Изобретение относится к автоматизации литейных процессов, а именно к дозированию жидких металлов электромагнитными и магнитодинамическими насосами.
Цель изобретения - повышение точности дозирования.
На фиг.1 изображена блок-схема устройства для дозирования расплавконтакты которого являются выходом для подачи корректирующего импульса на блок 17 пуска и останова. Нормально закрытые контакты реле Р2, в качестве которого может быть использовано любое реле постоянного тока на данное напряжение, являются первым выходом блока 16 управления.
Блок 17 пуска и останова собран
ленного металла; на фиг.2 - прин1Ц1пи-10 на базе пускателя типа ПА-512 и кнопки Пуск. Принципиальная схема блока показана на фиг.З.
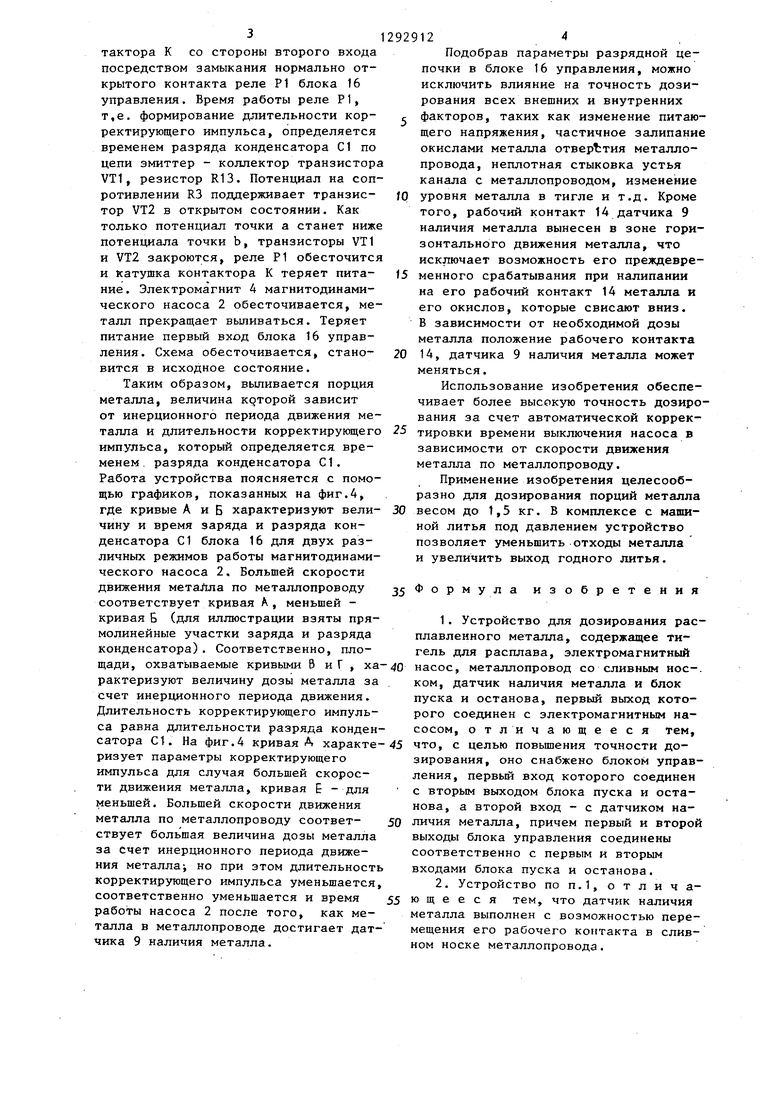
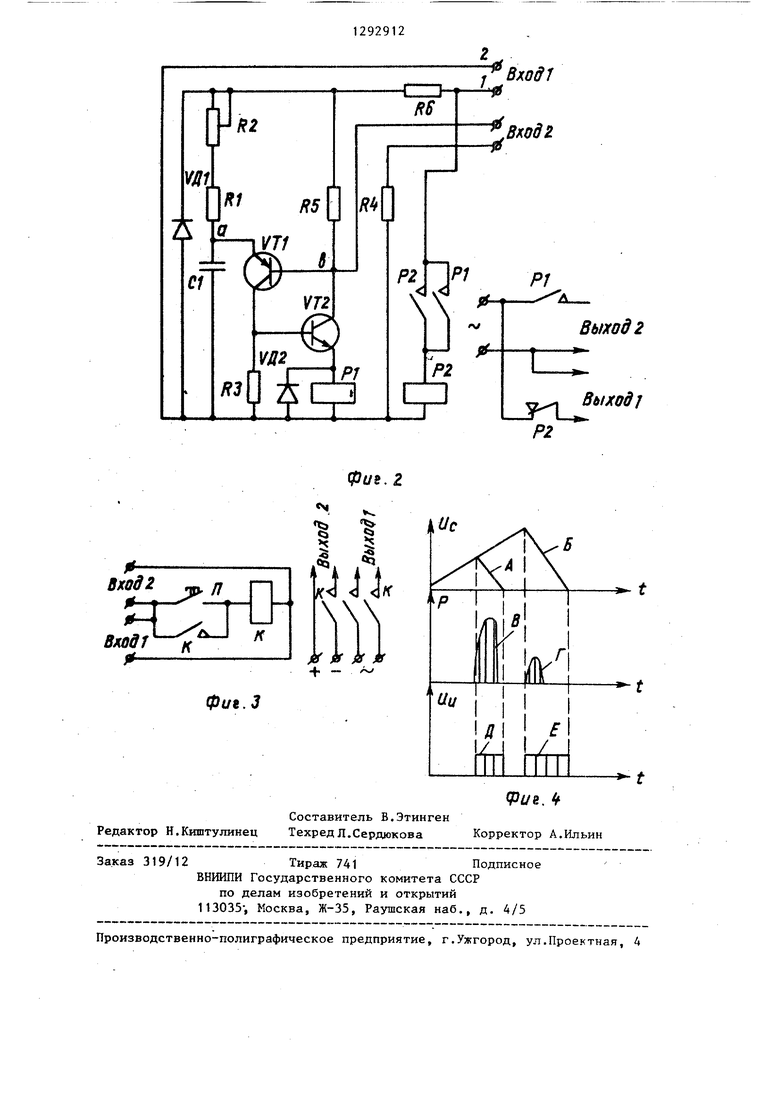
альная схема блока управления; на фиг.З - принципиальная схема блока пуска и останова; на фиг.4 - кривые, характеризующие работу блока управления и устройства в целом.
Устройство для дозирования расплавленного металла с использованием инерционного периода движения содержит тигель 1 с магнитодинамическим насосом 2, включающим индуктор 3, электромагнит 4, канал 5 в устье 6 которого вставлен металлопровод 7. В верхней металлопровода 7 расположен сливной носок 8 и датчик 9 наличия металла, включающий направ17пуска и останова, с помощью которого подается питание на электромагнит 4 магнитодинамического насоса 2. Под действием напора, создаваемого насосом 2, металл по металлопроводу поднимается к рабочему контакту 14
ляющую втулку 10 с фиксатором 11, стержень 12, соединенный с втулкой 13, выполненный из изоляционного материала, в отверстии которой расположен рабочий контакт 14 датчика 9 на- 30 датчика 9 наличия металла. Одновре- Личия металла, фиксируемый винтом менно происходит заряд конденсатора
С1 блока 16. Ток заряда конденсатора С1 протекает по цепи плюс источник питания (не показано) с второго вы15. Второй провод датчика наличия металла соединен с расплавом в тигле (не показано). Для осуществления выключения насос,а 2 с задержкой, пропор- 35 ода блока 17 пуска и останова на
первый вход блока 16 управления, с ротивления R6, R2, R1, конденсатор С1, второй провод второго выхода блока 17 пуска и останова, контакт
циональной времени движения металла к датчику 9 наличия металла, в устройство введен блок 16 управления, первый вход которого связан со втопервый вход блока 16 управления, сопротивления R6, R2, R1, конденсатор С1, второй провод второго выхода блока 17 пуска и останова, контакт
рым выходом блока 17 пуска и остано- 40 минус источника питания. Транзисторы VT1 и VT2 закрыты, так как потенциал точки а транзистора VT1 ниже потенциала точки b. С выхода металло- провода 7 мет;1лл выливается в слив- первым и вторым входами блока 17 пус- 45 носок 8 и,, двигаясь вдоль него, ка и останова. Первый выход блока 17 касается контакта 14 датчика 9 налива, а второй - с датчиком 9 наличия металла .
Первый и второй выходы блока 16 управления связаны соответственно с
пуска и останова связан с электромагнитом 4 магнитодинамического насоса 2. Блок 16 собран на транзисторах по схеме замещения тиристора.
Принципиальная схема блока 16 управления показана на фиг.2. На первый вход блока 16 подается напряжение питания с блока 17 пуска и останова; второй вход соединен с датчиком 9 наличия металла. В эмиттерной цепи транзистора VT2 включено реле постоянного тока, например, типа РЭС-9,
контакты которого являются выходом для подачи корректирующего импульса на блок 17 пуска и останова. Нормально закрытые контакты реле Р2, в качестве которого может быть использовано любое реле постоянного тока на данное напряжение, являются первым выходом блока 16 управления.
Блок 17 пуска и останова собран
10 на базе пускателя типа ПА-512 и кнопки Пуск. Принципиальная схема блока показана на фиг.З.
Устройство для дозирования расплавленного металла с использованием
15 инерционного периода движения работает следующим образом.
С помощью кнопки Пуск включается пускатель К блока 17 пуска и останова, который одной парой контактов бло20 кирует кнопку Пуск, а другой парой подает питание на первый вход блока
16управления. Силовые контакты пускателя К образуют первьй выход блока
17пуска и останова, с помощью которого подается питание на электромагнит 4 магнитодинамического насоса 2. Под действием напора, создаваемого насосом 2, металл по металлопроводу 7 поднимается к рабочему контакту 14
25
30 датчика 9 наличия металла. Одновре- менно происходит заряд конденсатора
ода блока 17 пуска и останова на
первый вход блока 16 управления, сопротивления R6, R2, R1, конденсатор С1, второй провод второго выхода блока 17 пуска и останова, контакт
чия металла. Потенциал точки b блока 16 становится ниже потенциала точки а, транзисторы VT1 и VT2 открываются
50 и реле Р1 срабатывает. Его нормально открытый контакт подает питание на реле Р2, которое срабатывает и своими нормально закрытыми контактами обесточивает первьй выход. Катушка
55 контактора К блока 17 пуска и останова обесточивается со стороны своего первого входа, но в это время подключается питание на катушку кон3
тактора К со стороны второго входа посредством замыкания нормально открытого контакта реле Р1 блока 16 управления. Время работы реле Р1, т,е, формирование длительности корректирующего импульса, определяется временем разряда конденсатора С1 по цепи эмиттер - коллектор транзистора VT1, резистор R13. Потенциал на сопротивлении R3 поддерживает транзистор VT2 в открытом состоянии. Как только потенциал точки а станет ниже потенциала точки Ь, транзисторы VT1 и VT2 закроются, реле Р1 обесточится и катушка контактора К теряет питание. Электромагнит 4 магнитодинами- ческого насоса 2 обесточивается, металл прекращает выливаться. Теряет питание первый вход блока 16 управления. Схема обесточивается, становится в исходное состояние.
Таким образом, выливается порция металла, величина KQTOPOU зависит от инерционного периода движения металла и длительности корректирующего импульса, который определяется временем, разряда конденсатора С1. Работа устройства поясняется с помощью графиков, показанных на фиг.4, где кривые А и Б характеризуют величину и время заряда и разряда конденсатора С1 блока 16 для двух различных режимов работы магнитодинами- ческого насоса 2. Большей скорости движения металла по металлопроводу соответствует кривая А, меньшей - кривая Б (для иллюстрации взяты прямолинейные участки заряда и разряда конденсатора). Соответственно, площади, охватываемые кривыми В и Г , характеризуют величину дозы металла за счет инерционного периода движения. Длительность корректирующего импульса равна длительности разряда конденсатора С1. На фиг.4 кривая Л характеризует параметры корректирующего импульса для случая большей скорости движения металла, кривая Е - для меньшей. Большей скорости движения металла по металлопроводу соответствует большая величина дозы металла за счет инерционного периода движения металла но при этом длительност корректирующего импульса уменьшается соответственно уменьшается и время работы насоса 2 после того, как металла в металлопроводе достигает датчика 9 наличия металла.
929124
Подобрав параметры разрядной цепочки в блоке 16 управления, можно исключить влияние на точность дозирования всех внешних и внутренних с факторов, таких как изменение питающего напряжения, частичное залипание окислами металла отверстия металло- провода, неплотная стыковка устья канала с металлопроводом, изменение
fO уровня металла в тигле и т.д. Кроме того, рабочий контакт 14 датчика 9 наличия металла вынесен в зоне горизонтального движения металла, что исключает возможность его преждевре15 менного срабатывания при налипании на его рабочий контакт 14 металла и его окислов, которые свисают вниз. В зависимости от необходимой дозы металла положение рабочего контакта
20 14, датчика 9 наличия металла может меняться.
Использование изобретения обеспечивает более высокую точность дозирования за счет автоматической коррек2-5 тировки времени выключения насоса в зависимости от скорости движения металла по металлопроводу.
Применение изобретения целесообразно для дозирования порций метгипла
30 весом до 1,5 кг, В комплексе с машиной литья под давлением устройство позволяет уменьшить отходы металла и увеличить выход годного литья.
35 Формула изобретения
1. Устройство для дозирования расплавленного металла, содержащее тигель для расплава, электромагнитный 40 насос, металлопровод со сливным нос-. ком, датчик наличия металла и блок пуска и останова, первый выход которого соединен с электромагнитным насосом, отличающееся тем,
5 что, с целью повьш1ения точности дозирования, оно снабжено блоком управления, первый вход которого соединен с вторым выходом блока пуска и останова, а второй вход - с датчиком на0 личия металла, причем первый и второй выходы блока управления соединены соответственно с первым и вторым входами блока пуска и останова.
2. Устройство поп.1,отлича5 ю щ е е с я тем, что датчик наличия металла выполнен с возможностью перемещения его рабочего контакта в сливном носке металлопровода.
V
BKOdi
Выход 2
Выходу
фиъ. Z
Фг/е. 4
Составитель В.Этинген Редактор Н.Киштулинец Техред Л.Сердюкова Корректор А.Ильин
Заказ 319/12Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035-, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования расплавленного металла | 1989 |
|
SU1616777A2 |
| Устройство для дозирования расплавленного металла | 1983 |
|
SU1154039A1 |
| КОММУТАЦИОННОЕ УСТРОЙСТВО | 1996 |
|
RU2124806C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОДРЫВОМ ТАНДЕМНОЙ БОЕВОЙ ЧАСТИ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2316723C1 |
| КОММУТАЦИОННОЕ УСТРОЙСТВО | 1997 |
|
RU2175166C2 |
| ДОПЛЕРОВСКИЙ РАДИОВОЛНОВОЙ ИЗВЕЩАТЕЛЬ С ИСПОЛНИТЕЛЬНЫМ УСТРОЙСТВОМ ДЛЯ ОХРАННОЙ ТРЕВОЖНОЙ СИГНАЛИЗАЦИИ | 2012 |
|
RU2529544C2 |
| СИГНАЛЬНОЕ УСТРОЙСТВО ТРАНСПОРТНОГО СРЕДСТВА | 1993 |
|
RU2070114C1 |
| ДВУХКАНАЛЬНАЯ СИСТЕМА ДЛЯ РЕГУЛИРОВАНИЯ ДВИЖЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2004 |
|
RU2286279C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ВЕНТИЛЯТОРОМ АВТОМОБИЛЬНОГО ДВИГАТЕЛЯ | 1991 |
|
RU2053384C1 |
| ОГРАНИЧИТЕЛЬ НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2004 |
|
RU2276634C1 |
Изобретение относится к области автоматического дозирования жидкого металла электромагнитными насосами. Цель изобретения - повьшение точности дозирования. Существо изобретения заключается в том, что при подаче питания на блок 17 пуска и останова электромагнитного насоса 2 одновременно начинает заряжаться конденсатор в блоке 16 управления. Под действием напора, создаваемого насосом 2, металл по металлопроводу 7 поднимается вверх и на выходе касается рабочего контакта 14 датчика 9 наличия металла. За счет этого корректируется момент времени отключения насоса в зависимости от скорости движения металла по металлопроводу. При изменении скорости движения металла изменяется длительность корректирующего импульса, вырабатьшаемого в блоке 16 управления, и изменяется длительность работы насоса, в результате чего повышается точность дозирования. 1 з.п.ф-лы. 4 ил. СЛ ю ю ьэ со tc
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ дозирования с использованием инерционного периода движения металла | 1977 |
|
SU688281A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
