Существующие агрегаты для обработки деревянных вкладыщей подщипников с применением магазинной загрузки, транспортера подачи и обрабатывающих силовых головок не дают возможности изготовления вкладыща за один проход.
В описываемом агрегате силовые головки смонтированы в верти-i кальной плоскости над и под транспортером подачи. Они поочередно вводятся в работу, например, гидроприводом от командоаппарата. Та: кое устройство позволяет изготовлять вкладыш за один проход с одновременным проведением отборки галтели, фрезерования холод1 льника, сверления отверстий, торцовки и калибровки вдоль волокон.
Описываемый агрегат обеспечен поднастраивающими механизмами и механизмами кратного вступления в работу, что позволяет обрабатывать детали различного типа-размера.:
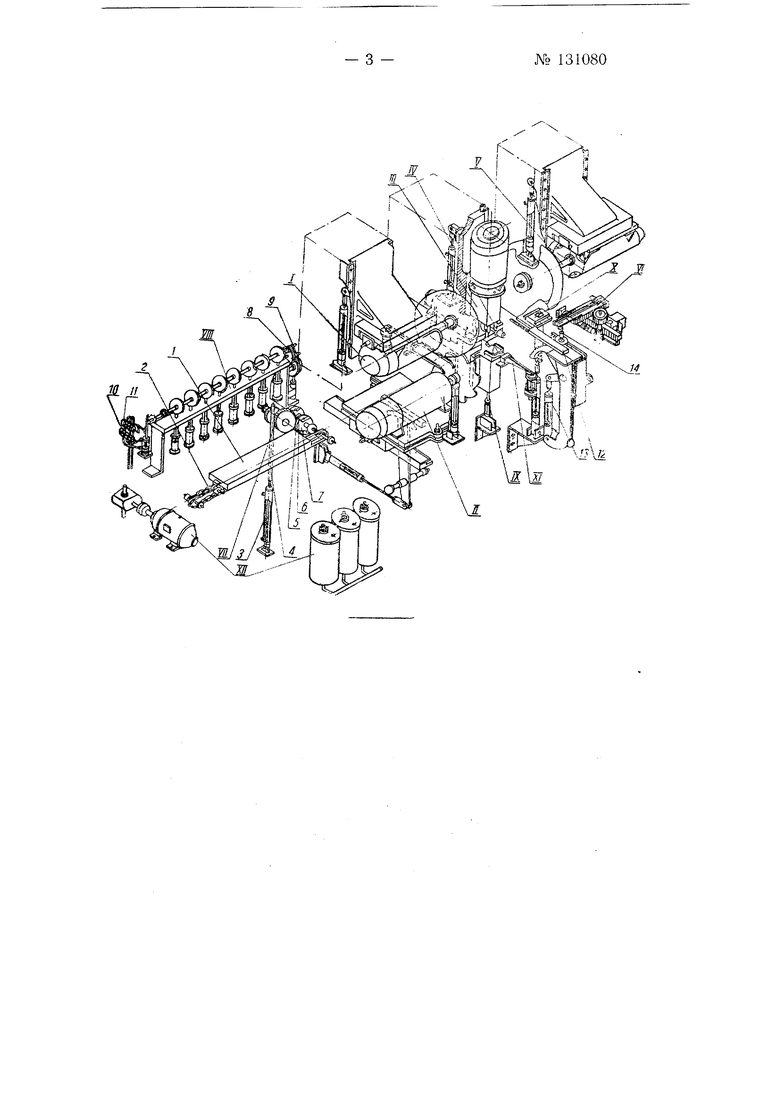
На чертеже изображена схема описываемого агрегата.
Агрегат состоит из силовой головки / подрезки торца заготовки, силовой головки // фрезерования галтели и снятия фаски, силовой головки III, сверления отверстий, силовой головки IV фрезерования холодильника, силовой головки V. калибровки по торцу узла VI, калибровки вдоль волокон, механизма V// подачи заготовки, самодействующего командоапнарата VHI, узла IX фиксации заготовки, узла X упора, узла XI зажима заготовки, гидроустановки ХП и счетного механизма (на схеме не показан).
Силовые головки расноложены в вертикальной плоскости над и под транспортером подачи.
Заготовки / длиною в несколько вкладышей вручную накладываются в магазин стопкой одна над другой. Из магазина лапками, укрепленными на цепи 2 питателя, заготовки снизу берутся по одной щтуке п проталкиваются до упора узла X. Цепь 2 приводится в движение от силового цилиндра 3 через рейку 4, зубчатую передачу 5 и две обгонные муфт ъ 6 и 7. Обгонная муфта 7 служит для расклинивания муфты 6 при возвращении цепи 2 в исходное положение.
№ 131080
Во время перемещения aaioioBKii У до упора узла X силовой головкой // производится фрезероваиие галтели и снятие фаски по всей длине заготовки У. Как только заготовка дойдет до упора узла X, фиксатор узла /X фиксирует ее но ранее нрофрезерованной галтели против головки /// сверления отверстий и далее производится зажим заготовки узлом X/ зажима.
После зажима заготовки / при помощи механизма 8 ir кулачка вступает, в работу головка У подрезкп торца заготовки. Она делает одпн рабочий ход за время обработки всей заготовки. За это время остальные силовые головки, поочередно вводимые в работу гидроприводом от командоаппарата VIU, сделают по столько рабочих ходов, сколько отдельных вкладыщей содержится в одной заготовке.
Управление командоаппаратом W// производится при помощ1г уп равляелюго и реверсивного золотников 10 и /У. От силовой головки откалиброванный вкладыщ по торцу берется механизмом 12, приводимым в движение от силового цилиндра 13, и перемещается перпендикулярно оси линии движения-заготовок к исходному положению для калибровки вдоль волокон. В исходном положении вкладыш берется механизмом VI калибровки вдоль волокон, протягивается около фрезы 14 и калибруется ею вдоль волокон. .После этого при помощи счетного механизма производится счет годной продукции и сбрасывание обработанного изделия в тароприемник.
Описываемый агрегат снабжен иодналадочпыми механизмами и механизмами кратного вступления в работу, что дает возможность производить обработку деталей разного типа-размера.
Предмет vi з о б р е т е и и я
1. Агрегат для обработки деревянных вкладышей иодшипников с применением магазинной загрузки, транспортера подачи и обрабатывающих силовых головок, отличающийся тем, что, с целью получения возможности изготовления вкладыша за один проход с одновременным проведением отборки галтели, фрезерования холодильника, сверления отверстий, торцовки и калибровки вдоль волокон, силовые головки смонтированы в вертикальной плоскости над и под транспортером подачи и выполнены поочередно вводимыми в работу, например, гидроприводом от комаидоаппарата.
2. Агрегат по п. 1, от л и ч а ю щ и и ся тем, что, с целью обработки деталей различного типа-размера и другого наименования, рабочие элементы обеспечены поднастраивающими механизмами и механизмами кратного вступления в работу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сбрасывания отрезанных изделий из пруткового материала | 1962 |
|
SU152166A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| МЕХАНИЗИРОВАННЫЙ ЩИТОВОЙ КОМПЛЕКС ДЛЯ СООРУЖЕНИЯ ТОННЕЛЕЙ СО СБОРНОЙ ОБЖАТОЙ В ПОРОДУ ОБДЕЛКОЙ | 1988 |
|
RU2018677C1 |
| СИСТЕМЫ И СПОСОБЫ МНОГОСТОРОННЕГО АНАЛИЗА | 2012 |
|
RU2627927C2 |
| СПОСОБ И КОМПОЗИЦИИ ДЛЯ ИММУНОМОДУЛЯЦИИ | 2015 |
|
RU2736495C2 |