сигнал с выхода инвертирующего элемента 19, обусловленный единичным уровнем на его входе, соединенным с выходом генератора 20 прямоугольных импульсов, через усилитель 18 мощности поступает на
д5 базу транзистора 16, который находится в
базу транзистора 16, который находится в
запертом состоянии. Ток сварки в этом случае протекает через открытые транзисторы 14 и 15 и. достигает 600 А. В течение интервала паузы на выходе генератора 20 прямоугольных импульсов появляется нулевой сигнал, что приводит к запиранию
транзистора 16, обусловленному возникновением единичного сигнала на выходе инвертирующего элемента 19, его усилением усилителем 18 мощности. В этом случае ток паузы протекает через открытый транзистор 16 и поддерживается на минимальном уровне, предотвращающем обрыв дуги при соответствующем технологическом режиме сварки, например при технологическом режиме 100 А, соответствующем режиму сварки с использованием известного источника.
Формула изобретения
Источник питания для импульсно-ду- говой сварки в защитном газе, содержащий сварочный трансформатор, три транзистора, неуправляемый выпрямитель, два усилителя мощности, генератор прямоугольных импульсов, сварочный электрод, регулируемую анодную группу, систему управления, два сглаживающих фильтра, инвертирующий элемент, причем положительный полюс неуправляемого выпрямителя соединен со свариваемым изделием, а отрицательный - с эмиттером первого и второго параллельно включенных транзисторов, базы которых через первый усилитель мощности соединены с выходом генератора прямоугольных импульсов, который через инвертирующий элемент и второй усилитель мощности соединен с базой третьего транзистора, сварочный электрод соединен с коллекторами первого, второго и третьего транзисторов, а первый из сглажи- 5 вающих фильтров включен между положительным и отрицательным полюсами неуправляемого выпрямителя, отличающийся тем, что, с целью снижения массогабарит- ных показателей, источник дополнительно снабжен нерегулируемой катодной группой, а сварочный трансформатор содержит дополнительную вторичную обмотку, причем аноды нерегулируемой катодной группы соединены с катодами регулируемой анодной группы, образуя управляемый выпрямитель,
положительный полюс которого соединен со свариваемым изделием, а отрицательный - с эмиттером третьего транзистора и подключен к дополнительной вторичной обмотке сварочного трансформатора, а второй сглаживающий фильтр включен между поло0 жительным и отрицательным полюсами управляемого выпрямителя.

| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для импульсно-дуговой сварки в защитном газе | 1985 |
|
SU1291322A1 |
| Инверторный сварочный источник | 1988 |
|
SU1542722A1 |
| Однофазный выпрямитель для сварки плавящимся электродом | 1990 |
|
SU1722727A1 |
| Устройство для регулирования температуры | 1982 |
|
SU1024891A1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
| Источник питания для сварки импульсной дугой | 1976 |
|
SU705750A1 |
| Управляемый трёхфазный выпрямитель с плавным регулированием выходного напряжения | 2024 |
|
RU2833903C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ЭНДОСКОПИЧЕСКОЙ ТЕХНИКИ | 2000 |
|
RU2161901C1 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
Изобретение относится к сварке и может быть использовано в электротехнологии в качестве источника питания для импульс- но-дуговой сварки в защитном газе. Цель изобретения - снижение массогабаритных показателей источника. Устройство содержит сварочный трансформатор, неуправляемый выпря.митель, три транзистора, два усилителя мощности, два сглаживающих фильтра, инвертирующий элемент, генератор прямоугольных импульсов, нерегулируемую катодную группу и регулируемую анодную группу. Аноды диодов нерегулируемой катодной группы соединены с катодами регулируемой анодной группы,собранной из тиристоров. Полученный управляемый выпрямитель, собранный по несимметричной однофазной мостовой схеме и подключенный к дополнительной вторичной обмотке сварочного трансформатора, позволяет получить требуемое значение тока паузы при неглубоком регулировании. При этом уровень гармоник в кривой выпрямленного напряжения, прикладываемого к нагрузке в течение паузы, невысок. Это позволяет для эффекта сглаживания использовать фильтр меньщей мощности и, следовательно, снизить массогаба- ритные показатели источника в целом. I ил. сл
щ
15
Лп
. П
12
3j
| Источник питания для импульсно-дуговой сварки в защитном газе | 1985 |
|
SU1291322A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
