ставляют относительно нижнего фланца так, чтобы уплотнительная поверхность 2 равномерно и по всему периметру находилась в контакте с расплавом 9 легкоплавкого металла. После этого расплав охлаждают, прекращая подачу электроэнергии к электрическим тенам 8, в результате чего образуется поверхность из застывшего расплава легкоплавкого металла, которая будет сопряжена с уплотняемой поверхностью верхнего фланца, так как является ее отпечатком, и с помощью регулируемых направляющих-упоров 11 верхний фланец поднимают. Гибкое крыло 2 закрепляют на обечайке 1 так, чтобы оно прикрывало и находилось в контакте с
f
Изобретение относится к вакуумной технике и может быть использовано при проектировании горизонтальных фланцевых разъемов вакуумиых камер, преимущественно больших диаметров, с использованием мягких прокладок, например, из вакуумной резины.
Целью изобретения является повьше ние надежности уплотнения за счет равномерного распределения усилий на уплотнительный элемент.
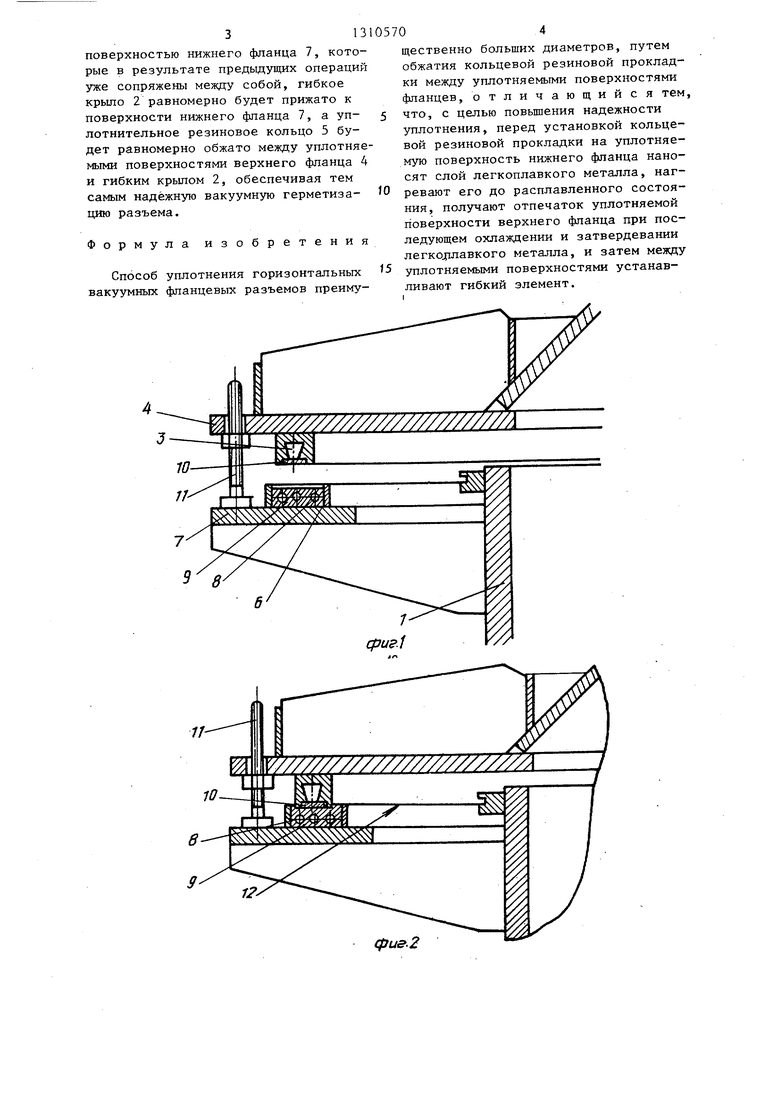
На фиг.1 показано вакуумное уплотнение до установки уплотнительного кольца в верхнем фланЦе и до приварки гибкого крыла; на фиг.2 получение сопряжения уплотняемой поверхности верхнего фланца с поверхностью нижнего фланца; на фиг.З - вакуумное уплотнение до герметизации разъема; на фиг.4 - то же, после герметизации разъема.
Способ герметизации фланцевых разъемов реализуется следующим образом.
До закрепления на обечайке 1 гибкого крыла 2 (гибкого элемента) и установки в канавке 3 верхнего фланца 4 уплотнительного резинового кольца 5 в кольцевой канавке 6 нижнего фланца 7, прикрепляемого к обечайке 1, с помощью встроенных в кольцевой канавке 6 электрических тенов 8 получают расплав 9 легкоплавкого
застывшей поверхностью расплава 9 нижнего фланца 7. В канавку 3 верхне- го фланца вставляют уплотнительное резиновое кольцо 5. При опускании верхнего фланца 4 до контакта уплот- нительной поверхности 12 верхнего фланца 4 с поверхностью.нижнего фланца 7, которые в результате предьщу- щих операций уже сопряжены между собой, гибкое крыло 2 равномерно будет прижато к поверхности нижнего фланца 7, а уплотнительное резиновое кольцо 5 будет равномерно обжато между уплотняемыми поверхностями верхнего фланца 4 и гибким крылом 2, обеспечивая тем самым надежную вакуумную герметизацию разъема. 4 ил.
металла, например припоя. Для уменьшения потерь тепла на стенки и дно кольцевой канавки 6 наносят термоизолирующее покрытие. Канавка 3 на верхнем фланце 4 глуйится плоским метал- лическим кольцом 10. С помощью регулируемых направляющих-упоров 11, равномерно расположенных по периметру нижнего фланца 7, верхний фланец
. 4 опускают и выставляют относительно нижнего фланца так, чтобы его уплотнительная поверхность 12 равномерно и по всему периметру находилась в контакте с расплавом 9 легкоплавкого металла. После этого расплав охлаждают, прекращая подачу электроэнергии к электротенам 8, в результате чего образуется поверхность из застывшего расплава легкоплавкого металла, которая сопряжена с уплотняемой поверхностью верхнего фланца, так как является ее отпечатком, и с помощью регулируемых направляющих- упоров 11 верхний фланец 4 поднимают. Гибкое крыло 2 прикрепляют к обечайке 1 так, чтобы оно прикрывало и находилось в контакте с застывшей поверхностью расплава 9 нижнего фланца, 7. В канавку 3 верхнего фланца 4
5
0
0
вставляют уплотнительное резиновое кольцо 5. При опускании верхнего фланца 4 до контакта уплотнительной поверхности 12 верхнего фланца 4 с
313
поверхностью нижнего фланца 7, которые в результате предыдущих операций уже сопряжены между собой, гибкое крыло 2 равномерно будет прижато к поверхности нижнего фланца 7, а уп- лотнительное резиновое кольцо 5 будет равномерно обжато между уплотняе мыми поверхностями верхнего фланца 4 и гибким крылом 2, обеспечивая тем самым надёжную вакуумную герметизацию разъема.
Формула изобретения
Способ уплотнения горизонтапьньпс вакуумных фланцевых разъемов преиму04
щественно больших диаметров, путем обжатия кольцевой резиновой прокладки между уплотняемыми поверхностями фланцев, отличающийся тем, что, с целью повьшения надежности уплотнения, перед установкой кольцевой резиновой прокладки на уплотняемую поверхность нижнего фланца наносят слой легкоплавкого металла, нагревают его до расплавленного состояния, получают отпечаток уплотняемой поверхности верхнего фланца при последующем охлаждении и затвердевании легкодшавкого металла, и затем между уплотняемыми поверхностями устанавливают гибкий элемент.
фи&.2
фигЗ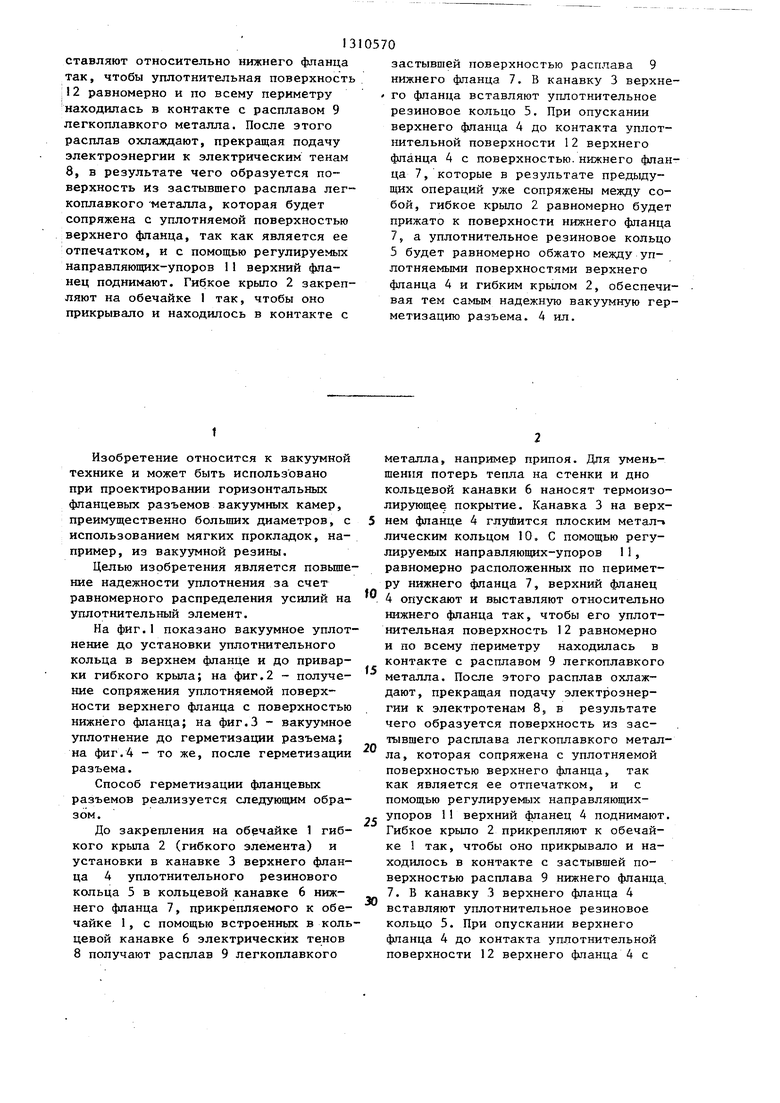
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации крупногабаритной вакуумной камеры | 1990 |
|
SU1740836A1 |
| СПОСОБ РАЗДЕЛЕНИЯ НАПОРНОЙ И ВХОДНОЙ ПОЛОСТЕЙ СПИРАЛЬНОГО КОРПУСА ЦЕНТРОБЕЖНОГО НАСОСА ПРИ ПРОВЕДЕНИИ ГИДРОИСПЫТАНИЙ | 1994 |
|
RU2065088C1 |
| Уплотнительная металлическая прокладка фланцевого соединения | 1984 |
|
SU1141254A1 |
| ИНДУКЦИОННАЯ ВАКУУМНАЯ ПЕЧЬ | 2011 |
|
RU2468323C1 |
| Вакуумный ковш для забора алюминия из электролизера | 1978 |
|
SU743783A1 |
| УЗЕЛ УПЛОТНЕНИЯ КОНЦЕВЫХ НЕПОДВИЖНЫХ СОЕДИНЕНИЙ | 1994 |
|
RU2084729C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЧНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДОВ | 1996 |
|
RU2117202C1 |
| УПЛОТНЕНИЕ ГЛАВНОГО РАЗЪЕМА НАСОСНОГО АГРЕГАТА ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ УСТАНОВОК | 2014 |
|
RU2561813C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ РАЗЪЕМА КАМЕРЫ ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ЭНЕРГИЕЙ ВЗРЫВА | 2016 |
|
RU2630150C1 |
| ПРОБОЙНИК ДЛЯ СИСТЕМ АВТОМАТИЗИРОВАННОГО ПИТАНИЯ СЫРЬЕМ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2018 |
|
RU2683401C1 |

Изобретение относится к области вакуумной техники и может быть использовано при проектировании горизонтальных фланцевых разъемов вакуумных камер, преимущественно больших диаметров, с использованием мягких прокладок. Целью изобретения является повышение надежности уплотнения. До закрепления на обечайке 1 гибкого крыла 2 (гибкий элемент) и установки в канавке 3 верхнего фланца 4 уплот- нительного резинового кольца 5 в кольцевой канавке 6 нижнего фланца 7, закрепляемого на обечайке 1, с помощью встроенных в кольцевой канавке 6 электрических тенов 8 получают расплав 9 легкоплавкого металла, например припоя. Дпя уменьшения потерь тепла на стенки и дно кольцевой канавки 6 наносят термоизолирукицее покрытие . Канавка 3 на верхнем фланце 4 глушится плоским металлическим кольцом 10. С помощью регулируемых иап- равляющих-упоров 11, равномерно расположенных по периметру нижнего фланца 7, верхний фланец 4 опускают и вы(Л RO фuff.4
Редактор И.Рыбченко
Составитель И.Пащенко Техред И.Ходанич
Заказ 1877/33
Тяраж 812Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035., Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Демчик
| ВАКУУМНОЕ УПЛОТНЕНИЕ | 0 |
|
SU234068A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
