Изобретение относится к оборудованию для литейного производства, в частности к тиглям для плавки и разливки aлю fflниeвыx сплавов.
Цель изобретения - повышение срока службы тиглей.
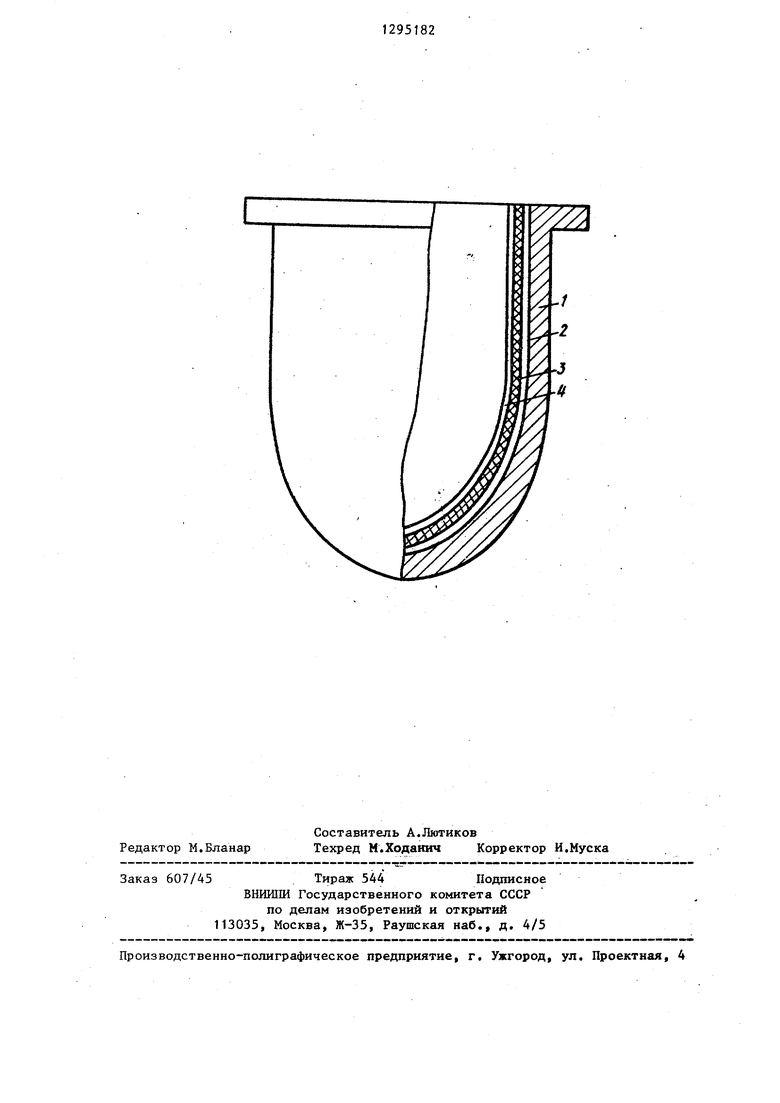
На чертеже показан тигель, разрез
Тигель для плавки и разливки алюминиевых сплавов содержит основу 1 из чугуна и последовательно расположенные на его внутренней поверхности слой 2 из огнеупорной химически стойкой краски, слой 3 огнеупорной обмазки и слой 4 огнеупорной химической стойкой краски. Толщина слоя 3 обмазки составляет мм, предпочтительно 3-4 мм, толщина слоев 2 и 4 - 0,2-0,5 мм, предпочтительно 0,3-0,4 мм. Толщина слоя 3 обмазки в направлении от горловины тигля к его донной части увеличивается вдвое, т.е. до 4-8 мм, предпочтительно до 6-8 мм.
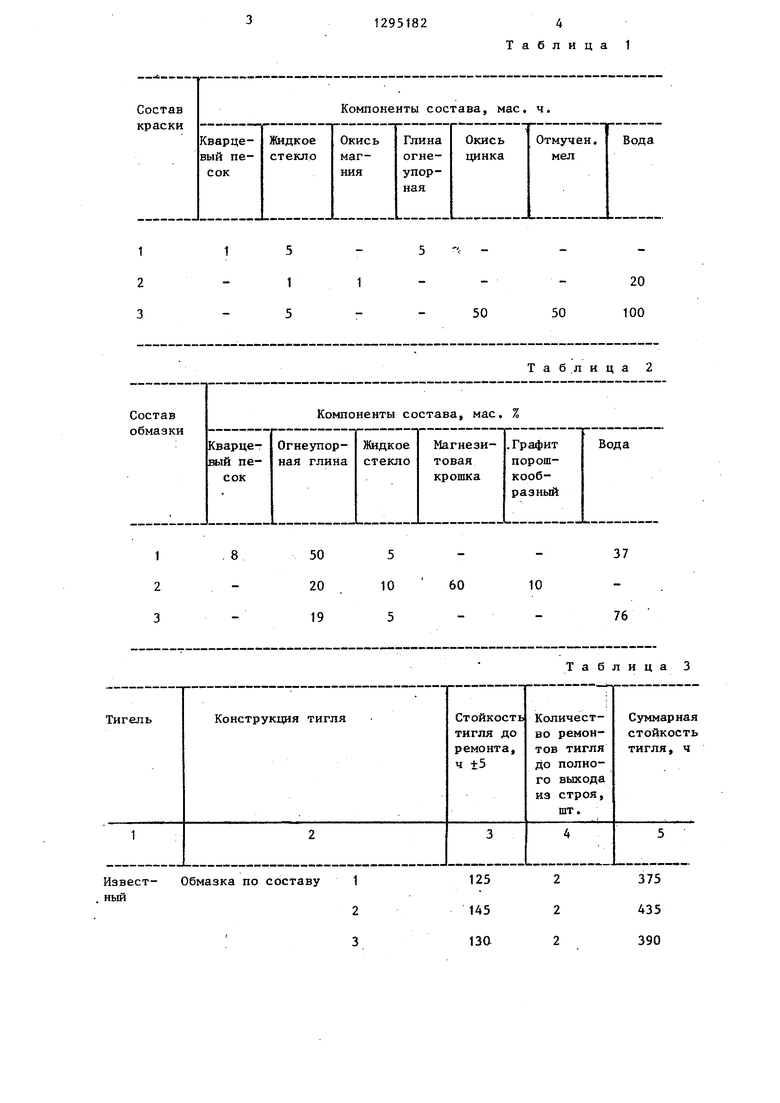
В качестве огнеупорной химически стойкой краски могут быть взяты, например, следующие составы, приведенные в табл. 1.
Могут быть использованы обмазки, составы которых приведены в табл,2.
Тигель изготавливают следующим образом.
.На разогретую поверхность чугунной основы 1 с внутренней стороны наносят слой 2 огнеупорной краски, а затем слой 3 огнеупорной обмазки при температуре поверхности 120 - 150°С. После этого проводят сушку пр 120-150°С в течение 30-40 мин, а затем наносят слой 4 краски.
При работе тигля с алюминиевым сплавом контактирует слой 4 краски, не взаимодействующий с расплавом. При нанесении слоя 4 краска заполняе мккротрещины в слое 3 обмазки, что. предотвращает доступ расплава к основе 1 и растрескивание слоя 3. . Этому же способствует наличие слоя
2 краски. Все это повышает срок службы тигля.
Дополнител:ьно срок службы тигля может быть повьшен путем увеличения толщины слоя 3 обмазки вдвое в донной части по сравнению с горловиной. Это компенсирует воздействие градиента температур по высоте тигля, а также повышенное гидростатическое давление расплава на донную часть тигля.
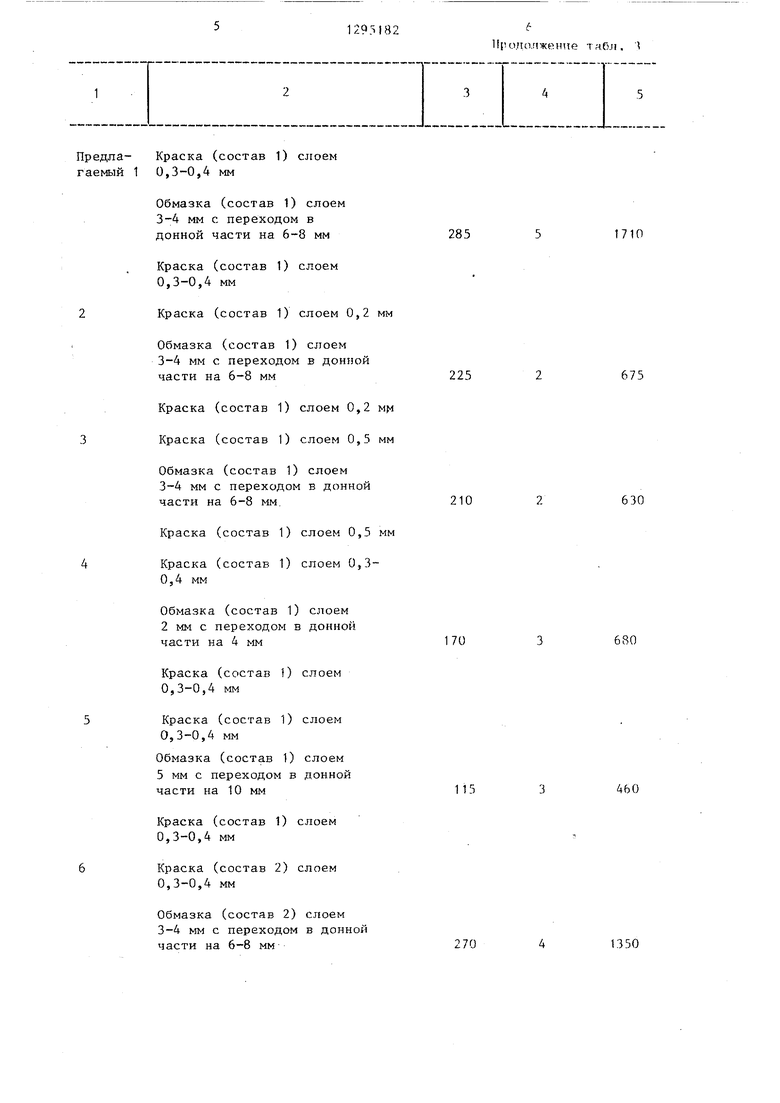
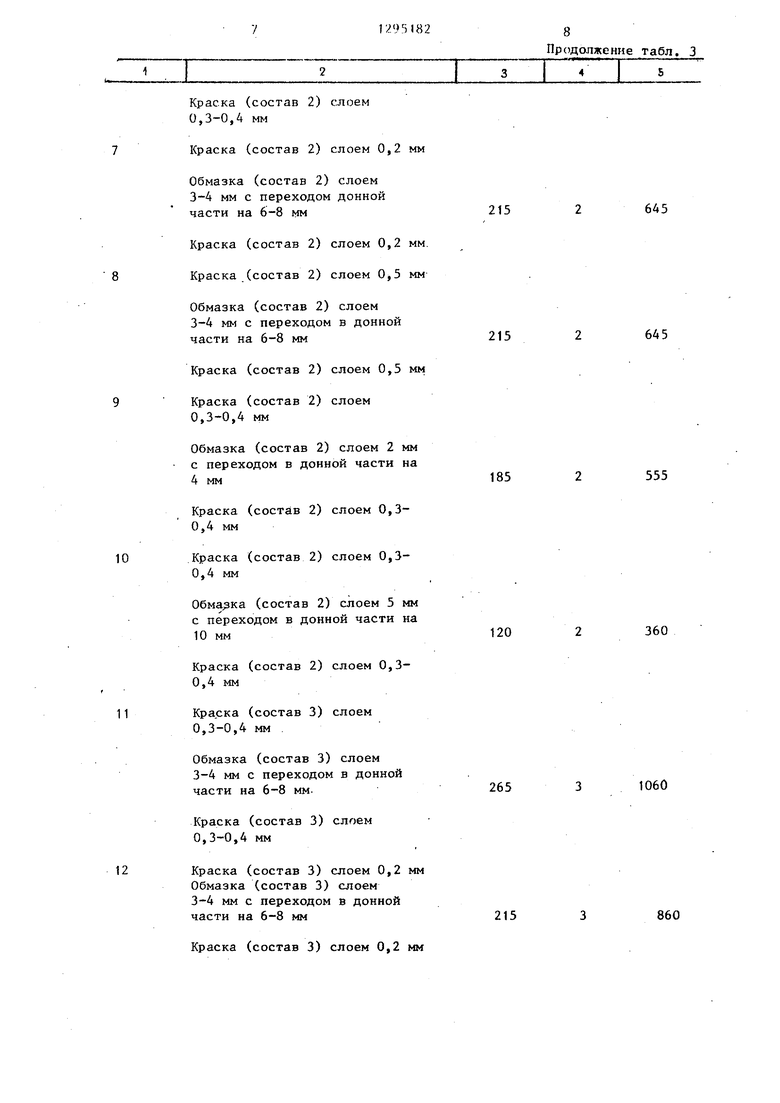
в табл. 3 приведены результаты сравнительньпс испытаний при 750°С тиглей различных конструкций с сос тавами краски и обмазки, приведенными в табл, 1 и 2.
Таким образом, использование изобретения позволяет повысить срок службы тигля в зависимости от состава обмазки в 1,7-4,6 (состав 1), в 1,30
3,1 (состав 2) 3) раза,
и в 1,3-2,7 (состав
25
Формула изобретения
1.Тигель для плавки и разливки алюминиевых сплавов, содержащий основу из чугуна и защитный слой из огнеупорной обмазки на внутренней поверхности, отличающийся тем, что, с целью повьшения срока службы, он дополнительно содержит ва слоя огнеупорной химически стойкой краски, один из которых распоожен между основой и слоем обмазки, а другой - сверху обмазки, причем толщина слоя обмазки составляет мм..
2.Тигель по п. 1, о т л и ч а ю- щ и и с я тем, что толщина слоя обмазки в направлении от горловины к донной части тигля увапичивается вдвое.
3.Тигель по пп, 1 и 2, о т л и- чающийс-я тем, что толщина
каждого слоя краски составляет 0,3- 0,4 мм.
Извест- Обмазка по составу ный
Таблица 1
Таб.лица 2
Таблица 3
125 145
1за
2 2 2
375 435 390
редла- Краска (состав 1) слоем 1 0,3-0,4 мм
Обмазка (состав 1) слоем 3-4 мм с переходом в донной части на 6-8 мм
Краска (состав 1) слоем 0,3-0,4 мм
Краска (состав 1) слоем 0,2 мм
Обмазка (состав 1) слоем 3-4 мм с переходом в донной части на 6-8 мм
Краска (состав 1) слоем 0,2 ми
Краска (состав 1) слоем 0,5 мм
Обмазка (состав 1) слоем 3-4 мм с переходом в донной части на 6-8 мм.
Краска (состав 1) слоем 0,5 мм
Краска (состав 1) слоем 0,3- 0,4 мм
Обмазка (состав 1) слоем 2 мм с переходом в донной части на 4 мм
Краска (состав О слоем 0,3-0,4 мм
5Краска (состав 1) слоем 0,3-0,4 мм
Обмазка (состав 1) слоем 5 мм с переходом в донной части на 10 мм
Краска (состав 1) слоем 0,3-0,4 мм
Краска (состав 2) слоем 0,3-0,4 мм
Обмазка (состав 2) слоем 3-4 мм с переходом в донной части на 6-8 мм
Иродсхпжение табл.
285
1710
225
675
210
630
170
680
115
460
70
1350
1
2
Краска (состав 2) слоем 0,3-0,4 мм
Краска (состав 2) слоем 0,2 мм
Обмазка (состав 2) слоем 3-4 мм с переходом донной части на 6-8 мм
Краска (состав 2) слоем 0,2 мм. Краска (состав 2) слоем 0,5 мм
Обмазка (состав 2) слоем 3-4 мм с переходом в донной части на 6-8 мм
Краска (состав 2) слоем 0,5 мм
Краска (состав 2) слоем 0,3-0,4 мм
Обмазка (состав 2) слоем 2 мм с переходом в донной части на 4 мм
Краска (состав 2) слоем 0,3- 0,4 мм
Краска (состав 2) слоем 0,30,4 мм
Обмарка (состав 2) слоем 5 мм с переходом в донной части на 10 мм
Краска (состав 2) слоем 0,3- 0,4 мм
Краска (состав 3) слоем 0,3-0,4 мм .
Обмазка (состав 3) слоем 3-4 мм с переходом в донной части на 6-8 мм.
Краска (состав 3) слоем 0,3-0,4 мм
Краска (состав 3) слоем 0,2 мм Обмазка (состав 3) слоем 3-4 мм с переходом в донной части на 6-8 мм
Краска (состав 3) слоем 0,2 мм
215
645
215
645
185
555
120
360
265
1060
215
860
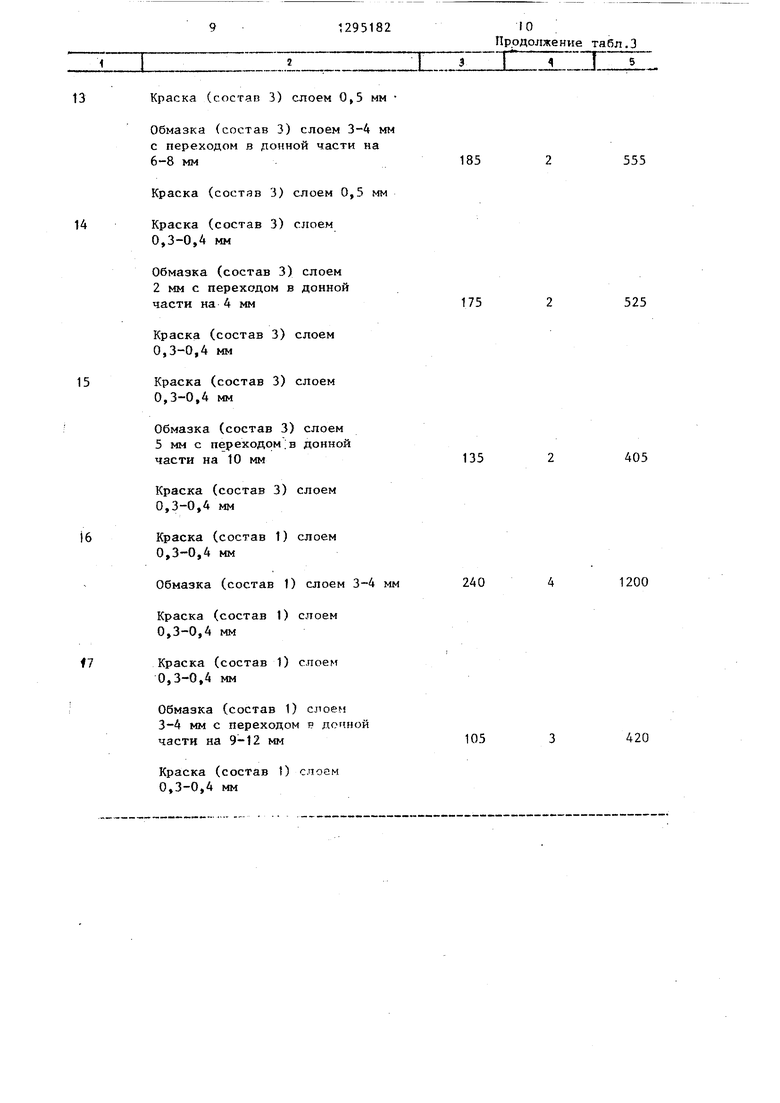
9 129518210 Продолжение табл. 3
1 jгI 3 Г Г 5
13 Краска (состав 3) слоем 0,5 мм
Обмазка (состав 3) слоем 3-4 мм
с переходом в донной части на
6-8 мм185 2 555
мм
Краска (состав 3) слоем 0,5
14Краска (состав 3) слоем 0,3-0,4 мм
Обмазка (состав 3) слоем
2 мм с переходом в донной
части на 4 мм175 2 525
Краска (состав 3) слоем 0,3-0,4 мм
15Краска (состав 3) слоем 0,3-0,4 мм
Обмазка (состав 3) слоем
5 мм с переходом;в донной
части на 10 мм135 2 405
Краска (состав 3) слоем 0,3-0,4 мм
}6 Краска (состав 1) слоем 0,3-0,4 мм
Обмазка (состав 1) слоем 3-4 мм 240 4 1200
Краска (состав 1) слоем 0,3-0,4 мм
17 Краска (состав 1) слоем 0,3-0,4 мм
Обмазка (состав 1) слоем
3-4 мм с переходом в дойной
части на 9-12 мм105 3 420
Краска (состав 1) слоем 0,3-0,4 мм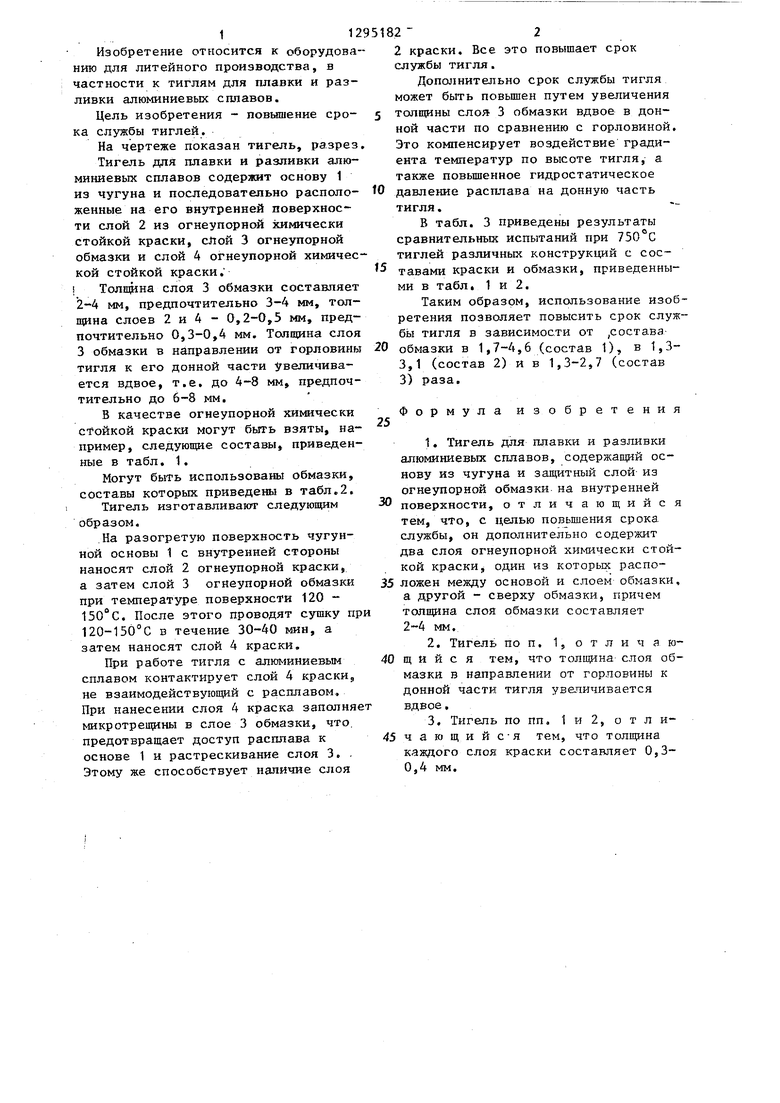
| название | год | авторы | номер документа |
|---|---|---|---|
| Связующее для приготовления огнеупорной массы футеровок разливочных ковшей и тиглей | 1990 |
|
SU1748915A1 |
| Тигель для плавки и разливки алюминиевых сплавов | 1989 |
|
SU1691681A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУШКОВЫХ СПЛАВОВ СИСТЕМЫ МАГНИЙ-АЛЮМИНИЙ-ЦИНК-МАРГАНЕЦ | 1989 |
|
RU1727403C |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| ГАЗОВАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2013 |
|
RU2557187C2 |
| Способ получения отливок в индукционной печи | 2016 |
|
RU2626114C1 |
| Газовая тигельная печь | 2019 |
|
RU2717752C1 |
| СПОСОБ ИНДУКЦИОННОГО ПЕРЕПЛАВА ФЕРРОМАРГАНЦА | 2018 |
|
RU2693886C1 |
| Газовая тигельная печь | 2020 |
|
RU2754257C1 |
| Переносной тигель для плавления чугуна марки ЧС17 | 2023 |
|
RU2807487C1 |
Изобретение относится к оборудованию для литейного производства, в частности к тиглям для плавки TI разливки алюминиевых сплавов. Тигель содержит основу из чугуна и последовательно расположенные на его внутренней поверхности слои огнеупорной краски толщинЬй 0,2-0,5 мм, предпочтительно 0,3-0,4 мм, обмазки толщиной 2-4 мм, предпочтительно 3-4 мм, и краски толщиной 0,3-0,4 мм. Толщина слоя обмазки в направлении от горловины к дну увеличивается вдвое. Срок службы тигля со слоями краски состава, мае.ч.: квавцевый песок 1, жидкое стекло 5 и огнеупорная глина 5,. толщиной 0,3-0,4 мм и слоем обмазки состава, мас.%: кварцевый песок 8, огнеупорная глина 50, жидкое стекло 5 и вода 37, толщиной 3-4 мм у горловины с постепенным увеличением толщины вдвое в направлении к донной части соста- вип 1710 ч, 2 з.п. ф-лы, 3 табл. 1 ил. (Л С
Редактор М.Бланар
Составитель А.Лютиков
Техред М.Ходанич Корректор И.Муска
607/45
Тираж 544Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно
-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Титов Н.Д., Степанов Ю.А | |||
| Технолоп-ш литейного производства | |||
| М.: Машиностроение, 1978, с | |||
| Саморазгружающаяся железнодорожная платформа | 1921 |
|
SU366A1 |
| и др | |||
| Плавка и литье цветных металлов и сплавов.-М.: Металлургия, 1956, с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
