. Известные способы штамповки, вытяжки, гибки и производства других операций деформирования листовых материалов предусматривают применение гидравлических или механических прессов, в которых давление жидкости создается при помощи насосных или компрессорных установок.
Описываемый способ предусматривает осупдествление указанных технологических операций действием электрогидравлических ударов, создаваемых в открытом или замкнутом сосуде, днищем, стенкой или крышкой которого служит обрабатываемый материал, при разрядах между электродами и обрабатываемым материалом или между двумя электродами, один из которых выполнен в виде кольца, или между электродом и токопроводящей сеткой, или эластичным листом с проходящими сквозь него токопроводящими контактами с возможным перемещением электродов линейно, по спирали или с задержкой их движения над местами глубокой вытяжки.
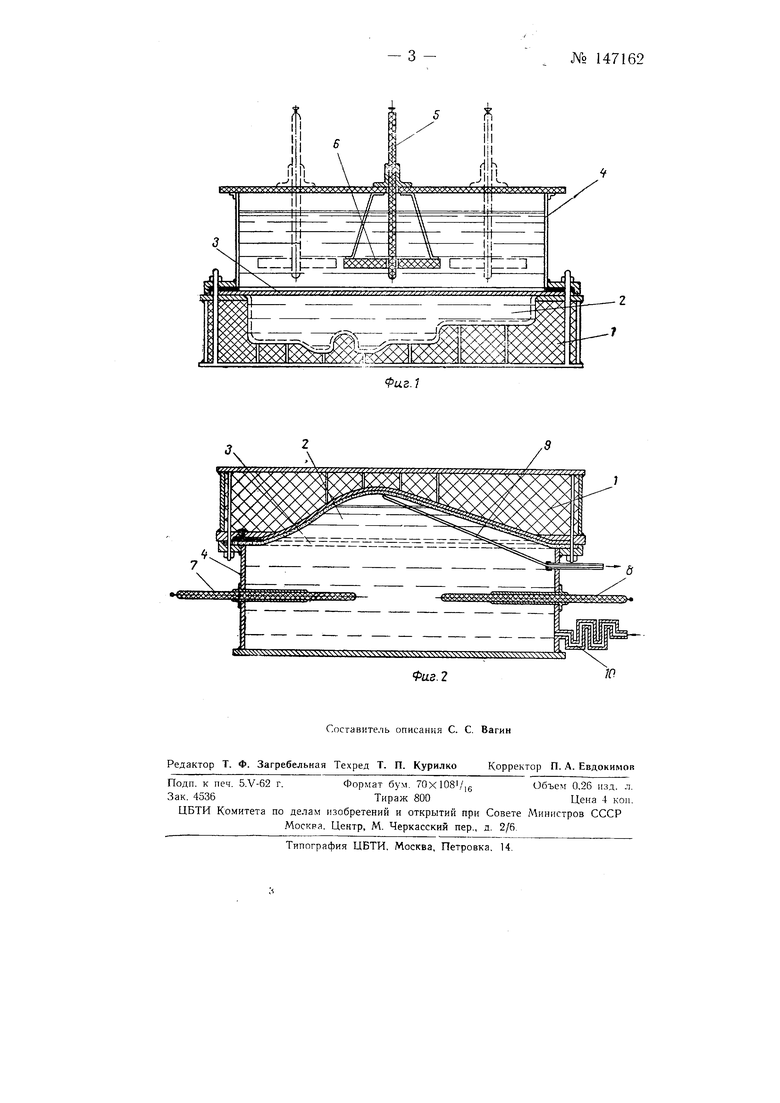
На фиг. 1 показан один из вариантов устройства для осуществления способа штампования «вниз ; на фиг. 2-устройство для осуществления способа штампования «вверх.
Устройство выполнено в виде матрицы / с полостью 2, заполненной воздухом или находящейся под вакуумом. Крышкой полости матрицы служит деформируемый листовой материал 3.
Над деформируемым материалом (фиг. ) или под деформируемым материалом (фиг 2) устанавливают коробку 4, заполненную жидкостью, при этом деформируемый материал служит либо дном этой коробки, либо ее крыщкой.
№ 147162- 2 В устройстве, изображенном на фиг. 1, разряд осуществляется между электродом 5 и деформируемым материалом 3, при этом электрод снабжен отражателем 6.
В устройстве, изображенном на фиг. 2, разряд осуществляется между двумя электродами 7 и S, пропущенными через боковые стенки коробки 4. В этом устройстве применена эластичная газовыводящая трубка 9 и тормозной коленчатый канал 10, который может быть применен в любом устройстве и предназначен для подачи и пополнения убыли жидкости, чтобы не допустить образования вакуумного противодавления, возникающего после захлопывания полости кавитации, создаваемой разрядом. Пополнение жидкости можно осуществлять также и через установленный на трубопроводе обратный клапан (на чертеже не показан).
Для обеспечения симметричности приложения усилий воздействия на материал при штамповании крупных изделий способ предусматривает работу не с одной, а с несколькими парами электродов, симметрично расположенных или вращаемых относительно середины оси изделия. Одновременность создания электрогидравлических на каждой паре электродов может осуществляться обычным способом, например поджигом.
При выполнении второго электрода в виде кольца разряд будет обегать его окружность, т. е. вращаться. Последовательное вращательное движение разряда можно осуществить также и путем вращения отогнутого Г-образного кончика центрального электрода.
Электоогидравлические удары в жидкости могут быть получены также путем теплового взрыва токопроводящих элементов, например проволоки или ленты, располагаемых необходимым образом вблизи поверхности обрабатываемого материала.
Пред м с т и 3 о б р е т е и и я
1.Способ штамповки, вытяжки, гибки и производства других операций деформирования листовых пластических материалов, отличающийся тем, что указанные операции осуществляют действием электрогидравлических ударов, возникающих в открытом или закрытом сосуде, днищем, стенкой или крышкой которого служит обрабатываемый материал.
2.Способ по п. 1, от л и ч а ю щ и и с я тем, что электрогидравлические удары осуществляют либо при разрядах между электродом и обрабатываемым материалом или между двумя электродами, один из которых выполнен в виде кольца, или между электродом и токопроводящей сеткой, расположенной вблизи поверхности обрабатываемого материала, либо путем теплового взрыва токопроводящих элементов, расположенных необходимь1м образом вблизи поверхности обрабатываемого материала.
3.Способ по пп. 1 и 2, отличающийся тем, что, с целью получения заданной величины деформации на требуемых участках поверхности обрабатываемого материала, осуществляют линейное перемещение электродов (электрода), либо симметричное вращение или движение их по спирали, либо задержку движения электрода над местами глубокой вытяжки.
4.Прием выполнения способа по пп. 1-3, отличающийся тем, что, с целью производства, например, гибочных операций, обрабатываемый материал деформируют через покрывающий его э;1астичный, например резиновый, лист с многими проходящими сквозь него токопроводящими контактами.