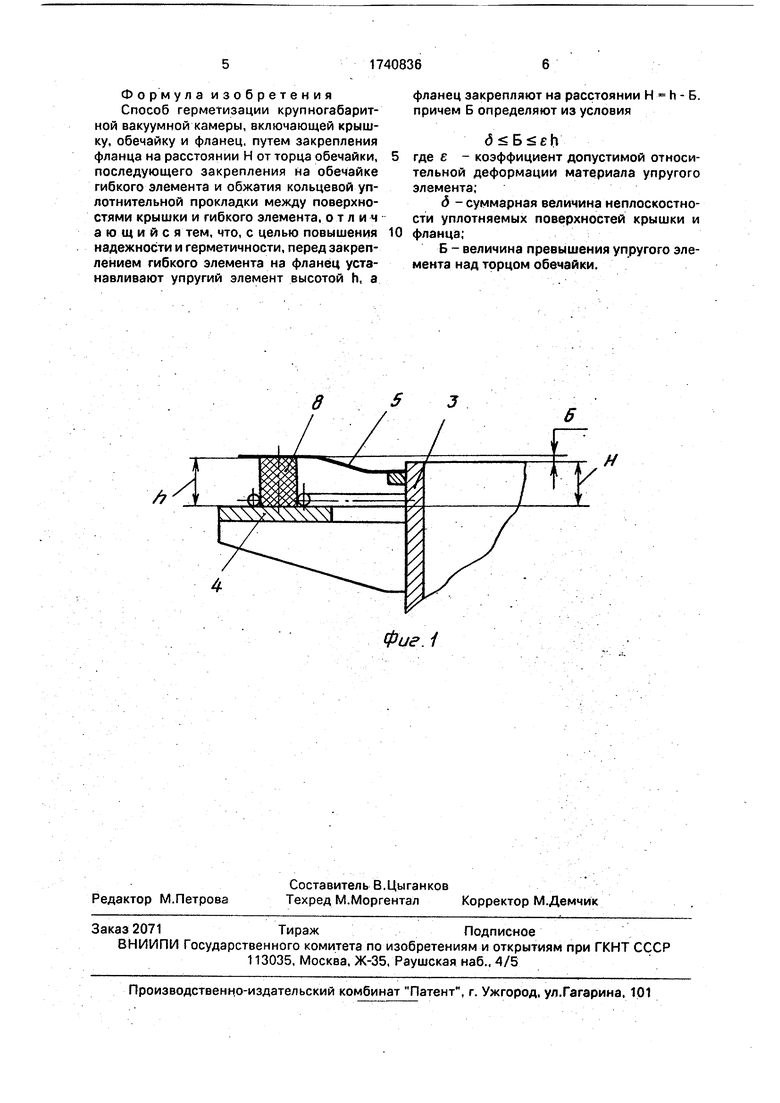
Фаг. 2
Изобретение относится к вакуумной 1ехнике и может быть использовано при проектировании крупногабаритных вакуумных камер с использованием мягких прокладок.
Известен способ герметизации крупногабаритных вакуумных камер, включающий в себя прикрепление к обечайке гибкого крыла и нижнего фланца с размещением на гибком крыле уплотнительной кольцевой резиновой прокладки, а на нижнем фланце - регулируемых упоров для предварительного обжатия уплотнительной прокладки между верхним фланцем и гибким крылом.
Наиболее близким по технической сущности к предлагаемому является способ герметизации крупногабаритной вакуумной камеры, включающий крышку, обечайку и фланец, путем закрепления фланца на расстоянии Н of торца обечайки, последующего закрепления на обечайке гибкого элемента и обжатия кольцевой уплотнительной прокладки между поверхностями крышки и гибкого элемента.
Однако известный способ характеризуется недостаточной надежностью и герметичностью уплотнения, связанной с потерей формы сопрягаемых поверхностей в процессе эксплуатации в результате старения и поводок материала.
Цель изобретения - повышение надежности и герметичности.
Поставленная цель достигается тем. что согласно способу герметизации крупногабаритной вакуумной камеры, включающему крышку, обечайку и фланец, путем закрепления фланца на расстоянии Н от торца обечайки, последующего закрепления на обечайке гибкого элемента и обжатия кольцевой уплотнительной прокладки между поверхностями крышки и гибкого элемента, перед закреплением гибкого элемента на фланец устан а вливают упругий элемент высотой h, а фланец закрепляют на расстоянии Н h - Б, причем Б определяют из условия
где Б - коэффициент допустимой относительной деформации материала упругого элемента;
д - суммарная величина неплоскостности уплотняемых поверхностей крышки и фланца;
Б - величина превышения упругого элемента над торцом обечайки.
На фиг. 1 показано вакуумное уплотнение до установки крышки; на фиг. 2 - вакуумное уплотнение после герметизации разъема.
Способ герметизации крупногабаритной вакуумной камеры 1, включающей крышку 2, обечайку 3 и фланец 4, путем закрепления фланца 4 на расстоянии Н от
торца обечайки 3, последующего закрепления на обечайке 3 гибкого элемента 5 и обжатия кольцевой уплотнительной прокладки 6 между поверхностями 7 крышки 2 и гибкого элемента 5, перед закреплением
0 гибкого элемента 5 на фланец 4 устанавливают упругий элемент 8 высотой h, а фланец 4 закрепляют на расстоянии Н h - Б, причем Б определяют из условия д Б е h Способ герметизации крупногабарит5 ной вакуумной камеры реализуется следующим образом.
Для заданной неплоскостности (д ) уплотняемой поверхности 7 крышки 2 и поверхности фланца 4, обращенной к крышке 2,
0 определяют высоту h упругого элемента 8 из
Е
соотношения 5 е h , откуда h - . Пусть
on
д 30 мм, е 20%, тогда h - 150
5 мм- Допустим, Б д 30 мм, тогда на расстоянии Н п-Б 150-30 120мм от торца обечайки 3 камеры 1 приваривают фланец 4, на который устанавливают и закрепляют упругий элементб высотой 150 мм, в результа0 те чего он превышает торец обечайки 3 камеры 1 на величину Б h - Н 150-120 30 мм. Далее закрепляют на обечайку 3 камеры 1. гибкий элемент 5 так, чтобы он находился в контакте с упругим элементом
5 8, и устанавливают на обечайку 3 камеры 1 крышку 2 с уплотнительной прокладкой 6 на упругий элемент 8 через гибкий элемент 5. Под воздействием веса крышки 2 упругий элемент 8 сдеформируется и гибкий эле0 мент 5 отследит по всему периметру неплоскостность уплотняемой поверхности 7 крышки 2 и поверхности фланца 4, обращенной к крышке 2. В результате этого обеспе- чивается равномерное обжатие
5 уплотнительной прокладки 6. При вакууми- ровании камеры 1 под воздействием атмосферного давления на крышку 2 упругий элемент 8 снижается до тех пор, пока крышка 2 не коснется торца обечайки 3 камеры 1,
0 Дальнейшее нагружение упругого элемента 8 исключено. Это означает, что с одной сто роны получена полная и надежная герметизация разъема, с другой стороны, - сохранение работоспособности упругого
5 элемента 8.
Предлагаемый способ герметизации крупногабаритной вакуумной камеры по сравнению с известными позволяет повысить надежность и герметичность уплотнения,
Формула изобретения Способ герметизации крупногабаритной вакуумной камеры, включающей крышку, обечайку и фланец, путем закрепления фланца на расстоянии Н от торца обечайки, последующего закрепления на обечайке гибкого элемента и обжатия кольцевой уп- лотнительной прокладки между поверхностями крышки и гибкого элемента, о т л и ч а ю щ и и с я тем, что, с целью повышения надежности и герметичности, перед закреплением гибкого элемента на фланец устанавливают упругий элемент высотой h, a
фланец закрепляют на расстоянии Н причем Б определяют из условия
h-Б
0
где е - коэффициент допустимой относительной деформации материала упругого элемента;
3 - суммарная величина неплоскостности уплотняемых поверхностей крышки и фланца;
Б - величина превышения упругого элемента над торцом обечайки.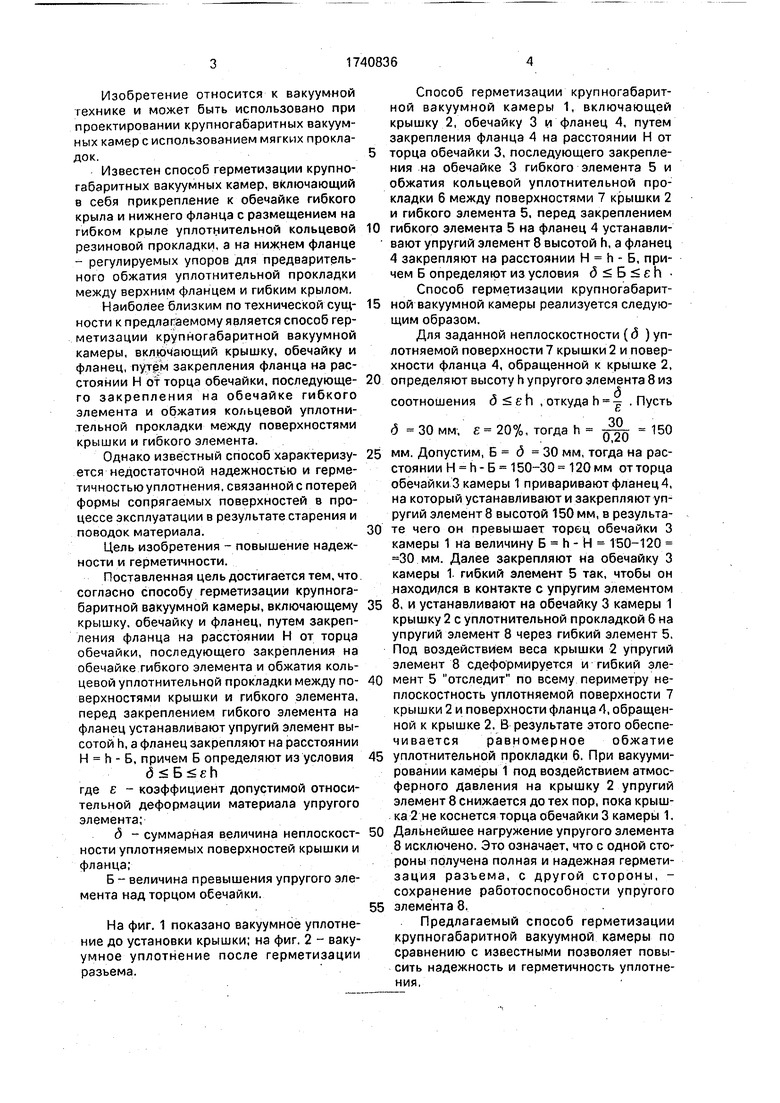
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уплотнения горизонтальных вакуумных фланцевых разъемов | 1983 |
|
SU1310570A1 |
| УПЛОТНЕНИЕ КРЫШКИ КРУПНОГАБАРИТНОЙ ВАКУУМНОЙ КАМЕРЫ | 1992 |
|
RU2045691C1 |
| ОПРАВА ДЛЯ КРЕПЛЕНИЯ КРУПНОГАБАРИТНОГО ЭЛЕМЕНТА ОПТИКО-МЕХАНИЧЕСКОЙ УСТАНОВКИ (ВАРИАНТЫ) | 2019 |
|
RU2727320C1 |
| Вакуумный ковш для забора алюминия из электролизера | 1978 |
|
SU743783A1 |
| АДСОРБЦИОННЫЙ АППАРАТ (ВАРИАНТЫ) | 1992 |
|
RU2050920C1 |
| ВАКУУМНОЕ УПЛОТНЕНИЕ | 1969 |
|
SU234068A1 |
| МАГНИТНЫЙ КОМПАС | 1993 |
|
RU2068173C1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ УКУПОРКИ | 2015 |
|
RU2619225C9 |
| СПОСОБ МЕТАЛЛИРОВАНИЯ КРУПНОГАБАРИТНЫХ ЗАГОТОВОК В РЕАКТОРЕ УСТАНОВКИ ДЛЯ ОБЪЕМНОГО МЕТАЛЛИРОВАНИЯ, КОНСТРУКЦИЯ РЕАКТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2665860C2 |
| Разъемное неподвижное уплотнительное устройство | 1988 |
|
SU1536115A1 |
Использование: в вакуумной технике при проектировании крупногабаритных вакуумных камер. Сущность изобретения: перед закреплением гибкого элемента 5 на фланец устанавливают упругий элемент высотой h. Фланец закрепляют на обечайке 3 на расстоянии Н h - Б от ее торца. Параметр Б определяют из условия д Б е h, где е - коэффициент допустимой относительной деформации материала упругого элемента; д - суммарная величина неплоскостности уплотняемых ловерхностей крышки 2 и фланца обечайки 3, Б - величина превышения упругого элемента над торцом обечайки 3. В результате существенно повышается надежность и герметичность уплотнения. 2 ил. .
Фиг i
| Способ уплотнения горизонтальных вакуумных фланцевых разъемов | 1983 |
|
SU1310570A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
