1
(21)А322013/31-26
(22)11.08.87
(46) 07.07.89. Бюл. № 25
(71)Московский инженерно-строительный институт им. В.В. Куйбышева
(72)Ю.В. Воронов, А.Л. Ивчатов и Ф.В. ШемарОБ
(53) 628.356(088.8)
(56)Яковлев С.В., Воронов Ю.В. Биологические фильтры. -М.: Строй- издат, 1982, с. 15-17.
Авторское свидетельство ССС № 1291553, кл. С 02 F 3/04, 1985.
(34) СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГРУЗКИ ДЛЯ БИОФИЛЬТРОВ
(57)Изобретение относится к биологической очистке сточных вод различного происхождения и позволяет получить высокопористый, обладающий развитой удельной поверхностью легкий загрузочный материал заводского изготовления, подготовленный к монтажу в биофильтр, с целью сокращения времени изготовления, снижения энергозатрат и экономии термоусаживающе- го полимерного материала слой полимерной пленки соединяют расположенными на расстоянии друг от друга швами со слоем термоусажирающегося полимерного материала, выполненного в виде лент, узких полос, шнуров или волокон, которые располагают на расстоянии друг от друга, не более расстояния между соединительными швами, из чередующихся обычных и термоуса- живающихся слоев полимерного материала формируют стопу, а оси соединительных швов в каждом последующем слое стопы из обычного полимерного материала, начиная с третьего снизу, смещают параллельно оси соединительных швов предыдущего елся на половину расстояния между швами, сформированную стопу подвергают термообработке. 2 ил.
СП
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления загрузки для биофильтров | 1985 |
|
SU1291553A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ КАБЕЛЕПРОВОДНЫХ ВКЛАДЫШЕЙ, СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ РУКАВОВ КАБЕЛЕПРОВОДА, ГИБКИЙ ТЕКСТИЛЬНЫЙ КАБЕЛЕПРОВОД | 2001 |
|
RU2250546C2 |
| Загрузка для биофильтров | 1985 |
|
SU1291552A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| ТЕПЛОГИДРОИЗОЛЯЦИОННЫЙ СТЫК ДЛЯ ИЗОЛЯЦИИ СТЫКОВЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ТЕПЛО- И ГИДРОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ С ДВОЙНОЙ ИЗОЛЯЦИЕЙ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2004 |
|
RU2246658C1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| ГИБКАЯ ПОЛИМЕРНО-БЕТОННАЯ ГЕОПЛИТА И АРМИРУЮЩАЯ ЕЕ ЯЧЕИСТАЯ СТРУКТУРА | 2007 |
|
RU2326283C1 |
| СПОСОБ АРМИРОВАНИЯ СЛАБЫХ ГРУНТОВ ОСНОВАНИЙ И ОТКОСОВ (ВАРИАНТЫ) И ГЕОРЕШЕТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2228479C1 |
| Модуль загрузки биофильтра и способ его монтажа | 1985 |
|
SU1333651A1 |
| ТЕПЛОИЗОЛИРОВАННЫЙ СТЫК ПРЕДВАРИТЕЛЬНО ТЕПЛОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ, СПОСОБ ЕГО ВЫПОЛНЕНИЯ И СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2000 |
|
RU2178859C2 |
Изобретение относится к биологической очистке сточных вод различного происхождения и позволяет получить высокопористый, обладающий развитой удельной поверхностью легкий загрузочный материал заводского изготовления, подготовленный к монтажу в биофильтр. С целью сокращения времени изготовления, снижения энергозатрат и экономии термоусаживающегося полимерного материала слой полимерной пленки соединяют расположенными на расстоянии друг от друга швами со слоем термоусаживающегося полимерного материала, выполненного в виде лент, узких полос, шнуров или волокон, которые располагают на расстоянии друг от друга, не более расстояния между соединительными швами, из чередующихся обычных и термоусаживающихся слоев полимерного материала формируют стопу, а оси соединительных швов в каждом последующем слое стопы из обычного полимерного материала, начиная с третьего снизу, смещают параллельно оси соединительных швов предыдущего слоя на половину расстояния между швами, сформированную стопу подвергают термообработке. 2 ил.
Изобретение относится к биологической очистке производственных и городских сточных вод и может быть использовано для изготовления загрузочных материалов аэробных и анаэробных биофильтров.
Цель изобретения - сокращение времени изготовления загрузки, снижение энергозатрат и экономия термо- усаживающегося полимерного материала.
Загрузочный материал изготавливают следующим образом.
На лист обычного полимера накладывается термоусадочный слой, выполненный в виде полос, лен7, шнуров и т.п. Эти ленты или полосы укладывают паргплельно, на расстоянии 30- 70 мм По всей поверхности обычного полимерного листа. Затем на эти тер- моусаживающиеся элементы накладывают второй лист обычного полимерного материала, равный по размеру первому, и все три слоя соединяют параллельными швами (сварка, склеивание, сши- ваьие и т.п.), расположенными перпендикулярно термоусаживающимся элементам (по оси). После чего снова укладывают термоусадочные элементы.
UP
00
Buai
00
3149
а на них - слой обычного полимерного материала и повторяют процесс соединения швами, причем начиная с третьего слоя обычного полимерного материала оси соединительных пдаов каждый раз смещают на расстояние, равное половине расстояния между швами (половина ширины шва). Таким образом, формируют стопу, которую с целью трансформирования в блок помещают в емкость (открытый бак, ванна и т.п.) с нагретой до ЗО-УО С жидкостью на 1-2 с.
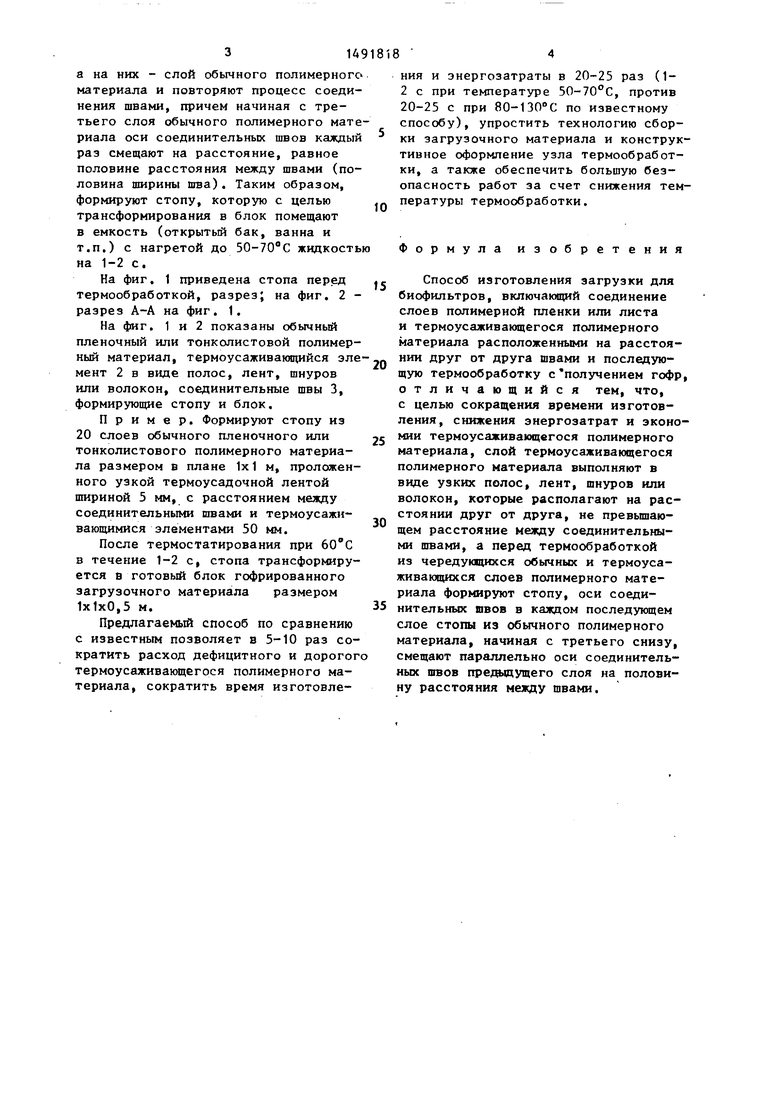
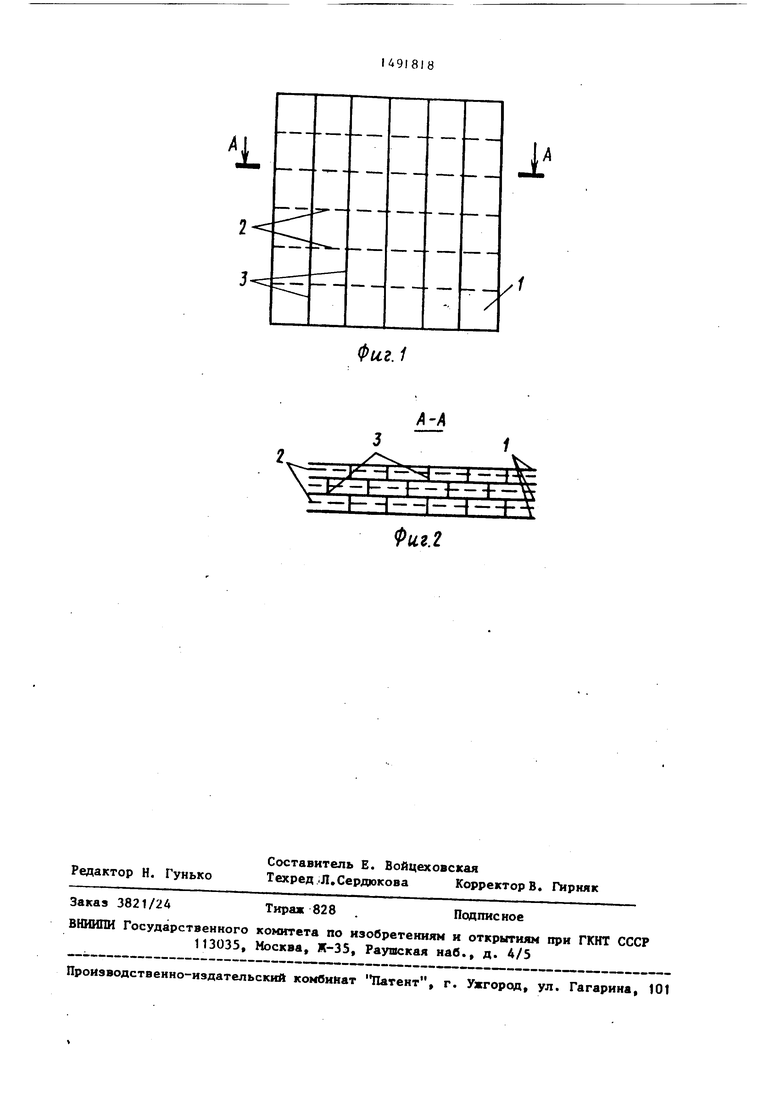
На фиг. 1 приведена стопа перед термообработкой, разрез; на фиг. 2 - разрез А-А на фиг. 1.
На фиг. 1 и 2 показаны обычный пленочный или тонколистовой полимерный материал, термоусаживающийся элемент 2 в виде полос, лент, шнуров или волокон, соединительные швы 3, формирующие стопу и блок.
Пример. Формируют стопу из
20 слоев обычного пленочного или
тонколистового полимерного материала размером в плане 1x1 м, проложенного узкой термоусадочной лентой шириной 5 мм, с расстоянием между соединительными швами и термоусажи- вающимися элементами 50 мм.
После термостатирования при бО С в течение 1-2 с, стопа трансформируется в готовый блок гофрированного загрузочного материала размером 1x1x0,5 м.
Предлагаемый способ по сравнению с известным позволяет в 5-10 раз сократить расход дефицитного и дорогог термоусаживающегося полимерного материала, сократить время изготовления и энергозатраты в 20-25 раз (1- 2 с при температуре 50-70°С, против 20-25 с при 80-1ЗО С по известному способу), упростить технологию сборки загрузочного материала и конструктивное оформление узла термообработки, а также обеспечить большую безопасность работ за счет снижения температуры термообработки.
Формула изобретения
Способ изготовления загрузки для биофильтров, включающий соединение слоев полимерной пленки или листа и термоусаживающегося полимерного материала расположенными на расстоянии друг от друга швами и последующую термообработку с получением гофр, отличающийся тем, что, с целью сокращения времени изготовления, снижения энергозатрат и экономии термоусаживающегося полимерного материала, слой термоусаживающегося полимерного материала выполняют в виде узких полос, лент, шнуров или волокон, которые располагают на расстоянии друг от друга, не превьш1аю- щем расстояние между соединительными швами, а перед термообработкой из чередующихся обычных и термоуса- живающихся слоев полимерного материала формируют стопу, оси соединительных швов в каждом последующем слое стопы из обычного полимерного материала, начиная с третьего снизу, смещают параллельно оси соединительных швов предадущего слоя на половину расстояния между швами.
-r rr//
-jr. -f-y
- ;-h--t- f-- + 7-Vt
i-H--i--f---t-A(г.2
Редактор Н. Гунько
Составитель Е. Войцеховсхая
Техред..Л.Сердюкова Корректоре. Гирняк
Заказ 3821/24
Тираж 828
ВНИИПИ Государственного KOierreTa по изобретениям и открытиям при ГКНТ СССР 113033, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.1
Подпис кое
