С
I Изобретение относится к обработке металлов давлением, а именно к производству труб волочением на оправке
Цель изоб ретения - увеличение сро ;ка службы оправки.
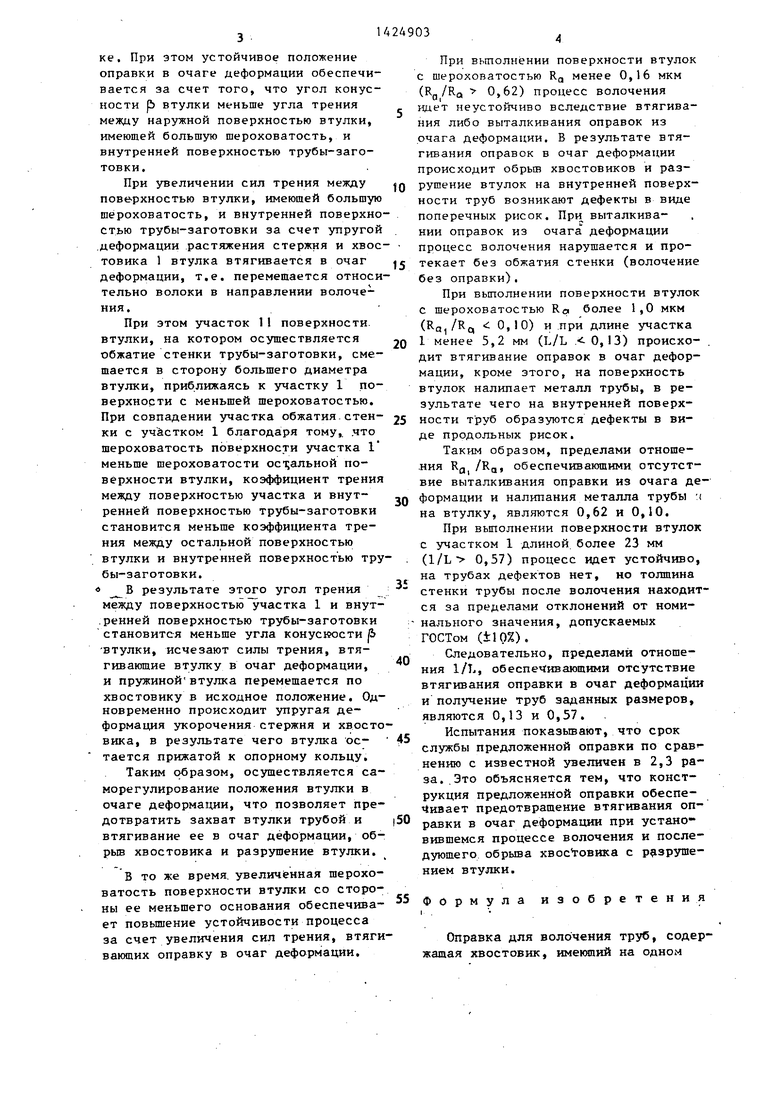
На фиг. 1 представлена оправка в исходном (нерабочем) положении, общи вид; на фиг. 2 схема установки оправки в волоке перед волочением; на фиг. 3 - оправка в процессе работы. ; Оправка содержит хвостовик I,-имеющий на переднем конце головку 2, 1 а на заднем - резьбовой участок 3 для крепления хвостовика в оправочно стержне 4 волочильного стана. Между головкой и резьбовым участком на хвостовике установлена с зазором h, величина которого составляет, например, 0,3-0,7 мм, полая конусная втул ка 5, обрашенная меньпгам основанием к головке хвостовика, угол конусности которой к продольной оси оправки равен углу р . Наружная поверхность, полой втулки имеет по длине неодина- ковую шероховатость, меньшую со стороны большего основания втулки на длине 1 и большую - на остальной длине втулки.
Наружная поверхность втулки на длине 1, сос-тавляющей 0,13-0,57 длины L втулки, имеет шероховатость, величина которой составляет 0,1-0,62 величины шероховатости остальной поверхности втулки. Шероховатость по всей длине L втулки выполнена, например, в виде кругообразных рисок, оси окружностей которых совпадают с осью оправки.
Между головкой хвостовика и втул- кой установлен упругий элемент (пружина) 6, служащий для перемещения втулки вдоль хвостовика, а для фиксации втулки в рабочем положении упругий элемент свободно охвачен опор- ным кольцом 7 длиной 1, , Длина упругого элемента в сжатом состоянии должны быть равной длине 1| опорного кольца, а в разжатом состоянии - больше длины опорного кольца не ме- нее, чем на величину, равную длине 1 участка втулки с меньшей шероховатостью.
Хвостовик с помощью резьбового участка ввинчивается в стержень на такую глубину, чтобы в рабочем положении втулки (втулка прижата к опорному кольцу .7, пружина 6 сжата) ее задний торец находился от торца
стержня на расстоянии, ра-вном длине участка 1 втулки.
Установка оправки в рабочее положение осуществляется с помощью привода перемещения стержня (не показан), который может быть как ручным, так и механизированным, а также подвижных упоров 8, которые могут переметаться вдоль оси волочения с помощью отдельного привода (не показан).
Оправка предназначена для волочения трубы-заготовки 9 через волоку 10.
Процесс волочения с использованием предложенной оправки осуществляется следукяпим образом.
С помощью привода перемещения стержня А и подвижных упоров 8 оправка, закрепленная на стержне, устанавливается в волоке 10 таким образом, чтобы расчетный диаметр dp втулки 5, равный внутреннему диаметру трубы, после волочения проходил через начало калибрующего участка волоки, (фиг. 2). Затем с помощью стержня оправка отводится назад на расстояние,. &ольщее длины трубы- заготовки 9, а подвижные упоры отводятся назад на расстояние, равное длине 1 участка тулки с меньшей шероховатостью.
После этого подготовленная к волочению труба-заготовка 9 вводится закованным концом в волоку, затем при помощи стержня в трубу-заготовку вводится оправка. При этом втулка находится в нерабочем положении и пружиной 6 прижата к торцу стержня. Закованный конец трубы-заготовки зак ватьшается тянущим устройством волочильного стана и протягивается через волоку. Одновременно с этим стержень на котором закреплена оправка, с помощью привода подается вперед до контакта втулки с трубой-заготовкой. При этом перемещение стержня, а следовательно, и оправки ограничено упорами.
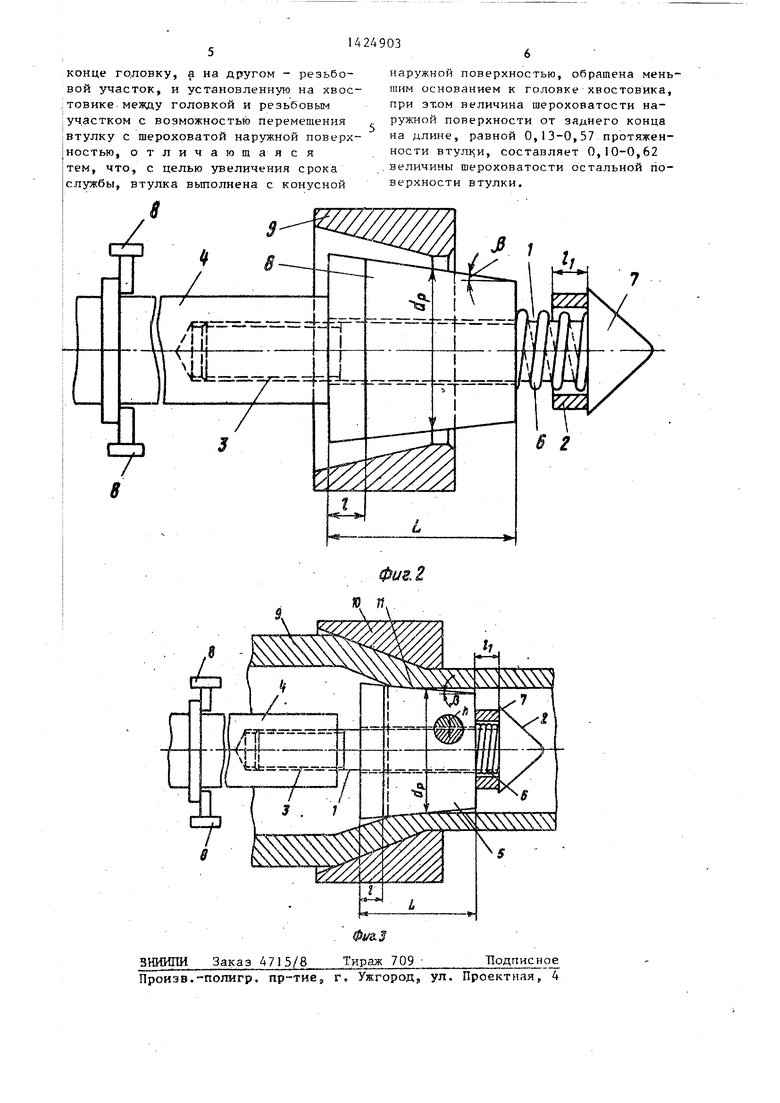
После соприкосновения втулки с трубой-заготовкой втулка силами трения между ее поверхностью и внут- ренней поверхностью трубы-заготовки втягивается в очаг деформации, сжимая пружину до упора в опорное кольцо 7 (фиг. 3). I
После того, как втулка уперлась
в опорное кольцо, начинается установившийся процесс нолочения на оправке. При этом устойчивое положение оправки в очаге деформации обеспечивается за счет того, что угол конусности р втулки меньше угла трения между наружной поверхностью втулки, имеющей большую шероховатость, и внутренней поверхностью трубы-заготовки.
При увеличении сил трения между поверхностью втулки, имеющей большую шероховатость, и внутренней поверхно стью трубы-заготовки за счет упругой деформации растяжения стержня и хвос товика 1 втулка втягивается в очаг деформации, т.е. переметается относительно волоки в иаправлеиии волочения.
При этом участок 11 поверхности, втулки, на котором осуществляется обжатие стенки трубы-заготовки, сметается в сторону большего диаметра втулки, приближаясь к участку 1 поверхности с меньшей шероховатостью. При совпадении участка обжатия.стенки с участком 1 благодаря тому,, .что шероховатость поверхности участка 1 меньше шероховатости ост альной поверхности втулки, коэффициент трения между поверхностью участка и внутренней поверхностью трубы-заготовки становится меньше коэффициента трения между остальной поверхностью втулки и внутренней поверхностью тру бы-заготовки.
В результате этого угол трения между поверхностью участка 1 и внут- ренней поверхностью трубы-заготовки становится меньше угла конускости /Ь втулки, исчезают силы трения, втягивающие втулку в очаг деформации, и пружиной втулка перемешается по
хвостовику в исходное положение. Одновременно происходит упругая деформация укорочения стержня и хвосто вика, в результате чего втулка остается прижатой к опорному кольцу.
Таким образом, осушествляется саморегулирование положения втулки в очаге деформации, что позволяет преотвратить захват втулки трубой и втягивание ее в очаг деформации, об- рьго хвостовика и разрушение втулки.
В то же время, увелич енная шерохоатость поверхности втулки со стороы ее меньшего основания обеспечиват повьшение устойчивости процесса за счет увеличения сил трения, втягиающих оправку в очаг деформации.
При вьшолнёнии поверхности втулок с шероховатостью Rg менее 0,16 мкм (Rg/Rg 0,62) процесс волочения с идет неустойчиво вследствие втягивания либо выталкивания оправок из очага деформации, В результате втягивания оправок в очаг деформации происходит обрьш хвостовиков и раз10 рушение втулок на внутренней поверхности труб возникают дефекты в виде поперечных рисок. При выталкивании оправок из очага деформации процесс волочения нарушается и про15 текает без обжатия стенки (волочение без оправки).
При выполнении поверхности втулок с шероховатостью Ко более 1,0 мкм (, О, 10) и при длине участка
20 1 менее 5,2 мм (L/L .-0,13) происходит втягивание оправок в очаг деформации, кроме этого, на поверхность втулок налипает металл трубы, в результате чего на внутренней поверх25 ности труб образуются дефекты в виде продольных рисок.
Таким образом, пределами отноше- .ния Кд /RO обеспечиваютими отсутствие выталкивания оправки из очага де3Q формации и налипания металла трубы : на втулку, являются 0,62 и 0,10.
При выполнении поверхности втулок с участком 1 длиной более 23 мм (1/L 0,57) процесс идет устойчиво, на трубах дефектов нет, но толтина стенки трубы после волочения находится за пределами отклонений от номи- ;- нального значения, допускаемых ГОСТом (±10%).
Следовательно, пределами отношения 1/Т.,, обеспечивающими отсутствие втягивания оправки в очаг деформации и получение труб заданных размеров, являются 0,13 и 0,57. ,е Испытания показьшают, что срок службы предложенной оправки по срав - нению с известной увеличен в 2,3 раза.. Это объясняется тем, что конструкция предложенной оправки обеспечивает предотвращение втягивания оп равки в очаг деформации при установившемся процессе волочения и последующего обрыва хвос говика с р 1зруше- нием втулки.
55 Формула изобретения
I .
Оправка для волочения труб, содержащая хвостовик, имекяпий на одном
40
конце головку, а на другом - резьбовой участок, и установленную на хвостовике между головкой и резьбовым участком с воэможностыо перемещения втулку с шероховатой наружной поверхностью, отличающаяся тем, что, с целью увеличения срока службы, втулка вьтолнена с конусной
наружной поверхностью, обращена меньшим основанием к головке хвостовика, при эт.ом величина шероховатости наружной поверхности от заднего конца на длине, равной О,13-0,57 протяженности втулки, составляет 0,10-0,62 величины шероховатости остальной поверхности втулки.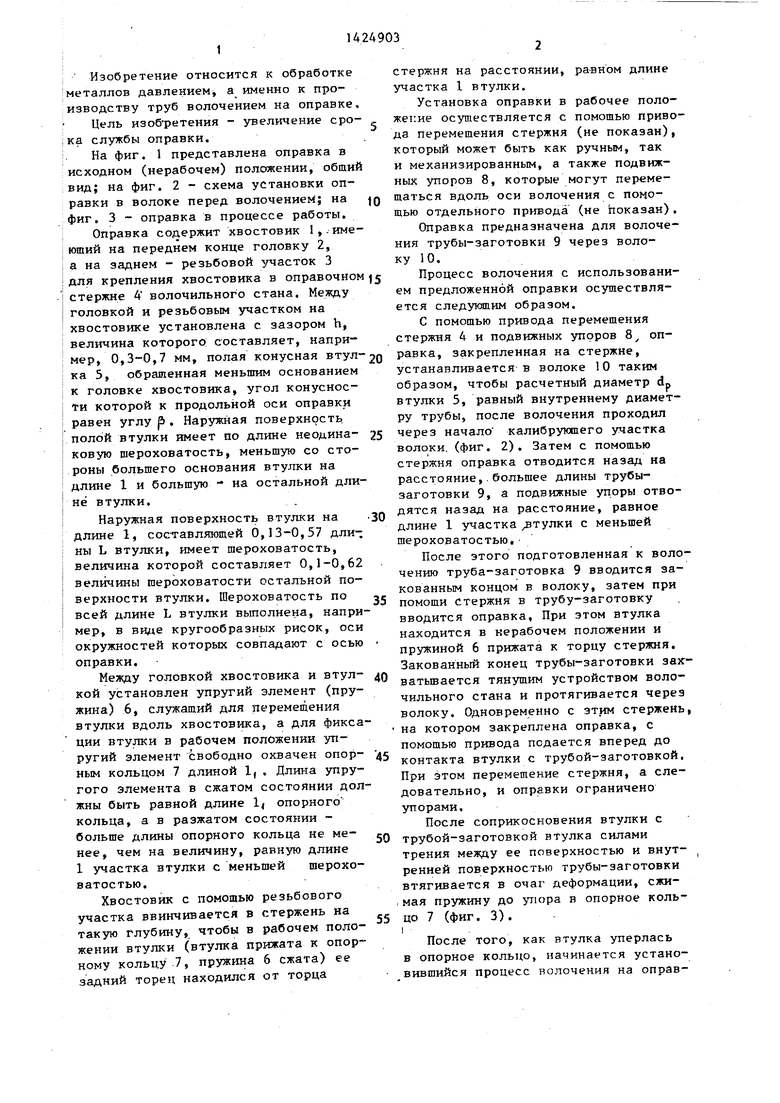
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для холодной деформации труб | 2023 |
|
RU2808490C1 |
| Способ волочения труб на короткой оправке | 1988 |
|
SU1637894A1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2391164C2 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| Способ волочения труб | 1986 |
|
SU1404133A1 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПОЛЫХ ПРОФИЛЕЙ С ВОГНУТЫМ УЧАСТКОМ НАРУЖНОЙ ПОВЕРХНОСТИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2040352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1994 |
|
RU2066577C1 |
| Способ волочения тонкостенных труб с внутренними продольными ребрами | 1988 |
|
SU1600892A1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2378069C1 |
Изобретение относится к обработке -металлов давлением, а именно к ; производству труб волочением на оправке. Цель изобретения - увеличение срока службы. Оправка для волочения труб содержит хвостовик 1, имеющий на одном конце головку 2, а на другом - резьбов ой участок 3, и установленную на хвостовике между головкой и резьбовым участком с возможностью перемещения втулку 5, имеютую консольную шероховатую наружную поверхность. Втулка обращена меньшим основанием к головке хвостовика, при этом величина шероховатости наружной поверхности от заднего конца втулки на длине, равной 0,13-0,57 протяженности втулки, составляет 0,10-0,62 величины шероховатости остальной поверхности втулки. 3 ил. SS
| Цифровой тахометр | 1982 |
|
SU1027623A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
