113
Изобретение относится к волочильному производству, в частности к волочению труб на неподвижной оправке.
Цель изобретения - снижение усили волочения.
На чертеже представлен инструмент в очаге деформаид и, продольный раз- рез .
Инструмент состоит из волоки 1 и введенной в ее волочильньаЧ канал не- подвижной оправки 2, через кольцевой зазор которых протягивают трубу. Волока 1 имеет конический рабочий участок и сопряженный с ним ка ибрую1ций участок с углом наклона образующей о, наклонной в ту же сторону, что и рабочий участок. Ширина калибрующего участка вдоль образующей составляет 0,08-0,2 диаметра меньшего основания конического участка. Неподвижная оп- равка 2 выполнена конической с углом наклона образующей меньщим угла трения . Угол наклона образующей калибрующего участка составляет 2-4 угла наклона образующей оправки.
Волочение посредством предложенного инструмента осуществляют следую- образом.
При волочении происходит уменьше- ние диаметра и толщины стенки трубы 3
Указанные геометрические параметры обеспечивают увеличенную зону обжатия стенки трубы на оправке при волочении, что позволяет наиболее бла- гоприятно распределить ее деформацию по мере обжатия, следовательно, снизить усилие волочения.
Как показали исследования, при выполнении угла наклона образующей конического калибрующего участка волоки сС с , где /i - угол наклона образующей оправки, влияние конусности калибрующего пояска не оказывает существенного улучшения условий д,е- формации трубки в инструменте , При этом усилие волочения трубы не снижается. При 72 усилие волочения снижается приблизительно на 15%, а при опять увеличивается, что связано с существенным -ростом влияния угла трения трубы о волоку в зоне калибрующего пояска. Обязательным условием снижения усилия волочения является выбор длины калибрующего участка волоки вдоль образующей в пределах 0,08-0,2 d, где d - наименьший диаметр калибрующего участка. Быпо установлено, что перевыполнение
5
-5 О
О
.г
0 5 0 5
этого условия прИ(Т|1 2-4 приводит к увеличению усилия волочения. При выборе длины калибрующего участка мень- iiie заданного за счет существенного уменьшения зоны деформации трубы по стенке происходит увеличение усилия волочения. При выборе длины калибрующего участка больше заданного за счет существенного увеличения этой зоны также происходит увеличение усилия волочения.
Исследованиями также было установлено, что в предложенном инструменте нет необходимости вьтолнять после конического калибрующего участка цилиндрический, так как в этом месте оп-- равка вследствие конусности не будет участвовать в обжатии трубы. Кроме того, наличие такого участка привело бы к повышению усилия деформации ввиду увеличения площади контакта трубы с инструментом.
Пример. Волочили стальные трубки размером ,8 из заготовки размером ,5. Угол рабочего конуса волоки составлял 13°, угол наклона образующей оправки /5-1° ; угол наклона образующей конического калибрующего участка с/- 3 3°. Ширина калибрующего участка вдоль образующей О, мм.
Перед волочением заготовку омедняли и омьшали. Усилие волочения составило 151 кН. При волочении таких, же труб при , /3 1°, ширине цилиндрического калибрующего участка 5 м:м усилие волочения составило 176 кН.
Таким образом, волочение труб в предлагаемом инструменте обеспечивает снижение усилия волочения на 14%.
Формула изобретения
Инструмент для волочения труб, содержащий волоку с рабочим коническим и калибрующ;им участками, внутри которой расположена неподвижная коническая оправка с углом конуса, меньщим угла конуса рабочего участка волоки, отличающийся тем, что, с целью снижения усилия волочения, калибрующий участок волоки выполнен коническим, сужающимся к выходному торцу волоки с углом наклона образующей, составляющим 2-4 угла наклона образующей оправки,, а ширина калибрующего участка вдоль образующей составляет 0,08-0,2 диаметра от меньшего основания.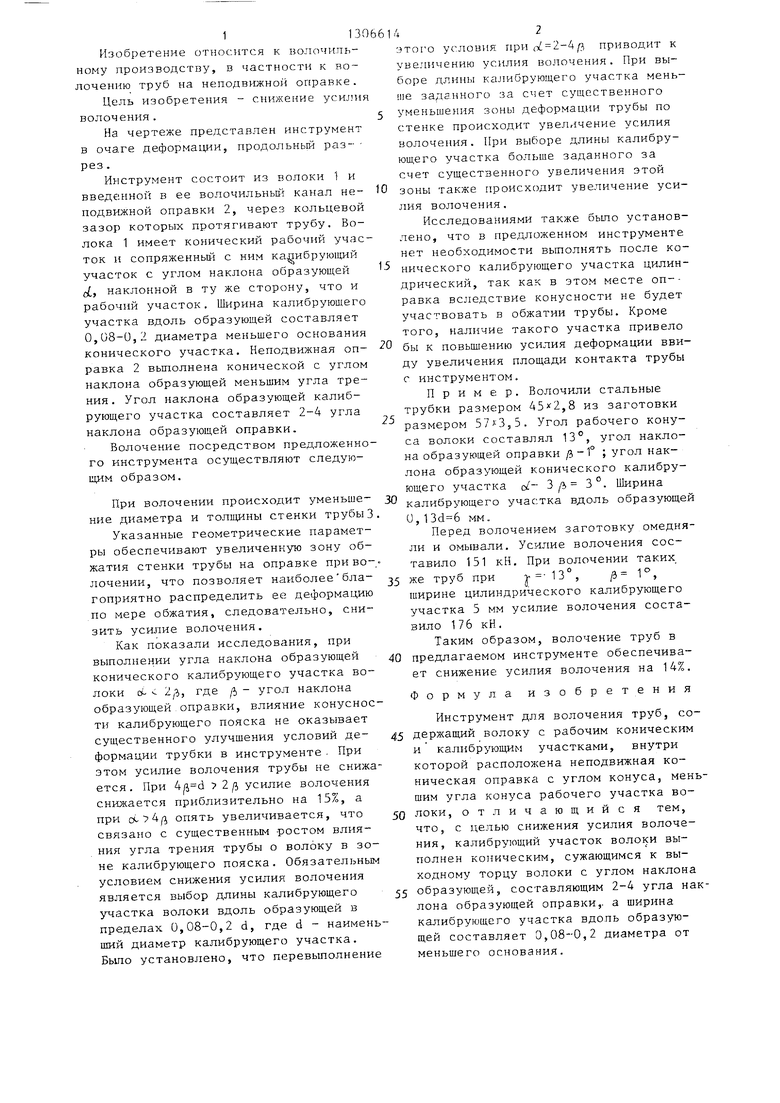
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2669260C1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ НА КОНИЧЕСКОЙ ОПРАВКЕ | 1992 |
|
RU2014925C1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ НА ЦИЛИНДРИЧЕСКОЙ ОПРАВКЕ | 1992 |
|
RU2014924C1 |
| Оправка для волочения труб | 1986 |
|
SU1424903A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОФИЛЬНЫХ ТРУБВПТ6д акспЕртов | 1972 |
|
SU435027A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 2000 |
|
RU2168381C1 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2310533C1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
Изобретение относится к волочильному производству, в частности к волочению труб на неподвижной оправке. Цель изобретения - снижение усилия волочения. Инструмент содержит волоку 1, имеет участки: рабочий конический и сопряженный с ним калибрующий в сторону выходного торца волоки. Длина конического участка волоки составляет (0,08-0,2)d, где d - наименьший его диаметр. Угол наклона образующей этого участка о составляет 
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Теория волочения | |||
| М.: Металлургия, 1965, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Савин Г.А | |||
| Волочение труб | |||
| М.: Металлургия, 1982, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
