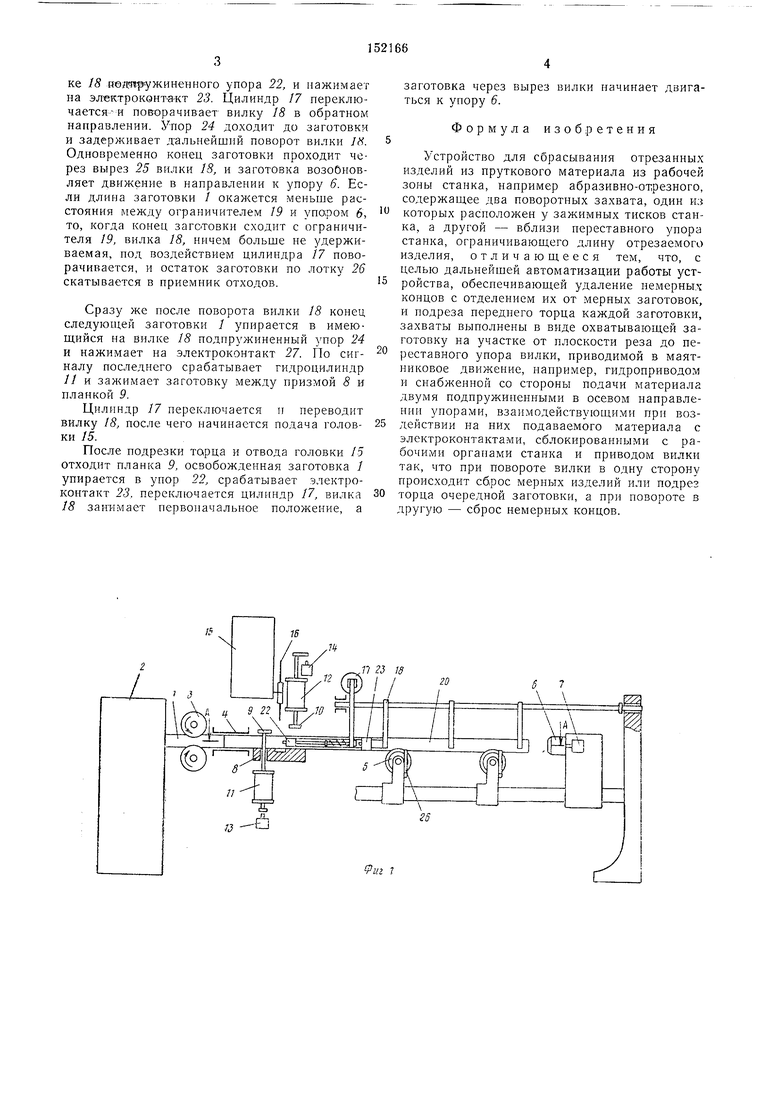
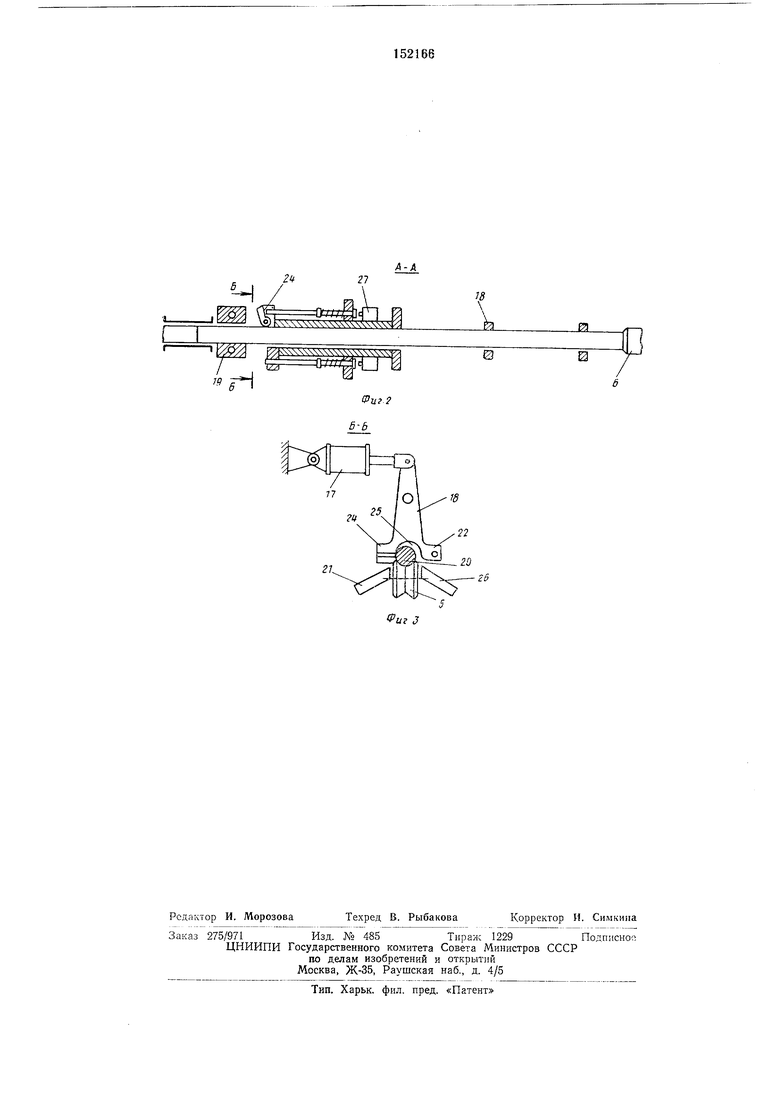
Известны устройства для сбрасывания отрезанных изделий из пруткового материала из рабочей зоны станка, например абразивно-отрезного, содержащие два поворотных захвата, один из которых расположен у зажимных тисков станка, а другой - вблизи переставного упора станка, ограничивающего длииу отрезаемого изделия. В предлагаемом устройстве для автоматизации его работы, обеспечивающей удаление немерных концов с отделением их от мерных заго товок, ;И подреза переднего торца каждой очередной заготовки, захваты выполнены в виде вилки, охватывающей заготовку на участке от плоскости реза до переставного упора. Вилка приводится в маятниковое движение гидроприводом. Со стороны подачи материала вилка снабжена двумя подпружиненными в осевом направлении упорами, взаимодействующими при воздействии на них подаваемого материала с электроконтактами. Последние сблокированы с рабочими органами станка и нриводом вилки так, что при повороте вилки в одну сторону происходит сброс мерных изделий или подрез торца очередной заготовки, а при повороте в другую - сброс немериых кондов. А-Л на фиг. 1; на фиг. 3 - разрез ио Б-Б на фиг. 2. Заготовка / поступает из магазина 2 под ролики 3, а затем подается через направляющую трубу 4 по поддерживающим роликам 5 до переставного упора 6. По сигналу от установленного на упоре 6 электроконтакта 7 производится зажим заготовки между неподвижной призмой 8 и планками 9 и ЛО при помощи гидравлических цилиндров // и 12. Электроконтакты 13 и 14 сигнализируют о зажиме заготовки и дают команду на нодачу головки 15 с отрезиым диском 16. При подаче заготовки / под действием цилиндра 17 вилка 18 ирил имается к ней. Если длина заготовки больще расстояния между ограничителем 19 и упором 6, то заготовка, иренятствуя отклонению вилки 18, доходит до упора и нажимает на электроконтакт 7. По сигналу последнего производится зажим заготовки и одновременно отключается цилиндр 17. После разрезания заготовки и отвода головки 15 планка 10 отходит, освобождая отрезанное изделие 20 и одновременно включая цилиндр 17, поворачивающий вилку 18 влево. Отрезанное изделие 20 скатывается в приемник готовой продукции по лотку 21. Зател илаика 9 отходит, освобождая заготовку /. которая под действием роликов 3 начинает перемещаться, доходя до имеюнлегося на вилке 18 иедэдружиненного упора 22, и нажимает на злектроквнт-а-кт 23. Цилиндр 17 переключается- и поворачивает вилку 18 в обратном направлении. Упор 24 доходит до заготовкул и задерживает д-альнейшнй поворот вилки 7(4. Одновременно конец заготовки проходит через вырез 25 вилки 18, и заготовка возобновляет движение в направленин к упору 6. Если длина заготовки / окажется меньше расстояния 1между ограничителем 19 и упо;ром 6, то, когда конец заготовки сходит с ограничителя 19, вилка 18, ничем больше не удерживаемая, под воздействием цилиндра 17 поворачивается, и остаток заготовки по лотку 26 скатывается в приемник отходов.
Сразу же после поворота вилки 18 конец следующей заготовки / упирается в имеющийся на вилке 18 подпружиненный упор 24 и нажимает на электроконтакт 27. По сигналу последнего срабатывает гидроцилиндр 11 и зажнмает заготовку между призмой 8 и планкой 9.
Цилиндр 17 переключается и переводит вилку 18, после чего начинается подача головки 15.
После подрезки торца и отвода головки /5 отходит планка 9, освобожденная заготовка / упирается в упор 22, срабатывает электроконтакт 23. переключается цилиндр 17, вилка 18 занимает первоначальное положение, а
заготовка через вырез вилки начинает двигаться к унору 6.
Формула изобретения
Устройство для сбрасывания отрезанных изделий нз пруткового материала из рабочей зоны станка, например абразивно-от;резного, содержащее два поворотных захвата, один из которых расположен у зажимных тисков станка, а другой - вблизи нереставного упора станка, ограничивающего длину отрезаемого изделия, отличающееся тем, что, с целью дальнейшей автоматизации работы устройства, обеспечивающей удаление немерны. концов с отделением их от мерных заготовок, и подреза переднего торца каждой заготовки, захваты выполнены в виде охватывающей заготовку на участке от плоскости реза до переставного упора вилки, приводимой в маятниковое движение, например, гидроприводом и снабженной со стороны подачи материала двумя подпружиненными в осевом направлении упорами, взаимодействующими при воздействии на них подаваемого материала с электроконтактами, сблокированными с рабочими органами станка и приводом вилки так, что при повороте вилки в одну сторону происходит сброс мерных изделий или подрез торца очередной заготовки, а при повороте в другую - сброс немерных концов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Полуавтоматический станок для абразивного разрезания материалов различных профилей | 1960 |
|
SU137418A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Устройство к пресс-ножницам для резки прутков | 1981 |
|
SU996113A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Устройство для разделения пруткового материала | 1987 |
|
SU1466876A1 |
| Устройство для отбраковки немерных отходов | 1982 |
|
SU1060287A1 |
| Линия резки труб | 1991 |
|
SU1785487A3 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
8

