fO
15
Изобретение относится к машиностроению и может быть использовано при изготовлении зубчатых колес с упругим соединением венца и ступицы.
Цель изобретения - снижение трудо- 5 емкости изготовления за счет совмещения операций вьшолнения зубьев на венце и сборки колеса.
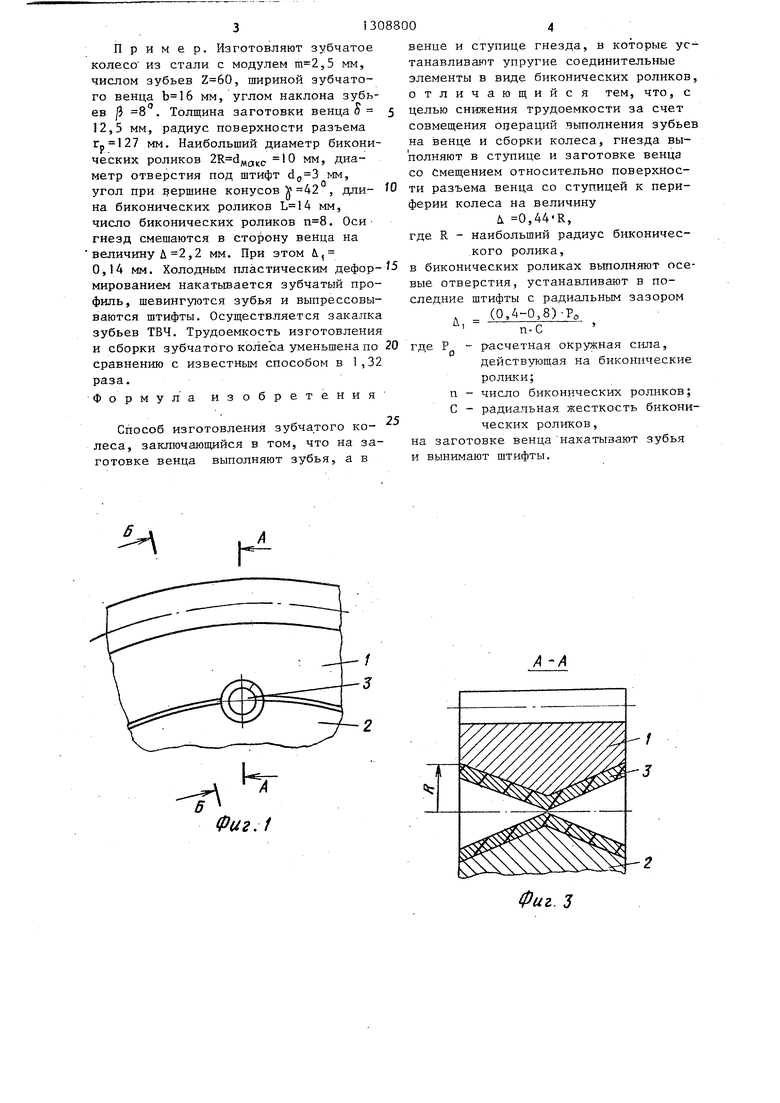
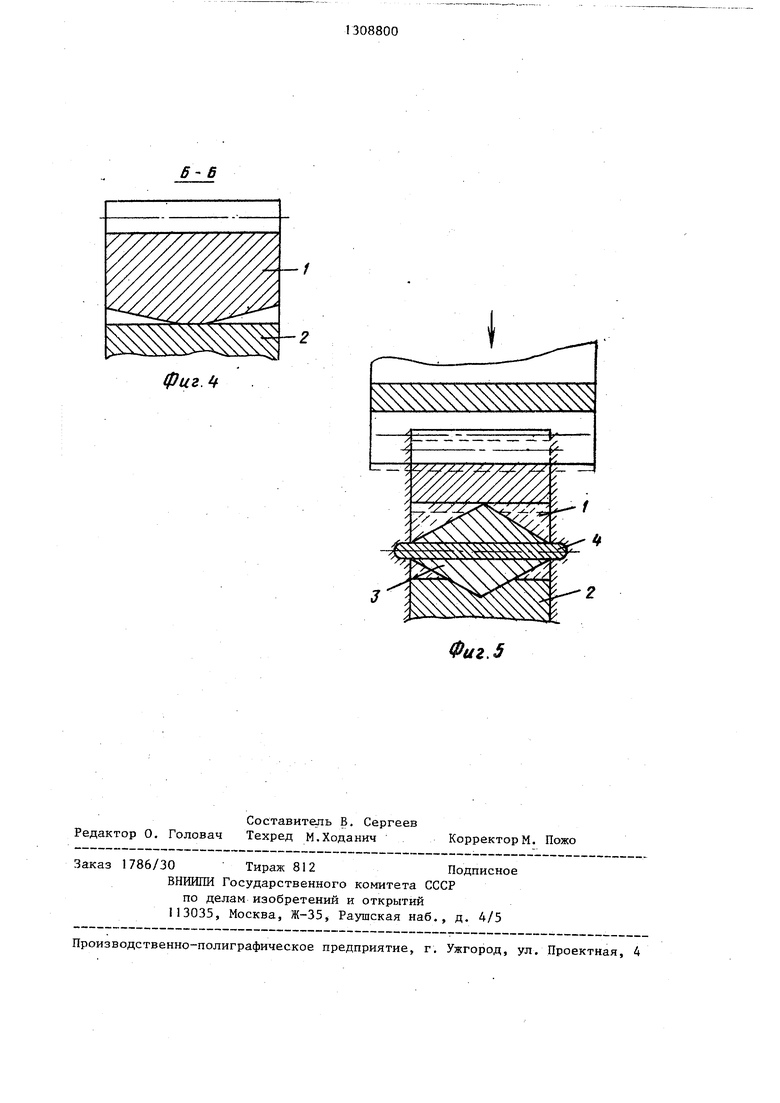
На фиг. 1 изображено зубчатое колесо; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - то же, вариант выполнения биконического ролика; на фиг. А - разрез Б-Б на фиг. 1; на фиг. 5 - схема операции накатки зубьев.
Зубчатое колесо состоит из венца I, ступицы 2 и упругих .соединительных элементов в виде витых биконичес- ких роликов 3. В прямозубых и косо- зубых зубчатых колесах в зависимости от угла наклона зубьев биконичес- .кие ролики имеют форму двух конусов, сопряженных либо большими основаниями (фиг. 2), либо меньшими (фиг. 3), что обеспечивает рациональное сочетание радиальной и окружной жесткости бйконических роликов 3. Последние в колесе играют одновременно роль упругих и фиксирующих элементов, осуществляя фиксацию венца 1 относительно ступицы 2.
Способ изготовления колеса реализуется следующим образом.
По предварительно обработанным
20
25
30
катывают зубчатый профиль на заготовке венца с одновременным формированием поверхностей контакта бйконических роликов с венцом и ступицей, при этом ролики сзкимаются на величину &,.
После формирования зубчатого про- филя проводят финишную обработку основных функциональных поверхностей зубчатого.колеса и выпрессовывают штифты 4,что обеспечивает упругое крепление венца 1 на ступице 3 с заданным натягом.
При формировании зубчатого венца и поверхностей контакта с биконичес-. кими роликами со стороны торцев заготовки венца устанавливаются эталонные зубчатые колеса, препятствующие течению металла в осевом направлении. Формирование зубчатого венца осуществляется холодньм пластическим деформированием. Зазор между венцом и ступицей, необходимый для упругого взаимодействия венца и ступицы, образуется в процессе приработки зубчатого колеса в результате истирания базирующего пояса (фиг. 4),
Смещение относительно поверхности разъема оси отверстия-гнезда под биконический ролик к периферии колеса необходимо для того, чтобы после закатывания ролика в ступицу ось его смещалась на поверхность разъема венца и ступицы.
При этом объемы вьщавливаемого в
поверхностям разъема ступицу 2 соеди- -35 зоне большего основания конусов роликов металла V, и заполняющего в зона вершин -конусов пространства V должны быть равны.
няют с заготовкой венца 1. Вдоль поверхностей разъема сверлят отверстия, служащие гнездами под биконические ролики 3, смещая их оси относительно поверхностей разъема к периферии колеса на величину л 0,44 R, где R - наибольший радиус биконического ролика 3.
В бйконических роликах 3 выполняют осевые отверстия, в которые закладывают штифты 4 (фиг. 5). Штифты раз- мещаются в отверстиях с зазором
- (0,4-0,8) RO п. С где Р - расчетная окружная сила,
действующая на биконические ролики 3;
п - число бйконических роликов 3;
С - радиальная жесткость- бикони- -55 ческих роликов 3.
Биконические ролики 3 вместе со штифтами 4 закладьшают в гнезда и на40 Для косозубых зубчатых колес с большим углом наклона зубьев угол при вершине конусов выполняется равtgPHbiMj 2arctg где/3 - угол
45 наклона зубьев; ui - угол профиля. Это обеспечивает взаимодействие венца, ступицы и ролика по нормали и коническим поверхностям, что позволяет уменьшить износ ролика в процессе эксплуатации.
Штифты устанавливаются в биконические ролики с зазором для того, чтобы при выборке зазора при радиальном сжатии роликов в процессе формирования зубчатого венца и поверхности контакта создать в последующем натяг в сопряжении биконического ролика с венцом и ступицей.
50
5
0
5
0
катывают зубчатый профиль на заготовке венца с одновременным формированием поверхностей контакта бйконических роликов с венцом и ступицей, при этом ролики сзкимаются на величину &,.
После формирования зубчатого про- филя проводят финишную обработку основных функциональных поверхностей зубчатого.колеса и выпрессовывают штифты 4,что обеспечивает упругое крепление венца 1 на ступице 3 с заданным натягом.
При формировании зубчатого венца и поверхностей контакта с биконичес-. кими роликами со стороны торцев заготовки венца устанавливаются эталонные зубчатые колеса, препятствующие течению металла в осевом направлении. Формирование зубчатого венца осуществляется холодньм пластическим деформированием. Зазор между венцом и ступицей, необходимый для упругого взаимодействия венца и ступицы, образуется в процессе приработки зубчатого колеса в результате истирания базирующего пояса (фиг. 4),
Смещение относительно поверхности разъема оси отверстия-гнезда под биконический ролик к периферии колеса необходимо для того, чтобы после закатывания ролика в ступицу ось его смещалась на поверхность разъема венца и ступицы.
При этом объемы вьщавливаемого в
Для косозубых зубчатых колес с большим углом наклона зубьев угол при вершине конусов выполняется равtgPHbiMj 2arctg где/3 - угол
наклона зубьев; ui - угол профиля. Это обеспечивает взаимодействие венца, ступицы и ролика по нормали и коническим поверхностям, что позволяет уменьшить износ ролика в процессе эксплуатации.
Штифты устанавливаются в биконические ролики с зазором для того, чтобы при выборке зазора при радиальном сжатии роликов в процессе формирования зубчатого венца и поверхности контакта создать в последующем натяг в сопряжении биконического ролика с венцом и ступицей.
313
Пример. Изготовляют зубчатое колесо из стали с модулем мм, числом зубьев , шириной зубчатого венца мм, углом наклона зубьев |3 8 . Толщина заготовки венца 5 12,5 мм, радиус поверхности разъема мм. Наибольший диаметр бикони ческих роликов .,c Ю диаметр отверстия под штифт мм, угол при вершине конусов If 42° , длина биконических роликов мм, число биконических роликов . Оси гнезд смешаются в сторону венца на величину ,2 мм. При этом &, 0,14 мм. Холодным пластическим деформированием накатьюается зубчатый профиль , шевингуются зубья и выпрессовы- ваются штифты. Осуществляется закалка зубьев ТВЧ. Трудоемкость изготовления и сборки зубчатого KOjieba уменьшена по сравнению с известным способом в 1,32 раза. Формула изобретения
2
Способ изготовления зубчатого ко леса, заключающийся в том, что на заготовке венца выполняют зубья, а в
h
O
5 в где
венце и ступице гнезда, н которые устанавливают упругие соединительные элементы в виде биконических роликов, отличающийся тем, что, с целью снижения трудоемкости за счет совмещения операций вьшолнения зубьев на венце и сборки колеса, гнезда выполняют в ступице и заготовке венца со Смещением относительно поверхности разъема венца со ступицей к периферии колеса на величину
U. 0,44 R, где R - наибольший радиус биконического ролика,
биконических роликах выполняют осевые отверстия, устанавливают в последние штифты с радиальным зазором
л - (0,-0.8)-Ро Л, 7с-
- расчетная окружная сила, действующая на биконнческие ролики;
5 в 0 где
5
п - число биконических роликов;
С - радиальная жесткость бнконических роликов,
на заготовке венца накатывают зубья и вынимают штифты.
T
Нг
Фиг.1
А А
Фиг.
Фиг.
Составитель В, Сергеев Редактор О. Головач Техред М.Ходанич КорректорМ. Пожо
1786/30
Тираж 812Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, k
Фиг.5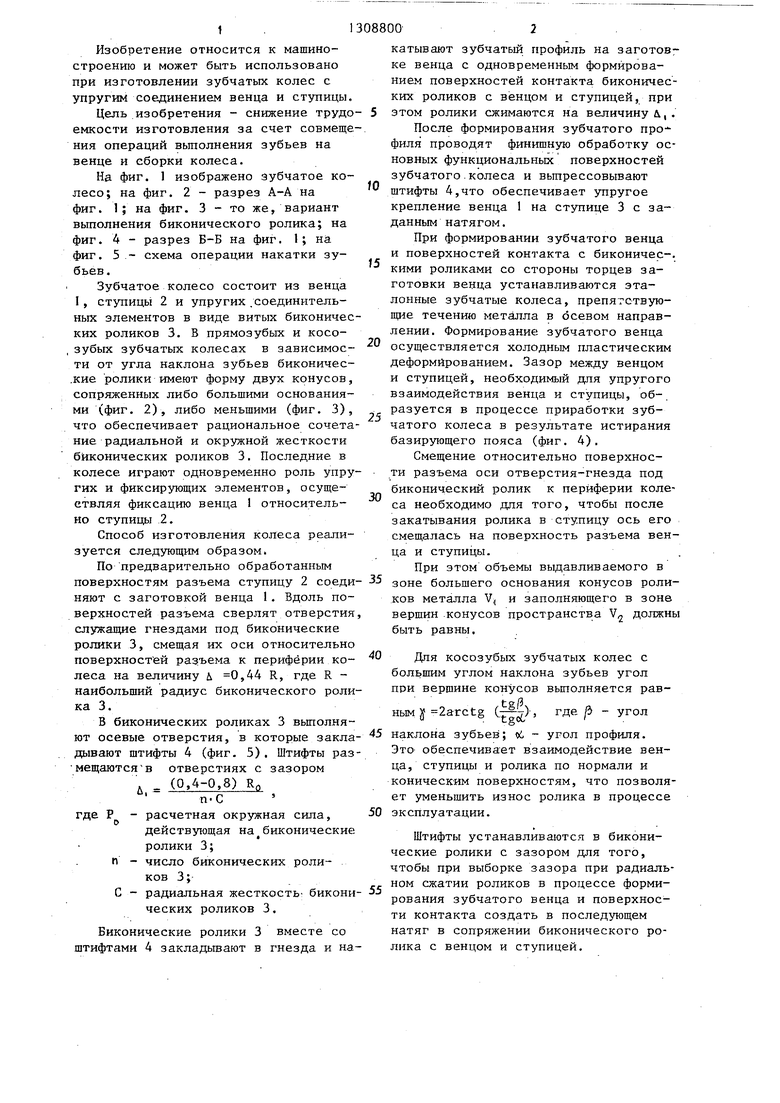
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубчатое колесо | 1976 |
|
SU696225A1 |
| Зубчатое колесо | 1980 |
|
SU1025948A1 |
| Колесо зубчатое упругое | 2016 |
|
RU2619880C1 |
| Инструмент для накатывания профилей зубьев зубчатых колес | 1984 |
|
SU1224073A1 |
| Соединительное пусковое устройство вертикальной ролико-тарельчатой мельницы | 1990 |
|
SU1729580A1 |
| Составное зубчатое колесо | 1985 |
|
SU1272042A1 |
| Составное зубчатое колесо | 1982 |
|
SU1070362A1 |
| СОСТАВНОЕ ЗУБЧАТОЕ КОЛЕСО | 2002 |
|
RU2231705C1 |
| ПОНИЖАЮЩИЙ ПЛАНЕТАРНЫЙ РЕДУКТОР МОТОР-КОЛЕСА | 1992 |
|
RU2049281C1 |
| СОСТАВНОЕ ЗУБЧАТОЕ КОЛЕСО | 1991 |
|
RU2019771C1 |
Изобретение относится к области машиностроения. Целью изобретения является снижение трудоемкости изготовления за счет совме1Цения операций выполнения зубьев на венце и сборки колеса. По предварительно обработанным поверхностям разъема ступицу 2 соединяют с заготовкой венца 1. Вдоль А-А поверхностей разъема сверлят отверстия , служащие гнездами под биконичес- кие ролики 3, смещая их оси относи- тельно поверхностей разъейа к периферии колеса на величину P,44R, где R - наибольший радиус биконического ролика 3. В биконических роликах 3 вьшолняют осевые отверстия, в которые закладывают штифты с зазором й, (0,4-0,8)Ро/.П С, где Р - расчетная окружная сила, действующая на би онические ролики 3; п - число биконических роликов 3; С - радиальная жесткость биконических роликов 3. Биконические ролики 3 вместе со штифтами закладывают в гнезда и нака тывают зубчатый профиль на заготовке венца 1 с одновременным формированием поверхностей контакта биконических роликов 3 с венцом 1 и ступицей 2 . : 5 ИЛ. (Л с Фиг. 2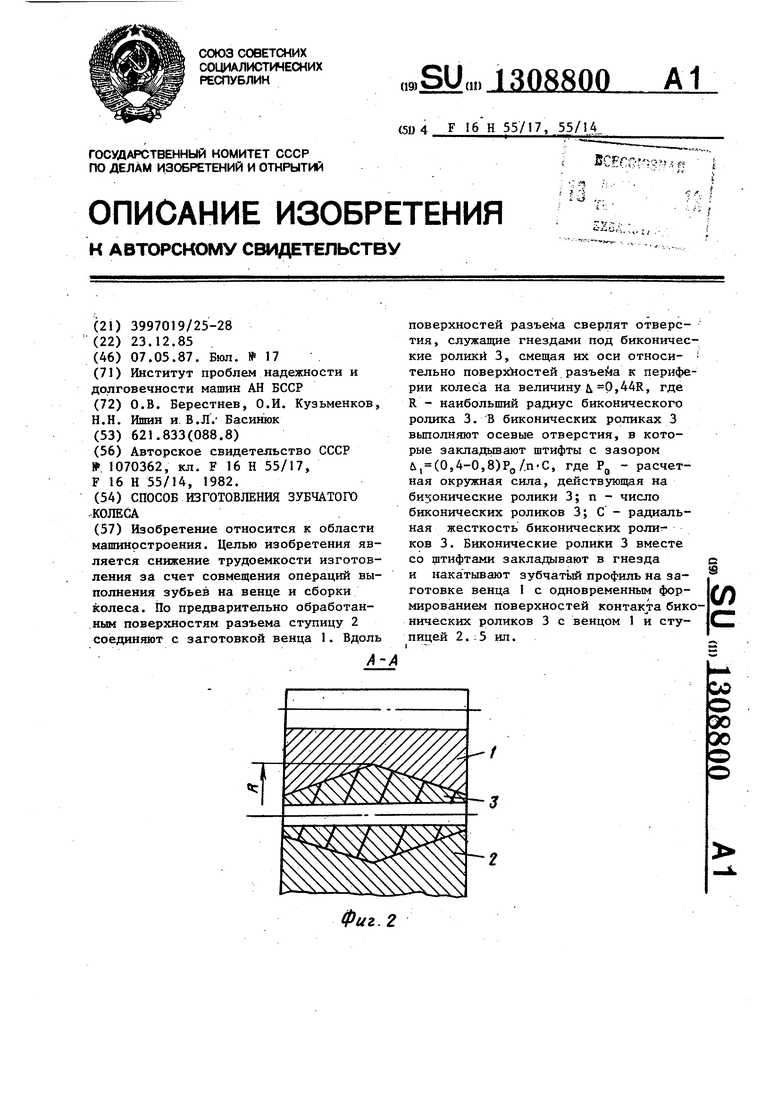
| Составное зубчатое колесо | 1982 |
|
SU1070362A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
