Изобретение относится к способам изготовления ирисовых пружин измерительной техники и может быть использовано, в частности, для изготовления ирисовых пружин, применяемых в сейсмометрии.
Целью изобретения является повышение эффективности за счет уменьшения внутренних напряжений в радиальном направлении ирисовых пружин и улучшения их силовой характеристики.
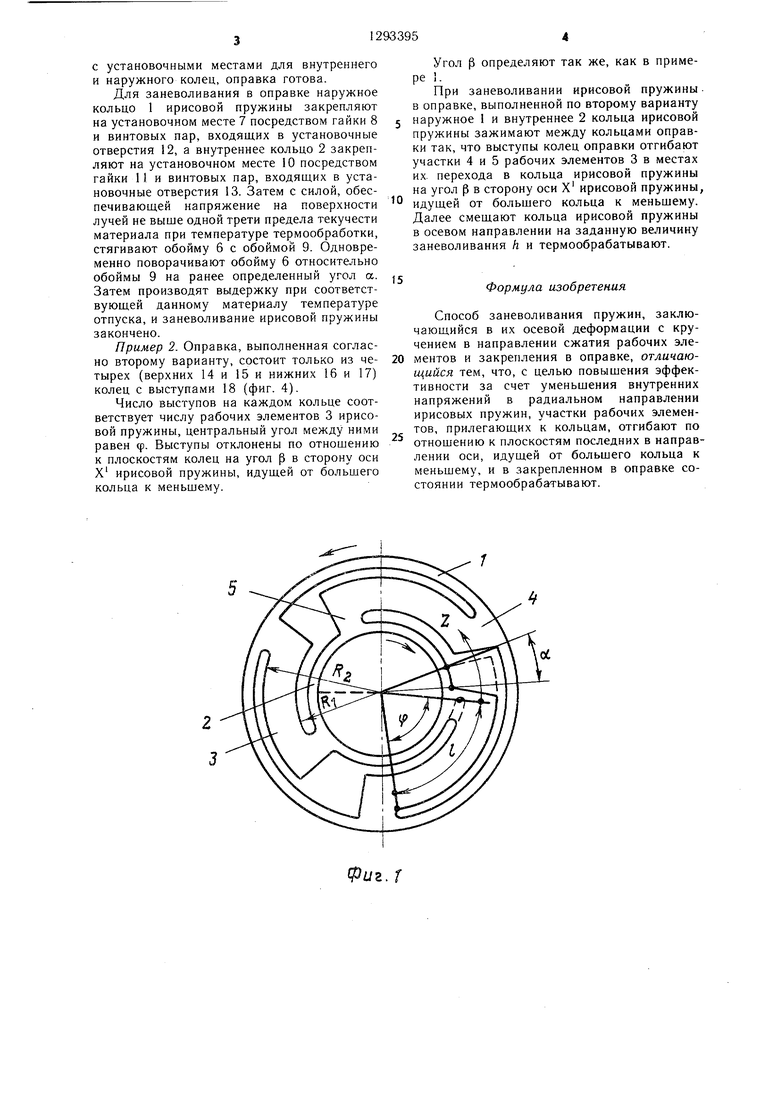
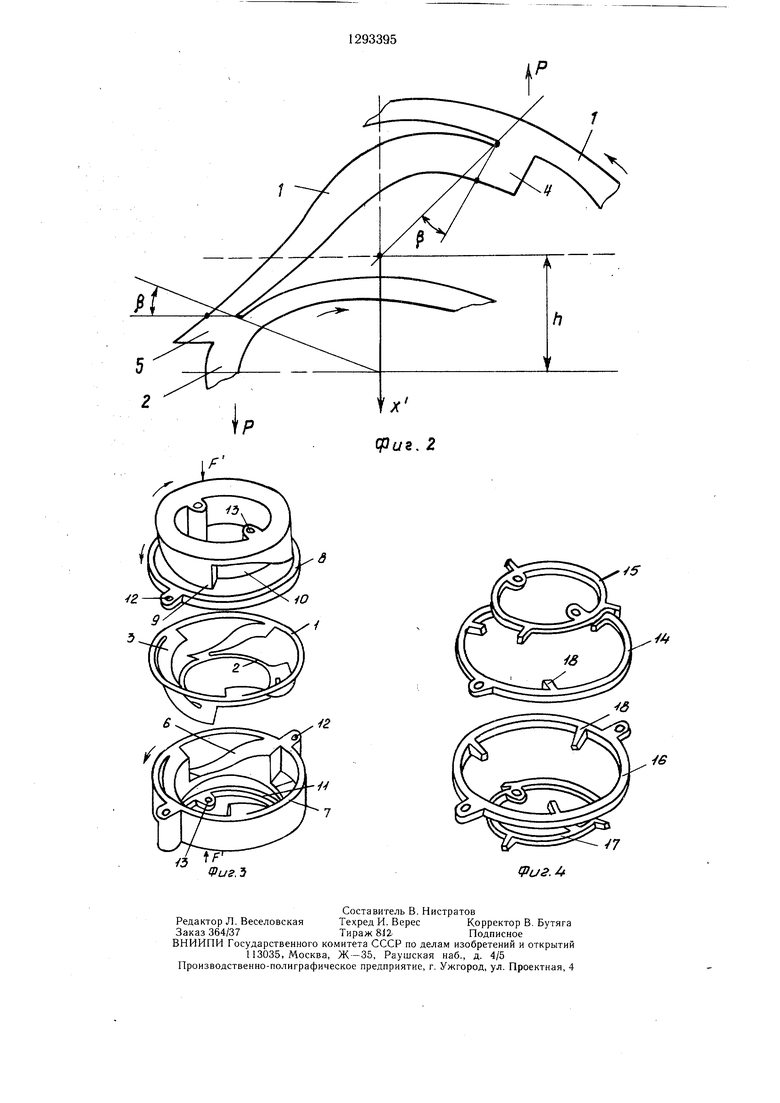
На фиг. 1 изображена ирисовая пружина, изготовленная по предлагаемому способу, вид сверху; на фиг. 2 - рабочий элемент ирисовой пружины в аксонометрии; на фиг. 3 - ирисовая пружина после заневоли- вания с разобранными половинами оправки; на фиг. 4 - то же, вариант исполнения.
Способ заневоливании пружин заключается в том, что ирисовую пружину деформируют в осевом направлении в оправке с кручением в направлении сжатия рабочих элементов, а участки рабочих элементов, прилегающих к кольцам, отгибают по отношению к плоскостям последних в направлении оси, идущей от большего кольца к меньшему, и в закрепленном в оправке состоянии тер- мообрабатывают.
Пример 1. Ирисовая пружина представляет собой, например, два кольца 1 и 2, с которыми жестко связаны расположенные между ними рабочие элементы 3 с участками 4 и 5, прилегающими соответственно к кольцам 1 и 2.
При заневоливании ирисовую пружину растягивают осевым усилием на заданную величину осевой деформации h (величину заневоливания).
Каждый рабочий элемент 3, являющийся ограниченной двумя дугами радиусов и (фиг. 1) пластиной, жестко заделан в местах перехода во внутреннее 2 и внешнее 1 кольца Радиус срединной дуги рабочих элементов
,-,/, К -
Длина дуги рабочих элементов между точками их перехода в кольца равна
/ Н--%,
где ф - центральный угол рабочего элемента между началами перехода в кольца.
Ось симметрии X заневоленной ирисовой пружины направлена в сторону от большего кольца к меньшему.
Оправку в зависимости от степени точности задания нагрузочной характеристики можно выполнять в двух вариантах.
Согласно первому, более точному варианту, ирисовая пружина зажимается в двух половинах оправки (фиг. 3) для термофиксации всей формы рабочих элементов при термообработке. Первая половина оправки состоит из обоймы 6 для укладки рабочих
элементов 3 с переходом на установочное место 7 наружного кольца 1 ирисовой пружины и гайки 8 для прикрепления наружного кольца к установочному месту 7; вторая
- половина - из обоймы 9 для укладки рабочих элементов 3 с переходом на установочное место 10 внутреннего кольца 2 ирисовой пружины и гайки 11 для прикрепления внутреннего кольца к установочному месту 10. Установочные отверстия 12 предназначены
для закрепления винтовыми парами (не показаны) между установочным местом 7 и гайкой 8 наружного кольца 1 ирисовой пружины, а установочные отверстия 13 - для закрепления винтовыми парами внут, реннего кольца 2 ирисовой пружины между установочным местом 10 и гайкой 11.
Заневоливание ирисовой пружины согласно предлагаемому способу в оправке, выполненной по первому варианту, осуществляетс- ся следующим образом.
0 Сначала для каждого конкретного типа ирисовых пружин изготовляют оправку. Для этого внутреннее 2 и наружное 1 кольца выполненной из пластины ирисовой пружины жестко закрепляют между гайками и смещают друг относительно друга на заданную величину заневоливания- h. Поворачивают внутреннее кольцо 2 относительно наружного 1 на угол а по направлению сжатия лучей. Угол а определяется по формуле
30
г,-ЗЛ 5RI
Одновременно отгибают участки соединения рабочих элементов с кольцами в направлении оси X , идущей от .большего кольца к меньшему, на угол р. Нормальное значение угла Р, соответствующее неизменному значению жесткости пружины в пределах прогибов, превышающих переход через плоское состояние, определяется по формуле
S arctg(2)В зависимости от требуемой жесткости ирисовой пружины в плоском состоянии угол р можно подбирать экспериментально.
Таким образом, изменением угла р можно
производить закрутку рабочих элементов и тем самым регулировать жесткость ирисовой пружины в плоском состоянии, вплоть до отрицательных значений.
Далее в условиях рабочей температуры
ирисовой пружины снимают форму рабочих элементов и изготовляют оправку, например, холодным твердением керамической пасты на основе окиси алюминия. Деформированную описанным способом ирисовую пружину помещают в керамическую пасту, которую
в процессе твердения подрезают до обнажения торцов рабочих элементов (в целях осуществления последующей разборки). Полученные обоймы для укладки лучей скрепляют
с установочными местами для внутреннего и наружного колец, оправка готова.
Для заневоливания в оправке наружное кольцо 1 ирисовой пружины закрепляют на установочном месте 7 посредством гайки 8 и винтовых пар, входящих в установочные отверстия 12, а внутреннее кольцо 2 закрепляют на установочном месте 10 посредством гайки 11 и винтовых пар, входящих в установочные отверстия 13. Затем с силой, обеспечивающей напряжение на поверхности лучей не выше одной трети предела текучести материала при температуре термообработки, стягивают обойму 6 с обоймой 9. Одновременно поворачивают обойму 6 относительно обоймы 9 на ранее определенный угол а. Затем производят выдержку при соответствующей данному материалу температуре отпуска, и заневоливание ирисовой пружины закончено.
Пример 2. Оправка, выполненная согласно второму варианту, состоит только из четырех (верхних 14 и 15 и нижних 16 и 17) колец с выступами 18 (фиг. 4).
Число выступов на каждом кольце соответствует числу рабочих элементов 3 ирисовой пружины, центральный угол между ними равен ф. Выступы отклонены по отношению к плоскостям колец на угол р в сторону оси X ирисовой пружины, идущей от большего кольца к меньшему.
Угол р определяют так же, как в примере 1.
При заневоливании ирисовой пружины в оправке, выполненной по второму варианту 5 наружное 1 и внутреннее 2 кольца ирисовой пружины зажимают между кольцами оправки так, что выступы колец оправки отгибают участки 4 и 5 рабочих элементов 3 в местах их. перехода в кольца ирисовой пружины на угол р в сторону оси X ирисовой пружины, идущей от большего кольца к меньщему. Далее смещают кольца ирисовой пружины в осевом направлении на заданную величину заневоливания h и термообрабатывают.
f5
Формула изобретения
Способ заневоливания пружин, заключающийся в их осевой деформации с кручением в направлении сжатия рабочих эле- ментов и закрепления в оправке, отличающийся тем, что, с целью повышения эффективности за счет уменьшения внутренних напряжений в радиальном направлении ирисовых пружин, участки рабочих элементов, прилегающих к кольцам, отгибают по отношению к плоскостям последних в направлении оси, идущей от большего кольца к меньшему, и в закрепленном в оправке состоянии термообрабатывают.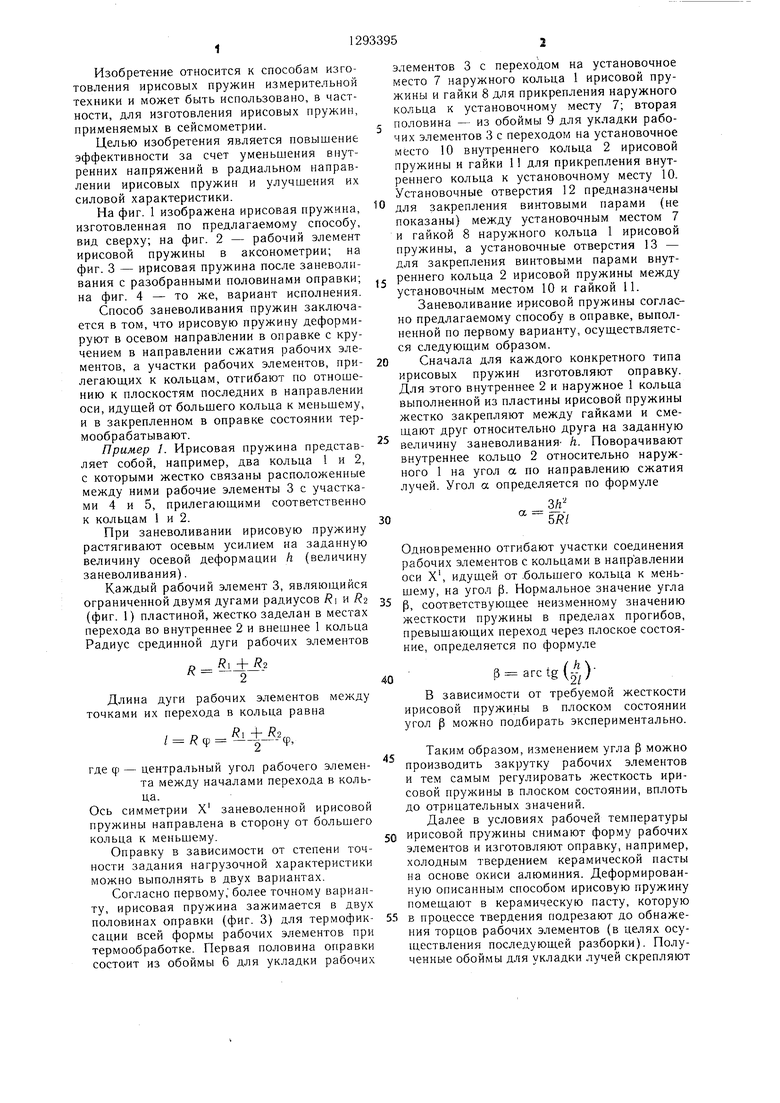
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения ирисовых пружин малой жесткости | 1988 |
|
SU1744314A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТРУБ С ВИНТОВЫМ ПРОФИЛЕМ | 2011 |
|
RU2477664C2 |
| Способ изготовления упругого элемента подвеса сейсмоприемника | 1989 |
|
SU1762286A1 |
| СНАРЯЖЕНИЕ ДЛЯ ОБРУБКИ ОТЛИВОК И КЛЁПКИ | 2014 |
|
RU2581935C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ СИЛОВОГО ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ В ПАКЕРЕ, КОНСТРУКЦИЯ ПАКЕРА, ЕГО РЕАЛИЗУЮЩАЯ, И СПОСОБ СБОРКИ ПАКЕРА С КАБЕЛЕМ, ЭТОЙ КОНСТРУКЦИЕЙ ОПРЕДЕЛЯЕМЫЙ | 2018 |
|
RU2686780C1 |
| Способ изготовления непрерывных обмоток и устройство для его осуществления | 1989 |
|
SU1677798A1 |
| Ирисовая пружина | 1984 |
|
SU1267322A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| ЭЛЕКТРОДИНАМИЧЕСКИЙ СЕЙСМОПРИЕМНИК | 1973 |
|
SU363059A1 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
Изобретение относительно к способам изготовления ирисовых пружин измерительной техники, например, в сейсмометрии. Целью изобретения является повышение эффективности за счет уменьшения внутренних напряжений в радиальном направлении ирисовых пружин и улучшения их силовой характеристики. Способ заключается в том, что ирисовую пружину деформируют в осевом направлении в оправке с кручением в направлении сжатия рабочих элементов, а участки рабочих элементов, при- легаюш.их к кольцам, отгибают по отношению к плоскостям последних в направлении оси, идущей от большего кольца к меньшему, и в закрепленном в оправке состоянии тер- мообрабатывают. 4 ил. ш ю со 00 со со сд
Фиг. Г
/5
(6
/7
Риг.
Составитель В. Нистратов
Редактор Л. ВеселовскаяТехред И. ВересКорректор В. Бутяга
Заказ 364/37Тираж 812Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, , Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ заневоливания пружин | 1976 |
|
SU580474A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для заневоливания пружин | 1979 |
|
SU815346A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| ВСЕСОЮЗНАЯ I niTei^-TCXnCHE^^Alf | 0 |
|
SU361335A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
