Изобретение относится к обработке металлов давлением, в частности к устройствам для гидропластической финишной обработки трубчатых заготовок энергией взрыва.
Известна установка для взрывной гидропластической финишной обработки, содержа- шая корпус, в котором смонтированы передний и задний упоры, бункер-ловитель, размещенный за передним упором, а также взрывная камера и рабочий инструмент, расположенные в заднем упоре (авторское свидетельство СССР № 412724, кл. В 21 D 26/08, 06.04.71).
Недостатком данного устройства является то, что в результате свободного пере- меа1,ения инструмента осуществляется поверхностная импульсная обработка внутренней поверхности заготовки в условиях сухого трения. Вследствие этого трения и наличия сверхвысоких скоростей при обработке длинномерных заготовок температура значительно повыщается, что вызывает нн- тенсивный износ или расплавление поверхностей заготовки и инструмента. Из-за этого затруднена обработка длинномерных заготовок, так как возможно заклинивание инструмента в них и выход установки из строя. Иоскольку передний упор, выполняющий роль охватываюихего бандажа, является неподвижным, невозможно задать бо.чее значительную степень деформации и осуществить пластическое вытекание металла из-за того, что вытекающий металл увлекает за собой передний упор и отрывает его от устройства.
Целью изобретения является расщирение технологических возможностей установки и повышение качества обработки.
Поставленная цель достигается тем, что установка для взрывной гидростатической обработки трубчатых заготовок, содержапдая корпус, в котором смонтированы передний и задний упоры, бункер-ловитель, размещенный за передними упором, а взрывная камера и рабочий инструмент, расположе1Н1ые в заднем упоре, снабжена смонтированными в нереднем упоре неподвижным плунжером и подвижным цилиндрическим nopHJiieM с центральным отверстием для размеп1ения трубчатой заготовки и продольными каналами, установленным одним концом на неподвижном плунжере с образованием между ними откатной камеры, а также уплотняющей муфтой, установленной на переднем конце рабочего инструмента, задний упор выполнен с нанрав- ляюи1ей и компенсирующей камерами, сообщающимися между собой и с взрывной камерой, рабочий инструмент установлен до упора в направляющей камере и выпо;1- неп с сообп|аюп1,имися между собой осевым глухим отверстием и радиальными каналами, а откатная камера сообн ена посредством
5
0
5
0
5
0
5
0
5
упомянутых продольных каналов порншя с компенсирующей камерой.
Кроме того, установка снабжена мультипликатором, выполненным в виде ступенчатого порщня, осевое глухое отверстие рабочего инструмента выполнено ступенчатым, а ступенчатый нор тень установлен с возможностью перемещения в последнем с образованием между торцом его меньщей ступе- пи и донной частью глухого отверстия камеры высокого давления.
Боковая наружная поверхность рабочего инструмента выполнена профилированной. Центральное отверстие подвижного цилиндрического порп1ня выполнено с профилированной поверхностью.
Боковая наружная поверхность рабочего инструмента и поверхность центрального отверстия подвижного цилиндрического порщня выполнены профилированными.
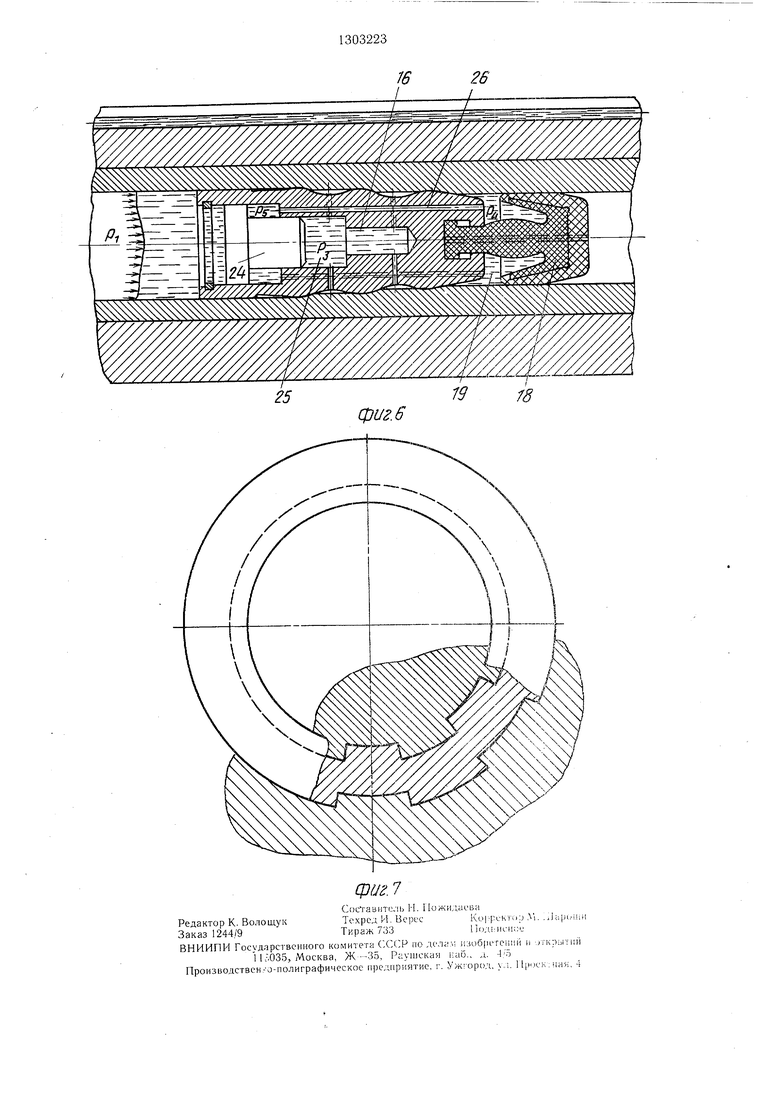
На фиг. 1 изображена установка в исходном положении перед взрывом, нродоль- разрез; на фиг. 2 - то же, частичный продольный разрез рабочего инструмента и подвижного цилиндрического норщ- ня, находящихся в рабочем положении; на фиг. 3 - обработанная трубчатая заготовка с внутренней профилированной поверхностью, поперечный разрез; на фиг. 4 - обработанная трубчатая заготовка с наружной профилироваппой поверхностью, поперечный разрез; па фиг. 5 -- установка в iMOMeHT выбивки обработанной заготовки, частичпый продольный разрез; на фиг. 6 - установка с встроеннь 1У1 в рабочий инстру- viejiT мультипликатором, частичный продольный разрез; на фиг. 7 - обработанная трубчатая заготовка с внутренней и наружной нрофилированными поверхностями, поперечный разрез.
Установка содержит корпус 1, на котором закреплены передний 2 м задний 3 упоры. За передним упоро.м с юитирован бункер- ловитель 4.
Нередний упор 2 прикреплен к корну- су 1 посредством разборного соединения 5 (например, клиньев). В переднем упоре 2 смонтирован ненодвижнь й плунжер 6 и установлен подвижный цилиндрический пор- щень 7 с центральным отверстием для раз- .мещения обрабатываемой трубчатой заготовки 8. Одним своим концо.м подвижный цилиндрический nopnjeHb 7 насажен па неподвижный плунжер 6 так, что образуется откатная камера 9.
В заднем упоре 3 расположены после- довательпо взрывная 10, направляющая П и компенсирующая 2 камеры, взаимно соединенные собой. Взрывная 10 и компенсирующая 12 камеры соединены посредством каналов 13, выполненных в заднем упоре 3. Откатная камера 9 соединена с компенсирующей 12 посредством про.аольных каналов 14, -выполненных в подвижном цилиндрическом nopHJHe 7.
В направляющей камере 11 установлен до упора рабочий инструмент 15, выполненный с осевым глухим отверстием 26 и радиальными каналами 17, соединенными с упомянутым глухим отверстием 16. На перед- нем конце рабочего инструмента 15 установлена уплотняющая муфта 18, расположенная в обрабатываемой трубчатой заготовке 8 так, что образуется камера 19. Компенсирующая камера 12 снабжена вентилем 20 для удаления воздуха, а взрыв- ная камера 10 - питающим вентилем 21. В взрывной камере 10 помещен взрывчатый материал 22.
Между передним 2 и задним 3 упорами расположена направляющая 23 для перемещения подвижного цилиндрического поршня 7.
При обработке длинномерных трубчатых заготовок осевое глухое отверстие 16 рабочего инструмента 15 выполнено ступенчатым. В его заднем конце установлен мультип.ли- катор, состоящий из свободного движущегося поршня 24 и донной части 25 глухого отверстия 16. При этом в рабочем инструменте 15 выполнены продольные каналы 26, соединяюихие пространство перед большей ступенью поршня 2, свободно дви- жущегося, и камерой 19, обработанной за уплотняющей муфтой 18.
Устройство работает следующим образом.
Подвижный цилиндрический поршень 7 вместе с передним упором 2 и направ- ляющей 23 передвигается вправо до выхода подвижного цилиндрического поршня 7 из компенсирующей камеры 12. В этом положении взрывную камеру 10 заряжают взрывчатым материалом 22 и в направляющей камере 1 i устанавливается рабочий ин- струмент 15 до упора. Следует возврат в исходное положение переднего упора 2 вместе с по.авижным, цилиндрическим поршнем 7 и «вправляющей 23 до тех пор, пока подвижный цилиндрический поршень 7 не войдет в компенсирующую камеру 12 до опре- деленного закрытого положения. В этом положении рабочий инструмент 15 не упирается в торец обработанной трубчатой заготовки 8, а уплотняющая муфта 18 входит в отверстие обрабатываемой трубчатой заготов.к 8. С помощью насосного агрегата (не показан) через питающий вентиль 2 заполняются смазочно-охлаждаюпгей жидкостью откатная 9, компенсируюпхая 1, направляющая 11, взрывная 10 камеры и камера 19. Имеющийся в них воздух от- во/л,ится с помощью вентиля 20 для удаления воздуха, после чего этот вентиль закрывается, а насосный агрегат прекращает свою работу, при этом посредством вспо- могате; ьного винтового или другого механизма дополнительно прижимается система: передний yiiop 2. подвижный цилиндрический liopiijciib 7 li обрабатываемая трубчатая заготовка 8, до контакта внутренней кромки обрабатываемой трубчатой заготовки 8 рабочего инструмента 15. Так образуется самостоятельная камера 19. После этого взрывается материал 22, под действием взрывной волны в откатной 9, компенсирующей 12, взрывной 10 и направляющей 11 камерах создается приблизительно равное давление освобождающееся через самое слабое звено, в данном случае рабочий инструмент 15. Последний со скоростью взрывной волны и силой QI проходит через отверстие обрабатываемой трубчатой заготовки 8, осуществляя работу По деформации.
В тот момент, когда рабочий инструмент 15 проходит через обрабатываемое отверстие трубчатой заготовки 8 (фиг. 2) со скоростью 1/1 под действием взрывного давления Pi, в смазочно-охлаждающей жидкости, находящейся за рабочим инструментом 15 и заполнившей осевое глухое отверстие 16, радиальные каналы 17 и замкнутые пространства а, в. с, действует также сверхвысокое давле)1ие PI. Это давление обеспечивает (нагнетание) смазку, в результате чего образуется . жидкий слой достаточной толщины для осуществления гидродинамического трения в контактной зоне между деформирующими зубцами рабочего инструмента 15 и обрабатываемой поверхностью трубчатой заготовки 8. В камере 19 создается давление . обусловленное давлением уплотняющей муфты 18 на сма- зочно-охлаждаюнлую жидкость за уплотняющей муфтой 18. Это давление Pi параллельно с нарастающим давлением смазоч- ноохлаждающей жидкости со скоростью l i обеспечивает жидкий слой для реализации гидродинамического трения по торцевой поверхности рабочего инструмента 15.
Деформация обрабатываемой трубчатой заготовки осуществляется в условиях всестороннего неравномерного давления,причем металл вытекает в направлении самого слабого сопротивления V-2, обратном движению рабочего инструмента 15. Этому вытеканию металла оказывают сопротивление силы трения, порожденные между внешней поверхностью трубчатой заготовки 8 и внутренней поверхностью подвижного цилиндрического nopinnH 7. Так как на подвижный цилиндрический поршень 7 действует сила Qs, он передвигается по направлению вытекания металла, при этом он увлекает это вытекание за собой и одновременно частично гасит удар взрьпиюй волны, выталкивает смазочно-охла ждающую жидкость из компенсирующей камеры 12 к рабочему инструменту 15 со скоростью ниже первоначальной и попадает в бункер-ловитель 4.
Извлечение обработанной трубчатой заготовки 8 (фиг. 5) осуществляется посредством питающего давления Р. действую- гцего с силой Qs на пробку 27, котория
устанавливается в конце трубчатой заготовки 8 и уплотняется к подвижному цилиндрическому поршню 7 уплотнителе м 28. Возможно извлечение заготовки и посредством микровзрывной волны.
Формула изобретения
1. Установка для взрывной гидропластической финишной обработки трубчатых заготовок, содержащая корпус, в котором смонтированы передний и задний упоры, бункер- ло1зитель, размеиденпый за передним упором, а также взрывная камера и рабочий инструмент, расположенные в заднем упоре, отличающаяся тем, что, с целью расширения технологических возможностей и повышения качества обработки, она снабжена смонтированными в переднем упоре неподвижным плунжером и подвижным цилиндрическим поршнем с центральным отверстием для размещения трубчатой заготовки и продольными каналами, установленными одними концами на неподвижном г лунже- ре с образованием между ними откатной камеры, а также уплотпяющей муфтой, установленной на переднем конце рабочего инструмента, задний упор выполнен с направляющей и компенсирующей камерами, сообщающимися между собой и с взрывной
камерой, рабочий инструмент установлен до упора в направляющей камере и выполнен с сообщающимися между собой осевым глухим отверстием и радиальными каналами, а откатная камера сообщена посредством упомянутых продольных каналов поршня с компенсирующей камерой.
2.Установка по п. 1, отличающаяся тем, что она снабжена мультипликатором, выполненным в виде ступенчатого порщня,
осевое глухое, отверстие рабочего инструмента вынолнено ступенчатым, а ступенчатый поршень установлен с возможностью перемещения в последнем с образованием между торцом его меньшей ступени и донной частью глухого отверстия камеры высокого давления.
3.Установка по lui. 1 и 2, отличающаяся тем, что боковая наружная поверхность рабочего инструмента выполнена профилиро1 анной.
4.Установка по пи. 1 и 2, отличающаяся тем, что центральное отверстие подвижного цилиндрического поршня выполнено с профилированной поверхностью.
.5. Установка по пп. 1 и 2, отличающаяся тем, что боковая наружная по- верхность рабочего инструмента и поверхность центра;11 ного отве)стия подвижного цилиндрическо Ч) порпп я выполнены профилированными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пластического деформирования заготовок и устройство для его осуществления | 1983 |
|
SU1417963A1 |
| Автомат для гидропластической обработки цилиндрических зубчатых колес | 1985 |
|
SU1593974A1 |
| Устройство для гидропластического ротационного выдавливания | 1984 |
|
SU1493357A1 |
| ГИДРОПНЕВМАТИЧЕСКОЕ ГАРПУННОЕ РУЖЬЕ ДЛЯ СПОРТИВНОЙ ПОДВОДНОЙ СТРЕЛЬБЫ | 1995 |
|
RU2092768C1 |
| Инструмент для раздачи труб | 1979 |
|
SU837494A1 |
| Безыгольное устройство для инъекций в форме стержня | 2012 |
|
RU2607955C2 |
| ПРИВОД ДЛЯ МЕХАНИЗИРОВАННЫХ ИНСТРУМЕНТОВ | 2000 |
|
RU2248870C2 |
| Устройство для вытяжки и формовки листовых заготовок | 1986 |
|
SU1360854A1 |
| СОПЛОВОЙ БЛОК РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 2003 |
|
RU2237190C1 |
| Устройство для гидростатического выдавливания полостей в заготовках | 1988 |
|
SU1696078A1 |
Изобретение относится к области обработки металлов давлением импульсными методами, в частности к установкам для взрывной гидропластической финишной обработки трубчатых заготовок. Целью изобретения является расширение технологических возможностей установки и повышение качества обработки. Для этого установка содержит корпус 1, в котором смонтированы передний 2 и задний 3 упоры. За передним упором 2 установлен бункер-ловитель 4, а в упоре 2 размеш,ены неподвижный плунжер 6 и подвижный цилиндрический поршень / с центральным отверстием для трубчатой заготовки 8. Между торцом подвижного поршня 7 и плунжера 6 расположена откатная камера 9. В заднем упоре 3 расположены сообщенные между собой взрывная 10, направляющая И и комаенсируюшая 12 камеры, последняя из которых сообш,ена с откатной камерой. В направляюш.ей камере 11 установлен с воз: можностью перемещения рабочий инструмент 15, имеюший на переднем торце уплотняюц.1,ую муфту 18. Рабочий инструмент 15 выполнен с сообщающимися между собой осевым глухим отверстием 16 и радиальными каналами 17. При взрыве помещенного во взрывную камеру 10 взрывчатого материала 22 рабочий инструмент 15 под действем энергии взрыва проходит через отверстие обрабатываемой трубчатой заготовки 8, осуществляя деформирование последней. Деформация детали осуществляется в условиях всестороннего неравномерного давления, причем металл вытекает в направлении, обратном направлению движения инструмента 15. После выхода из детали рабочий инструмент 15 попадает в бункер-ловитель 4. 4 з.п. ф-лы. 7 ил. 8 J4g (Л со о со tsD Ю ,со 
1
Фиг.з
фиг. 5
Ю
26
25
фиг. 6
С()с гавыте. И. Иожидаова
Редактор К. ВолощукТехред И. ВересКор рикш:) i. . JapU iiii
Заказ 1244/9Тираж 733I г);и:11с11;:е
ВНИИПИ Государственного комитета (Х с;Р по ii;io6|)ereiiiiH и /гкрытнй
1 1:.035, Москва, Ж--35, PayiucKasi i-:ao., д. 45 Производствен-о-полиграфическое предприятие, г. Ужгород, уд. 1 I|) JCK : пня, 4
фиг. 7
