Известны способы получения деформирующих усилий при иомощи насосов и гидравлических прессов с нарастанием усилий посредством мультипликации давления рабочей жидкости.
Особенность описываемого способа заключается и том, что нарастание деформ.ирующих усилий создают в результате действия многоступенчатого электрогидравлического насоса, скомпанованного с прессом в один общий агрегат.
В случае применения нескольких электрогидравлическпх насосов они могут работать на один общий ресивер.
Способ предусматривает также использование первоначального импульсного толчка ж идкости от электрогидравлического насоса для осуществления начала течения металла через фильеру или насадку, расположенную в камере насоса, с последующим поддержанием течения металла, при отключенном электрогидравлическом насосе, на лгеньших давлениях, получаемых обычными средствами.
Электрогидравлический насос может быть использован также для дожима или доводки прессуемого изделия, с осуи1естплением подвода пуансона к нему обычным путем.
Отвод пуансона от изделия осуществляют обычными средствами, используя при этом для вывода жидкости из камеры пресса полость самого насоса, иосле отключения работы его разрядников.
Деформирующие усилия по настоящему способу создаются при помощи электрогидравлических ударов, воспроизводимых в результате импульсных электрических разрядов на электродах внутри объема токопроводящей и непроводящей жидкости. При этом непрерывное поступление жидкости под высоким давлением в рабочую камеру пресса
№ 129485
осуществляется последовательным чередованием искровых разрядов, производилых в камерах.
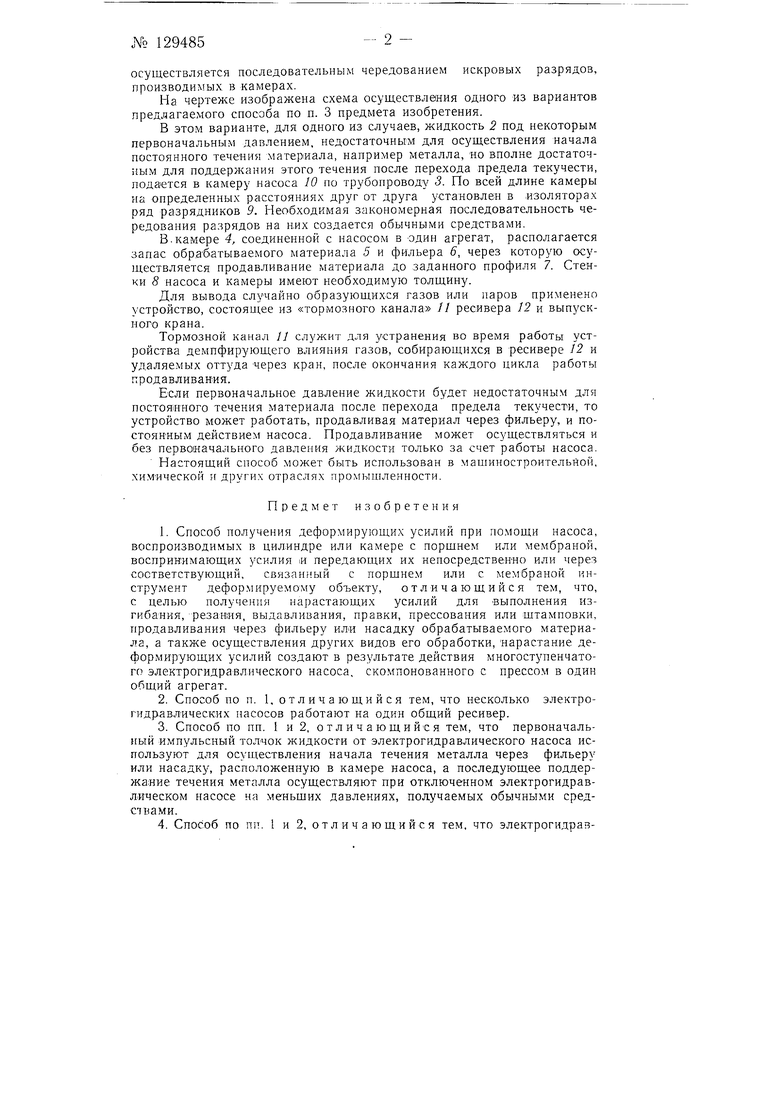
На чертеже изображена схема осуществления одного из вариантов предлагаемого способа по п. 3 предмета изобретения.
В этом варианте, для одного из случаев, жидкость 2 под некоторым первоначальным давлением, недостаточным для осуществления начала постоянного течения материала, например металла, но вполне достаточным для поддержания этого течения после перехода предела текучести, подается в камеру насоса 10 по трубопроводу 3. По всей длине камеры на определенных расстояниях друг от друга установлен в изоляторах ряд разрядников 9. Необходимая закономерная последовательность чередования разрядов на них создается обычными средствами.
В.камере 4, соединенной с насосом в один агрегат, располагается запас обрабатываемого материала 5 и фильера 6, через которую осуществляется продавливание материала до заданного профиля 7. Стенки 8 насоса и камеры имеют необходимую толщину.
Для вывода случайно образующихся газов или паров применено устройство, состоящее из «тормозного канала // ресивера 12 и выпускного крана.
Тормозной канал П служит для устранения во время работы устройства демпфирующего влияния газов, собирающихся в ресивере /2 и удаляемых оттуда через кран, после окончания каждого цикла работы продавливания.
Если первоначальное давление жидкости будет недостаточным для постоя1нного течения материала после перехода предела текучести, то устройство может работать, продавливая материал через фильеру, и постоянным действием насоса. Продавливание может осуществляться и без первоначального давления жидкости только за счет работы насоса.
Настоящий способ может быть использован в машиностроительной, химической и других отраслях промышленности.
Предмет изобретения
1.Способ получения деформирующих усилий при помощи насоса, воспроизводимых в цилиндре или камере с порщнем или мембраной, воспринимающих усилия и передающих их непосредственно или через соответствующий, связанный с поршнем или с мембраной инструмент деформируемому объекту, отличающийся тем, что, с целью получения нарастающих усилий для выполнения изгибания, резания, выдавливания, правки, прессования или штамповки, продавливания через фильеру или насадку обрабатываемого материала, а также осуществления других видов его обработки, нарастание дефор.мирующих усилий создают в результате действия многоступенчатого электрогидравлического насоса, скомпонованного с прессом в один общий агрегат.
2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что несколько электрогидравлических насосов работают на один общий ресивер.
3.Способ по пп. 1 и 2, отличающийся тем, что первоначальный импульсный толчок жидкости от электрогидравлического насоса используют для осуществления начала течения металла через фильеру или насадку, расположенную в камере насоса, а последующее поддержание течения металла осуществляют при отключенном электрогидравлическом насосе на меньщих давлениях, получаемых обычными средствами.
4.Способ по пп. 1 и 2, отличающийся тем, что электрогидрав