Изобретение относится к биологической очистке сточных вод промьга:- ленных предприятий и хозяйственно- бытовых, может быть использовано при изготовлении загрузочного материгша для азробшзпс и анаэробных биофильтров.
Цель изобретения - сокращение экономических затрат за счет снижения стоимости работ и расхода материгшов
На чертеже изображена технологическая схема изготовления загрузки.
Изготавливается загрузка посредством соединения (сварки, прошивания, склеивания и др.) двух полимерных пленок или листов в направлении, поперечном или (общем виде) под углом к направлению экструзии. Одна из этих пленок должна быть термоусажи- вающейся. Расстояние между поперечными соединительными швами определяет конструктивные параметры загрузочного материала - зазор для стекания сточной жидкости, образования биологической пленки и газообмена, ную поверхность загрузки, а также ее пористость. Чем вьре концентрация органических загрязнений и взвешенных веществ в сточных водах, тем больше должно быть расстояние между поперечными швами. В среднем зазор в загрузочном материале должен быть 20-30 мм.
Полученный материал сматывается в рулоны или нарезается в пачки. После транспортировки в компактном виде непосредственно на месте применения рулонный или листовой материал (двухслойный) термостатируют при 80- 130 С. Этот процесс можно осуществлять, протягивая материал через емкость с жидким теплоносителем, возможен нагрев горячим воздухом или газом (например, использование тепла отходящих газов), электрокалорифером и т.д. Скорость протягивания ( термостатирования) зависит от свойств материала, температуры окружающего воздуха, выбора способа термостатирования и определяется опытным путем
Во время нагревания происходит усадка термоусаживающейся пленки примерно в 1,5-2 раза, в то время как обычная пленка сохраняет свою длину, что приводит к образованию гофрированной ленты или листа.
Окончательная г.борка загрузочного материала для монтажа его в био
.
.
fO
f5
15532
фильтр наиболее удобна посредством намотки его в рулоны, оптимальный диаметр которых 20-60 см. Для компактных, круглых в плане установок
5 малой производительности (диаметром до 2 м) возможно применение рулона загрузочного материала, равного внутреннему диаметру установки. Возможна также сборка загрузочного материала в прямоугольные блоки.
Пример. Гофрированный загрузочный материал для биофильтров из двух слоев пленочного полимерного материала толщиной 0,2 мм, один из которых термоусаживающийся, одноос- но ориентированный в направлении экструзии 1, другой обычный 2. Расстояние между сварными щвами 3, перпендикулярными к направлению экстру- зии, равно 60 мм. После термостатирования при 120 С в термостате 4, непосредственно на месте применения термоусаживающаяся пленка уменьшает
jf свою дпину в 2 раза, соответственно увеличивается ее толщина до 0,4 мм, что в свою очередь усиляет жесткость блока. Такой загрузочный материал имеет удельную поверхность 250 , пористость 96,7%, объемную массу 31,4 кг/м , рабочий размер ячейки 23x30 мм.
Использование предлагаемого загрузочного материала и способа его изготовления позволяет значительно упростить и удешевить как сам процесс изготовления, так и процесс сборки и монтажа, а также транспортировку загрузочного материала, кроме того.
20
35
40
экономится значительное количество сьфьевого материала вследствие уменьшения толщины.
Формула изобретения
Способ изготовления загрузки для биофильтров, включающий соединение двух слоев полимерной пленки или листа, расположенными на расстоянии друг от друга швами, и сборку их в
50
55
блоки или рулоны, отличающийся тем, что, с целью сокращения экономических затрат за счет снижения стоимости работ и расхода материалов, в качестве одного из слоев используют термоусаживающийся полимерный материал, одноосно ориентированный в направлении экструзии, и после соединения двух слоев швами термостатируют их для образования гофр.
2 д
/
/ 5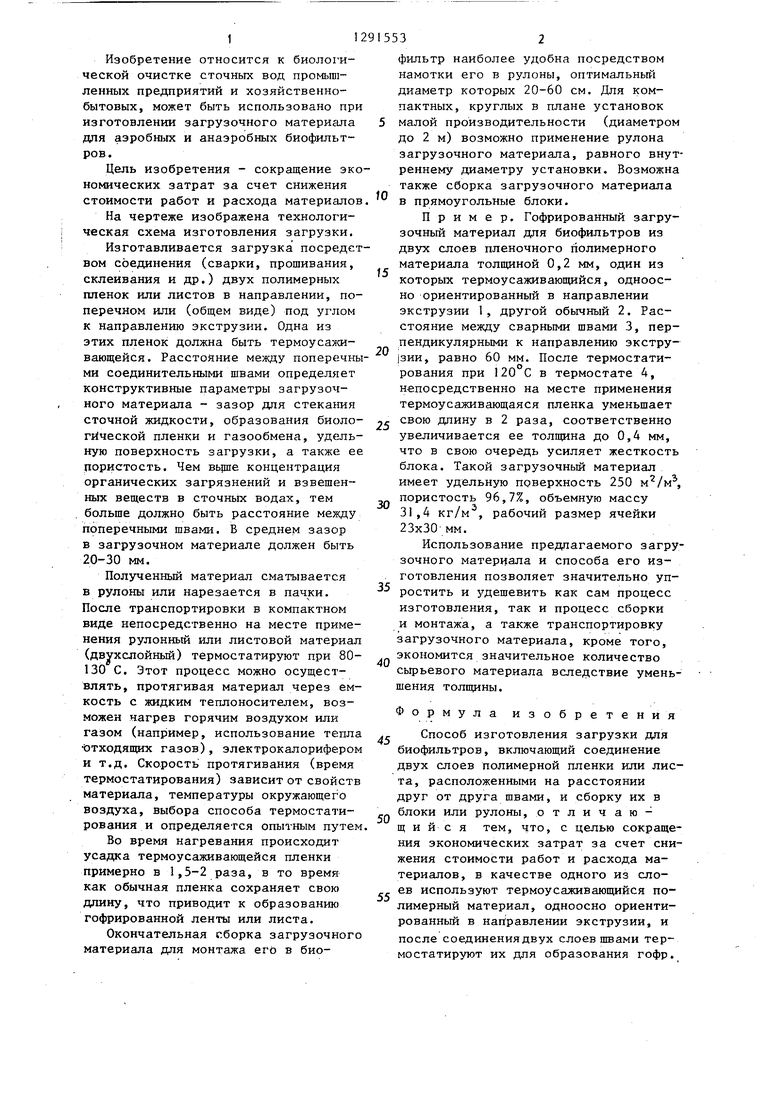
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления загрузки для биофильтров | 1987 |
|
SU1491818A1 |
| Загрузка для биофильтров | 1985 |
|
SU1291552A1 |
| Модуль загрузки биофильтра и способ его монтажа | 1985 |
|
SU1333651A1 |
| ПЛОСКОСТНОЙ ЭЛЕМЕНТ ЗАГРУЗКИ ДЛЯ БИОЛОГИЧЕСКОЙ ОЧИСТКИ СТОЧНЫХ ВОД | 1996 |
|
RU2095320C1 |
| Способ сборки блоков загрузки биофильтра и устройство для его осуществления | 1990 |
|
SU1763388A1 |
| ЭЛЕМЕНТ ЗАГРУЗКИ ДЛЯ БИОФИЛЬТРОВ | 1994 |
|
RU2091332C1 |
| Загрузка для биофильтров | 1987 |
|
SU1560486A1 |
| Способ регулирования натяжения ленточного материала в печатной машине | 1990 |
|
SU1735055A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ГОФРИРОВАННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086413C1 |
| ЗАГРУЗКА БИОФИЛЬТРА | 1996 |
|
RU2116262C1 |
Изобретение относится к биологической очистке сточных вод и позволяет получить высокопористый, обладающий развитой поверхностью биооб- . растания, загрузочный материал для биологических фильтров, который компактен при транспортировке и технологичен в сборке и монтаже. Материал изготавливается путем соединения параллельными швами двух полимерных пленок или тонких листов, один из которых обычный, другой термоусажи- вающийся. Параллельные соединительные швы проходят по всей ширине двух соединяемых пленок. На месте применения двухслойный материал подвергает- термостатированию, в ходе которого происходит термоусадка материала и формируется готовый ft применению загрузочный материал. 1 ил.
Редактор Н.Гунько
Составитель Л.Суханова Техред А.Кравчук
Заказ 200/26 Тираж 852Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно.-полиграфическо е предприятие, г. Ужгород, ул. Проектная, 4
Корректор м. Самборская
